Настоящее изобретение относится к металлической стопорной шайбе, предназначенной для установки в системе винт/гайка.
В области сборки, в которой используются системы винт/гайка, существует требование, заключающееся в том, что не должно происходить самоотвинчивание гаек. Кроме того, например, шайбу с радиальными выступами размещают между элементом, который должен быть привинчен, и гайкой, через которые проходит элемент с резьбовым хвостовиком, чтобы тем самым увеличить силы трения между ребристой шайбой и элементом, который должен быть привинчен, и гайкой. Таким образом, после затягивания гайки шайба удерживается, будучи зажатой между элементом, который должен быть привинчен, и гайкой. Кроме того, ослаблению сил трения, например, вследствие вибраций, препятствуют именно радиальные выступы. Радиальные выступы фактически создают возможность увеличения сил трения между контактирующими поверхностями.
Подобные радиальные выступы также выполняют на стопорных шайбах, имеющих два венца шайбы. Подобные стопорные шайбы содержат два венца шайбы, наложенные коаксиально друг на друга, и обеспечивается размещение данных венцов между несущим элементом и гайкой с обеспечением их контактного взаимодействия с несущим элементом и гайкой. Каждый из них имеет поверхность контактного взаимодействия и противоположную опорную поверхность с выступами. Поверхность контактного взаимодействия имеет асимметричные радиальные зубцы, имеющие, с одной стороны, вершину и впадину зубца, расположенную на некотором расстоянии в угловом направлении от вершины, и, с другой стороны, две противоположные боковые стороны. Одна из боковых сторон по существу наклонена относительно средней плоскости, определяемой венцом шайбы, и она простирается под углом между вершиной и впадиной зубца. Она предназначена для образования стороны скольжения. Угол наибольшего наклона наклонных боковых сторон относительно средней плоскости должен быть значительно больше угла подъема резьбы в системе винт/гайка. Другая боковая сторона по существу перпендикулярна к наклонной боковой стороне следующего зубца, и она образует сторону стопорения. Таким образом, поверхности контактного взаимодействия венцов шайбы предназначены для наложения друг на друга так, чтобы, с одной стороны, наклонные стороны скольжения соответственно входили в контакт друг с другом и, с другой стороны, стороны стопорения соответственно упирались друг в друга.
Кроме того, когда гайка затянута, стопорная шайба удерживается зажатой между несущим элементом и гайкой, и при этом поверхности контактного взаимодействия прижимаются в аксиальном направлении друг к другу под давлением. В свою очередь, когда имеет место тенденция к самоотвинчиванию гайки, гайка вызывает поворот венца шайбы, на который она опирается, вследствие радиальных выступов, и, следовательно, стороны скольжения венца шайбы смещаются со скольжением относительно сторон скольжения другого венца шайбы при одновременном образовании скоса. Таким образом, венцы шайбы отделяются в аксиальном направлении друг от друга в соответствии с модулем, который больше, чем модуль поступательного движения гайки относительно винта. Кроме того, осевое растягивающее напряжение, которое действует в системе винт/гайка, значительно увеличивается. Вследствие этого силы трения, создаваемые в системе винт/гайка, значительно увеличиваются и вызывают стопорение гайки от поворота. Более точно, поскольку сторона скольжения наклонена относительно оси системы винт/гайка под углом, превышающим угол подъема резьбы системы, когда гайка вызывает поворот венца шайбы при ее самоотвинчивании, венец шайбы смещается вместе с ней в аксиальном направлении относительно нее и обеспечивает ее фиксацию за счет заклинивания.
Тем не менее, шероховатость поверхности, возникающая в результате выполнения радиальных выступов, в определенных условиях реализации не создает возможности обеспечения сил трения, которые являются достаточно большими для воспрепятствования самоотвинчиванию винтов; это имеет место, например, когда твердость противоположного материала слишком высока. Кроме того, для радиальных выступов характерна тенденция оставлять значительные следы на противоположных элементах и, таким образом, вызывать зарождение трещин, в частности усталостных трещин в металлических материалах. Подобные следы также наносят ущерб неметаллическим элементам, таким как композиционные материалы.
Кроме того, проблема, которая возникает и решение которой составляет задачу настоящего изобретения, состоит в разработке металлической стопорной шайбы, которая позволяет не только увеличить силы трения между поверхностями контакта, но также сохранить противоположные элементы, на которые она опирается.
