Изобретение относится к технике вакуумного нанесения износо-, коррозионно- и эрозионностойких ионно-плазменных покрытий и может быть применено в машиностроении, преимущественно для ответственных деталей, например рабочих и направляющих лопаток турбомашин.
Новый более высокий уровень функциональных свойств лопаток ГТД и ГТУ определяются, главным образом, характеристиками их рабочих поверхностей. Как показывает практика развития техники и технологий в этой области, наиболее эффективным методом их обеспечения являются покрытия с заданным составом и свойствами, наиболее перспективным и эффективным процессом нанесения покрытий являются ионно-плазменные способы нанесения пленочных мультислойных, в том числе нанотолщинных покрытий в вакууме. Этот способы имеют ряд существенных преимуществ перед другими известными способами нанесения покрытий.
Известен способ нанесения покрытий на лопатки турбомашин, включающий последовательное осаждение в вакууме на поверхности пера лопатки слоев конденсированного покрытия (патент РФ №2165475, С23С 14/16, 30/00, С22С 19/05, 21/04, 20.04.2001).
Наиболее близким техническим решением, выбранным в качестве прототипа, является способ получения вакуумно-плазменного износостойкого покрытия, включающий нанесение многослойного покрытия в среде реакционного газа, где наносят нижний слой из соединения титана и металла, промежуточный - из нитрида или карбонитрида титана и металла и верхний слой - из материала промежуточного слоя, легированного кремнием, при этом в качестве металла используют алюминий, или железо, или хром, или молибден, или цирконий, а нанесение слоев покрытия осуществляют расположенными горизонтально в одной плоскости тремя катодами, два из которых располагают противоположно и выполняют составными из титана и используемого металла, а третий выполняют составным из титана и кремния (Патент РФ №2266975, МПК С23С 14/06. Способ получения вакуумно-плазменного износостойкого покрытия. 2005 г.).
Недостатками способов являются ограниченные технологические возможности, в частности, при получении многослойных покрытий и особенно при получении нанотолщинных слоев многослойного покрытия, поскольку катоды предназначены для испарения только одного вида металла.
Известны электродуговые испарители металлов для нанесения покрытий на протяженные изделия [А.С. СССР №461163, МПК С23С 14/32, 1975]. Такие устройства имеют катодные узлы с протяженными вытянутыми катодами для испаряемого материала с длиной, равной или большей длины обрабатываемого изделия. Для получения однородных по толщине покрытий катодное пятно вынуждают сканировать по всей длине поверхности испарения катода. При этом управляемость катодным пятном зависит от величины магнитного поля, чем больше магнитное поле, тем выше управляемость.
Эксплуатация такого катодного узла показала недостаточную степень управляемости катодным пятном вакуумной дуги при наличии двух переключаемых токоподводов к катоду, характеризующуюся тем, что при работе, особенно в окислительной атмосфере, катодное пятно не всегда движется в сторону включенного ключа [патент Франции №2147880, МПК С23С 13/00, 1973].
Известен охлаждаемый катод, выполненный из испаряемого материала в виде цилиндрических обечаек, последовательно укрепленных по высоте на цилиндрическом стакане, который соединен с полым электроизоляционным штоком, соединенным вне вакуумной камеры с приводом, охлаждаемый катод снабжен расположенным соосно в полости цилиндрического стакана цилиндрическим магнитным фиксатором катодного пятна, кинематически связанным с приводом при помощи полой штанги, размещенной в полом электроизолированном штоке охлаждаемого катода [А.С. СССР №1524534, МПК С23С 14/00. «Установка для нанесения защитных покрытий», опубл. 2000.09.27].
Наиболее близким техническим решением, выбранным в качестве прототипа является дуговой испаритель, выполненный в виде вращающегося охлаждаемого катода, изготовленного из наносимого материала в виде обечайки, с расположенным внутри катода регулируемым магнитным фиксатором катодного пятна [Патент США №6926811, МПК С23С 14/34. «Arc-coating process with rotating cathodes», опубл. 2005.08.09].
Применение магнитных фиксаторов катодного пятна в последних двух технических решениях [А.С. СССР №1524534, МПК С23С 14/00. «Установка для нанесения защитных покрытий», опубл. 2000.09.27] и [Патент США №6926811, МПК С23С 14/34, «Arc-coating process with rotating cathodes», опубл. 2005.08.09] позволяет управлять положением и параметрами катодного пятна. Кроме того, известное техническое решение создает благоприятные условия для испарения материала без перегрева поверхности, что положительно сказывается на качестве покрытий, поскольку уменьшает вероятность образования в формируемом покрытии капельной фазы.
