Область техники
Изобретение относится к устройству быстрого нагрева стального листа в линии непрерывного отжига, а более конкретно, к устройству быстрого нагрева в линии непрерывного отжига, пригодному для отжига первичной рекристаллизации листа текстурированной электротехнической стали.
Предшествующий уровень техники
В последнее время имеет место тенденция к увеличению скорости нагрева при отжиге холоднокатаных стальных листов, как описано в патентном документе 1. В частности, становится обычным делом выполнение быстрого нагрева при отжиге первичной рекристаллизации листов текстурированной электротехнической стали, используемых в качестве материала сердечников трансформаторов, электрических инструментов и т.п. Основная цель этого заключается в том, что в результате сокращения времени нагрева не только повышается эффективность производства, но быстрый нагрев также ускоряет эффект развития особой текстуры, чтобы улучшить магнитные свойства, как отмечается позднее.
В общем, ориентировка <111>//ND, в которой в большом количестве накоплена энергия деформации, предпочтительно приводит к восстановлению или рекристаллизации в процессе первичной рекристаллизации холоднокатаного листа стали, полученного при сильной вытяжке. В результате, если скорость нагрева, как обычно, составляет около 10°C/с, то текстура рекристаллизации после первичной рекристаллизации в основном содержит ориентировку <111>//ND, тогда как в случае, если поднять скорость нагрева выше упомянутой величины, то стальной лист нагревают до высокой температуры, вызывая рекристаллизацию до того, как восстановится ориентировка <111>//ND, так что первичная рекристаллизация также вызывает с трудом рекристаллизуемую ориентировку <110>//ND. Следовательно, ориентировка <110>//ND или ориентировка Госса ({110}<001>) в произведенном листе после вторичной рекристаллизации увеличивается, и в то же время уменьшается размер зерна, улучшая свойства потерь в стали.
Тем не менее, при вышеупомянутом быстром нагреве необходимо строго контролировать условия нагрева, такие как температура нагрева, время нагрева и т.п. Потому что если во время нагрева для отжига первичной рекристаллизации в листе стали имеет место изменение распределения температуры, то текстура листа стали изменяется после отжига первичной рекристаллизации, что дополнительно влияет на текстуру вторичной рекристаллизации после завершения отжига, увеличивая изменение магнитных свойств внутри листа текстурированной электротехнической стали.
Более того, по мере того как изменение температуры внутри листа стали, в частности изменение температуры в направлении по ширине листа, становится больше при прохождении листа через оборудование отжига, в листе стали возникают вертикальные складки или деформации, ухудшающие форму продукта, или, если лист стали оборачивается вокруг транспортного валика в печи, происходит сжатие, а в худшем случае происходит серьезное нарушение работы, такое как излом листа стали в печи и т.п.
В качестве технологии строгого контроля температуры в листе стали, например, в патентном документе 2 описана технология, в соответствии с которой неоднородность нагрева двумя или более устройствами индукционного нагрева делают минимальной с помощью элемента, компенсирующего нагрев, состоящего из проводящего материала в соединении между оболочками катушек соответствующих устройств индукционного нагрева, чтобы эффективно использовать утечку магнитного потока из катушки индукционного нагрева.
Документы известного уровня техники
Патентные документы
Патентный документ 1: JP-A-H01-290716
Патентный документ 2: JP-A-2008-266727
Сущность изобретения
Задача, решаемая изобретением
Тем не менее, даже в технологии, описанной в патентном документе 2, в действительности имеет место тенденция к тому, что в случае быстрого нагрева, например индукционного нагрева, легко вызвать изменение температуры в листе стали, особенно в направлении по его ширине. В результате, быстрый нагрев вызывает не только изменение формы листа стали, и получающееся в результате ухудшение формы, проблемы при работе и т.д., но также изменение магнитных свойств произведенной катушки, что является причиной ухудшения качества произведенного листа.
Изобретение направлено на решение проблем, присущих обычным технологиям, и создание устройства быстрого нагрева в линии непрерывного отжига, в котором можно выполнить равномерным распределение температуры в листе стали, в частности, в направлении по его ширине, чтобы улучшить качество, например, форму листа стали, магнитные свойства и т.д., даже если лист стали быстро нагревают в устройстве индукционного нагрева.
Решение задачи
Для решения вышеупомянутой проблемы были проведены различные исследования в области конструирования и расположения устройств индукционного нагрева, расположенных в зоне нагрева линии непрерывного отжига. В результате было установлено, что эффективным будет расположение двух или более устройств индукционного нагрева в передней половине зоны нагрева и обеспечение области остановки нагрева, в которой временно останавливают нагрев, или области медленного нагрева, в которой выполняют медленный нагрев (далее называемые вместе "областью регулирования скорости нагрева") между устройствами индукционного нагрева для равномерного распределения температуры по листу стали, и было выполнено изобретение.