Для этого в соответствии с настоящим изобретением предложена металлическая стопорная шайба, предназначенная для установки в системе винт/гайка так, чтобы она была установлена между гайкой и несущим элементом с обеспечением контактного взаимодействия с ними, при этом указанная металлическая стопорная шайба имеет контактную торцевую сторону, выполненную с возможностью входа в контакт с одним или другим из элементов, представляющих собой гайку и несущий элемент, при этом указанная контактная торцевая сторона имеет поверхность, которая выполнена с возможностью ее ввода во фрикционное взаимодействие с одним или другим из элементов, представляющих собой гайку и несущий элемент, при самоотвинчивании гайки. В соответствии с изобретением на контактную торцевую сторону посредством термического проекционного осаждения добавочного материала нанесено шероховатое покрытие, образующее шероховатую поверхность для обеспечения возможности увеличения сил трения между контактной торцевой стороной металлической шайбы и одним или другим из элементов, представляющих собой гайку и несущий элемент.
Таким образом, благодаря выполнению покрытия, равномерно распределенного по поверхности шайбы, образуются неровности в виде выступов или канавок, в результате чего появляются равномерно распределенные вершины или впадины, и, таким образом, обеспечивается однородная шероховатость, которая обеспечивает возможность увеличения сил трения об указанную поверхность, не вызывая, тем самым, повреждения гайки или несущего элемента. Силы трения поверхностей, находящихся в контакте, которые достигаются благодаря покрытию в соответствии с изобретением, превышают те, которые могут быть получены, например, за счет механического выполнения радиальных выступов на шайбе. Расстояние между двумя следующими друг за другом выступами или канавками или между двумя вершинами составляет, например, в среднем от десятков микрон до миллиметра.
Кроме того, особенно предпочтительно, если средняя глубина R микронеровностей шероховатого покрытия превышает десять микрон и предпочтительно превышает 20 микрон. Данная величина соответствует среднему из расстояний между выступами и впадинами канавок. Она показывает картину неровностей шероховатых поверхностей. Данная величина соответствует по существу значению среднего арифметического отклонения Ra профиля неровностей, составляющего два микрона. Последняя величина связана со средней линией, которая представляет собой прямую линию, которая имеет направление, которое по существу параллельно поверхности, и которая разделяет выступы и впадины таким образом, что на определенной длине сумма квадратов отклонений от данной средней линии является минимальной.
Кроме того, шероховатое покрытие предпочтительно имеет твердость по Виккерсу, превышающую 500 HV. Таким образом, в большинстве случаев твердость покрытия превышает твердость материала металлической шайбы, в результате чего обеспечивается возможность значительного повышения стойкости к износу и деформации неровностей и, следовательно, сохранения шероховатости, например, несмотря на изменение между монтажом и демонтажем.
Кроме того, в соответствии с особо предпочтительным вариантом осуществления поверхность металлической шайбы очищена перед нанесением покрытия на нее, чтобы тем самым увеличить сцепление между покрытием и поверхностью. Добавочный материал фактически окажется размещенным в неровностях металлической шайбы, и, таким образом, обеспечивается возможность лучшего закрепления покрытия.
Например, поверхность металлической шайбы очищена механически. Поверхность шайбы предпочтительно исходно подвергнута обезжириванию.
В соответствии с особо предпочтительным вариантом осуществления изобретения металлическая стопорная шайба является плоской. Например, и в соответствии с изобретением две противоположные опорные поверхности шайбы с двумя венцами шайбы соответственно подвергнуты обработке. Таким образом, два венца могут стать закрепленными соответственно в гайке и в элементе, подлежащем затягиванию, в то время как две поверхности контактного взаимодействия выполнены с возможностью скольжения относительно друг друга. В соответствии с определенным вариантом осуществления металлическая стопорная шайба является конической и имеет один или два венца шайбы для поддержания осевого растягивающего напряжения в системе винт/гайка.
В соответствии с особо предпочтительным вариантом осуществления изобретения добавочный материал представляет собой карбид вольфрама или карбид хрома. Таким образом, получают покрытие, твердость которого по Виккерсу находится в пределах диапазона от 800 до 1500 HV, и износ которого, следовательно, является чрезвычайно малым, несмотря на чередование операций затягивания и отвинчивания. Кроме того, добавочный материал предпочтительно также содержит кобальт, и за счет этого вместе с карбидом вольфрама твердость по Виккерсу становится еще более высокой.
Что касается термического проекционного осаждения, то добавочный материал предпочтительно подвергают проекционному осаждению посредством плазмы.
Другие отличительные признаки и преимущества изобретения станут очевидными из нижеследующего описания вариантов его осуществления, приведенных в качестве неограничивающих примеров со ссылкой на сопровождающие чертежи, на которых:
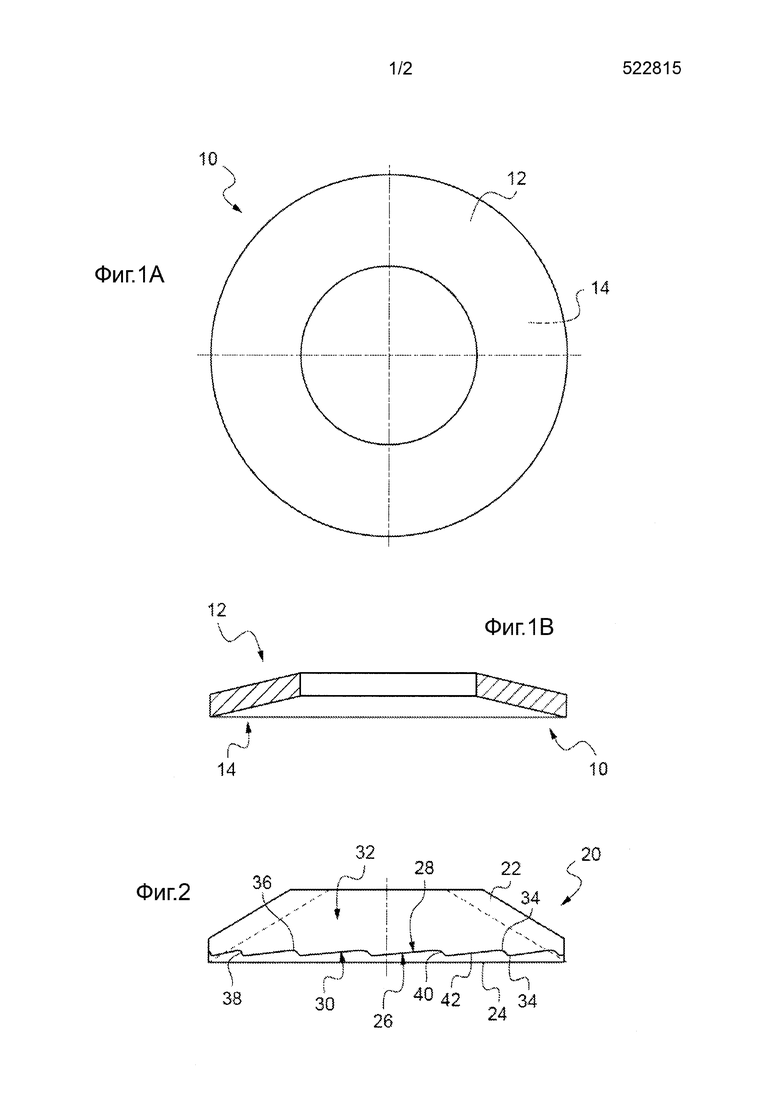
- фиг.1А представляет собой схематический вид сверху первой металлической стопорной шайбы с покрытием в соответствии с изобретением;
- фиг.1В представляет собой схематический аксиальный вид металлической шайбы, показанной на фиг.1А; и
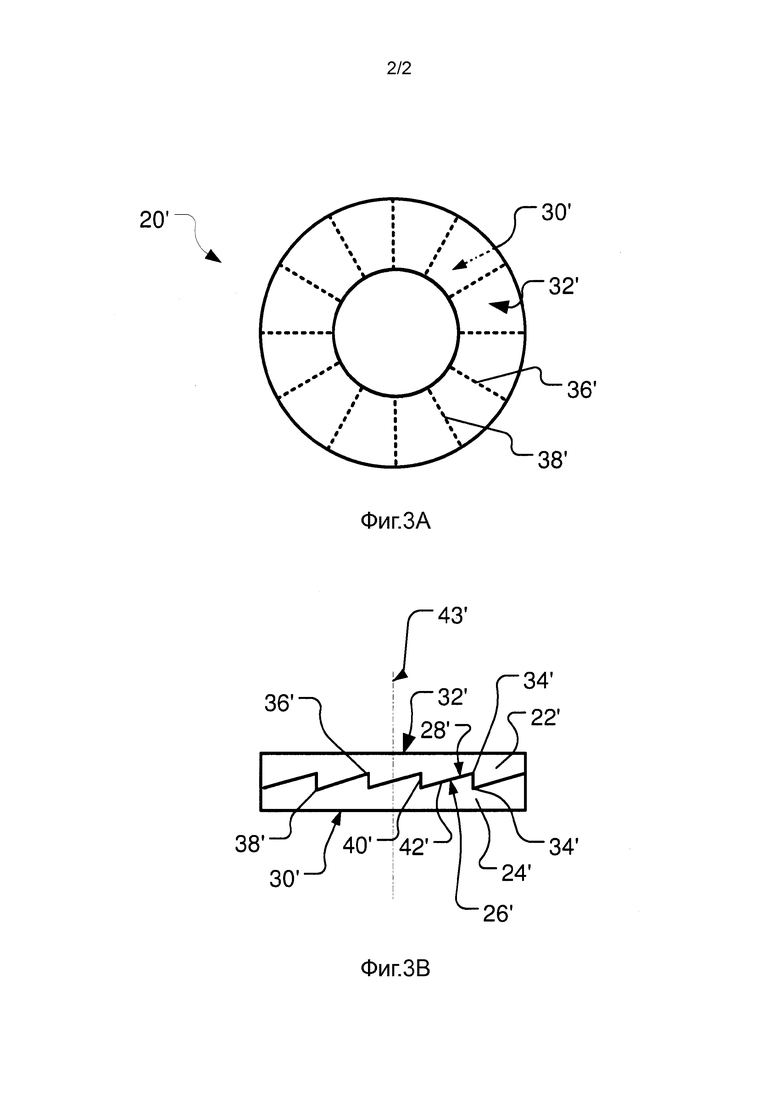
- фиг.2 представляет собой схематический вид второй металлической стопорной шайбы с покрытием в соответствии с изобретением;
- фиг.3 представляет собой схематический вид плоской металлической стопорной шайбы в соответствии с изобретением.