Однако известный дуговой испаритель [Патент США №6926811, МПК С23С 14/34, «Arc-coating process with rotating cathodes», опубл. 2005.08.09] предназначен для испарения только одного вида металла, что ограничивает его технологические возможности, в частности, при получении многослойных покрытий и, особенно, при получении нанотолщинных слоев многослойного покрытия.
Техническим результатом предлагаемого изобретения является расширение технологических возможностей за счет чередующегося испарения различных металлов с одного катода, обеспечивающих получение нанотолщинных слоев при формировании многослойного покрытия.
Технический результат достигается тем, что в способе ионно-плазменного нанесения покрытия, включающем размещение детали в вакуумной камере, вращение детали вокруг собственной оси и перемещение ее относительно катодов-обечаек, ионную очистку поверхности детали и нанесение на нее покрытия путем испарения металлов с цилиндрической поверхности, по крайней мере, одного вращающегося вокруг своей продольной оси охлаждаемого катода-обечайки, при перемещении по его продольной поверхности катодного пятна, в отличие от прототипа используют катод-обечайку, имеющий, по крайней мере, два винтовых участка, распределенных по его цилиндрической поверхности и выполненных из разнородных металлических материалов, при этом скорости вращения катода-обечайки и перемещения катодного пятна выбирают из условия обеспечения захвата катодным пятном, по крайней мере, двух винтовых участков при одном перемещении катодного пятна вдоль продольной оси катода-обечайки.
Технический результат достигается также тем, что в способе ионно-плазменного нанесения покрытия используют катод-обечайку, выполненный, по меньшей мере, из двух следующих металлов Ti, Zr, Hf, Cr, Al, La, Eu и/или сплава на их основе или используют катод-обечайку, выполненный, по меньшей мере, из двух следующих металлов Ni, Cr, Al, Y и/или сплава на их основе.
Технический результат достигается также тем, что в способе ионно-плазменного нанесения покрытия в качестве деталей используют лопатки турбомашины.
Технический результат достигается также тем, что в способе ионно-плазменного нанесения покрытия нанесение покрытия производят в среде реакционного газа и, как вариант, в качестве реакционного газа используют азот при давлении 10-2-5·10-4 мм.
Технический результат достигается тем, что катодный узел электродугового испарителя, содержащий цилиндрический охлаждаемый катод, выполненный из испаряемого материала в виде цилиндрической обечайки, систему охлаждения, систему токоподвода, фиксатор положения катодного пятна на поверхности катода и механизм вращения катода, в отличие от прототипа, катод выполнен, по крайней мере, из двух согнутых по винтовой цилиндрической поверхности полос из разнородных металлических материалов, соединенных в сплошную цилиндрическую обечайку.
Технический результат достигается тем, что в катодном узле электродугового испарителя полосы катода соединены между собой сваркой, а также полосы катода выполнены из металлов, выбранных из Ti, Zr, Hf, Cr, Al, La, Eu, Ni, Y и/или сплавов на их основе, а соотношение полос катода из разнородных материалов выбрано исходя из требуемых толщин слоев этих разнородных материалов в покрытии.
Технический результат достигается тем, что в катодном узле электродугового испарителя, катод состоит из трех полос, выполненных соответственно из титана, алюминия и кремния, а соотношение площадей полос катода из титана, алюминия и кремния выбрано исходя из требуемых толщин слоев этих разнородных материалов в покрытии.
