Изобретение предлагает катализатор гидропереработки и способ гидропереработки для обработки тяжелого углеводородного сырья.
В процессе переработки сырой нефти тяжелые фракции, включающие остатки, часто подвергают каталитической гидропереработке для отделения таких компонентов, как сера, азот, металлы и углеродистый остаток по Конрадсону (Conradson), осуществляя десульфирование, деазотирование, деметаллизацию, конверсию асфальтенов или любое сочетание этих реакций. Используют гетерогенные катализаторы гидропереработки разнообразных типов для ускорения этих реакций посредством контакта катализатора с сырьем в условиях повышенных уровней температуры и давления и в присутствии водорода.
Один катализатор, который оказался полезным для гидропереработки высококипящего углеводородного сырья описан в патенте США № 4738944 (Robinson и др.). Катализатор, описанный в этом патенте, содержит никель, фосфор и молибден, которые нанесены на оксид алюминия, и он содержит вплоть до приблизительно 10, как правило, от 1 до 8% и предпочтительно от 2 до 6% масс. компонентов металлического никеля в пересчете на монооксид. Катализатор также содержит от приблизительно 16 до приблизительно 23% масс. и предпочтительно от 19 до 21,5% масс. компонентов металлического молибдена в пересчете на триоксид молибдена (MoO3). Пористая структура катализатора является такой, что он имеет узкое распределение пор по размерам, причем, по меньшей мере, приблизительно 75%, предпочтительно, по меньшей мере, приблизительно 80%, и наиболее предпочтительно, по меньшей мере, приблизительно 85% суммарного объема пор составляют поры, диаметр которых составляет от приблизительно 50 до приблизительно 110 Å. Обыкновенно в катализаторе менее чем приблизительно 10% суммарного объема пор составляют поры, диаметр которых составляет менее чем приблизительно 50 Å.
Другой катализатор гидропереработки, который описан в патенте США № 7824541 (Bhan), является особенно полезным в переработке дистиллятного сырья для изготовления низкосернистых дистиллятных продуктов. Этот катализатор представляет собой гомогенизированную смесь, содержащую триоксид молибдена, соединение металла группы VIII и неорганический оксидный материал. Гомогенизированную смесь прокаливают. Содержание молибдена в катализаторе находится в интервале от 10,5 до 33% масс. в пересчете на оксид. Если компонент металла группы VIII компонент представляет собой никель, он присутствует в катализаторе в интервале от 3,8 до 15,3% масс. в пересчете на оксид. Катализатор также имеет средний диаметр пор, который находится в определенном и узком интервале от 50 до 100 Å. Менее чем 4,5% суммарного объема пор составляют макропоры, у которых диаметр пор составляет более чем 350 Å, и менее чем 1% суммарного объема пор составляют макропоры, у которых диаметр пор составляет более чем 1000 Å.
Описанный в патенте США № 7871513 (Bhan) катализатор является полезным в гидропереработке тяжелого углеводородного сырья. Этот катализатор представляет собой прокаленную смесь, изготовленную прокаливанием частицы, полученной из смеси, включающей триоксид молибдена, соединение никеля и неорганический оксидный материал. Содержание молибдена в катализаторе составляет вплоть до 18% масс. в пересчете на оксид. Содержание никеля в катализаторе составляет вплоть до 5,1% масс. в пересчете на оксид. Источник молибдена, используемый в изготовлении катализатора, присутствует в форме триоксида молибдена, который находится в тонкоизмельченном состоянии.
Хотя показано, что катализаторы, описанные выше, имеют хорошую активность гидропереработки, по-прежнему предпринимаются усилия в поисках новых или улучшенных каталитических композиций, имеющих повышенную каталитическую активность и/или улучшенную устойчивость. Любое повышение активности катализатора может приводить к снижению температуры реактора, требуемой для получения продукта, имеющего данное содержание азота, серы, асфальтенов или металлов, из сырья, которое загрязнено этими компонентами. Снижение температуры реактора обеспечивает экономию энергии и увеличение срока службы катализатора. Предпринимаются также постоянные усилия в поиске более экономичных способов изготовления каталитических композиций.
Тяжелое углеводородное сырье, такое как нижние фракции вакуумной перегонной колонны и остатки, как правило, труднее подвергать гидропереработке для отделения таких компонентов, как сера, азот, металлы и углерод, чем легкие дистилляты и бензинолигроиновые фракции. Специально разработанные катализаторы, которые отличаются от катализаторов, используемых для переработки легкого углеводородного сырья, могут потребоваться для более экономичной переработки тяжелого углеводородного сырья. Таким образом, по-прежнему существует необходимость поиска новых или улучшенных каталитических композиций, которые обладают хорошими свойствами для гидропереработки тяжелого углеводородного сырья.
Таким образом, оказывается желательным предложение улучшенного катализатора гидропереработки, имеющего хорошую каталитическую активность и устойчивость, и производство которого может быть экономичным. Существует определенная потребность создания катализатора гидропереработки, который является особенно полезным в гидропереработке тяжелого углеводородного сырья, и, в частности, такого сырья, которое содержит серу и металлы в исключительно высоких концентрациях.
Соответственно, таким образом, предлагается самоактивирующийся катализатор гидропереработки для обработки тяжелого углеводородного сырья. Катализатор содержит прокаленную частицу, включающую гомогенизированную смесь, изготовленную гомогенизацией порошка неорганического оксида, порошка триоксида молибдена и соединения никеля, а затем формованием указанной гомогенизированной смеси в частицу, которую прокаливают, для получения в результате прокаленной частицы. Прокаленная частица включает молибден, который присутствует в количестве, составляющем от 1 до 10% масс. в пересчете на металл и по отношению к суммарной массе прокаленной частицы, и никель, который присутствует в таком количестве, что массовое соотношение никеля и молибдена составляет менее чем 0,4. Кроме того, прокаленная частица имеет такое распределение пор по размерам, что менее чем 70% суммарного объема пор прокаленной частицы составляют ее поры, имеющие диаметр в интервале от 70 Å до 150 Å, по меньшей мере, 10% суммарного объема пор прокаленной частицы составляют ее поры, имеющие диаметр в интервале от 130 Å до 300 Å, и от 1% до 10% суммарного объема пор прокаленной частицы составляют ее поры, имеющие диаметр, составляющий более чем 1000 Å. Прокаленная частица проявляет спектр, имеющий характеристический рамановский пик в рамановской области от 546 см-1 до 586 см-1, или пик в области от 828 см-1 до 868 см-1, или пик в области от 879 см-1 до 919 см-1 или, по меньшей мере, один рамановский пик в любых двух или нескольких из вышеупомянутых трех рамановских областей.
Следующий вариант осуществления настоящего изобретения включает способ, включающий контакт в технологических условиях, подходящих для осуществления самоактивации самоактивирующегося катализатора, тяжелого углеводородного сырья, имеющего содержание никеля в интервале от 2 масс.ч./млн до 150 масс.ч./млн, содержание ванадия в интервале от 5 масс.ч./млн до 250 масс.ч./млн, и содержание серы в интервале от 0,3% масс. до 8% масс., с самоактивирующимся катализатором. Самоактивирующийся катализатор представляет собой прокаленную частицу, включающую гомогенизированную смесь, изготовленную гомогенизацией порошка неорганического оксида, порошка триоксида молибдена, и соединения никеля, а затем формованием указанной гомогенизированной смеси в частицу, которую прокаливают, для получения в результате прокаленной частицы. Прокаленная частица включает молибден, который присутствует в количестве, составляющем от 1 до 10% масс. в пересчете на металл и по отношению к суммарной массе прокаленной частицы, и никель, который присутствует в таком количестве, что массовое соотношение никеля и молибдена составляет менее чем 0,4. Кроме того, прокаленная частица имеет такое распределение пор по размерам, что менее чем 70% суммарного объема пор прокаленной частицы составляют ее поры, имеющие диаметр в интервале от 70 Å до 150 Å, и, по меньшей мере, 10% суммарного объема пор прокаленной частицы составляют ее поры, имеющие диаметр в интервале от 130 Å до 300 Å, и от 1% до 10% суммарного объема пор прокаленной частицы составляют ее поры, имеющие диаметр, составляющий более чем 1000 Å. Прокаленная частица проявляет спектр, имеющий характеристический рамановский пик в рамановской области от 546 см-1 до 586 см-1, или пик в области от 828 см-1 до 868 см-1, или пик в области от 879 см-1 до 919 см-1 или, по меньшей мере, один рамановский пик в любых двух или нескольких из вышеупомянутых трех рамановских областей.
