Изобретение относится к области неразрушающих испытаний материалов и изделий ультразвуковыми методами и может быть использовано для обнаружения дефектов в сварных швах и в основном материале, в том числе трещин, раковин, непроваров, несплавлений, шлаковых включений и т.д., а также может быть использовано в радиолокации для обнаружения целей в ближней зоне и оценки их местоположения.
Аналогами предлагаемого изобретения являются различные варианты способов и устройств для ультразвукового контроля качества материалов, описанные, например, в [1] и реализованные в патентах:
- RU 97105446, “Способ ультразвукового контроля толщины изделий”, опубл. 1999.03.27;
- RU 99103394, “Ультразвуковой дефектоскоп”, опубл. 2000.12.20;
- RU 99115325, “Ультразвуковой способ контроля изделий и материалов”, опубл. 2001.05.20.
Известно, что при ультразвуковом контроле материалов эхо-импульсным методом диапазон контроля ограничивается развязкой между передающим преобразователем и приемным трактом дефектоскопа и реверберационно-шумовыми характеристиками преобразователя, которые определяют мертвую зону дефектоскопа или ту минимальную толщину изделия, на которой амплитуда эхоимпульса, отраженного от внутренней его поверхности, уменьшается настолько, что становится соизмеримой с уровнем помех и не поддается четкой регистрации.
Величина мертвой зоны lmin зависит от акустических характеристик входящих в состав преобразователя пьезоэлемента, протектора, демпфера и призмы:
где с - скорость распространения ультразвуковых колебаний в материале,
τu - длительность возбуждающего импульса, которая определяет вынужденные колебания пьезоэлемента,
τn - длительность переходного процесса, зависящая от длительности свободных колебаний пьезоэлемента.
Реверберационно-шумовые характеристики преобразователя зависят прежде всего от коэффициента затухания волн в демпфере и призме [2].
Классический способ укорочения мертвой зоны дефектоскопа за счет снижения механической добротности путем демпфирования оказывается недостаточно эффективным, так как уменьшает чувствительность ультразвукового дефектоскопа. Более универсальными возможностями обладают так называемые электрические методы демпфирования излучающего преобразователя [3], при реализации которых на полуволновой резонансный пьезоэлемент подается крутой перепад электрического напряжения A1, возбуждающий в нем синусоидальные механические колебания, которые затухают по экспоненциальному закону. Через время τ3, равное половине периода собственной резонансной частоты пьезоэлемента, на последний подается еще один такой же крутой и почти равный ему по амплитуде перепад напряжения А2, возбуждающий в нем механические колебания, но сдвинутые по фазе на 180°. Суперпозиция затухающих колебаний приводит к их взаимной компенсации по всей длительности этих радиоимпульсов, за исключением первой полуволны колебаний, возникших в результате воздействия первого перепада возбуждающего электрического напряжения. Изменяя параметры режима возбуждения пьезоэлементов τз, A1 и А2, можно реализовать результирующие колебания с разным уровнем компенсации колебаний. Это позволяет обеспечить необходимую чувствительность при обнаружении дефектов как в ближней зоне контроля, так и в дальней. Однако эти методы не реализуются при обратном преобразовании акустических колебаний в преобразователе в режиме приема.
С целью уменьшения реверберационно-шумовых характеристик применяют раздельно-совмещенные прямые и наклонные преобразователи, которые по сравнению с совмещенными прямыми преобразователями имеют более сложное конструктивное решение, а их применение усложняет процедуру контроля [2].
Наиболее близким аналогом предполагаемого изобретения является способ определения размеров дефекта при ультразвуковом контроле изделий, заключающийся в том, что ультразвуковым преобразователем сканируют изделие, одновременно возбуждают в нем ультразвуковые колебания и по амплитуде принятых сигналов и расстоянию между положениями ультразвукового преобразователя судят о размере дефекта, причем перед контролем изделия ультразвуковым преобразователем сканируют настроечный образец, имеющий калибровочный дефект, размер которого на порядок и более превышает длину волны возбуждаемых ультразвуковых колебаний, фиксируют амплитуды принятых и соответствующую им величину перемещения ультразвукового преобразователя, определяют пороговый уровень амплитуды принимаемого сигнала и сравнивают амплитуды и расстояния между положениями ультразвукового преобразователя контролируемого изделия и образца, при этом при достижении амплитуды сигнала максимальной величины дефект классифицируют как протяженный и его размеры определяются как расстояние между положениями ультразвукового преобразователя, при которых амплитуда сигнала равняется пороговому уровню, а если амплитуда сигнала от дефекта не достигает максимальной величины, то дефект классифицируется как локальный и его величина определяется как расстояние между положениями ультразвукового преобразователя, при которых амплитуда сигнала во время настройки изменялась от нуля до величины полученной амплитуды (RU 2000104686, 2001.12.20).
Недостатком известных способов ультразвукового контроля является невозможность обнаружения дефекта и оценки его местоположения, когда отраженный от дефекта сигнал находится в мертвой зоне дефектоскопа.
Сущность предполагаемого изобретения заключается в том, что в известном способе ультразвукового контроля при процедуре обнаружения сигнала, отраженного от дефекта, и оценки его местоположения анализ информационных свойств сигнала на выходе приемного устройства дефектоскопа производят с применением методологии кратномасштабного вейвлет-анализа, которая позволяет выявлять достаточно небольшие по амплитуде локальные изменения в сигнале, в том числе и в мертвой зоне дефектоскопа. Это достигается за счет того, что формируют “вейвлет-спектрограммы” эталонного сигнала на выходе приемного тракта дефектоскопа, который соответствует случаю, когда дефект в исследуемом образце отсутствует. При появлении дефекта в исследуемом материале неизвестного качества “вейвлет-спектрограмма” контролируемого сигнала на выходе приемного тракта дефектоскопа W f (a, t) и его аi-сечения при различных масштабах аi будут отличаться от “вейвлет-спектрограммы” эталонного сигнала, что адекватно обнаружению сигнала, отраженного от дефекта. Для определения местоположения дефекта последовательно формируют “вейвлет-спектрограммы” укороченных реализаций эталонного и контролируемого сигналов на время τу, причем укорочение указанных сигналов производят последовательно на одну и ту же величину до тех пор, пока “вейвлет-спектрограммы” укороченных реализаций эталонного и контролируемого сигналов и их сечения при различных масштабах аi становятся практически одинаковыми: длина таких укороченных реализаций эталонного или контролируемого сигналов является оценкой местоположения дефекта.