Предметом изобретения является металлическая стопорная шайба, имеющая по меньшей мере одну торцевую сторону, поверхность которой является шероховатой для увеличения, тем самым, параллельно сил трения поверхностей, находящихся в контакте в системе винт/гайка.
Для этого на контактную торцевую сторону нанесено шероховатое покрытие, которое получено посредством термического проекционного осаждения добавочного материала. Шероховатая поверхность образована таким способом.
Таким образом, посредством газа-носителя, обеспечивающего возможность ускорения и переноса частиц добавочного материала при повышенной температуре к поверхности шайбы на поверхности шайбы образуется шероховатое покрытие из добавочного материала.
Обычные технологии термического проекционного осаждения могут быть использованы успешным образом. К примерам подобных технологий относятся технологии плазменного типа, проекционное осаждение при струйном изменении текстуры поверхности, электродуговое осаждение, холодное проекционное осаждение или осаждение посредством детонационной пушки.
Плазменный способ предусматривает использование плазменной горелки, которая обеспечивает возможность расплавления и ускорения добавочного материала по направлению к поверхности, подлежащей обработке для образования покрытия. Проекционное осаждение при использовании струи для изменения текстуры поверхности состоит в образовании факела, имеющего очень высокую скорость эжекции газа для расплавления и ускорения добавочного материала. Электродуговое осаждение предусматривает использование холодного газа-носителя, например воздуха, и источника питания, создающего электрическую дугу между двумя проволоками из добавочного материала. Материал расплавляется и уносится газом-носителем к поверхности, подлежащей обработке, при одновременном непрерывном разматывании проволок. В отношении холодного проекционного осаждения следует указать, что оно состоит в ускорении - до очень высокой скорости - добавочного материала в виде порошка для обеспечения его термического превращения во время столкновения с поверхностью, подлежащей обработке. Что касается технологии с использованием детонационной пушки, то она обеспечивает возможность очень быстрого ускорения при повышенной температуре частиц добавочного материала.
Различные добавочные материалы пригодны в виде порошков или проволок для реализации способа по изобретению. Например, следует обратить внимание на карбид вольфрама, обозначаемый WC, который наносят в виде покрытия на стопорную шайбу. Карбид вольфрама также может быть соединен с кобальтом или никелем для повышения твердости покрытия. Благодаря кобальту покрытие будет иметь повышенную стойкость к коррозии, которая напрямую зависит от химического состава, толщины и пористости осажденного покрытия. Очевидно, могут рассматриваться другие материалы при условии, что они обеспечивают возможность создания покрытия, которое имеет повышенные уровни твердости, а также шероховатую поверхность, как будет разъяснено. Таким образом, к примерам относятся карбид хрома, нитрид бора, оксиды хрома, оксиды алюминия или определенные керамические материалы.
Кроме того, поверхность металлической шайбы, на которую должно быть нанесено покрытие, предпочтительно очищают перед нанесением покрытия. Предпочтительно сначала ее также обезжиривают. В этом случае очистка по существу обеспечивает улучшенное закрепление покрытия на металлической шайбе. Она может быть выполнена, например, посредством струйной очистки или посредством дробеструйной обработки. Могут быть использованы другие способы подготовки поверхности, например чисто химические или же химико-механические способы, и такие, которые приводят к осаждению базового слоя никеля-хрома для обеспечения возможности хорошего закрепления покрытия. Данный слой также обеспечивает возможность повышения коррозионной стойкости шайбы, и шероховатость покрытия увеличивается.
Таким образом, покрытие на конической стопорной шайбе 10, подобной показанной на фиг.1А и 1В, было образовано посредством термического проекционного осаждения добавочного материала, при этом шероховатое покрытие образует шероховатую поверхность. Шайба имеет две противоположные торцевые стороны 12, 14, соответствующие поверхности которых были исходно очищены перед нанесением на них покрытия из карбида вольфрама в качестве добавочного материала.