То есть изобретение представляет собой устройство быстрого нагрева в линии непрерывного отжига листа стали, содержащее зону нагрева, зону выдержки и зону охлаждения, причем два или более устройств индукционного нагрева расположены последовательно в передней половине зоны нагрева и между двумя или более устройствами индукционного нагрева выполнена область регулирования скорости нагрева.
В устройстве быстрого нагрева в соответствии с изобретением область регулирования скорости нагрева представляет собой область остановки нагрева.
Также в устройстве быстрого нагрева в соответствии с изобретением область регулирования скорости нагрева представляет собой область медленного нагрева.
Кроме того, в устройстве быстрого нагрева в соответствии с изобретением область регулирования скорости нагрева выполнена с нагревательным устройством для нагрева листа стали со скоростью нагрева от 0°C/с до 10°C/с.
В устройстве быстрого нагрева в соответствии с изобретением область регулирования скорости нагрева расположена в температурной зоне, где лист стали нагрет до 250~600°C.
Также в устройстве быстрого нагрева в соответствии с изобретением область регулирования скорости нагрева имеет длину 1~30 м.
Кроме того, в устройстве быстрого нагрева в соответствии с изобретением лист стали нагревают со скоростью нагрева не менее 50°C/с в области, снабженной этим устройством.
В устройстве быстрого нагрева в соответствии с изобретением лист стали, который необходимо нагреть, представляет собой холоднокатаный материал для листа электротехнической стали, содержащий Si не более 8,0 масс. %.
Результат изобретения