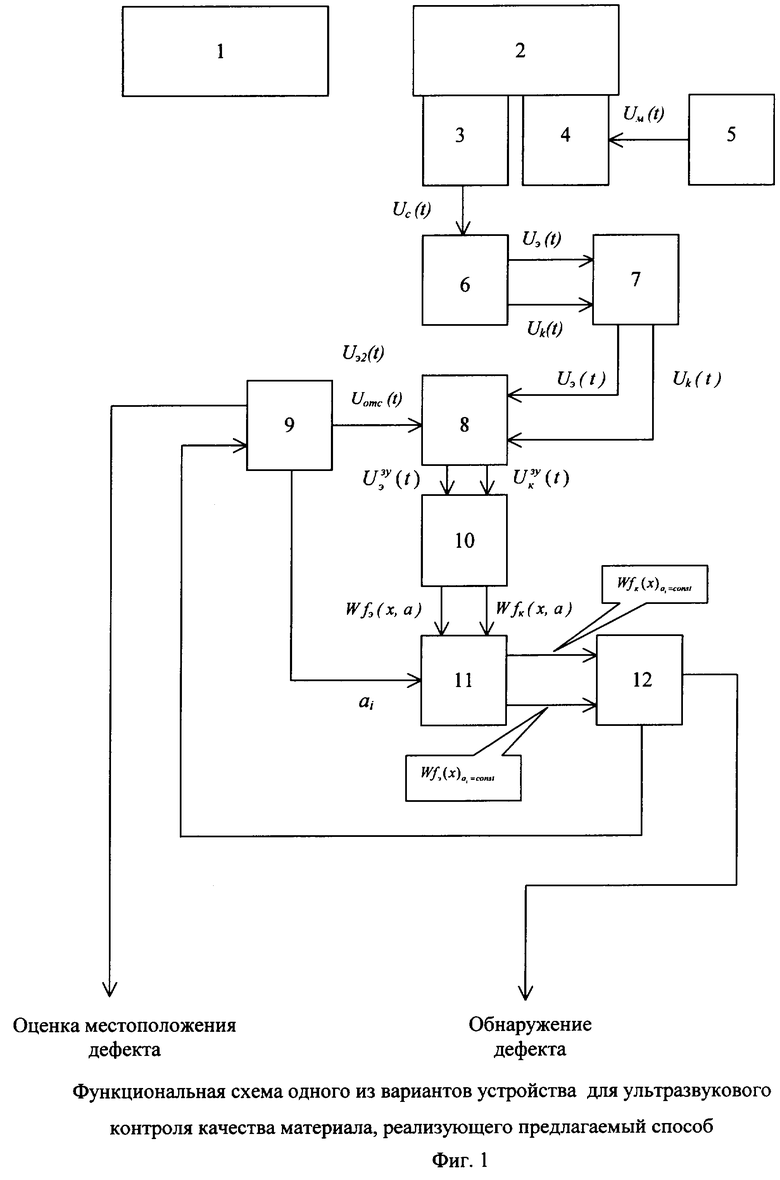
На фиг.1 приведена функциональная схема одного из вариантов устройства ультразвукового контроля качества материала, в котором реализован предлагаемый способ. Здесь представлены контролируемый материал 1, образец 2 материала без дефекта, приемный пьезопреобразователь 3, передающий пьезопреобразователь 4, генератор 5 зондирующих импульсов, приемное устройство 6, запоминающее устройство 7, схема “И” 8, программное устройство 9, формирователь 10 “вейвлет-спектрограммы”, вычислитель 11 аi - сечения “вейвлет-спектрограммы”, устройство 12 сравнения.
Передающим пьезопреобразователем 4 сканируют сначала образец 2 материала, в котором отсутствуют какие-либо дефекты, а затем контролируемый материал 1, при этом режимы сканирования передающего пьезопреобразователя 4 задают модулирующим сигналом Uм (t), который формируют на выходе генератора 5 зондирующих импульсов. Принятые приемным пьезопреобразователем 3 ультразвуковые колебания поступают в приемное устройство 6, с выхода которого и при работе с контролируемым материалом 1, и при работе с эталонным материалом 2 соответствующие сигналы контрольный Uк (t) и эталонный Uэ (t) поступают в запоминающее устройство 7. Через схему “И” 8 по команде Uоmc (t) из программного устройства 9 производят выборку эталонного сигнала U
Известно [4], что если функция Ψ(t) удовлетворяет двум условиям:
- ее среднее значение равно нулю,
- функция Ψ(t) быстро убывает при t→±∞,
то она является вейвлетом (wavelet) и для любой функции f(x) можно найти функцию Wf (x, а), которая зависит от двух переменных: от времени х и от масштаба аi.

При фиксированном значении масштаба аi функция Wf (x, а) есть свертка исходной функции f(x) с растянутым в ai - раз вейвлетом. Так как свертка функций эквивалентна их перемножению в частотной области, сечение при ai=const на изображении вейвлет-преобразования (1) показывает изменения изучаемой функции на частотах, близких  . В отличие от преобразования Фурье, которое не позволяет локализовать частотные компоненты сигнала во времени и, вследствие этого, строго применимо только для анализа стационарных сигналов, вейвлет-преобразование не имеет такого ограничения.
. В отличие от преобразования Фурье, которое не позволяет локализовать частотные компоненты сигнала во времени и, вследствие этого, строго применимо только для анализа стационарных сигналов, вейвлет-преобразование не имеет такого ограничения.
Далее на первом выходе программного устройства 9 формируют число, являющееся значением масштаба аi, в соответствии с которым в вычислителе 11 аi-спектрограмм вычисляют ai-сечение “вейвлет-изображения” Wfэ (х, а) эталонного сигнала Uэm (t) и аi-сечение “вейвлет-спектрограммы” Wfк (x, а) сигнала контроля.
На следующем этапе ai-сечение “вейвлет-спектрограммы” Wf (х, а) эталонного сигнала Uэm (t) и сигнала контроля Uк (t), вычисленные для одних и тех же значений масштаба аi, поступают в устройство 12 сравнения: если ai-сечения “вейвлет-спектрограммы” эталонного Uэm(t) и контролируемого Uк (t) сигналов отличаются, то в “мертвой зоне” дефект есть. В противном случае дефект отсутствует. Информацию об обнаружении дефекта формируют на первом выходе устройства 12 сравнения.