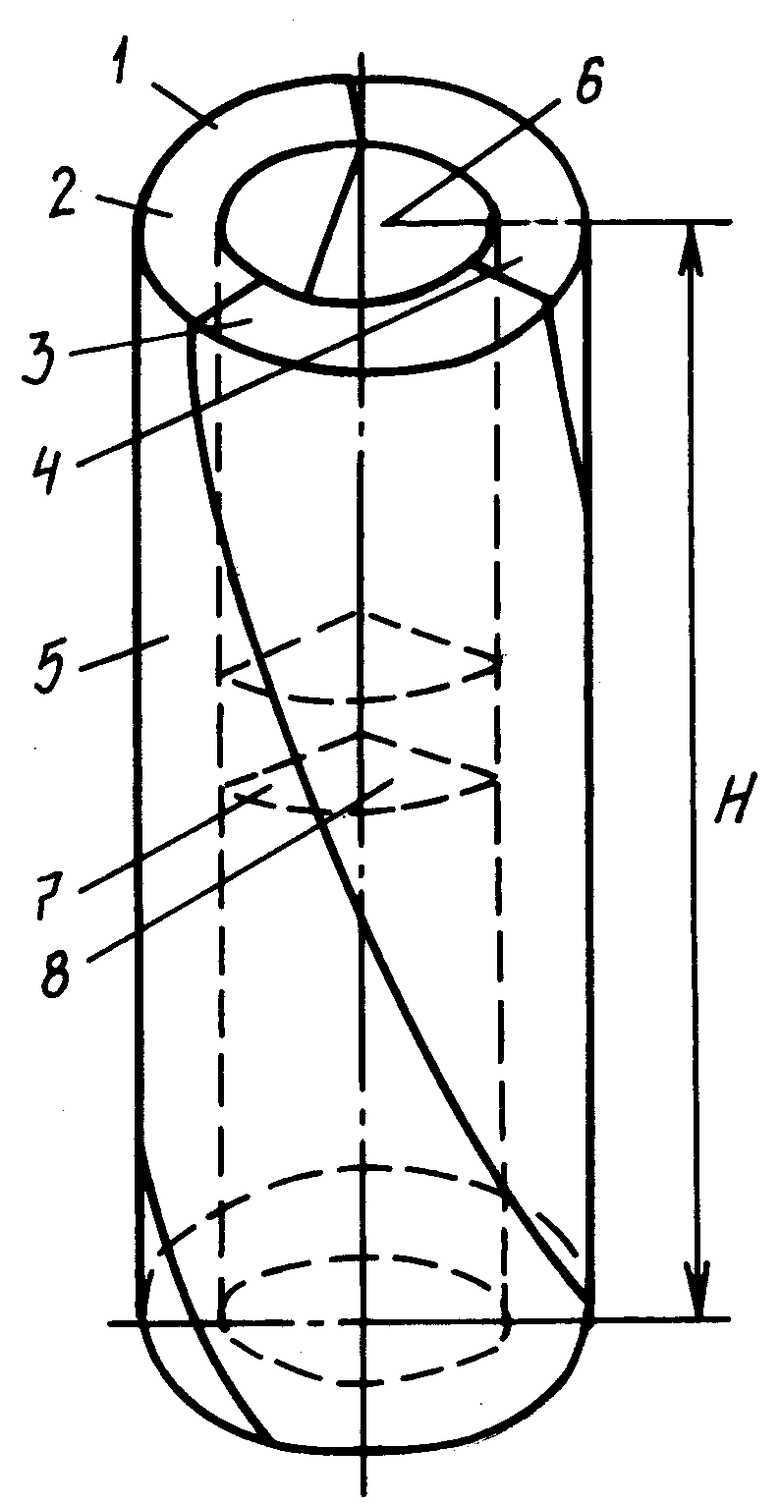
На чертеже показан катодный узел с катодом, состоящим из трех согнутых по винтовой цилиндрической поверхности полос, выполненных из различных металлов (Ti, Si, Al).
Катодный узел электродугового испарителя, изображенный на чертеже, содержит собственно цилиндрический составной катод 1, состоящий из трех согнутых по винтовой цилиндрической поверхности полос - полосы 2, полосы 3 и полосы 4, выполненных из различных испаряемых металлов (например, Ti, Si, Al). Составной катод 1 имеет поверхность испарения 5 и охлаждаемую поверхность 6. Внутри катода 1 расположен регулируемый магнитный фиксатор 7, выполненный с возможностью перемещения вдоль оси катода 1. Катодный узел снабжен механизмом вращения катода, системой водяного охлаждения и системой токоподвода.