В соответствии с изобретением два или более устройств индукционного нагрева расположены последовательно в передней половине зоны нагрева линии непрерывного отжига и между двумя или более устройствами индукционного нагрева выполнена область регулирования скорости нагрева длиной 1-30 м, предназначенная для остановки нагрева или выполнения медленного нагревания, причем в этой области способствуют равномерному распределению температуры в листе стали для уменьшения изменения температуры в направлении по ширине, возникающего из-за быстрого нагрева, так чтобы нарушения, возникающие при прокате листа, такие как некачественная форма листа стали, сжатие и т.п. и изменение магнитных свойств в листе стали, можно было существенно снизить. Более того, в соответствии с изобретением область регулирования скорости нагрева выполнена на пути нагрева, в силу чего достаточное количество энергии деформации, накопленной в ориентировке <111>//ND, может быть высвобождено, чтобы сравнительно увеличить соотношение ориентировки <110>//ND к ориентировке <111>//ND в текстуре первичной рекристаллизации, так что эффект по сравнению с обычной технологией улучшения магнитных свойств посредством быстрого нагрева также может быть усилен.
Краткое описание чертежей
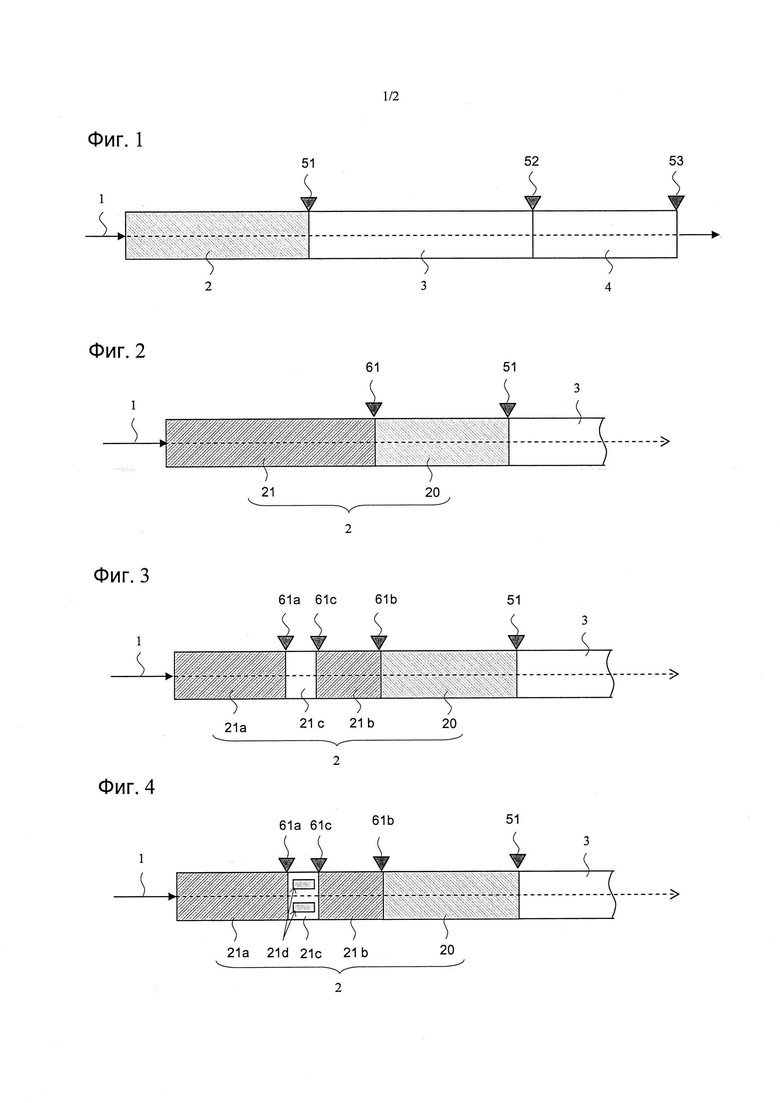
На фиг. 1 показана конструкция линии непрерывного отжига в обычной технологии, схематичный вид;
на фиг. 2 - устройство быстрого нагрева с устройством индукционного нагрева, схематичный вид;
на фиг. 3 - устройство быстрого нагрева в соответствии с изобретением, схематичный вид;
на фиг. 4 - другое устройство быстрого нагрева в соответствии с изобретением, схематичный вид;
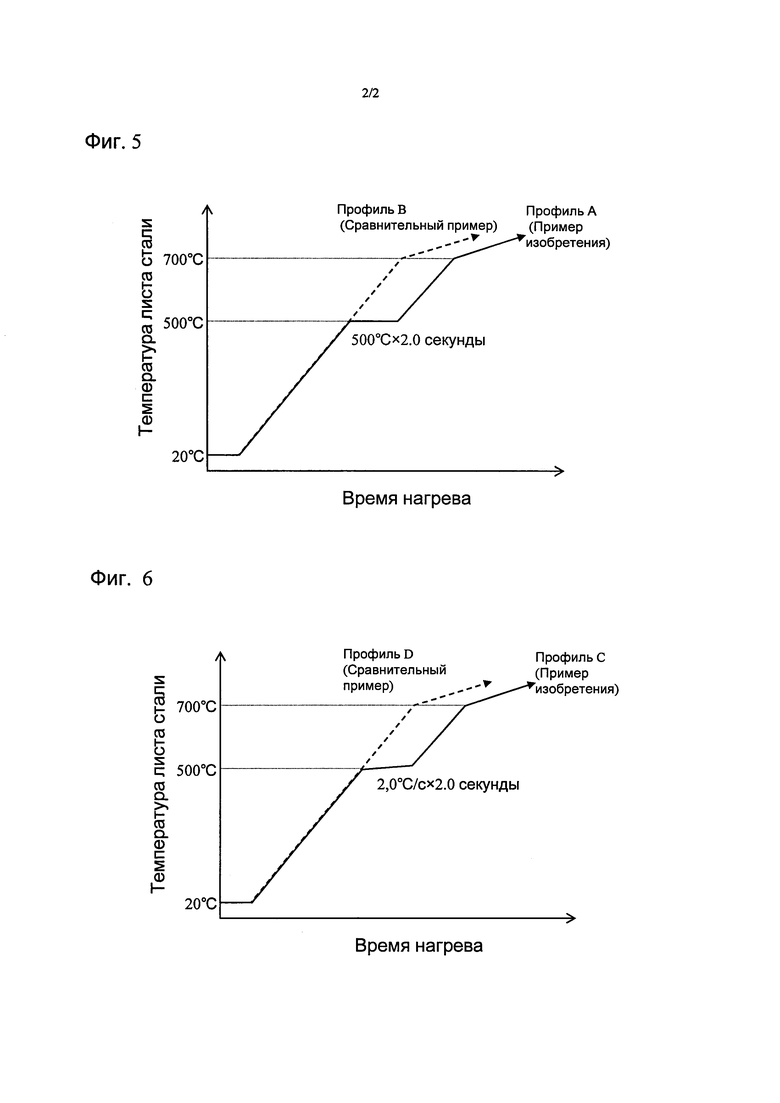
на фиг. 5 - диаграмма, поясняющая профиль распределения температуры согласно примеру 1 с устройством быстрого нагрева, показанным на фиг. 3;
на фиг. 6 - диаграмма, поясняющая профиль распределения температуры согласно примеру 2 с устройством быстрого нагрева, показанным на фиг. 4.