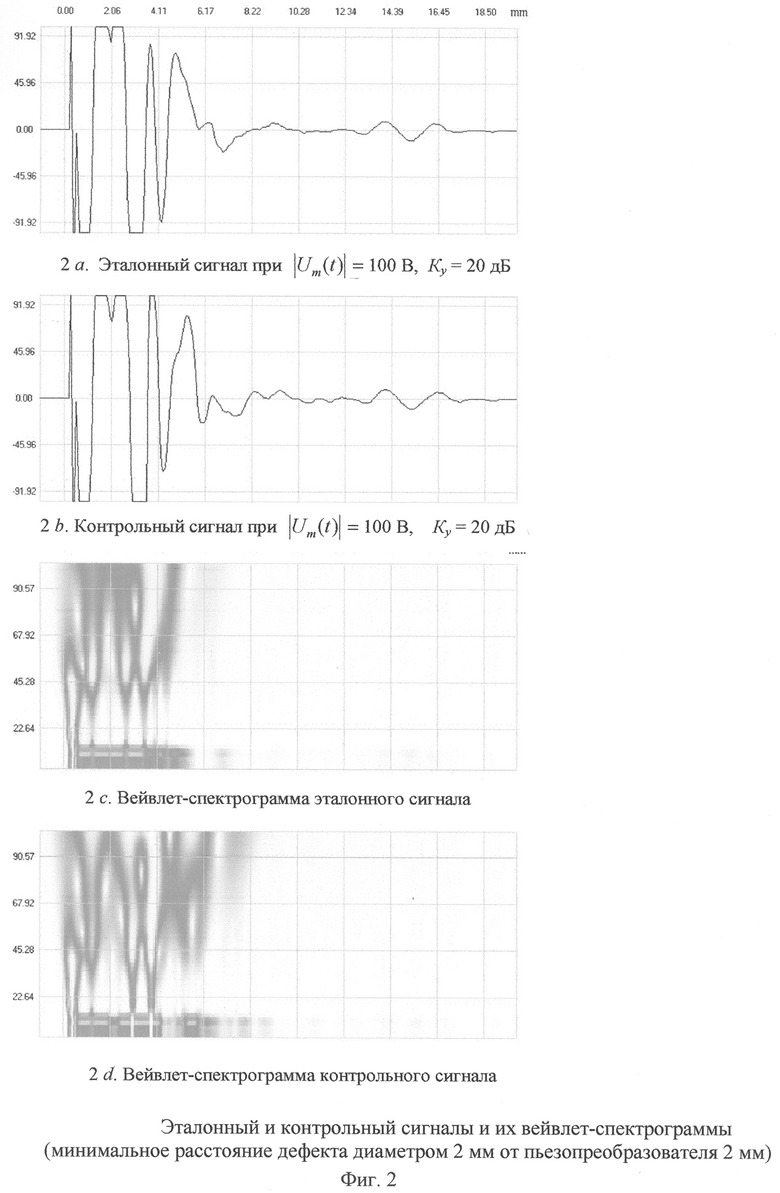
Процедуру обнаружения сигнала, отраженного от дефекта, поясняют примеры, представленные на фиг.2-5. Реализации сигналов в этих примерах получены дефектоскопом PICUS 10С с прямым совмещенным пьезопреобразователем, который обеспечивает возбуждение акустических волн и их акустоэлектронное преобразование на частоте 2,5 МГц. При вейвлет-преобразованиях этих реализаций применен комплесный вейвлет Морле [4].
На фиг.2 представлены эталонный сигнал U
- амплитуда модулирующего сигнала |Uм (t)|=100 В,
- коэффициент усиления приемного устройства Ку=20 дБ.
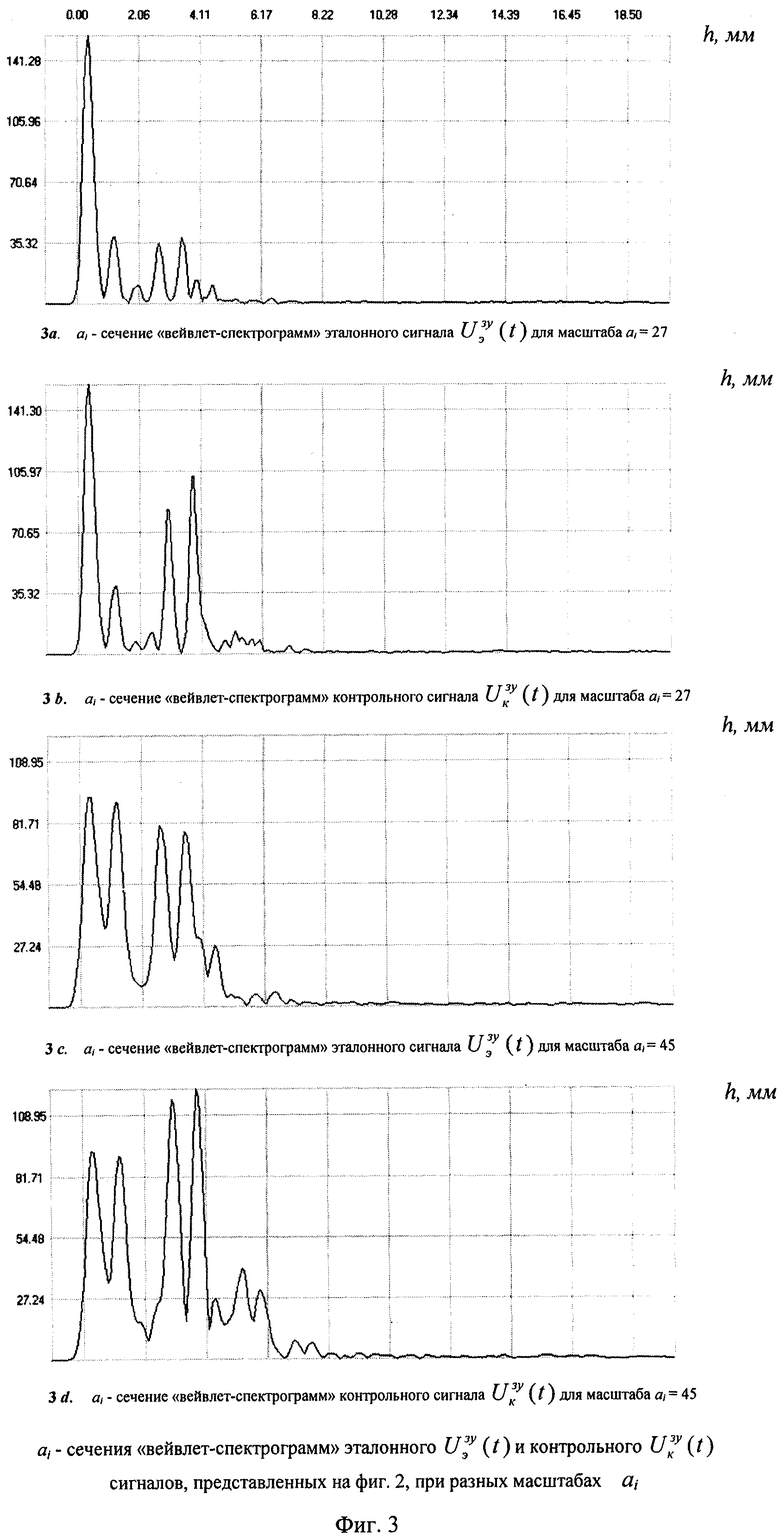
Сопоставление эталонного U
- на графике 3 а - аi-сечение “вейвлет-спектрограмм” эталонного сигнала U
- на графике 3 b - аi-сечение “вейвлет-спектрограмм” контрольного сигнала U