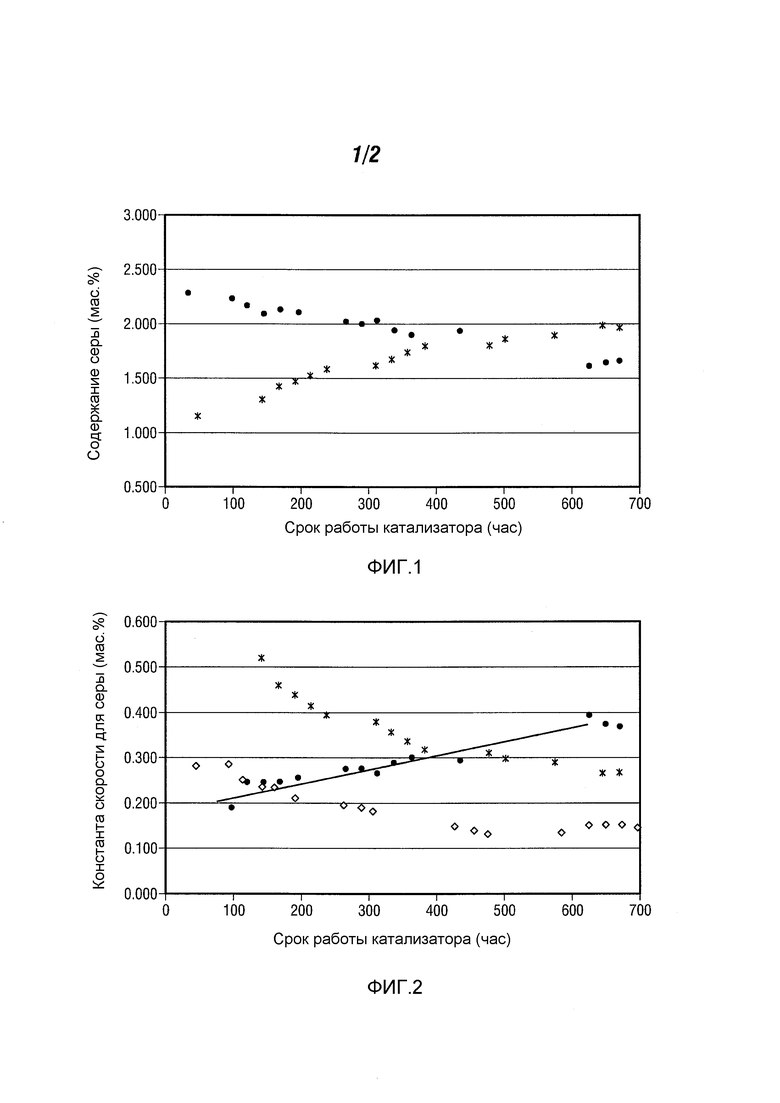
Фиг. 1 представляет графики массового процентного содержания серы в жидком продукте реакции в зависимости от срока работы катализатора для катализатора согласно варианту осуществления настоящего изобретения и для сравнительного катализатора, причем константы скорости определяли при использовании катализаторов в экспериментальном гидродесульфировании остатков после перегонки в качестве исходного материала.
Фиг. 2 представляет сравнение графиков стабилизированнойконстанты скорости десульфирования в зависимости от срока работы катализатора в случае жидкого продукта, получаемого в результате экспериментального гидродесульфирования остатков после перегонки в качестве исходного материала с использованием катализатора согласно варианту осуществления настоящего изобретения и сравнительного катализатора.
Фиг. 3 представляет графики активности гидродесульфирования (HDS) в зависимости от срока работы катализатора для катализатора согласно варианту осуществления настоящего изобретения и для сравнительного катализатора, причем константы скорости определяли при использовании катализаторов в экспериментальном гидродесульфировании остатков после перегонки в качестве исходного материала.
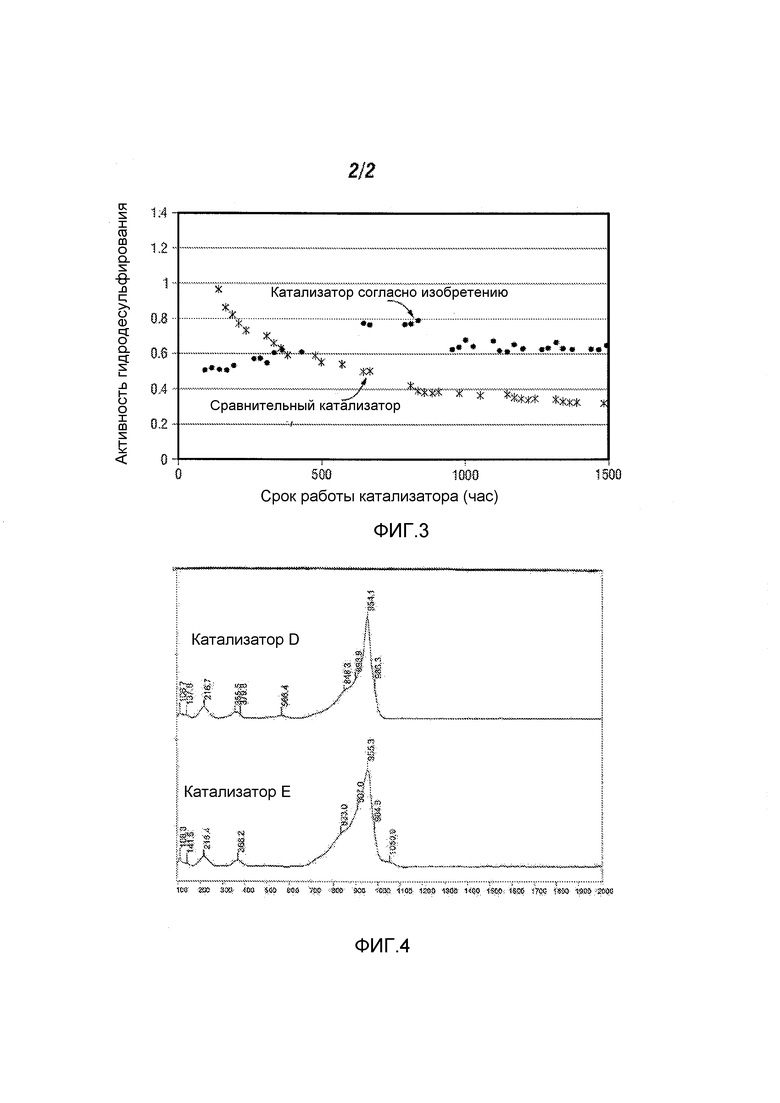
Фиг. 4 представляет рамановский спектр катализатора D согласно настоящему изобретению и рамановский спектр сравнительного катализатора E. Рамановские частоты представлены на оси абсцисс (координата x) в интервале от приблизительно 100 см-1 до приблизительно 2100 см-1.
Было обнаружено, что новая каталитическая композиция является особенно полезной для гидропереработки тяжелого углеводородного сырья, содержащего в значительных концентрациях серу, азот, металлы, такие как ванадий и никель, а также углеродистый остаток по Конрадсону. Данный катализатор является уникальным, в частности, в том, что он проявляет определенные свойства самоактивации, которые, по-видимому, не проявляют катализаторы предшествующего уровня техники, при использовании в переработке углеводородного сырья. Одно из неожиданных свойств нового катализатора заключается в том, что его активность увеличивается в процессе использования. С другой стороны, активность катализаторов предшествующего уровня техники, как правило, уменьшается в процессе использования. В способе согласно настоящему изобретению используется новая композиция, которая имеет уникальную пористую структуру и относительно низкую концентрацию молибдена и особенно низкую концентрацию никеля, таким образом, что когда она используется в переработке тяжелого углеводородного сырья, которое имеет некоторую концентрацию никеля, в подходящих технологических условиях и в присутствии водорода, каталитическая активность композиции увеличивается в процессе ее использования или выдерживания.
Композиция согласно настоящему изобретению представляет собой прокаленную частицу, которая включает гомогенизированную смесь, содержащую порошок неорганического оксида, порошок триоксида молибдена и соединение никеля, причем гомогенизированную смесь превращают в частицу, которую прокаливают, чтобы в результате получить указанную прокаленную частицу. Кроме того, прокаленная частица имеет четко определенное распределение пор по размерам, которое описано в настоящем документе. Прокаленная частица может быть сама использована как самоактивирующийся катализатор гидропереработки согласно настоящему изобретению, или ее можно использовать в качестве компонента катализатора.
Количества молибдена и никеля, используемые для изготовления гомогенизированной смеси, которую превращают в частицу, подлежащую прокаливанию, являются относительно небольшими по сравнению с уровнями концентрации данных металлов, которые, как правило, использовали в катализаторах гидропереработки предшествующего уровня техники. По существу, один из отличительных признаков композиции и способа согласно настоящему изобретению заключается в том, что количества и концентрации активных металлов в каталитической композиции согласно настоящему изобретению являются особенно низкими, но они обеспечивают, в сочетании с другими четко определенными физическими свойствами композиции, катализатор, который является самоактивирующимся, когда его используют в гидропереработке тяжелого сырья, имеющего некоторую концентрацию никеля, который присутствует, как правило, в форме органического соединения никеля, но никель может также присутствовать и в других формах.
Прокаленная частица согласно настоящему изобретению включает молибден и никель в концентрациях, которые являются относительно низкими по сравнению с концентрациями этих металлов во многих катализаторах гидропереработки предшествующего уровня техники. Однако концентрации данных металлов представляют собой важные отличительные признаки настоящего изобретения, и когда они используются в сочетании с четко определенной пористой структурой композиции согласно настоящему изобретению, данное сочетание обеспечивает уникальные характеристики самоактивации. Таким образом, прокаленная частица, как правило, включает, или состоит, в основном или полностью, из неорганического оксида, молибдена и никеля, причем содержание молибдена в прокаленной частице находится в интервале от 1 до 10% масс. (% масс.) суммарной массы прокаленной частицы, в пересчете на металл, независимо от его фактической формы, или, другими словами, от 1,5% масс. до 15% масс. триоксида молибдена (MoO3).