Толщина покрытия, получаемого таким образом, составляет 250 мкм, и его твердость по Виккерсу составляет 1000 HV. Кроме того, средняя глубина R микронеровностей покрытия составляет 32,5 мкм, что по существу соответствует среднеарифметическому отклонению Ra, составляющему 6,5 мкм. За счет такой шероховатости покрытие имеет средний коэффициент трения, составляющий 0,2, и, таким образом, достигаются силы трения, которые являются достаточно большими для избежания самоотвинчивания винтов, как будет разъяснено в дальнейшем, при двух разных режимах работы.
Кроме того, покрытие имеет отличную коррозионную стойкость, и оно может обладать стойкостью к повышенным температурам порядка 500°С.
Так, были проведены испытания конической стопорной шайбы 10 в узле винт/гайка в условиях осевого растягивающего напряжения, составляющего 41800 Н, при одновременном последовательном чередовании пяти операций затягивания и отвинчивания. При этом были проведены измерения как крутящего момента затяжки, необходимого для достижения аксиального растягивающего напряжения, составляющего 41800 Н, и трения головки винта о несущий элемент.
Результаты приведены в нижеследующей таблице I при сравнении с обычной металлической шайбой без покрытия.
Таким образом, достигается средний коэффициент трения под головкой винта относительно контактной торцевой стороны стопорной шайбы 10, составляющий 0,24, если рассматривать шайбу с покрытием, и 0,15, если рассматривать шайбу без покрытия. Кроме того, преимущества шайбы с покрытием ясно проявятся, поскольку чем выше трение под головкой, тем ниже риск того, что возможности для развинчивания системы винт/гайка будут большими.
Таким образом, покрытие имеет в значительной степени увеличенную твердость и шероховатость, которая является достаточно большой для обеспечения механического крепления всех материалов друг к другу. Преимущество данного решения состоит в образовании механического микрокрепления, обеспечивающего повышенный, регулируемый и постоянный коэффициент трения, квазинезависимый от материала, с которым контактирует покрытие, независимо от того, является ли он металлическим или неметаллическим типа композита, независимо от того, является ли он сухим, смазанным консистентной смазкой или даже смазанным жидкой смазкой, и это обеспечивается без образования дефектов поверхности, для которых характерна тенденция вызывать образование трещин и распространение усталостных трещин.
Кроме того, толщина осажденного материала остается малой при одновременном обеспечении его долговечности. Внутренние напряжения, воздействию которых он подвергается, являются низкими, и его усталостная прочность и ударостойкость, особенно во время операций затягивания/отвинчивания, являются высокими. Кроме того, он может выдерживать сильные упругие деформации во время операций затягивания/отвинчивания, когда шайбы являются коническими.
Подобный тип покрытия также был образован на стопорной шайбе 20 с двумя венцами шайбы, как показано на фиг.2.
Она содержит два венца 22, 24, наложенных коаксиально друг на друга и входящих в контактное взаимодействие между несущим элементом и головкой винта. Каждый из венцов 22, 24 имеет поверхность 26, 28 контактного взаимодействия и противоположную опорную поверхность/торцевую сторону 30, 32 с покрытием. Противоположная опорная поверхность 30, 32 с покрытием образует контактную поверхность. Поверхности контактного взаимодействия имеют радиальные асимметричные зубцы 34, имеющие, с одной стороны, вершину 36 и впадину 38 зубца, расположенную на определенном расстоянии в угловом направлении от вершины 36, и, с другой стороны, две противоположные боковые стороны 40, 42. Одна из боковых сторон 42 по существу наклонена относительно средней плоскости, определяемой венцом, и она простирается под углом между указанной вершиной 36 и указанной впадиной 38 зубца. Она предназначена для образования стороны скольжения. Угол наибольшего наклона боковых сторон 42 относительно средней плоскости должен быть значительно больше угла подъема резьбы в системе винт/гайка. Другая боковая сторона 40 по существу перпендикулярна к наклонной боковой стороне следующего зубца, и она образует сторону стопорения. Таким образом, поверхности 26, 28 контактного взаимодействия венцов шайбы предназначены для наложения друг на друга так, чтобы, с одной стороны, наклонные стороны 42 скольжения соответственно входили в контакт друг с другом и, с другой стороны, стороны 40 стопорения соответственно упирались друг в друга.
При этом противоположные опорные поверхности 30, 32 имеют покрытие из карбида вольфрама в качестве добавочного материала подобно конической стопорной шайбе 10, упомянутой выше.
Таким образом, когда стопорная шайба 20 с двумя венцами шайбы вставлена между головкой винта и несущим элементом с обеспечением контактного взаимодействия с ними, обеспечивается прилегание противоположных опорных поверхностей 30, 32 с покрытием соответственно к головке винта и с противоположной стороны - к несущему элементу. За счет шероховатости опорных поверхностей 30, 32 коэффициент трения головки винта об одну 32 из опорных поверхностей и, соответственно, другой опорной поверхности 30 о несущий элемент повышается по сравнению со стопорной шайбой без покрытия.