Варианты осуществления изобретения
Устройство быстрого нагрева в соответствии с изобретением будет точно описано при рассмотрении случая его применения в линии непрерывного отжига для отжига первичной рекристаллизации листа текстурированной электротехнической стали, как в примере, приведенном далее.
На фиг. 1 схематично показан пример общей конструкции части линии непрерывного отжига с печью, используемой для отжига первичной рекристаллизации или отжига первичной рекристаллизации в сочетании с обезуглероживающим отжигом листа текстурированной электротехнической стали, подвергнутого холодной прокатке до конечной толщины (толщины изделия). Часть линии непрерывного отжига с печью обычно состоит из зоны 2 нагрева радиационной трубы системы нагрева, зоны 3 выдержки электрического нагревателя нагревательной системы и зоны 4 охлаждения. Лист 1 стали, транспортируемый от входа зоны 2 нагрева (левая сторона на фиг. 1) внутрь печи, нагревают до заданной температуры выдержки в зоне 2 нагрева, удерживают при температуре выдержки в зоне 3 выдержки в течение заданного времени, охлаждают до комнатной температуры в зоне 4 охлаждения, а затем передают наружу печи (правая сторона фиг. 1). На фиг. 1 показана транспортировка листа стали в горизонтальном направлении через внутреннюю часть печи горизонтального типа, но лист стали может быть аналогично перемещен в печи посредством нескольких транспортных валиков, расположенных сверху и снизу или справа и слева внутри печи, для осуществления термической обработки. Более того, температуру листа стали контролируют, например, посредством устройства 51~53 измерения температуры стали или подобного устройства, расположенного на выходе каждой зоны.
На фиг. 2 показана зона нагрева в соответствии с обычной технологией, в которой устройство 21 индукционного нагрева, способное выполнять быстрый нагрев, расположено перед зоной 20 нагрева радиационной трубы системы нагрева для осуществления быстрого нагрева от комнатной температуры до заданной, а затем выполняют нагрев до температуры выдержки посредством радиационной трубы.
Причина, по которой посредством быстрого нагрева устройством индукционного нагрева улучшаются магнитные свойства, как отмечено выше, заключается в том, что можно способствовать получению ориентировки Госса (ориентировки {110}<001>) в <110>//ND в качестве центров вторичной рекристаллизации посредством быстрого нагрева, как было отмечено ранее, чтобы, тем самым, улучшить текстуру вторичной рекристаллизации.
Тем не менее, если лист стали нагревают с использованием устройства индукционного нагрева, как показано на фиг. 2, в зоне нагрева, как отмечалось ранее, то становится легче сделать равномерным распределение температуры в листе стали, в частности по направлению его ширины, потому что скорость нагрева листа стали высокая. Например, разница температур в направлении по ширине (самая высокая температура - самая низкая температура), измеренная устройством 61 измерения температуры листа, расположенным на выходе устройства 21 индукционного нагрева, показанного на фиг. 2, может доходить до 150°C. Следовательно, в листе стали возникают вертикальные складки, деформации и т.п., ухудшающие форму продукта, или лист стали оборачивается вокруг транспортного валика в печи, что приводит к сжатию, а в худшем случае происходит серьезное нарушение работы, такое как излом листа стали в печи и т.п.
Поэтому для решения вышеупомянутых задач в соответствии с изобретением устройство 21 индукционного нагрева, показанное на фиг. 2, разделено на два устройства 21а и 21b и эти устройства расположены так, что их разделяет участок 21c канала, а на пути области выполнения быстрого нагрева, как показано на фиг. 3, выполнена область остановки нагрева. Благодаря области остановки нагрева лист стали удерживают при заданной температуре на пути нагрева в течение заданного времени, так что посредством термической диффузии уменьшается неравномерность температуры в листе стали, в частности, по направлению его ширины, и, следовательно, можно не только улучшить некачественную форму, но также снизить изменение магнитных свойств.