Оказывается желательным, чтобы молибден присутствовал в прокаленной частице, в таком количестве, которое составляет менее чем 9,5% масс. (т.е. 14,25% масс. в пересчете на MoO3) и, по меньшей мере, 1,5% масс. (т.е. 2,25% масс. в пересчете на MoO3). Согласно предпочтительному варианту осуществления, концентрация молибден в прокаленной частице находится в интервале от 2% масс. до 9% масс. (т.е. от 3% масс. до 13,5% масс. в пересчете на MoO3), и, согласно более предпочтительному варианту осуществления, концентрация находится в интервале от 2,5% масс. до 8,5% масс. (т.е. от 3,75% масс. до 12,75% масс. в пересчете на MoO3). Наиболее предпочтительный интервал концентраций молибден в прокаленной частице согласно настоящему изобретению составляет от 3% масс. до 8% масс. (т.е. от 4,5% масс. до 12% масс. в пересчете на MoO3).
Важный аспект настоящего изобретения заключается в том, что прокаленная частица должна иметь, в частности, низкую концентрацию никеля, но ее чрезмерно большое содержание никеля, которое приводит к тому, что не реализуются свойства самоактивации композиции. Без намерения следовать какой-либо определенной теории, в любом случае, теоретически считается, что уникальные свойства композиции согласно настоящему изобретению обеспечивают сорбцию или поглощение никеля из тяжелого углеводородного сырья, имеющего некоторую концентрацию никеля, когда оно вступает в контакт с композицией в подходящих технологических условиях. Когда никель осаждается на поверхность или сорбируется в объеме катализатора или прокаленной частицы, активность катализатора повышается, вследствие дополнительно введенного никеля. Считается, что небольшое количество никеля, которое исходно содержится в прокаленной частице, должно обязательно присутствовать, для повышения активности десульфирования, таким образом, чтобы образовывался сероводород, который реагирует с никелем, присутствующим в сырье. Считается, что образующийся в результате сульфид никеля затем занимает положения никеля, которые исходно присутствуют в катализаторе.
Таким образом, оказывается желательным, чтобы прокаленная частица имела низкую концентрацию никеля на таком уровне, чтобы [массовое] соотношение никеля и молибдена в прокаленной частице составляло, по меньшей мере, или более чем 0,01:1. Кроме того, оказывается желательным, что массовое соотношение никеля и молибдена в прокаленной частице составляет менее чем 0,4:1. Как правило, [массовое] соотношение никеля и молибдена в прокаленной частице должно находиться в интервале от 0,01:1 до 0,35:1. Оказывается предпочтительным, когда [массовое] соотношение никеля и молибдена в прокаленной частице находится в интервале от 0,01:1 до 0,3:1. Данное массовое соотношение вычисляется и представляется в пересчете на соответствующие элементы.
Согласно другому варианту осуществления настоящего изобретения, для композиции может оказаться желательным, чтобы прокаленная частица имела низкую концентрацию никеля на таком уровне, что атомное соотношение никеля и молибдена в прокаленной частице составляет, по меньшей мере, или более чем 0,01:1. Кроме того, может оказаться желательным, что атомное соотношение никеля и молибдена в прокаленной частице составляет менее чем 0,4:1. Как правило, согласно данному варианту осуществления, атомное соотношение никеля и молибдена в прокаленной частице находится в интервале от 0,01:1 до 0,35:1, и предпочтительно в пределах данного интервала атомное соотношение никеля и молибдена в прокаленной частице должно находиться в интервале от 0,01:1 до 0,3:1.
Количество неорганического оксида в прокаленной частице может составлять вплоть до приблизительно 98% масс. прокаленной частицы. Как правило, неорганический оксид в прокаленной частице присутствует в количестве, составляющем от 70 до 98% масс. и предпочтительно от 75 до 98% масс. прокаленной частицы.
Кроме того, может оказаться желательным, что в прокаленной частице практически отсутствует кобальт. Хотя это не является известным с какой-либо определенностью, считается, что присутствие существенного количества кобальта в прокаленной частице может отрицательно воздействовать на свойства самоактивации композиции, и, таким образом, количество кобальта, которое могло бы неблагоприятно воздействовать на свойства самоактивации прокаленной частицы при ее использовании в гидропереработке тяжелого углеводородного сырья, имеющего некоторую концентрацию никеля, не должно присутствовать в прокаленной частице.
В настоящем документе выражение «материал, свободный от кобальта» означает, что композиция содержит, кобальт, если он вообще присутствует, в такой концентрации, что он не производит существенного воздействия на характеристики самоактивации прокаленной частицы при ее использовании в гидропереработке, например, гидродесульфировании, тяжелого сырья, имеющего некоторую концентрацию никеля. Тяжелое сырье и концентрации никеля подробно описаны в других частях настоящего документа.
Материал, свободный от кобальта означает, как правило, что прокаленная частица может содержать менее чем 0,1% масс. кобальта в пересчете на металл и по отношению к суммарной массе прокаленной частицы, независимо от фактической формы кобальта. Предпочтительно, кобальт в настоящем изобретении присутствует в прокаленной частице в концентрации, составляющей предпочтительно менее чем 0,075% масс. и предпочтительнее, менее чем 0,05% масс. Кроме того, кобальт может практически отсутствовать в прокаленной частице.
Важный отличительный признак композиции согласно настоящему изобретению представляет собой ее специфическая пористая структура. Считается, что сочетание специфической пористой структуры, которая определена в настоящем документе, и относительно низкая концентрация никеля обеспечивают уникальные и неожиданные характеристики самоактивации прокаленной частицы, когда она используется для гидропереработки углеводородного сырья и, в частности, тяжелого углеводородного сырья, имеющего некоторую концентрацию никеля. Считается, что присутствие существенной, но не чрезмерно большой процентной доли суммарного объема пор прокаленной частицы, которую составляют макропоры с размером, превышающим 1000 Å, наряду с относительно большой долей суммарного объема пор, которую составляют мезопоры умеренного размера в интервале от 70 Å до 150 Å, обеспечивает надлежащую структуру, которая осуществляет описанный выше механизм и способствует миграции и переносу никеля в подходящие положения внутри пор композиции.
Кроме того, считается важным, что в пористой структуре прокаленной частицы, по меньшей мере, 1% ее суммарного объема пор составляют поры, имеющие диаметр, составляющий более чем 1000 Å. Кроме того, в прокаленной частице менее чем 10% ее суммарного объема пор должны составлять поры, имеющие диаметр, составляющий более чем 1000 Å. Оказывается предпочтительным, что от 2% до 10% суммарного объема пор прокаленной частицы составляют ее поры, имеющие диаметр, превышающий 1000 Å, и предпочтительнее от 3% до 9% суммарного объема пор прокаленной частицы составляют ее поры, имеющие диаметр, составляющий более чем 1000 Å.
Что касается мезопор умеренного размера в прокаленной частице, по меньшей мере, 40%, но менее чем 70% суммарного объема пор прокаленной частицы составляют ее поры, имеющие диаметр в интервале от 70 Å до 150 Å. Предпочтительно от 50% до 70% суммарного объема пор прокаленной частицы составляют ее поры, имеющие диаметр в интервале от 70 Å до 150 Å.
Кроме того, считается желательным, что, по меньшей мере, 10% суммарного объема пор прокаленной частицы составляют ее поры, имеющий диаметр в интервале от 130 Å до 300 Å. Предпочтительно, по меньшей мере, 15% и предпочтительнее, по меньшей мере, 20% суммарного объема пор прокаленной частицы составляют ее поры, имеющие диаметр в интервале от 130 Å до 300 Å.
Кроме того, каталитическая композиция согласно настоящему изобретению проявляет рамановские спектральные характеристики, которые отличают ее от катализаторов предшествующего уровня техники, и которые позволяют предполагать, что молибденовый компонент присутствует в катализаторе согласно настоящему изобретению в форме, которая отличается от формы молибдена в катализаторах предшествующего уровня техники. В частности, считается, что определенные рамановские полосы, которые проявляет каталитическая композиция согласно настоящему изобретению, показывают, что молибден в преимущественной или существенной степени присутствует в форме октаэдрически координированного молибдена.
Катализатор согласно настоящему изобретению можно отличить от других катализаторов тем, что он проявляет характеристический рамановский спектр, имеющий рамановский пик во всей рамановской области от приблизительно 546 см-1 до приблизительно 586 см-1, например, приблизительно при 566 см-1. Данный пик предпочтительно находится в рамановской области от 556 см-1 до 576 см-1, предпочтительнее от 561 см-1 до 571 см-1 и наиболее предпочтительно от 562 см-1 до 570 см-1.
Кроме того, катализатор согласно настоящему изобретению может отличаться тем, что он проявляет рамановский спектр, который включает рамановский пик в рамановской области, составляющей интервал от 828 см-1 до 868 см-1, например, приблизительно при 848 см-1. Данный пик находится в рамановской области, составляющей предпочтительно от 838 см-1 до 858 см-1 и предпочтительнее от 843 см-1 до 853 см-1. Особенно предпочтительный интервал для данной рамановской области составляет от 845 см-1 до 851 см-1.
Катализатор согласно настоящему изобретению может также отличаться наличием рамановского спектра, включающему рамановский пик в рамановской области, которая представляет собой интервал от 879 см-1 до 919 см-1, например, приблизительно при 899 см-1. Данный пик находится в рамановской области, составляющей предпочтительно от 889 см-1 до 909 см-1 и предпочтительнее от 894 см-1 до 904 см-1. Особенно предпочтительный интервал данной рамановской области составляет от 896 см-1 до 901 см-1.