- на графике 3 с - аi-сечение “вейвлет-спектрограмм” эталонного сигнала U
- на графике 3 d - ai-сечение “вейвлет-спектрограмм” контрольного сигнала U
Из представленных на фиг.2 и фиг.3 графиков следует, что появление в мертвой зоне дефектоскопа какой-либо неоднородности обусловливает формирование значимых отличий вейвлет-спектрограмм эталонного U
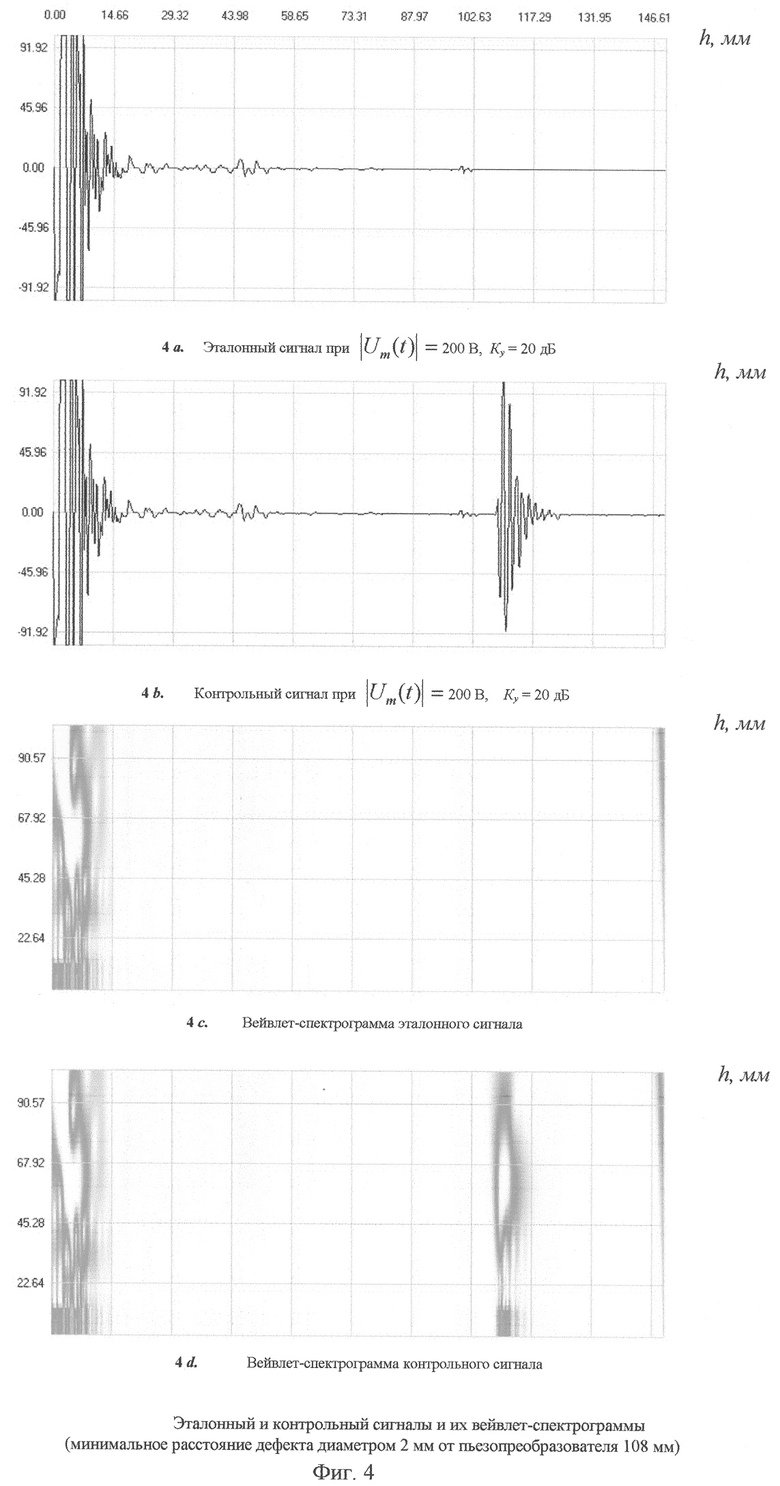
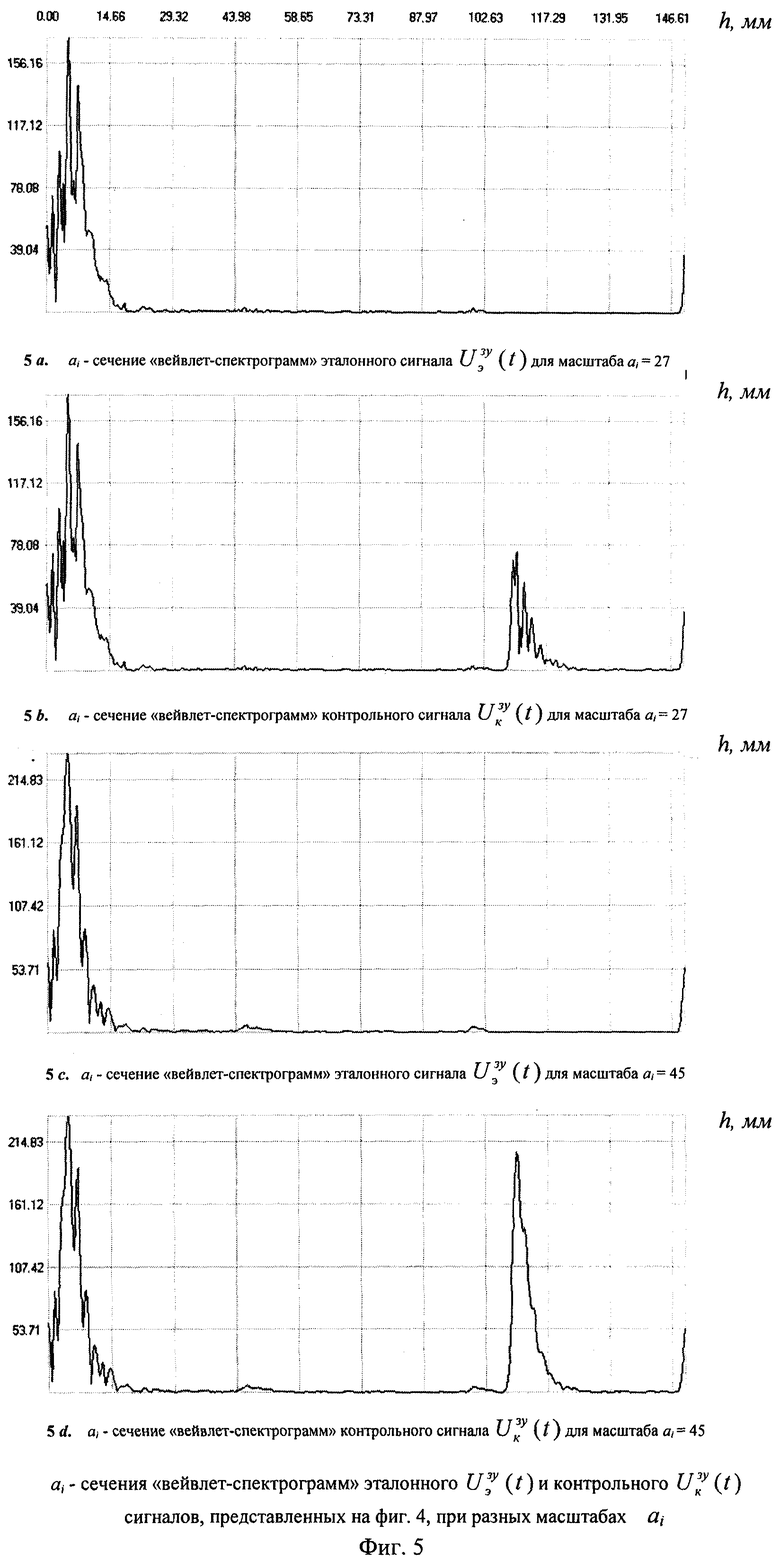
Описанная выше процедура обнаружения позволяет обнаружить дефект, когда он находится вне мертвой зоны дефектоскопа. На фиг.4 и фиг.5 представлены графики, иллюстрирующие эту процедуру, когда минимальное расстояние дефекта от пьезопреобразователя 108 мм, а сигналы получены при следующих режимах дефектоскопа:
- амплитуда модулирующего сигнала |Uм (t)|=200 В,
- коэффициент усиления приемного устройства Ку=20 дБ.