Таким образом, когда винт подвержен самоотвинчиванию, головка винта будет входить в контактное взаимодействие с одной 32 из опорных поверхностей и вызывать поворот соответствующего венца 22 шайбы относительно другого венца 24 шайбы, другая опорная поверхность 30 которого остается в контактном взаимодействии с несущим элементом. Таким образом, два венца 22, 24 шайбы будут стремиться повернуться относительно друг друга и вызывают смещение сторон 42 скольжения относительно друг друга, что за счет заклинивания вместе с винтом обеспечивает возможность прекращения процесса отвинчивания.
Таким образом, за счет шероховатого покрытия обеспечивается улучшенное закрепление опорных поверхностей 32, 30 и, следовательно, улучшенный эффект скольжения поверхностей скольжения, который сам по себе обеспечивает возможность улучшенной блокировки.
Был выполнен ряд испытаний для конических шайб другого типа, а именно шайб, имеющих диаметр 16 мм при нанесении на них разных покрытий в соответствии с разными технологическими процессами и разными реализациями. Таким образом, помимо плазменной технологии используется электродуговая технология. Кроме того, помимо карбида вольфрама также использовался карбид хрома. Были использованы разные значения толщины, и один единственный цикл или два цикла. Следовательно, были получены различные характеристики шероховатости поверхностей, и измерения трения выполнялись после первого затягивания, второго затягивания и третьего затягивания в узле винт/гайка при аксиальном растягивающем напряжении, составляющем 115000 Н.
Результаты данных испытаний приведены ниже в таблице II.
Три первых испытания с номерами 1-3 соответствуют шайбе с покрытием из карбида хрома, образованным посредством плазменной технологии в соответствии с первым рабочим процессом и в соответствии с соответствующими значениями толщины: 50 мкм, 100 мкм и 150 мкм за один единственный цикл.
Три следующих испытания с номерами 4-6 соответствуют шайбе с покрытием из карбида вольфрама, образованным посредством плазменной технологии в соответствии с указанным первым рабочим процессом и в соответствии с соответствующими значениями толщины: 50 мкм, 100 мкм и 150 мкм за один единственный цикл.
Два следующих испытания с номерами 7 и 8 соответствуют шайбе с покрытием из карбида вольфрама, образованным посредством плазменной технологии в соответствии с указанным первым рабочим процессом и в соответствии с соответствующими значениями толщины: 50 мкм и 100 мкм за два цикла.
Два следующих испытания с номерами 9 и 10 соответствуют шайбе с покрытием из карбида вольфрама, образованным посредством плазменной технологии в соответствии с другим рабочим процессом и в соответствии с соответствующими значениями толщины: 50 мкм и 100 мкм за один единственный цикл.
Три последних испытания с номерами 11-13 соответствуют шайбе с покрытием из карбида хрома, образованным посредством электродуговой технологии в соответствии с тремя разными рабочими процессами. Тем не менее, коэффициенты трения, полученные при использовании электродуговой технологии, превышают коэффициенты трения, полученные при использовании остальных способов, и они получены при предпочтительных затратах.
Таким образом, по сравнению с базовым коэффициентом трения, составляющим 0,150 и соответствующим конической шайбе, имеющей такие же размеры без покрытия, посредством шайб с покрытием достигается выигрыш более чем 40%.
Кроме того, покрытие из слоя цинка с толщиной 10 мкм предпочтительно наносят на шайбу с покрытием из карбида хрома, образованным посредством электродуговой технологии, для повышения коррозионной стойкости.