Катализатор согласно настоящему изобретению может также проявлять характеристические рамановские пики в одной или нескольких из вышеупомянутых рамановских областей. Пример таких пиков представляет собой рамановский пик, который может находиться в интервале от 546 см-1 до 586 см-1 или в любом из менее широких интервалов, описанных выше, в пределах данного более широкого интервала, и/или рамановский пик может находиться в интервале от 828 см-1 до 868 см-1, или в любом из менее широких интервалов, описанных выше, в пределах данного более широкого интервала, и/или рамановский пик может находиться в интервале от 879 см-1 до 919 см-1 или в любом из, менее широких интервалов, описанных выше, в пределах данного более широкого интервала. Таким образом, по меньшей мере, один рамановский пик может проявляться в пределах одного или нескольких из вышеупомянутых интервалов для рамановских областей, или, по меньшей мере, один рамановский пик может проявляться в пределах любых двух или нескольких из вышеупомянутых рамановских областей.
Следует отметить, что вышеупомянутые частоты рамановского спектра представлены как рамановские сдвиги, выраженные в обратных сантиметрах (см-1); таким образом, они фактически представляют собой значения разностей между длиной волны возбуждения и определенной детектором длиной волны.
Рамановский спектр следует измерять, используя традиционный лабораторный рамановский спектрометр (такой как волоконно-оптический рамановский спектрометр Chromex Sentinel II или любой другой подходящий рамановский спектрометр, который будет обеспечивать практически такие же результаты исследования) в условиях, которые включают длину волны возбуждения 785 нм и мощность облучения образца 40 Вт. Рамановский спектрометр должен быть способен обеспечивать спектральное разрешение, составляющее менее чем 2 нм/мм.
При изготовлении прокаленной частицы согласно настоящему изобретению исходные материалы смешивают, предпочтительно посредством гомогенизации, чтобы получить гомогенизированную смесь. Основные исходные материалы для изготовления гомогенизированной смеси включают триоксид молибдена, который предпочтительно присутствует в форме тонкоизмельченных частиц, которые могут представлять собой сухой порошок или частицы в суспензии или взвеси, никелевый компонент и неорганический оксидный материал. Неорганический оксидный материал можно выбирать из группы, которую составляют оксид алюминия, диоксид кремния и двойной оксид алюминия и кремния.
Никелевый компонент можно выбирать из группы любых подходящих соединений никеля, которые можно смешивать с другими компонентами гомогенизированной смеси и подвергать формованию для изготовления частицы, которая подлежит прокаливанию для изготовления прокаленной частицы согласно настоящему изобретению. Никелевый компонент может представлять собой никель в оксидной форме, такой как оксид никеля, или он может представлять собой никелевое солевое соединение. Никелевые кислородные соединения, которые можно надлежащим образом использовать, включают, например, гидроксиды, нитраты, ацетаты и оксиды никеля. Одно предпочтительное соединение никеля, которое можно использовать в изготовлении гомогенизированной смеси, представляет собой нитрат никеля.
Изготовление гомогенизированной смеси можно осуществлять, используя любые способы или средства, которые известны специалистам в данной области техники, в том числе, но не ограничиваясь этим, используя такие подходящие типы машин для перемешивания твердых веществ, как вращающиеся барабаны, стационарные корпуса или лотки, гомогенизирующие смесители, которые относятся к устройствам периодического типа или непрерывного типа, и турбосмесители, а также, используя такие подходящие смесители периодического или непрерывного типа для перемешивания твердых веществ и жидкостей или для изготовления пастообразных смесей, которые являются пригодными для экструзии. Подходящие типы периодических смесителей включают, но не ограничиваются этим, смесители со сменными резервуарами, смесители со стационарными резервуарами, двухлопастные смесители, которые снабжены оборудованными перемешивающими лопастями любого подходящего типа. Подходящие типы непрерывных смесителей включают, но не ограничиваются этим, одношнековые или двухшнековые экструдеры, желобошнековые смесители и лопастные смесители.
Перемешивание исходных материалов для прокаленной частицы можно осуществлять в течение любого подходящего периода времени, который является необходимым для надлежащей гомогенизации и получения гомогенизированной смеси. Как правило, продолжительность перемешивания может составлять вплоть до 2 часов или 3 часа или более. Как правило, продолжительность перемешивания находится в интервале от 0,1 часа до 3 часов.
Термин «гомогенизация» в настоящем описании используется в широком смысле, означая, что, по меньшей мере, вышеупомянутые исходные материалы смешивают друг с другом, получая смесь индивидуальных компонентов гомогенизированной смеси, которая предпочтительно представляет собой практически однородную или гомогенную смесь индивидуальных компонентов такой гомогенизированной смеси. Данный термин следует истолковывать в достаточно широком смысле, включая перемешивание исходных материалов таким образом, что получается паста, которая проявляет свойства, делающие ее пригодной для экструзии и формования для получения экструдируемых частиц любым из известных способов экструзии. Но данный термин, кроме того, предназначается для описания перемешивания исходных материалов таким образом, что в результате получается смесь, которая предпочтительно является практически гомогенной и пригодной для агломерации и формования частиц, таких как шарики, гранулы, таблетки, цилиндры, имеющие неправильные формы продукты экструзии или просто непрочно связанные агрегаты или кластеры, когда используется любой из способов, известных специалистам в данной области техники, в том числе, но не ограничиваясь этим, формование, таблетирование, прессование, грануляция, экструзия и обработка во вращающемся барабане.
Как уже отмечено, согласно важному аспекту способа настоящего изобретения, по меньшей мере, основная часть источника молибдена прокаленной частицы преимущественно представляет собой триоксид молибдена. В процессе перемешивания или гомогенизации исходных материалов прокаленной частицы оказывается предпочтительно, присутствие триоксида молибдена в тонкоизмельченном состоянии, в том числе в форме тонкоизмельченного твердого порошка или в форме мелких частиц в суспензии или взвеси. В наилучшем случае размер частиц тонкоизмельченного триоксида молибдена, используемого в изготовлении катализатора, не должен превышать максимальный размер, составляя менее чем 0,5 мм (500 мкм); максимальный размер составляет предпочтительно менее чем 0,15 мм (150 мкм), предпочтительнее менее чем 0,1 мм (100 мкм) и наиболее предпочтительно менее чем 0,075 мм (75 мкм).
Хотя это не является определенно известным, считается, что для настоящего изобретения имеет преимущество, чтобы триоксид молибдена, который используется в изготовлении прокаленной частицы согласно настоящему изобретению, присутствовал в форме таких мелких частиц, насколько это является практически возможным; и, таким образом, оказывается желательным установление нижнего предела в отношении размера частиц триоксида молибдена, используемых в изготовлении прокаленной частицы. Однако следует понимать, что размер частиц триоксида молибдена, используемых в изготовлении прокаленной частицы, как правило, имеет нижний предел, который составляет более чем 0,2 мкм. Таким образом, размер частиц триоксида молибдена, используемых в изготовлении гомогенизированной смеси для изготовления прокаленной частицы согласно настоящему изобретению, находится в интервале, составляющем предпочтительно от 0,2 до 150 мкм, предпочтительнее от 0,3 до 100 мкм и наиболее предпочтительно от 0,5 до 75 мкм. Как правило, распределение по размерам частиц триоксида молибдена, в том числе в форме сухого порошка, в суспензии или в иной форме, является таким, что, по меньшей мере, 50% частиц имеют максимальный размер в интервале от 2 до 15 мкм.
Как только исходные материалы прокаленной частицы соответствующим образом перемешивают и превращают в формованные или готовые частицы, стадию высушивания можно преимущественно использовать для удаления определенных количеств воды или летучих веществ, которые включаются в состав гомогенизированной смеси или изготавливаемых частиц. Высушивание формованных частиц можно осуществлять при любой подходящей температуре для удаления воды или летучих веществ, но предпочтительная температура высушивания находится в интервале от приблизительно 75°C до 250°C. Продолжительность времени для высушивания частиц представляет собой любой подходящий период времени, необходимый для обеспечения желательной степени уменьшения содержания летучих веществ в частицах перед стадией прокаливания.
Высушенные или не высушенные частицы прокаливают в присутствии кислородсодержащей текучей среды, такой как воздух, при температуре, которая является подходящей для достижения желательной степени прокаливания. Как правило, температура прокаливания находится в интервале от 450°C (842°F) до 900°C (1652°F). Температурные условия, в которых прокаливают частицы, могут иметь значение для регулирования пористой структуры прокаленной частицы. Вследствие присутствия триоксида молибдена в изготавливаемых частицах, температура прокаливания, требуемая для получения прокаленной частицы, имеющей требуемую пористую структуру, является выше, чем типичные температуры, требуемые для прокаливания других композиций, содержащих неорганические оксидные материалы, в частности, композиций, в которых не содержится триоксид молибдена. В любом случае, однако, температуру, при которой формованную частицу прокаливают для изготовления прокаленной частицы, устанавливают таким образом, чтобы получилась прокаленная частица, имеющая свойства пористой структуры, которые подробно описаны в настоящем документе. Температура прокаливания находится в интервале, составляющем предпочтительный от 500°C (950°F) до 820°C (1508°F) и наиболее предпочтительно от 700°C (1292°F) до 790°C (1454°F).
Прокаленная частица является особенно полезной в качестве высокоактивного катализатора гидропереработки для использования в гидропереработке потока тяжелого сырья, имеющего высокое содержание смолы, органических соединений металлов, таких как соединения никеля и ванадия, а также серы. Перед использованием, прокаленную частицу можно, но не обязательно, сульфировать или активировать, используя любой из способов, известный специалистам в данной области техники. Как правило, в случае ее использования в гидропереработке углеводородного сырья прокаленная частица находится в реакционной зоне, такой как зона, которую определяет реакционный резервуар, в котором углеводородное сырье вступает в контакт с прокаленной частицей в подходящих условиях реакции гидропереработки, и из которого получают обработанный углеводородный продукт.