Устройство работает следующим образом. С помощью системы поджига (не показана) на поверхности испарения 5 вращающегося катода 1 возбуждается катодное пятно вакуумной дуги. Катодное пятно движется в сторону перемещения регулируемого магнитного фиксатора 7. Скорость вращения катода и скорость перемещения катодного пятна подбирается таким образом, чтобы при прохождении катодным пятном 8 полной высоты Н катода 1 катод повернулся на угол, обеспечивающий испарение по крайней мере, двух разнородных материалов (т.е. катодное пятно захватило, по крайней мере две полосы катода). Скорость перемещения катодного пятна 8 определяется скоростью перемещения регулируемого магнитного фиксатора 7. В процессе прохождения катодным пятном поверхности одного из испаряемых материалов на катод подается необходимый ток и напряжение, которые изменяются при переходе на следующие полосы, выполненные из другого материала. Повышение скорости вращения катода позволяет быстро изменять вид испаряемых материалов, что необходимо, в частности, при уменьшении толщины каждого слоя и получении нанослойных композиционных покрытий. Кроме того, использование таких газов, как азот и ацетилен, позволяют получать многослойные нитридные и карбонитридные покрытия.
Пример.
Катодный узел для проверки предложенного решения содержал составной катод, состоящий из двух согнутых по винтовой цилиндрической поверхности полос, образующих при совмещении друг с другом сплошную цилиндрическую обечайку. Полосы были выполнены из титанового сплава ВТ1-0 и циркониевого сплава Э-110. Размеры катода: наружный диаметр - 200 мм, внутренний диаметр - 200 мм, высота - 800 мм. Покрытия наносили на твердосплавные пластины в вакуумной камере экспериментальной установки с периферийным расположением катода. Покрытия наносили после предварительной ионной очистки. Покрытия толщиной 6 мкм осаждались в течение 50 мин при температуре 560-580°С при токе дуги 120 А. Слои TiN осаждали в среде реакционного газа азота при напряжении на подложке 140 В. Для осаждения слоев TiCN в качестве реакционного газа использовалась смесь азота и ацетилена (содержание ацетилена в смеси 30%), напряжение на подложке 160 В. Ток фокусирующих катушек при конденсации TiN составляет 0,3 А, при конденсации TiCN - 0,4 А. Скорость вращения катода составляла 6, 18, 32 об/мин. Проведенные металлографические исследования показали на увеличение количества слоев в покрытии (при прочих равных условиях) при повышении числа оборотов катода.
Таким образом, предлагаемое изобретение позволяет расширить технологические возможности (за счет чередующегося испарения различных металлов с одного катода за счет использования вращения катода при выполнении его из разнородных согнутых по винтовой поверхности полос), обеспечивающих получение нанотолщинных слоев при формировании многослойного покрытия. Кроме того, способ нанесения покрытия и катодный узел электродугового испарителя обеспечивают сочетание хорошего охлаждения катода (за счет эффективного теплоотвода и быстрой смены поверхности испарения) и высокой степени стабильности управления положением катодного пятна на поверхности испарения катода (за счет использования управляемого магнитного фиксатора положения катодного пятна).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ И ЭЛЕКТРОДУГОВОЙ ИСПАРИТЕЛЬ С ВРАЩАЮЩИМСЯ КАТОДОМ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2008 |
|
RU2399692C2 |
| ЭЛЕКТРОДУГОВОЙ ИСПАРИТЕЛЬ С СОСТАВНЫМ ВРАЩАЮЩИМСЯ КАТОДОМ | 2009 |
|
RU2420608C1 |
| КАТОДНЫЙ УЗЕЛ ЭЛЕКТРОДУГОВОГО ИСПАРИТЕЛЯ | 2007 |
|
RU2380457C2 |
| КАТОДНЫЙ УЗЕЛ ЭЛЕКТРОДУГОВОГО ИСПАРИТЕЛЯ | 2008 |
|
RU2367723C1 |
| СПОСОБ НАНЕСЕНИЯ ИОННО-ПЛАЗМЕННЫХ ПОКРЫТИЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2380456C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ И ЭЛЕКТРОДУГОВОЙ ИСПАРИТЕЛЬ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2013 |
|
RU2554252C2 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ИОННО-ПЛАЗМЕННЫХ ПОКРЫТИЙ НА ЛОПАТКИ БЛИСКА | 2018 |
|
RU2693229C1 |
| Способ нанесения ионно-плазменных покрытий на статорное полукольцо с лопатками и установка для его реализации | 2019 |
|
RU2708711C1 |
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ НА ЛОПАТКИ БЛИСКА ИЗ ТИТАНОВОГО СПЛАВА | 2018 |
|
RU2692356C1 |
| Установка для нанесения ионно-плазменных покрытий | 2019 |
|
RU2710809C1 |
Изобретение относится к технике вакуумного нанесения износо-, коррозионно- и эрозионностойких ионно-плазменных покрытий и может быть использовано в машиностроении при нанесении покрытий на рабочие и направляющие лопатки турбомашин. Способ включает ионную очистку поверхности вращающейся детали и нанесение на нее покрытия путем испарения металлов с цилиндрической поверхности, по крайней мере, одного вращающегося вокруг своей продольной оси охлаждаемого катода-обечайки. При этом для нанесения покрытия используют катод-обечайку, имеющий, по крайней мере, два винтовых участка, распределенных по его цилиндрической поверхности и выполненных из разнородных металлических материалов. Скорости вращения катода-обечайки и перемещения катодного пятна выбирают из условия обеспечения захвата катодным пятном, по крайней мере, двух винтовых участков при одном перемещении катодного пятна вдоль продольной оси катода-обечайки. Катодный узел для нанесения покрытия содержит упомянутый катод-обечайку, систему охлаждения, систему токоподвода, фиксатор положения катодного пятна на поверхности катода и механизм вращения катода. Технический результат - расширение технологических возможностей, получение нанотолщинных слоев при формировании многослойных покрытий. 2 н. и 10 з.п. ф-лы, 1 ил.