Здесь:
- на графике 4 а - эталонный сигнал U
- на графике 4 b- контрольный сигнал U
- на графике 4 с - вейвлет-спектрограммы эталонного сигнала U
- на графике 4 d - вейвлет-спектрограммы контрольного сигнала U
- на графике 5 а - аi-сечение “вейвлет-спектрограмм” эталонного сигнала U
- на графике 5 b - ai-сечение “вейвлет-спектрограмм” контрольного сигнала U
- на графике 5 с - аi-сечение “вейвлет-спектрограмм” эталонного сигнала U
- на графике 5 d - ai-сечение “вейвлет-спектрограмм” контрольного сигнала U
После обнаружения дефекта в соответствии с вышеописанной процедурой сигнал со второго выхода устройства сравнения 12 подают на вход программного устройства 9, в котором с шагом, временные параметры которого согласованы с амплитудно-частотными характеристиками акустического и приемного трактов дефектоскопа, изменяют время действия команды, в течение которой схема “И” открыта: при этом уменьшается длина реализации эталонного U
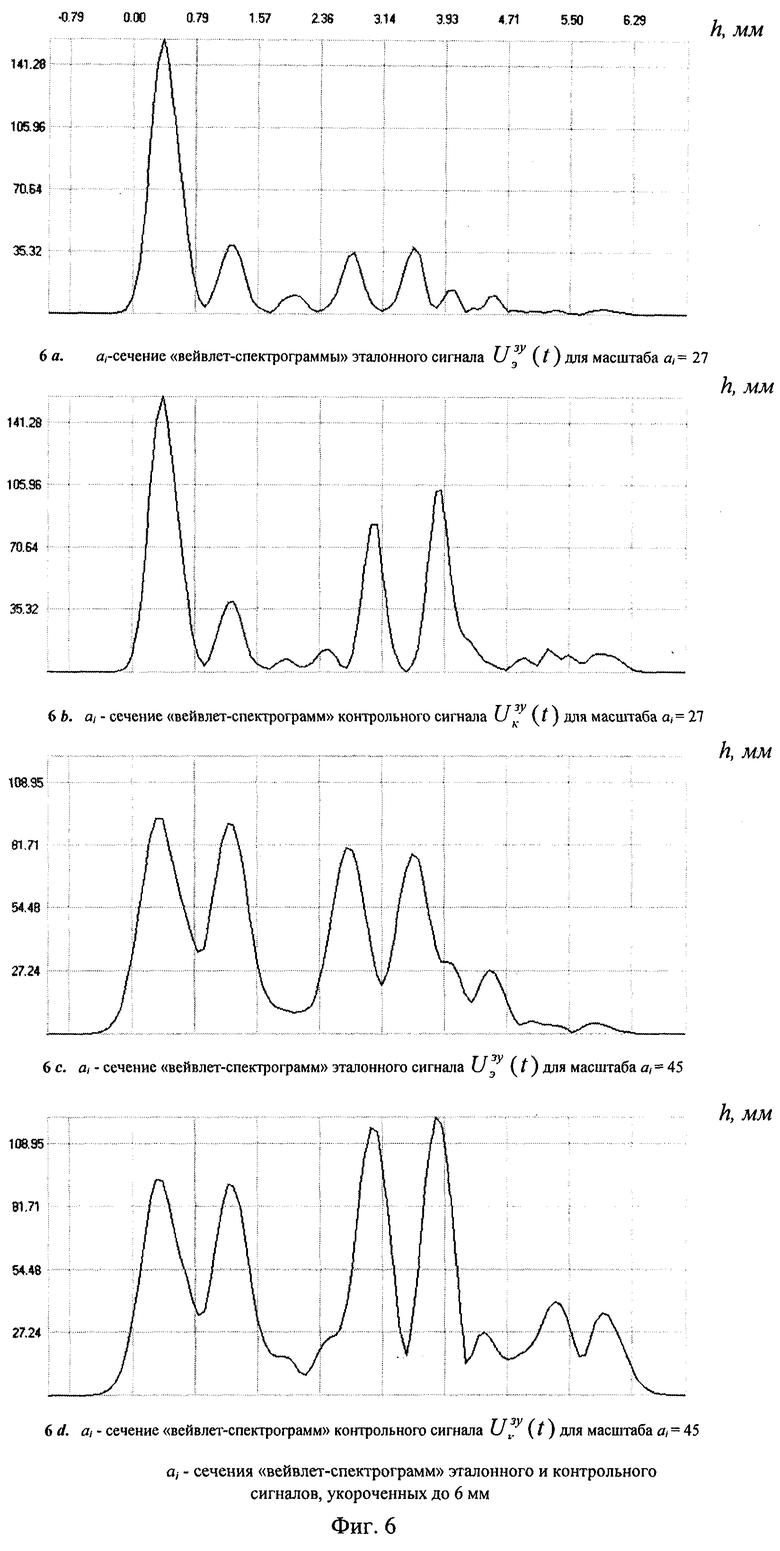
Процедуру оценки местоположения дефекта, находящегося в мертвой зоне дефектоскопа, поясняют графики на фиг.6-8.