Предпочтительное углеводородное сырье для способа согласно настоящему изобретению представляет собой тяжелое углеводородное сырье. Тяжелое углеводородное сырье можно получать, используя любые имеющие высокую температуру кипения нефтяные фракции, такие как газойли из перегонной колонны, работающей при атмосферном давлении, газойли из перегонной колонны, работающей в вакууме, а также нижние фракции или остатки вакуумной колонны. Согласно особенно полезному аспекту способа по настоящему изобретению, предусмотрена гидропереработка тяжелого углеводородного сырья, которое можно, как правило, определять как имеющее температуру кипения для получения 5% дистиллята, т.е. T(5), которая превышает 300°C (572°F) при определении с использованием процедуры исследования, которая предусмотрена стандартом ASTM D-1160. Более конкретно, настоящее изобретение относится к гидропереработке тяжелого углеводородного сырья, у которого значение T(5) превышает 315°C (599°F) и даже превышает 340°C (644°F).
Кроме того, тяжелое углеводородное сырье может включать и более тяжелые углеводороды, у которых температуры кипения составляют более чем 538°C (1000°F). Эти более тяжелые углеводороды в настоящем документе называются термином «смола», и, как уже отмечено, считается, что, согласно настоящему изобретению, один из специфических отличительных признаков катализатора или способа заключается в том, что он является особенно эффективным в гидропереработке содержащего смолу тяжелого углеводородного сырья. Тяжелое углеводородное сырье может содержать лишь 10% об. смолы или вплоть до 90% об. смола, однако, как правило, количество смолы, которая содержится в тяжелом углеводородном сырье, находится в интервале от 20 до 80% об. Более конкретно, содержание смолы в тяжелом углеводородном сырье находится в интервале от 30 до 75% об.
Кроме того, тяжелое углеводородное сырье может включать достаточно высокое содержание серы. Один из специфических отличительных признаков настоящего изобретения заключается в том, что оно предусматривает десульфирование и/или деметаллизацию тяжелого углеводородного сырья. Сера, содержащаяся в тяжелом углеводородном сырье, присутствует, в основном, в форме органических содержащих серу соединений, которые могут включать, например, меркаптаны, замещенные или незамещенные тиофены, гетероциклические соединения или содержащие серу соединения любого другого типа.
Отличительный признак настоящего изобретения заключается в том, что оно предусматривает десульфирование тяжелого сырья, имеющего достаточно высокое содержание серы, такое как содержание серы, которое составляет, как правило, значительно больше чем 1% масс., таким образом, для получения обработанного углеводородного продукта, имеющего пониженное содержание серы, такое как содержание серы, составляющее менее чем 1% масс., предпочтительно менее чем 0,75% масс. и предпочтительнее менее чем 0,5% масс.
Упомянутое в настоящем документе массовое процентное содержание серы в тяжелом углеводородном сырье или обработанном углеводородном продукте определяется с использованием способа исследования согласно стандарту ASTM D-4294.
Способ согласно настоящему изобретению является особенно полезным в переработке тяжелого углеводородного сырья, имеющего содержание серы, превышающее 2% масс., и в таком тяжелом углеводородном сырье содержание серы может находиться в интервале от 2 до 8% масс. Катализатор и способ согласно настоящему изобретению являются особенно полезными в переработке тяжелого углеводородного сырья, имеющего особенно высокое содержание серы, которое превышает 3 или даже 4% масс. и находится в интервале от 3 до 7% масс. или даже в интервале от 4 до 6,5% масс.
В способе согласно настоящему изобретению можно также использовать прокаленную частицу согласно настоящему изобретению в качестве катализатора в гидропереработке тяжелого углеводородного сырья, для осуществления одновременно десульфирования, деазотирования, превращения микроуглеродистых остатков и удаления ванадия и никеля. В данном процессе тяжелое углеводородное сырье вступает в контакт с катализатором согласно настоящему изобретению в подходящих технологических условиях гидродесульфирования и гидропереработки, и получается обработанный углеводородный продукт.
Способ согласно одному варианту осуществления настоящего изобретения представляет собой переработку тяжелого углеводородного сырья, содержащего значительную концентрацию никеля, и, как отмечено выше, значительный отличительный признак способа согласно данному варианту осуществления настоящего изобретения представляет собой использование прокаленной частицы согласно настоящему изобретению, которая имеет уникальные физические характеристики, и определенное содержание металлов и относительно низкое содержание никеля, в сочетании с тяжелым углеводородным сырьем, имеющим значительное содержание никеля. Считается, что при использовании композиции согласно настоящему изобретению, которая имеет низкое содержание никеля, в переработке содержащего никель тяжелого углеводородного сырья активность катализатора повышается, поскольку никель из тяжелого углеводородного сырья осаждается на поверхности или поглощается в объеме катализатора.
Содержание никеля в тяжелом углеводородном сырье для способа согласно настоящему изобретению, может характеризовать концентрация примесного никеля, который, как правило, присутствует в форме органических соединений никеля. Концентрация никеля в тяжелом углеводородном сырье, как правило, может находиться в интервале от 2 масс.ч./млн до 250 масс.ч./млн. Оказывается желательным углеводородное сырье для способа согласно настоящему изобретению, имеющее концентрацию никеля, которая находится в интервале от 5 масс.ч./млн до 225 масс.ч./млн, причем более желательная концентрация никеля находится в интервале от 7 масс.ч./млн до 200 масс.ч./млн.
Тяжелое углеводородное сырье может также иметь концентрацию ванадия, которая может, как правило, находиться в интервале от 5 масс.ч./млн до 250 масс.ч./млн. Оказывается желательным тяжелое углеводородное сырье, которое содержит минимально возможную концентрацию ванадия, однако композиция согласно настоящему изобретению обеспечивает деметаллизацию и, следовательно, удаление ванадия из тяжелого углеводородного сырья. Более конкретно, концентрация ванадия тяжелого углеводородного сырья находится в интервале от 10 масс.ч./млн до 225 масс.ч./млн.
Обработанный углеводородный продукт должен иметь пониженное содержание серы, которое является меньше, чем содержание серы в тяжелом углеводородном сырье, например, содержание серы должно составлять менее чем 1% масс. Однако признано, что способ согласно настоящему изобретению может обеспечивать эффективное десульфирование тяжелого углеводородного сырья и получение обработанного углеводородного продукта, имеющего пониженное содержание серы, которое составляет менее чем 0,5 и даже менее чем 0,4% масс. в расчете на количество используемого катализатора по отношению к объему исходного сырья.
Прокаленную частицу (катализатор) согласно настоящему изобретению можно использовать в качестве части любой подходящей реакторной системы, которая обеспечивает контакт катализатора с тяжелым углеводородным сырьем в подходящих условиях гидропереработки, которые могут включать присутствие водорода и повышенные уровни суммарного давления и температуры. Такие подходящие реакторные системы могут включать системы с неподвижным слоем катализатора, системы с кипящим слоем катализатора, системы с суспендированным катализатором и системы с псевдоожиженным слоем катализатора. Предпочтительная реакторная система представляет собой систему, включающую неподвижный слой катализатора согласно настоящему изобретению, который содержится внутри реакторного резервуара, оборудованного впускным реакторным устройством, таким как питающее сопло, для введения тяжелого углеводородного сырья в реакторный резервуар, и выпускное реакторное устройство, такое как выпускное сопло, для выпуска получаемого в реакторе продукта или обработанного углеводородного продукта из реакторного резервуара.
Способ согласно настоящему изобретению, как правило, осуществляют при манометрическом давлении реакции гидропереработки (гидроконверсии и гидродесульфирования) в интервале от 2298 кПа (300 фунтов на квадратный дюйм) до 20684 кПа (3000 фунтов на квадратный дюйм), предпочтительно от 10342 кПа (1500 фунтов на квадратный дюйм) до 17237 кПа (2500 фунтов на квадратный дюйм) и предпочтительнее от 12411 кПа (1800 фунтов на квадратный дюйм) до 15513 кПа (2250 фунтов на квадратный дюйм). Температура реакции гидропереработки находится, как правило, в интервале от 340°C (644°F) до 480°C (896°F), предпочтительно от 360°C (680°F) до 455°C (851°F) и наиболее предпочтительно от 380°C (716°F) до 425°C (797°F).
Скорость потока, с которой тяжелое углеводородное сырье поступает в реакционную зону согласно способу настоящего изобретения, является, как правило, такой, что обеспечивается часовая объемная скорость жидкости (LHSV) в интервале от 0,01 ч-1 до 3 ч-1. Термин «часовая объемная скорость жидкости», который используется в настоящем документе, означает численное соотношение скорости, с которой тяжелое углеводородное сырье поступает в реакционную зону согласно способу настоящего изобретения, выраженной в объеме на единицу времени (час) и объема катализатора, который содержится в реакционной зоне, в которую поступает тяжелое углеводородное сырье. Предпочтительное значение LHSV находится в интервале от 0,05 ч-1 до 2 ч-1, предпочтительнее от 0,1 ч-l до 1,5 ч-1 и наиболее предпочтительно от 0,2 ч-1 до 0,7 ч-1.