1. Способ ионно-плазменного нанесения покрытия, включающий размещение детали в вакуумной камере, вращение детали вокруг собственной оси и перемещение ее относительно катодов-обечаек, ионную очистку поверхности детали и нанесение на нее покрытия путем испарения металлов с цилиндрической поверхности, по крайней мере, одного вращающегося вокруг своей продольной оси охлаждаемого катода-обечайки, при перемещении по его продольной поверхности катодного пятна, отличающийся тем, что используют катод-обечайку, имеющий, по крайней мере, два винтовых участка, распределенных по его цилиндрической поверхности и выполненных из разнородных металлических материалов, при этом скорости вращения катода-обечайки и перемещения катодного пятна выбирают из условия обеспечения захвата катодным пятном, по крайней мере, двух винтовых участков при одном перемещении катодного пятна вдоль продольной оси катода-обечайки.
2. Способ по п.1, отличающийся тем, что используют катод-обечайку, выполненный, по меньшей мере, из двух следующих металлов Ti, Zr, Hf, Cr, Al, La, Eu и/или сплава на их основе.
3. Способ по п.1, отличающийся тем, что используют катод-обечайку, выполненный, по меньшей мере, из двух следующих металлов Ni, Cr, Al, Y и/или сплава на их основе.
4. Способ по любому из пп.1-3, отличающийся тем, что в качестве деталей используют лопатки турбомашины.
5. Способ по любому из пп.1-3, отличающийся тем, что нанесение покрытия производят в среде реакционного газа.
6. Способ по п.5, отличающийся тем, что в качестве реакционного газа используют азот при давлении 10-2-5·10-4 мм.
7. Катодный узел электродугового испарителя, содержащий цилиндрический охлаждаемый катод, выполненный из испаряемого материала в виде цилиндрической обечайки, систему охлаждения, систему токоподвода, фиксатор положения катодного пятна на поверхности катода и механизм вращения катода, отличающийся тем, что катод выполнен, по крайней мере, из двух согнутых по винтовой цилиндрической поверхности полос из разнородных металлических материалов, соединенных в сплошную цилиндрическую обечайку.
8. Катодный узел по п.7, отличающийся тем, что полосы катода соединены между собой сваркой.
9. Катодный узел по п.7, отличающийся тем, что полосы катода выполнены из металлов, выбранных из Ti, Zr, Hf, Cr, Al, La, Eu, Ni, Y и/или сплавов на их основе.
10. Катодный узел по п.9, отличающийся тем, что соотношение площадей полос катода из разнородных материалов выбрано исходя из требуемых толщин слоев этих разнородных материалов в покрытии.
11. Катодный узел по п.8, отличающийся тем, что катод состоит из трех полос, выполненных соответственно из титана, алюминия и кремния.
12. Катодный узел по п.11, отличающийся тем, что соотношение площадей полос катода из титана, алюминия и кремния выбрано исходя из требуемых толщин слоев этих разнородных материалов в покрытии.
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2004 |
|
RU2266975C1 |
| US 6926811 A, 09.08.2005 | |||
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ | 2000 |
|
RU2187576C2 |
| ПРОТЯЖЕННЫЙ ЭЛЕКТРОДУГОВОЙ ИСПАРИТЕЛЬ МЕТАЛЛОВ | 1987 |
|
SU1802550A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |

