Предлагаемое техническое решение относится к неразрушающему контролю изделий ультразвуковыми методами дефектоскопии и может найти применение для контроля акустического контакта при контроле сварных соединений трубопроводов, изготовленных из магнитных и немагнитных материалов широкого диапазона диаметров.
С целью повышения достоверности контроля, особенно автоматизированного и механизированного, необходимо использование эффективных способов и специальных систем или устройств, обеспечивающих контроль качества акустического контакта в процессе перемещения ультразвукового преобразователя по поверхности контролируемого изделия.
Акустический контакт, представляющий собой звукопроводящее соединение между преобразователем и контролируемым изделием, обуславливает энергию возбуждаемых в изделии ультразвуковых колебаний и амплитуду эхо-сигналов от возможных дефектов. В общем случае, от качества акустического контакта зависит достоверность результатов неразрушающего контроля и, как следствие, безопасность эксплуатации ответственных объектов в промышленности.
Для слежения за качеством акустического контакта в процессе сканирования поверхности объекта контроля используют различные способы, основанные на анализе донных эхо-сигналов, сигналов от конструктивных элементов пьезопреобразователей, низкочастотных колебаний, излучаемых дополнительным устройством, а также величине среднего уровня структурных помех. Известны следующие технические решения:
Измерение амплитуды донного отражения продольной волны, излучаемой дополнительной пьезопластиной в призму наклонного преобразователя и вводимой в металл в том же месте, где вводится основная поперечная волна (см.: патент США №2667780, от 02.02.1954 г.; или авт. свид. №1534388, от 07.01.1990 г.). Недостатком этого способа является то, что уровень донного сигнала зависит не только от качества акустического контакта, но и от многих других факторов: от отражательной способности противоположной (донной) поверхности, от изменения структуры металла, от толщины контактирующей жидкости и т.п. Кроме того, способ может быть использован только при контроле объектов с эквидистантными поверхностями.
Способ контроля качества акустического контакта по принятым колебаниям с определением фазы принятых колебаний и определение качества акустического контакта по ее значению (патент РФ №2141653, от 20.11.1999). Недостатком данного способа является то, что контроль качества акустического контакта возможен только для наклонного электроакустического преобразователя.
Таким образом, указанные выше технические решения обладают низкой достоверностью контроля, имеют ограниченное применение.
Наиболее близким к заявляемому техническому решению и принятым за прототип является способ контроля качества акустического контакта при ультразвуковой дефектоскопии по авт.свид. №1753405 от 07.08.1992 г. «Выделение структурных реверберационных шумов на фоне принятых эхо-сигналов от возможных дефектов и по его уровню оценка наличия акустического контакта». Однако уровень реверберационных шумов в первую очередь зависит от структуры контролируемого металла и может меняться в зависимости от контролируемой зоны изделия, а значит не может являться универсальным признаком качества акустического контакта. Таким образом, известный способ контроля качества акустического контакта, принятый за прототип, обладает непостоянностью исходного параметра и, как следствие, приводит к низкой достоверности контроля качества акустического контакта.
Технический результат - повышение достоверности контроля качества акустического контакта.
Технический результат достигается за счет того, что предложен новый способ контроля качества акустического контакта при ультразвуковой дефектоскопии изделий, заключающийся в том, что осуществляют выделение структурных реверберационных шумов на фоне принятых эхо-сигналов от возможных дефектов и по его уровню оценивают наличие акустического контакта. При этом дополнительно осуществляют выделение собственных реверберационных шумов дефектоскопа и по сравнению амплитуд реверберационных шумов на фоне принятых эхо-сигналов от возможных дефектов и собственных реверберационных шумов дефектоскопа контролируют контакт электроакустического преобразователя с контролируемым материалом.
Также предлагается устройство контроля качества акустического контакта при ультразвуковой дефектоскопии, осуществляющее предлагаемый способ и содержащее электроакустический преобразователь дефектоскопа, сигналы с которого, содержащие собственные реверберационные шумы преобразователя и реверберационные шумы структуры контролируемого материала, поступают на временной селектор, имеющий два выхода, к первому выходу которого последовательно подключены первый усилитель, первый интегратор и первый компаратор, а ко второму выходу временного селектора последовательно подключены второй усилитель, второй интегратор и второй компаратор, с выходов первого и второго компаратора информация поступает на вход логической схемы И, к выходу которой подсоединен индикатор, свидетельствующий о наличии или отсутствии акустического контакта.