На фиг.6 представлены аi-сечения “вейвлет-спектрограмм” эталонного U
- на графике 6 а - аi-сечение “вейвлет-спектрограмм” эталонного сигнала U
- на графике 6 b - аi-сечение “вейвлет-спектрограмм” контрольного сигнала U
- на графике 6 с - ai-сечение “вейвлет-спектрограмм” эталонного сигнала U
- на графике 6 d - аi-сечение “вейвлет-спектрограмм” контрольного сигнала U
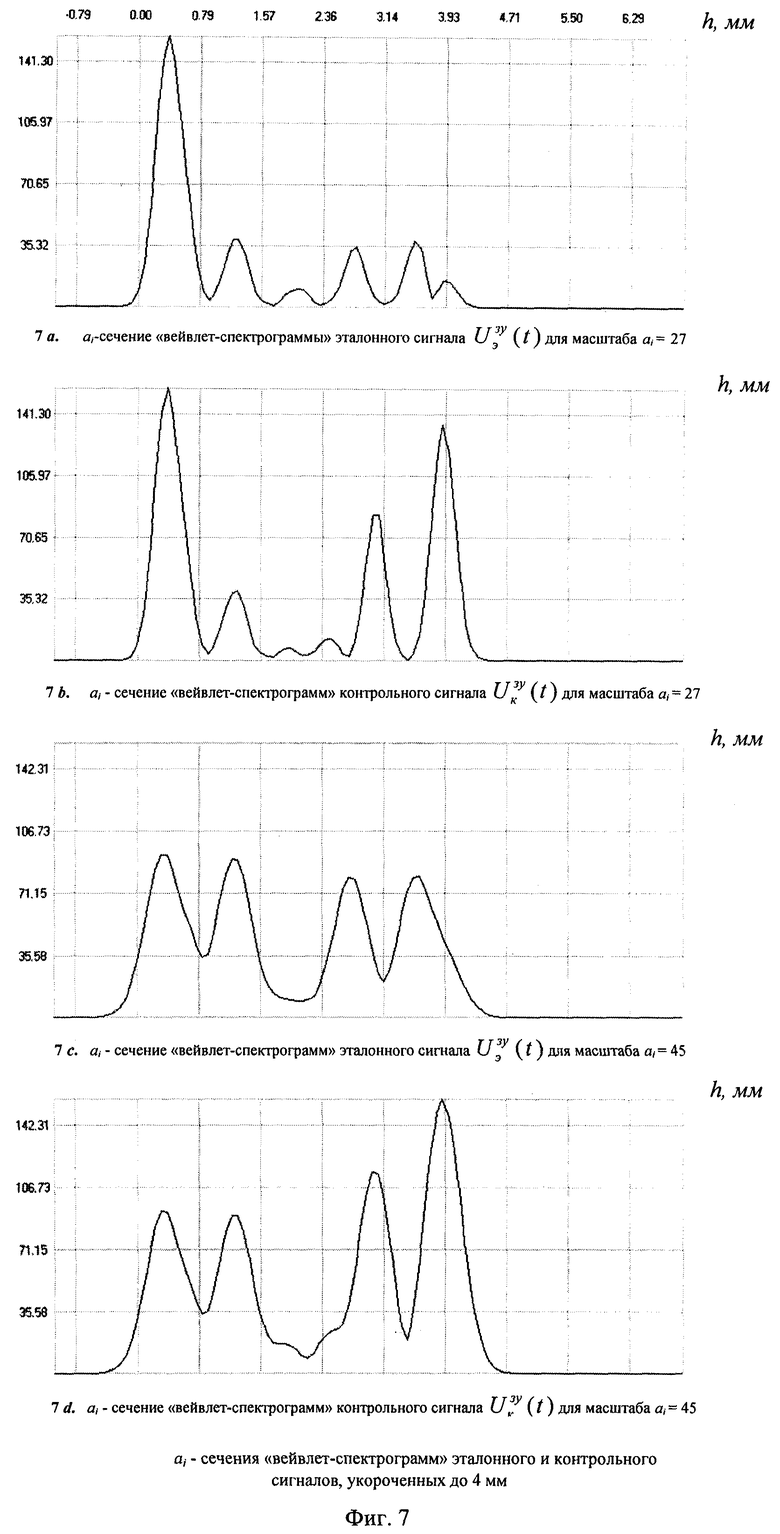
На фиг.7 представлены ai-сечения “вейвлет-спектрограмм” эталонного U
- на графике 7 а - аi-сечение “вейвлет-спектрограмм” эталонного сигнала U
- на графике 7 b - аi-сечение “вейвлет-спектрограмм” контрольного сигнала U
- на графике 7 с - ai-сечение “вейвлет-спектрограмм” эталонного сигнала U
- на графике 7 d - ai-сечение “вейвлет-спектрограмм” контрольного сигнала U