Вышеописанные примеры выполнены с коническими стопорными шайбами, при этом следует понимать, что изобретение, кратко рассмотренное выше, также может быть применено для плоской стопорной шайбы, содержащей два венца шайбы. В качестве примера данной шайбы на фиг.3А показана стопорная шайба 20’ с плоской конфигурацией. Стопорная шайба 20’ содержит два венца 22’, 24’, наложенных коаксиально друг на друга и предназначенных, например, для использования между несущим элементом и головкой винта. Каждый из венцов 22’, 24’ имеет поверхность 26’, 28’ контактного взаимодействия. Противоположная поверхность 30’, 32’ представляет собой опорную поверхность с покрытием и образует контактную торцевую сторону. Поверхности 26’, 28’ контактного взаимодействия имеют радиальные асимметричные зубцы 34’, также называемые выступами. Асимметричные зубцы 34’ имеют вершину 36’ и впадину 38’ зубца, расположенную на определенном расстоянии в угловом направлении от вершины 36’. Пунктирные линии на фиг.3А схематически показывают местоположение впадин 38’ зубцов и вершин 36’. Когда стопорная шайба 20’ собрана с двумя венцами 22’, 24’, вершины 36’ и впадины 38’ зубцов невозможно будет увидеть при рассматривании стопорной шайбы 20’ в положении по фиг.3А. Контактные поверхности 30’ и 32’ также показаны на фиг.3А, при этом контактная поверхность 30’ расположена с противоположной стороны стопорной шайбы 20’, как показано на фиг.3В. Как можно видеть, вершины 36’ и впадины 38’ зубцов расположены на расстоянии друг от друга в угловом направлении. Несмотря на то, что вершины 36’ и впадины 38’ зубьев показаны на фиг.3А и 3В как расположенные в одном и том же угловом положении, это не следует воспринимать как строгое требование. Это просто пример, и следует понимать, что боковая сторона 40’ может быть наклонена относительно осевой линии 43’ шайбы, и она необязательно имеет прямолинейную форму, и, как описано ниже, боковая сторона 40’ предпочтительно расположена по существу перпендикулярно к боковой стороне 42’. Кроме того, боковые стороны 42’ по существу наклонены относительно средней плоскости, определяемой венцом, и боковая сторона простирается в угловом направлении между указанной вершиной 36’ и указанной впадиной 38’ зубца. Она предназначена для образования стороны скольжения. Угол наибольшего наклона наклонных боковых сторон 42’ относительно средней плоскости должен быть значительно больше угла подъема резьбы в системе винт/гайка, для которой шайба должна применяться. Другая боковая сторона 40’ по существу перпендикулярна к наклонной боковой стороне следующего зубца, и она образует сторону стопорения. Таким образом, поверхности 26’, 28’ контактного взаимодействия венцов шайбы предназначены для наложения друг на друга так, чтобы, с одной стороны, наклонные стороны 42’ скольжения соответственно входили в контакт друг с другом и, с другой стороны, стороны 40’ стопорения соответственно упирались друг в друга.
Таким образом, на противоположные торцевые стороны/поверхности 30’, 32’ нанесено шероховатое покрытие, как описано в вышеприведенном описании. Таким образом, при отвинчивании винта, как рассмотрено выше, вместе с шайбой 20 будет возникать эффект заклинивания благодаря покрытию контактных торцевых сторон/поверхностей 30’, 32’, вызывающему повышенное трение и, тем самым, обеспечивающему поворот венцов 22’, 24’ шайбы относительно друг друга, что создает эффект клинового стопорения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТОПОРНАЯ ШАЙБА ДВОЙНОГО ДЕЙСТВИЯ | 2011 |
|
RU2594866C2 |
| Стопорное резьбовое соединение, в том числе для групповых соединений | 2024 |
|
RU2820745C1 |
| Подкладная шайба для предотвращения самоотвинчивания гаек | 1934 |
|
SU45873A1 |
| ЦЕПНАЯ ПЕРЕДАЧА (ВАРИАНТЫ) И СОСТАВЛЯЮЩИЕ ЕЕ ЭЛЕМЕНТЫ | 2007 |
|
RU2439398C2 |
| КОМПЛЕКТ ДЛЯ РЕПОЗИЦИИ И НАРУЖНОЙ ФИКСАЦИИ ОТЛОМКОВ КОСТЕЙ КОНЕЧНОСТЕЙ И/ИЛИ ТАЗА | 2015 |
|
RU2606269C2 |
| УЗЕЛ ТРЕНИЯ С РАДИАЛЬНО-ОСЕВЫМ ПОДШИПНИКОМ ИЗ МОДИФИЦИРОВАННОЙ ДРЕВЕСИНЫ | 2005 |
|
RU2279573C1 |
| Поворотный дисковый затвор с тройным эксцентриситетом | 2023 |
|
RU2802684C1 |
| Крепежный элемент стопорного резьбового соединения и стопорное резьбовое соединение с его использованием | 2020 |
|
RU2743320C1 |
| Крепежный элемент стопорного резьбового соединения и стопорное резьбовое соединение с его использованием | 2021 |
|
RU2755107C1 |