Оказывается предпочтительным введение водорода вместе с тяжелым углеводородным сырьем в реакционную зону согласно способу настоящего изобретения. В данном случае водород иногда называется термином «газообразный водород для обработки». Соотношение газообразного водорода для обработки представляет собой количество водорода по отношению к количеству тяжелого углеводородного сырья, которое поступает в реакционную зону, и составляет, как правило, вплоть до 1781 м3/м3 (10000 стандартных кубических футов на баррель). Соотношение газообразного водорода для обработки находится в интервале, составляющем предпочтительно от 89 м3/м3 (500 стандартных кубических футов на баррель) до 1781 м3/м3 (10000 стандартных кубических футов на баррель), предпочтительнее от 178 м3/м3 (1000 стандартных кубических футов на баррель) до 1602 м3/м3 (9000 стандартных кубических футов на баррель) и наиболее предпочтительно от 356 м3/м3 (2000 стандартных кубических футов на баррель) до 1425 м3/м3 (8000 стандартных кубических футов на баррель).
Следующие примеры представлены, чтобы дополнительно проиллюстрировать настоящее изобретение, но их не следует истолковывать в качестве ограничивающих объем настоящего изобретения.
Пример I
Данный пример I описывает изготовление катализатора A, который является представительным примером одного катализатора согласно варианту осуществления настоящего изобретения.
Катализатор A
Катализатор A изготавливали, смешивая сначала 2100 масс.ч. оксида алюминия, содержащего номинально 2% диоксида кремния, 63,17 масс.ч. нитрата никеля (Ni(NO3)2), растворенного в 85,04 масс.ч. деионизированной воды, при нагревании, 217,05 масс.ч. порошка триоксида молибдена (MoO3) и 900 масс.ч. измельченного регенерированного катализатора гидропереработки на основе Ni/Mo/P, используя смеситель-гомогенизатор, вместе с 130 масс.ч. 69,9% концентрированной азотной кислоты и 30 г товарной экструзионной добавки. В сумме 3222,9 масс.ч. воды добавляли к этим компонентам в процессе перемешивания. Компоненты перемешивали в течение приблизительно 30 минут. У данной смеси значение pH составляло 4,12, и потеря массы при прокаливании (LOI) составляла 55,21% масс. Смесь затем экструдировали, используя трехдольчатый матричный диск 1.3 Trilobe™, и получали трехдольчатые экструдированные частицы размером 1,3 мм. Экструдированные частицы затем высушивали на воздухе в течение периода времени, составляющего несколько часов, при температуре 100°C.
Каждую из аликвотных частей высушенных экструдированных частиц прокаливали на воздухе в течение периода времени, составляющего два часа, при температуре 704°C (1300°F). Конечная прокаленная смесь содержала 2,2% масс. никеля в пересчете на металл (2,8% масс. в пересчете на NiO), и 7,9% молибдена в пересчете на металл (11,9% масс. в пересчете на MoO3) и 83,6% масс. оксида алюминия, содержащего номинально 2% диоксида кремния, и 1,7% фосфора.
Следующая таблица 1 представляет определенные свойства высушенных прокаленных экструдированных частиц. Как можно видеть из свойств пор прокаленных экструдированных частиц, которые представлены в таблице 1, процентная доля суммарного объема пор, которую составляют макропоры, имеющие диаметр, составляющий более чем 1000 Å, составляет, по меньшей мере, или более чем 1%, но менее чем 10%. Процентная доля суммарного объема пор, который составляют поры, имеющие диаметр пор в интервале от 70 до 150 Å, составляет, по меньшей мере, или более чем 40%, но менее чем 70%. Процентная доля суммарного объема пор, который составляют поры, имеющие диаметр пор в интервале от 100 до 150 Å, составляет менее чем 70%. Кроме того, следует отметить, что, по меньшей мере, 10% суммарного объема пор составляют поры, имеющие диаметр в интервале от 150 до 300 Å, причем, по меньшей мере, 10% суммарного объема пор составляют поры, имеющие диаметр в интервале от 130 Å до 300 Å.
Свойства катализатора A
Пример II
Данный пример II описывает изготовление катализатора B, который представляет собой сравнительный гомогенизированный катализатор.
Катализатор B
Катализатор B изготавливали, смешивая сначала 2100 масс.ч. оксида алюминия, 47,68 масс.ч. нитрата никеля (Ni(NO3)2), растворенного в 64,18 масс.ч. деионизированной воды, и 900 масс.ч. измельченного регенерированного катализатора гидропереработки на основе Co/Mo/P, содержащего 69% оксида алюминия, 23% триоксида молибдена, 5,5% оксида кобальта и 3,5% оксида фосфора(V), используя смеситель-гомогенизатор, вместе с 64,56 масс.ч. 69,7% концентрированной азотной кислоты и 60 г товарной экструзионной добавки. В сумме 3900 масс.ч. воды добавляли к этим компонентам в процессе перемешивания. Компоненты перемешивали в течение приблизительно 30 минут. После этого добавляли 133,56 частей гидроксида аммония (раствор 29,2% NH3) и перемешивали в течение еще 5 минут. У данной смеси значение pH составляло 7, и потеря массы при прокаливании (LOI) составляла 54,92% масс. Смесь затем экструдировали, используя трехдольчатый матричный диск 1.3 Trilobe™, и получали трехдольчатые экструдированные частицы размером 1,3 мм. Экструдированные частицы затем высушивали на воздухе в течение периода времени, составляющего несколько часов, при температуре 125°C.
Каждую из аликвотных частей высушенных экструдированных частиц прокаливали на воздухе в течение периода времени, составляющего два часа, при температуре 677°C (1251°F). Конечная прокаленная смесь содержала 1,5% масс. никеля в пересчете на металл (1,9% масс. в пересчете на NiO), 1,0% масс. кобальта (1,25% масс. в пересчете на CoO), 5,3% молибдена в пересчете на металл (8,0% масс. в пересчете на MoO3), 88,18% масс. оксида алюминия и 0,72% оксида фосфора(V).
Следующая таблица 2 представляет определенные свойства высушенных и прокаленных экструдированных частиц. Как можно видеть по свойствам пор, которые представлены в таблице 2, процентная доля суммарного объема пор, которую составляют макропоры, имеющие диаметр пор, составляющий более чем 1000 Å, значительно превышала 10%.
Свойства катализатора B
Пример III
Данный пример III описывает изготовление катализатора C, который представляет собой сравнительный пропитанный катализатор.
Катализатор C (пропитанный катализатор)
Изготовление носителя для катализатора C: носитель изготавливали путем гомогенизации 576 г оксида алюминия, 585 г воды и 8 г ледяной азотной кислоты в течение 35 минут. Получаемую в результате гомогенизированную смесь экструдировали через трехдольчатый матричный диск 1.3 Trilobe™, высушивали при температуре 90-125°C, а затем прокаливали при 918°C, получая в результате 650 г прокаленного носителя, у которого медианный диаметр пор составлял 182 Å.
Пропитанный катализатор: содержащий никель/молибден катализатор изготавливали следующим образом. Смешивали 9,2 частей NiO, 8,3 частей фосфорной кислоты (86,7% H3PO4), 43,3 частей триоксида молибдена и 250 частей воды и нагревали при 93°C (200°F) в течение трех часов до тех пор, пока раствор не становился прозрачным. Раствор разбавляли до 277,5 частей и пропитывали 300 частей носителя во вращающемся барабане, встряхивая барабан, выдерживали в течение двух часов при периодическом перемешивании, высушивали при 125°C в течение нескольких часов, а затем прокаливали при 482,2°C в течение двух часов. Получаемый в результате катализатор содержал 12% MoO3, 2,5% NiO и 2,25% P2O5.
Пропитанный катализатор имел распределение пор по размерам, в которых медианный диаметр пор составлял 215 Å, объем пор составлял 0,738 см3/г и удельная поверхность составляла 136 м2/г. В данном распределении пор по размерам только 1,1% суммарного числа пор составляли поры, диаметр которых составлял более чем 1000 Å, и менее чем 0,5% составляли поры, диаметр которых составлял более чем 5000 Å.
Данный пример демонстрирует изготовление пропитанного катализатора, содержащего Mo и Ni. Катализатор C содержит аналогичное количество NiO, как катализатор A, и содержание NiO является аналогичным суммарным количеством NiO и CoO в катализаторе B. Содержание MoO3 в катализаторе C является аналогичным его содержанию в катализаторе A.
Свойства катализатора С
доля
Пример IV
Данный пример IV описывает способ, используемый в исследовании катализаторов, которые описаны в примерах I, II и III. Данный способ предусмотрен для переработки сырья, имеющего значительную концентрацию серы, для получения продукта, имеющего пониженную концентрацию серы. Сырье также включает никель и ванадий в значительных концентрациях.
Катализатор загружали в трубчатый реактор из нержавеющей стали, имеющий внутренний диаметр 1,5875 см (5/8 дюйма) и длину 127 см (50 дюймов). Данный трубчатый реактор оборудован термопарами, помещенными в измерительный канал для ввода термопар на 0,635 см (1/4 дюйма), вставленный концентрически в слой катализатора, причем трубчатый реактор находился в пятикамерной печи длиной 132 см (52 дюйма), и температуру в каждой из этих камер регулировали отдельно на основании сигнала от термопары.
Каталитический слой активировали путем введения при атмосферном давлении газовой смеси, содержащей 5% об. H2S и 95% об. H2, в реактор при скорости, составляющей 1,5 LHSV, в то время как температуру реактора постепенно повышали при скорости 38°C(100°F)/ч вплоть до 204°C (400°F). Каталитический слой выдерживали при температуре 204°C(400°F) в течение двух часов, и затем температуру постепенно увеличивали при скорости 38°C(100°F)/ч до температуры 315°C (600°F), после чего эту температуру выдерживали в течение одного часа, а затем ее постепенно увеличивали при скорости 24°C(75°F)/ч до температуры 371°C (700°F), после чего эту температуру выдерживали в течение двух часов перед снижением температуры каталитического слоя до температуры окружающей среды. В каталитический слой затем пропускали чистый водород при манометрическом давлении 1900 фунтов на квадратный дюйм, и температуру слоя катализатора постепенно увеличивали при скорости 38°C(100°F)/ч до 204°C (400°F). В реактор затем вводили сырье, в то время как температуру реактора выдерживали на уровне 204°C (400°F) в течение одного часа. После этого температуру каталитического слоя постепенно увеличивали при скорости 10°C(50°F)/ч до температуры 371°C (700°F), а затем начинали эксперимент.