Предлагаемое техническое решение поясняется следующими фигурами:
На фиг.1 представлены принятые сигналы при отсутствии (а) и при наличии (б) акустического контакта для неметаллов (оргстекло).
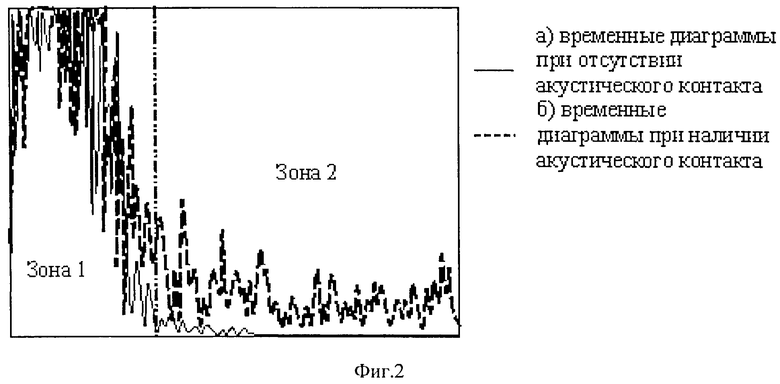
На фиг.2 представлены принятые сигналы при отсутствии (а) и при наличии (б) акустического контакта для металлов (сталь 20).
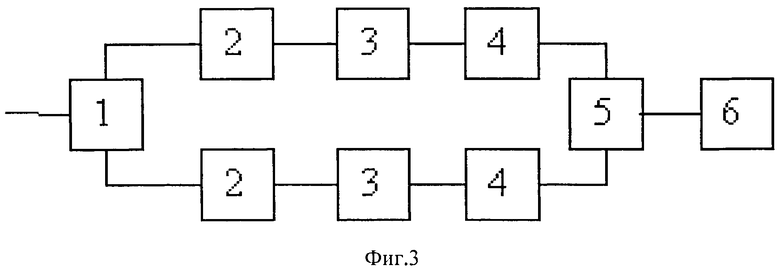
На фиг.3 показана схема подключения устройства определения акустического контакта к дефектоскопу, реализующее предлагаемый способ.
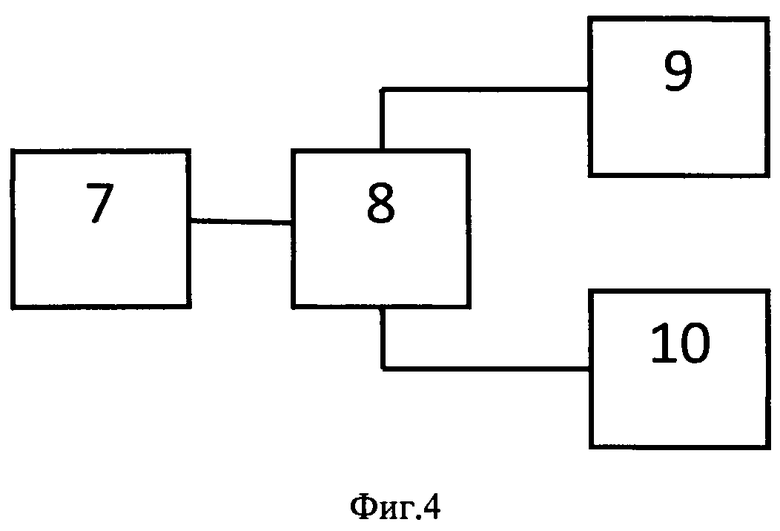
На фиг.4 показано устройство контроля качества акустического контакта, реализующее предлагаемый способ.
Из фиг.1-2 видно, что при наличии акустического контакта интегральное значение амплитуд в зоне собственных шумов электроакустического преобразователя (зона 1 фиг.1 и фиг.2) уменьшается, а в зоне шумов контролируемого материала (зона 2 фиг.1 и фиг.2) увеличивается.
Данные обстоятельства могут свидетельствовать об обеспечении акустического контакта между электроакустическим преобразователем и контролируемым материалом. Для определения акустического контакта необходимо:
1. Определить 
где T - значение времени зоны собственных шумов электроакустического преобразователя, устанавливаемое в зависимости от типа электроакустического преобразователя, контролируемого материала и контактной жидкости.
Ao(t) - сигнал с электроакустического преобразователя
2. Определить 
где T - значение времени зоны собственных шумов электроакустического преобразователя, устанавливаемое в зависимости от типа электроакустического преобразователя, контролируемого материала и контактной жидкости.
Tn - значение времени зоны шумов контролируемого материала, определяемое частотой следования зондирующих импульсов дефектоскопа.
Ao (t) - сигнал с электроакустического преобразователя.
3. Определить 
где T - значение времени зоны собственных шумов электроакустического преобразователя устанавливаемое в зависимости от типа электроакустического преобразователя, контролируемого материала и контактной жидкости…
AH (t) - сигнал с электроакустического преобразователя в нагруженном состоянии.
4. Определить 
где T - значение времени зоны собственных шумов электроакустического преобразователя, устанавливаемое в зависимости от типа электроакустического преобразователя, контролируемого материала и контактной жидкости.
Tn - значение времени зоны шумов контролируемого материала, определяемое частотой следования зондирующих импульсов дефектоскопа.
AH (t) - сигнал с электроакустического преобразователя в нагруженном состоянии.
5. Определить a1 - порог интегрального значения амплитуд в зоне собственных шумов (зона 1 фиг.1 и фиг.2) электроакустического преобразователя по формуле:
6. Определить a2 - порог интегрального значения амплитуд в зоне контролируемого материала (зона 2 фиг.1 и фиг.2) по формуле:
Таким образом, определены величины, позволяющие оценить качество акустического контакта.
Для оценки качества акустического контакта при выполнении контроля необходимо:
1. Определить интегральное значение амплитуд в зоне собственных шумов электроакустического преобразователя (зона 1 фиг.1 и фиг.2) при проведении контроля по формуле:
где T - значение времени зоны собственных шумов электроакустического преобразователя, устанавливаемое в зависимости от типа электроакустического преобразователя, контролируемого материала и контактной жидкости.
Aтек (t) - сигнал с электроакустического преобразователя при проведении контроля.
2. Определить 
где T - значение времени зоны собственных шумов электроакустического преобразователя.
Tn - значение времени зоны шумов контролируемого материала, определяемое частотой следования зондирующих импульсов дефектоскопа.
Aтек(t) - сигнал с электроакустического преобразователя при проведении контроля.
3. Сравнить значение 
4. Сравнить значение 
5. Определить качество акустического контакта
Таким образом, можно постоянно контролировать контакт электроакустического преобразователя с контролируемым материалом и судить о его качестве.
Данный способ может быть реализован на мультипрограммных дефектоскопах или с помощью специального устройства на обычных дефектоскопах.
Предлагаемый способ можно реализовать с помощью устройство контроля качества акустического контакта.
Устройство контроля качества акустического контакта представлено на фиг.3 и реализовано следующим образом:
Сигналы, принятые электроакустическим преобразователем дефектоскопа, на фиг.3 не показан (собственные и структурные реверберационные шумы), поступают на вход временного селектора 1. На выходы временного селектора поступают собственные реверберационные шумы преобразователя (выход 1) и реверберационные шумы структуры контролируемого материала (выход 2). К выходам временного селектора последовательно подсоединены усилители 2, интеграторы 3 и компараторы 4. Каждый усилитель имеет свой коэффициент усиления, а компаратор установленный порог. С выходов компараторов информация поступает на вход логической схемы И 5. К выходу логической схемы И 5 подсоединен индикатор 6, свидетельствующий о наличии или отсутствии акустического контакта. Таким образом, путем выделения и сравнения реверберационных шумов преобразователя и реверберационных шумов структуры контролируемого материала определяется наличие или отсутствие акустического контакта электроакустического преобразователя дефектоскопа.
Предлагаемое устройство можно подключить к устройству дефектоскопа (см. фиг.4), для этого сигнал от приемника дефектоскопа 10 должен поступать на делитель 8, а оттуда на описанное выше устройство контроля качества акустического контакта 9 и на устройство обработки дефектоскопа 7.