На фиг.8 представлены аi-сечения “вейвлет-спектрограмм” эталонного U
- на графике 8 а - ai-сечение “вейвлет-спектрограмм” эталонного сигнала U
- на графике 8 b - аi-сечение “вейвлет-спектрограмм” контрольного сигнала U
- на графике 8 с - аi-сечение “вейвлет-спектрограмм” эталонного сигнала U
- на графике 8 d - аi-сечение “вейвлет-спектрограмм” контрольного сигнала U
Анализ графиков, приведенных на фиг.6-8, показывает, что аi-сечения “вейвлет-спектрограмм” эталонного U
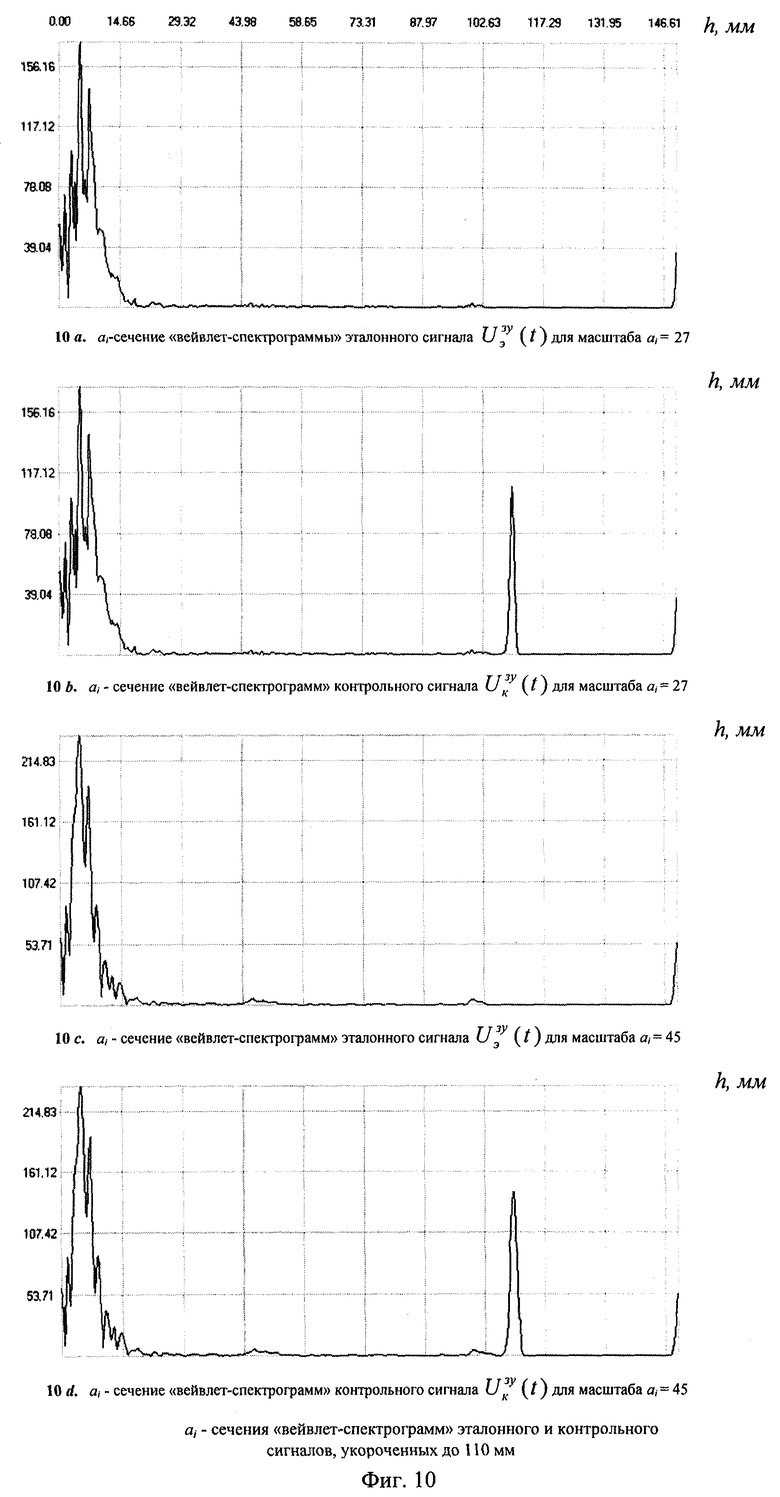
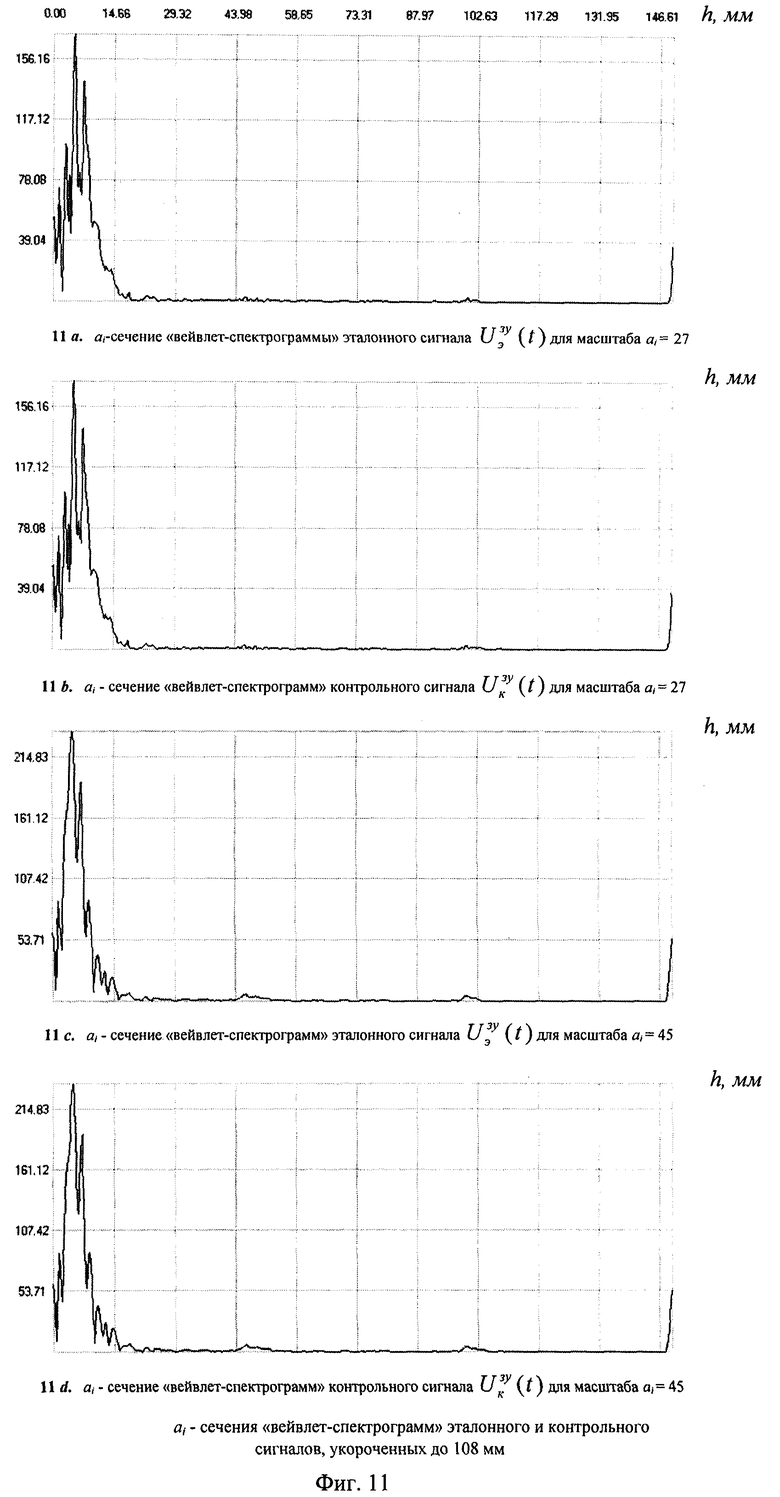
Описанная выше процедура оценки местоположения позволяет произвести оценки местоположения дефекта, когда он находится вне мертвой зоны дефектоскопа. Процедуру оценки местоположения дефекта в этом случае поясняют графики на фиг.9-11.