Сырье, вводимое в реактор, представляло собой мазут, изготовленный из ближневосточной нефти. Дистилляционные характеристики сырья, которые определяли методом D стандарта ASTM 7169, представлены в таблице 4. Другие свойства сырья представлены в таблице 5.
Дистилляция мазута из ближневосточной нефти
Другие свойства сырья
Сырье вводили в реактор вместе с газообразным водородом. Реактор выдерживали при манометрическом давлении, составляющем 1900 фунтов на квадратный дюйм, и сырье вводили в реактор при такой скорости, чтобы обеспечивать часовую объемную скорость жидкости (LHSV) на уровне 1,00 ч-1, и водород вводили при скорости 4000 стандартных кубических футов на баррель. Температуру реактора устанавливали на уровне 371°C (700°F).
Данный способ предусмотрен для переработки сырья, содержащего в значительных концентрациях серу, металлы (Ni и V) и углеродистый остаток по Конрадсону. В процессе осуществления этих реакций температуру реактора поддерживали на постоянном уровне и наблюдали содержание серы. Активность катализатора согласно настоящему изобретению повышалась с течением времени работы от нулевого момента до одного месяца. Оба сравнительных катализатора (гомогенизированный катализатор и пропитанный катализатор) показывали уменьшение активности с течением времени. После работы в течение приблизительно одного месяца катализатор гидропереработки согласно настоящему изобретению проявлял почти удвоенную активность по сравнению с моментом начала работы, в то время как пропитанный катализатор терял приблизительно половину своей первоначальной активности в отношении удаления серы.
Следующая таблица 6 иллюстрирует явление самоактивации при использовании катализатора согласно настоящему изобретению. Хотя явление самоактивации наблюдалось только в отношении активности удаления серы, получаемый в результате полезный эффект активности наблюдался в отношении других видов конверсионной активности, такой как удаление углеродистых остатков по Конрадсону.
Конверсионная активность катализаторов в начале работы и после работы в течение приблизительно одного месяца
Фиг. 1 представляет сравнение графиков содержания серы в жидком продукте, получаемом в результате гидродесульфирования остатков после перегонки в качестве исходного материала с использованием катализатора А согласно настоящему изобретению и сравнительного катализатора C в зависимости от срока работы катализатора. Кроме того, эти данные демонстрируют явление самоактивации катализатора согласно настоящему изобретению.
На Фиг.2 представлен график константы скорости десульфирования в зависимости от срока работы катализатора для каждого из катализаторов, включая катализатор A, катализатор B и катализатор C. Константа скорости для каждого из катализатора B и катализатора C сначала находилась на высоком уровне, но, согласно наблюдениям, константа скорости для каждого из этих двух катализаторов уменьшалась в процессе использования или выдерживания. Однако, по результатам наблюдений, хотя катализатор А согласно настоящему изобретению сначала показывал меньшую константу скорости, которая могла быть обусловлена низкой концентрацией никеля, эта константа скорости увеличивалась в процессе использования или выдерживания. Данное явление самоактивации оказывается неожиданным, потому что активность большинства катализаторов предшествующего уровня техники, как правило, уменьшается в процессе использования.
Фиг. 3 также представляет катализатор A, который проявляет самоактивацию и отличается тем, что его активность в реакции HDS повышается в процессе использования с течением времени. С другой стороны, в отношении активности в реакции HDS, сравнительный катализатор C (пропитанный катализатор) имел более высокую активность HDS, но она уменьшалась в процессе использования с течением времени.
Пример V
Данный пример V описывает изготовление катализатора D, который представляет собой один катализатор согласно варианту осуществления настоящего изобретения, и, кроме того, представляет информацию в отношении, имеющегося в продаже, пропитанного катализатора, содержащего никель/молибден.
Катализатор D
Катализатор D изготавливали, смешивая сначала 2100 масс.ч. оксида алюминия, 63,17 масс.ч. нитрата никеля (Ni(NO3)2), растворенного в 85,04 масс.ч. деионизированной воды при нагревании, 217,05 масс.ч. порошка триоксида молибдена (MoO3) и 900 масс.ч. измельченного катализатора гидропереработки на основе Ni/Mo/P, используя смеситель-гомогенизатор, вместе с 130 масс.ч. 69,9% концентрированной азотной кислоты и 30 масс.ч. товарной экструзионной добавки. В сумме 3222,9 масс.ч. воды добавляли к этим компонентам в процессе перемешивания. Компоненты перемешивали в течение приблизительно 30 минут. У данной смеси значение pH составляло 4,12, и потеря массы при прокаливании (LOI) составляла 55,21% масс. Смесь затем экструдировали, используя трехдольчатый матричный диск 1.3 Trilobe™, и получали трехдольчатые экструдированные частицы размером 1,3 мм. Экструдированные частицы затем высушивали на воздухе в течение периода времени, составляющего несколько часов, при температуре 100°C.
Высушенные экструдированные частицы прокаливали на воздухе в течение периода времени, составляющего приблизительно два часа, при максимальной температуре 788°C (1450°F). Конечная прокаленная смесь содержала 2,2% масс. никеля в пересчете на металл (2,8% масс. в пересчете на NiO), 7,9% молибдена в пересчете на металл (11,9% масс. в пересчете на MoO3), 82,6% масс. оксида алюминия и 0,7% фосфора.
Следующая таблица 1 представляет определенные свойства высушенных и прокаленных экструдированных частиц. Как можно видеть из свойств пор прокаленных экструдированных частиц, которые представлены в таблице 1, процентная доля суммарного объема пор, которую составляют макропоры, имеющие диаметр пор, составляющий более чем 350 Å, составляет менее чем 20%, причем, по меньшей мере, 1% объема пор составляют поры, имеющие диаметр, составляющий более чем 1000 Å, и процентная доля суммарного объема пор, которую составляют поры, имеющие диаметр в интервале от 70 до 250 Å, составляет более чем 90%. Медианный диаметр пор составляет, по меньшей мере, более чем 115 Å и менее чем 155 Å.
Свойства катализатора A
Катализатор E
Катализатор E представляет собой имеющийся в продаже готовый катализатор, который содержит никель/молибден/фосфор, и который поставляет Criterion Catalyst Company. Данный катализатор включает никель, молибден и фосфор на носителе из оксида алюминия. Катализатор представляет собой пропитанный катализатор, в отличие от гомогенизированного катализатора согласно настоящему изобретению. Катализатор E содержит 19,3% MoO3, 4,62% NiO и 4,7% P2O5.
Пример VI
Данный пример представляет рамановские спектры катализатора D согласно настоящему изобретению и катализатора E, каждый из которых описан в приведенном выше примере V, которые были получены с использованием процедуры регистрации рамановских спектров.
Образцы катализаторов согласно настоящему изобретению и сравнительных катализаторов изготавливали для рамановской спектроскопии, измельчая индивидуально по 0,25 г каждого образца катализатора в агатовой ступке агатовым пестиком и при растирании в течение 5 минут до тех пор, пока образцы не приобретали консистенцию тонкой муки. Из гомогенизированных образцов затем прессовали таблетки, используя для изготовления таблеток диаметром 13 мм для инфракрасной спектроскопии. Рамановские спектры регистрировали, используя волоконно-оптический рамановский спектрометр Chromex Sentinel II. Для снятия спектров возбуждение каждого образца осуществляли при длине волны 785 нм и мощности 40 мВт в течение 10 секунд, после чего выполняли двадцатикратное сканирование, суммируя результаты. Образцы проверяли визуально до и после сканирования, чтобы обнаруживать любые свидетельства повреждения от лазерного излучения.
Наблюдаемые положения рамановских пиков для катализатора D согласно настоящему изобретению и сравнительного катализатора E
Индивидуальные рамановские спектры катализатора D и катализатора E представлены на Фиг. 4. Рамановские спектры, представленные на Фиг. 4, покрывают интервал частот от приблизительно 200 см-1 до приблизительно 2100 см-1 рамановских спектров каждого из катализаторов согласно настоящему изобретению и сравнительных катализаторов.
Следует отметить, что рамановские спектры катализатора D согласно настоящему изобретению проявляют определенные рамановские полосы, которые не проявляет сравнительный катализатор E, и в результате этого его характеристический рамановский спектр отличается от рамановского спектра сравнительного катализатора E. Например, катализатор согласно настоящему изобретению проявляет рамановские пики при 566,4 см-1, 848,3 см-1, и 898,9 см-1, в то время как сравнительный катализатор не проявляет рамановские пики при данных частотах.
Рамановский спектр катализатора согласно настоящему изобретению в сопоставлении со сравнительным катализатором показывает, что катализатор согласно настоящему изобретению проявляет другое распределение частот валентных колебаний Mo=O в интервале от 900 см-1 до 800 см-1 рамановских спектров, проявляя полосы колебаний Mo=O при 848 см-1 и 899 см-1, что свидетельствует о более упорядоченном окружении и меньшем искажении компонента MoO6 в структуре катализатора. Асимметричные деформационные колебания MoO3 при 566 см-1 также являются более выраженными в случае катализаторов согласно настоящему изобретению.