Выше был раскрыт конкретный вариант осуществления предлагаемого технического решения, но любому специалисту в данной области техники очевидно, что на основе раскрытых данных можно создать вариации устройств, например, применяя для сравнения реверберационных шумов на фоне принятых эхо-сигналов от возможных дефектов и собственных реверберационных шумов дефектоскопа ПК. Таким образом, объем изобретения не должен быть ограничен конкретным вариантом его осуществления, раскрытым в предлагаемой формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА АКУСТИЧЕСКОГО КОНТАКТА ПРИ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ | 1998 |
|
RU2141653C1 |
| Ультразвуковой дефектоскоп для контроля сварных швов | 1986 |
|
SU1388786A1 |
| Способ ультразвукового контроля изделий | 1987 |
|
SU1429013A1 |
| УЛЬТРАЗВУКОВОЙ СПОСОБ ИЗМЕРЕНИЯ ТОЛЩИНЫ ИЗДЕЛИЯ | 2009 |
|
RU2442106C2 |
| Устройство к ультразвуковому дефектоскопу для контроля качества акустического контакта | 1990 |
|
SU1753405A1 |
| Устройство выборки акустических сигналов | 1990 |
|
SU1716422A1 |
| СПОСОБ ИЗМЕРЕНИЯ ТОЛЩИНЫ ИЗДЕЛИЯ С ПОМОЩЬЮ УЛЬТРАЗВУКОВЫХ ИМПУЛЬСОВ | 2003 |
|
RU2231753C1 |
| СПОСОБ ИМИТАЦИИ ДЕФЕКТОВ ПРИ УЛЬТРАЗВУКОВОМ КОНТРОЛЕ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2004 |
|
RU2278377C2 |
| СПОСОБ ПРОВЕРКИ РАБОТОСПОСОБНОСТИ УЛЬТРАЗВУКОВОГО ДЕФЕКТОСКОПА | 2004 |
|
RU2262101C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ВОДОВОДОВ ГИДРОТЕХНИЧЕСКИХ ОБЪЕКТОВ | 2015 |
|
RU2613624C1 |
Использование: для контроля качества и акустического контакта при ультразвуковой дефектоскопии. Сущность изобретения заключается в том, что осуществляют выделение структурных реверберационных шумов на фоне принятых эхо-сигналов от возможных дефектов и выделение собственных реверберационных шумов дефектоскопа и по сравнению амплитуд реверберационных шумов на фоне принятых эхо-сигналов от возможных дефектов и собственных реверберационных шумов дефектоскопа контролируют контакт электроакустического преобразователя с контролируемым материалом. Технический результат: повышение достоверности контроля качества акустического контакта. 2 н.п. ф-лы, 4 ил.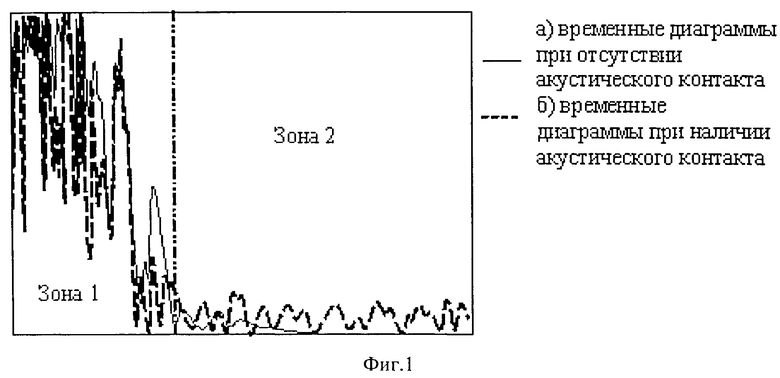
1. Способ контроля качества акустического контакта при ультразвуковой дефектоскопии изделий, заключающийся в том, что осуществляют выделение структурных реверберационных шумов на фоне принятых эхо-сигналов от возможных дефектов и по его уровню оценивают наличие акустического контакта, отличающийся тем, что дополнительно осуществляют выделение собственных реверберационных шумов дефектоскопа и по сравнению амплитуд реверберационных шумов на фоне принятых эхо-сигналов от возможных дефектов и собственных реверберационных шумов дефектоскопа контролируют контакт электроакустического преобразователя с контролируемым материалом.
2. Устройство контроля качества акустического контакта при ультразвуковой дефектоскопии, содержащее электроакустический преобразователь дефектоскопа, сигналы с которого, содержащие собственные реверберационные шумы преобразователя и реверберационные шумы структуры контролируемого материала, поступают на временной селектор, имеющий два выхода, к первому выходу которого последовательно подключены первый усилитель, первый интегратор и первый компаратор, а ко второму выходу временного селектора последовательно подключены второй усилитель, второй интегратор и второй компаратор, с выходов первого и второго компаратора информация поступает на вход логической схемы И, к выходу которой подсоединен индикатор, свидетельствующий о наличии или отсутствии акустического контакта.
| Устройство к ультразвуковому дефектоскопу для контроля качества акустического контакта | 1990 |
|
SU1753405A1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА АКУСТИЧЕСКОГО КОНТАКТА ПРИ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ | 1998 |
|
RU2141653C1 |
| Способ контроля акустического контакта при ультразвуковой дефектоскопии | 1975 |
|
SU574668A1 |
| US 7193617B1, 20.03.2007 | |||
| US 20090287085A1, 19.11.2009 | |||