На фиг.9 представлены ai-сечения “вейвлет-спектрограмм” эталонного U
- на графике 9 а - ai - сечение “вейвлет-спектрограмм” эталонного сигнала U
- на графике 9 b - ai-сечение “вейвлет-спектрограмм” контрольного сигнала U
- на графике 9 с - ai-сечение “вейвлет-спектрограмм” эталонного сигнала U
- на графике 9 d - ai-сечение “вейвлет-спектрограмм” контрольного сигнала U
На фиг.10 представлены аi-сечения “вейвлет-спектрограмм” эталонного U
- на графике 10 а - ai-сечение “вейвлет-спектрограмм” эталонного сигнала U
- на графике 10 b - аi-сечение “вейвлет-спектрограмм” контрольного сигнала U
- на графике 10 с - аi-сечение “вейвлет-спектрограмм” эталонного сигнала U
- на графике 10 d - аi-сечение “вейвлет-спектрограмм” контрольного сигнала U
На фиг.11 представлены ai-сечения “вейвлет-спектрограмм” эталонного U
- на графике 11а - аi-сечение “вейвлет-спектрограмм” эталонного сигнала U
- на графике 11b - аi-сечение “вейвлет-спектрограмм” контрольного сигнала U
- на графике 11с - аi-сечение “вейвлет-спектрограмм” эталонного сигнала U
- на графике 11d - ai-сечение “вейвлет-спектрограмм” контрольного сигнала U
Анализ графиков, приведенных на фиг.9-11, показывает, что ai-сечения “вейвлет-спектрограмм” эталонного U
Приведенные выше результаты свидетельствуют о высокой эффективности предлагаемого способа, который обеспечивает обнаружение дефекта и оценку его местоположения в “мертвой зоне” дефектоскопа и вне ее. Это особенно актуально при контроле качества сварных швов, труб, колесных пар и т.д.
Литература
1. Крауткремер Й., Крауткремер Г. “Ультразвуковой контроль материалов. Справочник”, М.: Металлургия, 1991, 752 с.
2. В.Г.Щербинский, Н.П.Алешин. “Ультразвуковой контроль сварных соединений”, М.: Издательство МГТУ им. Н.Э.Баумана, 2000, 496 с.
3. М.В.Королев. “Эхо-импульсные толщиномеры”, М.: Машиностроение, 1980, 111 с.
4. I.Daubechies “Ten Lectures on Wavelets. CBMS-NSF Regional Conference Series in Applied Mathematics, v.61 - Philadelphia: SIAM, 1992.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УЛЬТРАЗВУКОВОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ВОДОВОДОВ ГИДРОТЕХНИЧЕСКИХ ОБЪЕКТОВ | 2015 |
|
RU2613624C1 |
| СПОСОБ АНАЛИЗА ВАРИАБЕЛЬНОСТИ СЕРДЕЧНОГО РИТМА | 2007 |
|
RU2356495C1 |
| СПОСОБ ФОРМИРОВАНИЯ АКУСТИЧЕСКОГО ИЗОБРАЖЕНИЯ КОНТРОЛИРУЕМОГО ОБЪЕКТА | 2003 |
|
RU2246723C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТИПА ДЕФЕКТА В МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЯХ | 2013 |
|
RU2524451C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ | 2015 |
|
RU2613567C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ С ЭКВИДИСТАНТНЫМИ ПОВЕРХНОСТЯМИ | 2020 |
|
RU2725705C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1999 |
|
RU2149393C1 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ ИЗДЕЛИЙ ИЗ КРУПНОЗЕРНИСТЫХ МАТЕРИАЛОВ И УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОП ДЛЯ КОНТРОЛЯ ИЗДЕЛИЙ ИЗ КРУПНОЗЕРНИСТЫХ МАТЕРИАЛОВ | 1992 |
|
RU2039979C1 |
| СПОСОБ ИЗМЕРЕНИЯ ЛОКАЛЬНЫХ ЭФФЕКТИВНЫХ ПОВЕРХНОСТЕЙ РАССЕЯНИЯ ОБЪЕКТОВ В СВЕРХШИРОКОЙ ПОЛОСЕ ЧАСТОТ | 2007 |
|
RU2360264C1 |
| МНОГОПАРАМЕТРИЧЕСКИЙ ДЕФЕКТОСКОП | 1997 |
|
RU2123687C1 |


Изобретение относится к области неразрушающих испытаний материалов и изделий ультразвуковыми методами и может быть использовано для обнаружения дефектов в сварных швах и в основном материале, в том числе трещин, раковин, непроваров, несплавлений, шлаковых включений и т.д. Для обнаружения сигнала, отраженного от дефекта, и оценки его местоположения, анализ информационных свойств сигнала на выходе приемного устройства дефектоскопа производят с применением методологии кратномасштабного вейвлет-анализа, которая позволяет выявлять достаточно небольшие по амплитуде локальные изменения в сигнале, в том числе и в "мертвой" зоне дефектоскопа. Это достигается за счет того, что формируют "вейвлет-спектрограммы" эталонного сигнала на выходе приемного тракта дефектоскопа, который соответствует случаю, когда дефект в исследуемом образце отсутствует. При появлении дефекта в исследуемом материале неизвестного качества "вейвлет-спектрограмма" контролируемого сигнала на выходе приемного тракта дефектоскопа W f (a, t) и его ai-сечения при различных масштабах ai будут отличаться от "вейвлет-спектрограммы" эталонного сигнала, что адекватно обнаружению сигнала, отраженного от дефекта. Для определения местоположения дефекта последовательно формируют "вейвлет-спектрограммы" укороченных реализаций эталонного и контролируемого сигналов на время τу, причем укорочение указанных сигналов производят с конца последовательно на одну и ту же величину до тех пор, пока "вейвлет-спектрограммы" укороченных реализаций эталонного и контролируемого сигналов и их сечения при различных масштабах аi становятся практически одинаковыми: длина таких укороченных реализации эталонного или контролируемого сигналов является оценкой местоположения дефекта. Способ позволяет обнаруживать дефекты и производить оценку их местоположения в "мертвой" зоне дефектоскопа и вне ее. 1 з.п. ф-лы, 11 ил.
| СПОСОБ ИЗМЕРЕНИЯ РАЗМЕРОВ ДЕФЕКТОВ ПРИ УЛЬТРАЗВУКОВОМ КОНТРОЛЕ ИЗДЕЛИЙ | 2000 |
|
RU2191376C2 |
| US 6397679 B1, 04.06.2002 | |||
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ | 1983 |
|
SU1131321A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ МЕСТОПОЛОЖЕНИЯ ИСТОЧНИКОВ АКУСТИЧЕСКОЙ ЭМИССИИ В ТРУБОПРОВОДАХ | 1990 |
|
RU2010227C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ТОЛЩИНЫ ИЗДЕЛИЙ | 1997 |
|
RU2121659C1 |
| УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОП | 1999 |
|
RU2168723C2 |
| УЛЬТРАЗВУКОВОЙ СПОСОБ КОНТРОЛЯ ИЗДЕЛИЙ И МАТЕРИАЛОВ | 1999 |
|
RU2179313C2 |
| DE 10059854 A1, 13.06.2002 | |||
| US 5253530 A, 19.10.1993 | |||
| US 4706499 A, 17.11.1987 | |||
| JP 2001056 342 A, 27.02.2001 | |||
| US 6382029 B1, 07.05.2002. | |||