Данные различия рамановских спектров демонстрируют, что катализатор согласно настоящему изобретению является уникальным в сопоставлении со сравнительными катализаторами и, в частности, с катализаторами пропитанного типа. Уникальность катализатора согласно настоящему изобретению дополнительно демонстрируют его улучшенные каталитические характеристики, как отмечено в настоящем документе.
Изобретение относится к самоактивирующемуся катализатору гидропереработки для обработки тяжелого углеводородного сырья. При этом указанный катализатор содержит прокаленную частицу, включающую гомогенизированную смесь, полученную гомогенизацией порошка неорганического оксида, порошка триоксида молибдена и соединения никеля, а затем формованием указанной гомогенизированной смеси в частицу, которую прокаливают для получения в результате указанной прокаленной частицы, причем упомянутый неорганический оксид выбирают из группы, которую составляют оксид алюминия, диоксид кремния и двойной оксид алюминия и кремния, при этом указанная прокаленная частица включает молибден, который присутствует в количестве, составляющем от 1 до 10% масс. в пересчете на металл и по отношению к суммарной массе указанной прокаленной частицы, и никель, которые присутствуют в таком количестве, что массовое соотношение указанного никеля и указанного молибдена составляет менее чем 0,4, и при этом указанная прокаленная частица имеет такое распределение пор по размерам, что, по меньшей мере, 40%, но менее чем 70% суммарного объема пор указанной прокаленной частицы составляют поры указанной прокаленной частицы, имеющие диаметр в интервале от 70 Å до 150 Å, по меньшей мере, 10% суммарного объема пор указанной прокаленной частицы составляют поры указанной прокаленной частицы, имеющие диаметр в интервале от 130 Å до 300 Å, и от 1% до 10% суммарного объема пор указанной прокаленной частицы составляют поры указанной прокаленной частицы, имеющие диаметр, составляющий более чем 1000 Å, и при этом указанная прокаленная частица отличается тем, что она проявляет рамановский спектр, который включает рамановский пик в области полосы от 546 см-1 до 586 см-1. Изобретение также относится к способу обработки тяжелого углеводородного сырья. Технический результат заключается в получении улучшенного катализатора гидропереработки, имеющего хорошую каталитическую активность и устойчивость. 2 н. и 20 з.п. ф-лы, 4 ил., 8 табл., 6 пр.
1. Самоактивирующийся катализатор гидропереработки для обработки тяжелого углеводородного сырья, причем указанный катализатор содержит прокаленную частицу, включающую гомогенизированную смесь, полученную гомогенизацией порошка неорганического оксида, порошка триоксида молибдена и соединения никеля, а затем формованием указанной гомогенизированной смеси в частицу, которую прокаливают для получения в результате указанной прокаленной частицы, причем упомянутый неорганический оксид выбирают из группы, которую составляют оксид алюминия, диоксид кремния и двойной оксид алюминия и кремния, при этом указанная прокаленная частица включает молибден, который присутствует в количестве, составляющем от 1 до 10% масс. в пересчете на металл и по отношению к суммарной массе указанной прокаленной частицы, и никель, которые присутствуют в таком количестве, что массовое соотношение указанного никеля и указанного молибдена составляет менее чем 0,4, и при этом указанная прокаленная частица имеет такое распределение пор по размерам, что, по меньшей мере, 40%, но менее чем 70% суммарного объема пор указанной прокаленной частицы составляют поры указанной прокаленной частицы, имеющие диаметр в интервале от 70 Å до 150 Å, по меньшей мере, 10% суммарного объема пор указанной прокаленной частицы составляют поры указанной прокаленной частицы, имеющие диаметр в интервале от 130 Å до 300 Å, и от 1% до 10% суммарного объема пор указанной прокаленной частицы составляют поры указанной прокаленной частицы, имеющие диаметр, составляющий более чем 1000 Å, и при этом указанная прокаленная частица отличается тем, что она проявляет рамановский спектр, который включает рамановский пик в области полосы от 546 см-1 до 586 см-1.
2. Катализатор по п. 1, в котором указанная прокаленная частица включает менее чем 0,1% масс. кобальта в пересчете на металл и по отношению к суммарной массе указанной прокаленной частицы.
3. Катализатор по п. 1 или 2, в котором указанная прокаленная частица состоит, в основном, из неорганического оксида, молибдена и никеля.
4. Катализатор по п. 1 или 2, в котором указанная прокаленная частица включает никель в таком количестве, что массовое соотношение указанного никеля и указанного молибдена составляет более чем 0,01.
5. Катализатор по п. 1 или 2, в котором указанная прокаленная частица включает молибден в таком количестве, которое составляет менее чем 9,5% масс. суммарной массы указанной прокаленной частицы по отношению к молибдену в пересчете на металл.
6. Катализатор по п. 1 или 2, в котором указанная прокаленная частица включает молибден в таком количестве, которое составляет, по меньшей мере, 2% масс. суммарной массы указанной прокаленной частицы по отношению к молибдену в пересчете на металл.
7. Катализатор по п. 1 или 2, в котором, по меньшей мере, 5% суммарного объема пор указанной прокаленной частицы составляют поры указанной прокаленной частицы, имеющие диаметр, составляющий более чем 350 Å.
8. Катализатор по п. 1 или 2, в котором прокаливание указанной частицы для получения указанной прокаленной частицы осуществляют в условиях регулируемой температуры, причем температура прокаливания находится в интервале от приблизительно 700°С (1292°F) до приблизительно 790°С (1454°F) в течение периода времени прокаливания, который обеспечивает эффективное получение указанной прокаленной смеси, имеющей желательную пористую структуру.
9. Катализатор по п. 1 или 2, в котором прокаленная частица дополнительно отличается тем, что ее рамановский спектр включает рамановский пик в области полосы от 828 см-1 до 868 см-1.
10. Катализатор по п. 1 или 2, в котором прокаленная частица дополнительно отличается тем, что ее рамановский спектр включает рамановский пик в области полосы от 879 см-1 до 919 см-1.
11. Катализатор по п. 9, в котором прокаленная частица дополнительно отличается тем, что ее рамановский спектр включает рамановский пик в области полосы от 879 см-1 до 919 см-1.
12. Способ обработки тяжелого углеводородного сырья, включающий контакт в технологических условиях, подходящих для обеспечения самоактивации самоактивирующегося катализатора по п. 1 или 2, тяжелого углеводородного сырья, имеющего содержание никеля в интервале от 2 масс. ч./млн до 250 масс. ч./млн, содержание ванадия в интервале от 5 масс. ч/млн до 2 50 масс. ч/млн и содержание серы в интервале от 2% масс. до 8% масс., с указанным самоактивирующимся катализатором.
13. Способ по п. 12, в котором указанные технологические условия включают манометрическое давление реакции в интервале от 2298 кПа (300 фунтов на квадратный дюйм) до 20684 кПа (3000 фунтов на квадратный дюйм), температуру реакции в интервале от 340°С (644°F) до 480°С (896°F), часовую объемную скорость жидкости (LHSV) в интервале от 0,01 ч-1 до 3 ч-1 и соотношение газообразного водорода для обработки в интервале от 89 м3/м3 (500 стандартных кубических футов на баррель) до 1781 м3/м3 (10000 стандартных кубических футов на баррель).
14. Способ по п. 12, в котором указанная прокаленная частица включает менее чем 0,1% масс. кобальта в пересчете на металл и по отношению к суммарной массе указанной прокаленной частицы.
15. Способ по п. 12, в котором указанная прокаленная частица состоит, в основном, из неорганического оксида, молибдена и никеля.
16. Способ по п. 12, в котором указанная прокаленная частица включает никель в таком количестве, что массовое соотношение указанного никеля и указанного молибдена составляет более чем 0,01.
17. Способ по п. 12, в котором указанная прокаленная частица включает молибден в таком количестве, которое составляет менее чем 9,5% масс. суммарной массы указанной прокаленной частицы по отношению к молибдену в пересчете на металл.
18. Способ по п. 12, в котором указанная прокаленная частица включает молибден в таком количестве, которое составляет, по меньшей мере, 2% масс. суммарной массы указанной прокаленной частицы по отношению к молибдену в пересчете на металл.
19. Способ по п. 12, в котором, по меньшей мере, 5% суммарного объема пор указанной прокаленной частицы составляют поры указанной прокаленной частицы, имеющие диаметр, составляющий более чем 350 Å.
20. Способ по п. 12, в котором прокаливание указанной частицы для получения указанной прокаленной частицы осуществляют в условиях регулируемой температуры, в которых температура прокаливания находится в интервале от приблизительно 700°С (1292°F) до приблизительно 787,7°С (1450°F) в течение периода времени прокаливания, который обеспечивает эффективное получение указанной прокаленной смеси, имеющей желательную пористую структуру.
21. Способ по п. 12, в котором прокаленная частица дополнительно отличается тем, что ее рамановский спектр включает рамановский пик в области полосы от 828 см-1 до 868 см-1.
22. Способ по п. 12, в котором прокаленная частица дополнительно отличается тем, что ее рамановский спектр включает рамановский пик в области полосы от 879 см-1 до 919 см-1.
| US 4395329 A, 26.07.1983 | |||
| US 20100243526 A1, 30.09.2010 | |||
| US 4520128 A, 28.05.1985 | |||
| СПОСОБ И КАТАЛИЗАТОР ГИДРОКОНВЕРСИИ ТЯЖЕЛОГО УГЛЕВОДОРОДНОГО ИСХОДНОГО СЫРЬЯ | 2004 |
|
RU2376059C2 |