| СПОСОБ УВЕЛИЧЕНИЯ КОЭФФИЦИЕНТА СЦЕПЛЕНИЯ ДВУХ ЖЕСТКО СВЯЗАННЫХ МЕЖДУ СОБОЙ ВРАЩАЮЩИХСЯ ДЕТАЛЕЙ РОТОРА | 2009 |
|
RU2521494C2 |
Настоящее изобретение относится к металлической стопорной шайбе, предназначенной для установки в системе винт/гайка так, чтобы она была установлена между гайкой и несущим элементом с обеспечением контактного взаимодействия с ними. Техническим результатом является повышение трения между элементами. Металлическая стопорная шайба имеет контактную торцевую сторону, выполненную с возможностью входа в контакт с одним или другим из элементов, представляющих собой гайку и несущий элемент, при этом указанная контактная торцевая сторона имеет поверхность, которая выполнена с возможностью ее ввода во фрикционное взаимодействие с одним или другим из элементов, представляющих собой гайку и несущий элемент, при самоотвинчивании гайки. На указанную контактную торцевую сторону посредством термического проекционного осаждения добавочного материала нанесено шероховатое покрытие, образующее шероховатую поверхность для обеспечения возможности увеличения сил трения между контактной торцевой стороной металлической шайбы и одним или другим из элементов, представляющих собой гайку и несущий элемент. 10 з.п. ф-лы, 5 ил., 2 табл.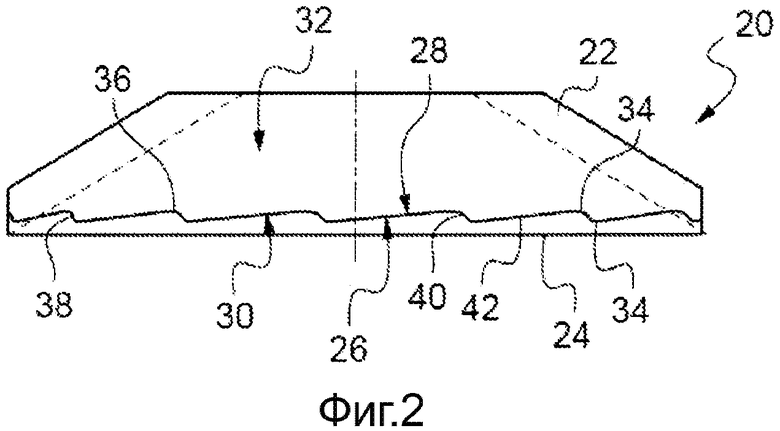
1. Металлическая стопорная шайба (10, 20, 20'), предназначенная для установки в системе винт/гайка между гайкой и несущим элементом с обеспечением контактного взаимодействия с ними, при этом указанная металлическая стопорная шайба имеет контактную торцевую сторону (12, 14; 30, 32; 30', 32'), выполненную с возможностью входа в контакт с гайкой или несущим элементом, при этом указанная контактная торцевая сторона (12, 14; 30, 32; 30', 32') имеет поверхность, которая выполнена с возможностью ее ввода во фрикционное взаимодействие с гайкой или несущим элементом, при самоотвинчивании гайки,
отличающаяся тем, что на указанную контактную торцевую сторону посредством термического проекционного осаждения добавочного материала нанесено шероховатое покрытие, образующее шероховатую поверхность для обеспечения возможности увеличения сил трения между контактной торцевой стороной (12, 14; 30, 32; 30', 32') металлической шайбы (10, 20, 20') и гайкой или несущим элементом, при этом металлическая стопорная шайба представляет собой стопорную шайбу с двумя венцами (22, 24; 22', 24') шайбы.
2. Металлическая стопорная шайба по п. 1, отличающаяся тем, что средняя глубина R микронеровностей шероховатого покрытия превышает десять микрон.
3. Металлическая стопорная шайба по п. 1 или 2, отличающаяся тем, что шероховатое покрытие имеет твердость по Виккерсу, превышающую 500 HV.
4. Металлическая стопорная шайба по п. 1, отличающаяся тем, что поверхность контактной торцевой стороны (12, 14; 30, 32; 30', 32') очищена перед нанесением покрытия на нее, чтобы тем самым увеличить сцепление между покрытием и поверхностью.
5. Металлическая стопорная шайба по п. 4, отличающаяся тем, что поверхность контактной торцевой стороны (12, 14; 30, 32; 30', 32') очищена механически.
6. Металлическая стопорная шайба по п. 1, отличающаяся тем, что металлическая стопорная шайба является плоской.
7. Металлическая стопорная шайба по п. 1, отличающаяся тем, что металлическая стопорная шайба (10, 20, 20') является конической.
8. Металлическая стопорная шайба по п. 1, отличающаяся тем, что добавочный материал представляет собой карбид вольфрама или карбид хрома.
9. Металлическая стопорная шайба по п. 8, отличающаяся тем, что добавочный материал дополнительно содержит кобальт.
10. Металлическая стопорная шайба по п. 1, отличающаяся тем, что добавочный материал проекционно осажден посредством плазмы.
11. Металлическая стопорная шайба по п. 1, отличающаяся тем, что два венца (22, 24; 22', 24') шайбы предназначены для наложения коаксиально друг на друга, при этом каждый из венцов (22, 24; 22', 24') шайбы имеет поверхность (26, 28; 26', 28') контактного взаимодействия, имеющую асимметричные радиальные зубцы (34; 34'), при этом угол наклона стороны скольжения асимметричного зубца (34; 34') существенно больше угла подъема резьбы в системе винт/гайка, для которой предназначена шайба.
| DE 102008056368 A1, 12.05.2010 | |||
| DE 102006023398 A1, 22.11.2007 | |||
| US 4778730 A, 18.10.1988 | |||
| DE 102008046911 A1, 01.04.2010 | |||
| Упругое болтовое соединение | 1990 |
|
SU1751482A1 |