Как вариант, устройство 21 индукционного нагрева, показанное на фиг. 2, разделено на два устройства 21а и 21b и эти устройства расположены так, что их разделяет участок 21c канала, а на пути области выполнения быстрого нагрева, как показано на фиг. 4, выполнена область медленного нагрева. Предпочтительно, чтобы внутри участка 21c канала, такого как область медленного нагрева, была размещена пара нагревательных устройств 21d, способных медленно нагревать лист стали со скоростью нагрева от 0°C/с до 10°C/с, которые, например, расположены так, чтобы быть направленными в сторону передней и задней грани листа стали. Посредством этих устройств можно более эффективно уменьшить изменение температуры в листе стали, в частности, в направлении по его ширине, чем посредством нагревательного устройства, показанного на фиг. 3, не имеющего пары нагревательных устройств. В результате можно не только уменьшить неравномерность температуры в листе стали, в частности в направлении по его ширине, для улучшения формы, но также дополнительно снизить изменение магнитных свойств.
Рассмотренный механизм улучшения изменения температуры посредством такого нагревательного устройства заключается в следующем.
Сначала, если в качестве одной из конструктивных особенностей между устройствами индукционного нагрева выполнена область медленного нагрева определенной длины в соответствии с изобретением, посредством термической диффузии сокращается изменение температуры листа стали, образующееся в зоне индукционного нагрева, когда лист стали проходит через область медленного нагрева. Кроме того, если в качестве другой конструктивной особенности в соответствии с изобретением нагревательное средство, такое как нагреватель или подобное, расположено в области медленного нагрева, то эффект равномерного распределения температуры в направлении по ширине с помощью нагревательного средства добавляется к вышеупомянутой термической диффузии в листе стали, так что предел роста температуры в участке листа стали высокой температуры небольшой, в то время как предел роста температуры в участке листа стали низкой температуры становится больше, и, следовательно, можно осуществлять нагрев, уменьшая изменение температуры. В результате можно еще снизить изменение температуры по сравнению со случаем, когда отсутствует нагревательное средство.
Нагревательное средство нагревательного устройства 21d не является особым образом ограниченным, и можно использовать любое средство, такое как электрический нагреватель, радиационная труба, продувка высокотемпературным газом и т.п., лишь бы уменьшить изменение температуры в листе стали.
Причина, по которой при выполнении участка 21c канала, т.е. области остановки нагрева или области медленного нагрева (области регулирования скорости нагрева) дополнительно улучшаются магнитные свойства по сравнению с обычным быстрым нагревом, заключается в том, что, выполняя область регулирования скорости нагрева на пути процесса нагрева, можно высвободить достаточное количество накопленной энергии деформации ориентировки <111>//ND и дополнительно можно сравнительно увеличить соотношение ориентировки <110>//ND к ориентировке <111>//ND в текстуре первичной рекристаллизации по сравнению с обычной технологией.
Для достижения вышеупомянутого эффекта улучшения предпочтительно, чтобы участок 21c канала был выполнен в температурной зоне 250°C-600°C. Потому что изобретение основано на технической идее, которая заключается в том, что преобладание рекристаллизации <111>//ND снижается при удержании в температурной зоне, вызывающей снижение плотности дислокаций, и рекристаллизация отсутствует в течение короткого времени или при медленном нагреве такой зоны. Поэтому вышеупомянутого эффекта не получают в зоне температур ниже 250°C, предполагая по существу отсутствие движения дислокаций, тогда как в зоне температур, превышающих 600°C, начинается рекристаллизация <111>//ND, и, следовательно, нельзя способствовать образованию ориентировки {110}<001>, даже если поддерживать температуру выше 600°C или выполнять медленный нагрев при такой температуре. Более предпочтительно, чтобы нижняя граница температуры в области расположения участка канала была не ниже 350°C, еще более предпочтительно не ниже 400°C, тогда как более предпочтительно, чтобы верхняя ее граница была не более 550°C, еще более предпочтительно не более 520°C.
Также предпочтительно, чтобы длина участка 21 с канала или длина области регулирования скорости нагрева была в диапазоне 1-30 м. Если длина меньше 1 м, то время остановки нагрева (поддержания постоянной температуры) или время медленного нагрева слишком мало, а равномерность температуры в листе стали недостаточна, и не достигают эффекта улучшения формы или магнитных свойств. Тогда как если она превосходит 30 м, то время остановки нагрева или время медленного нагрева становится слишком большим и активизируется восстановление прокатанной структуры, и, следовательно, имеется риск того, что вторичная рекристаллизация будет недостаточной. В связи с этим время остановки нагрева или медленного нагрева (время, требуемое для прохождения листа стали через участок 21c канала) предпочтительно варьируется от 1 до 10 секунд. Более предпочтительно, чтобы нижняя граница длины в области регулирования скорости нагрева была не меньше 3 м, еще более предпочтительно не меньше 5 м, тогда как более предпочтительно, чтобы верхняя ее граница была не более 20 м, еще более предпочтительно не более 10 м.
Чтобы достичь эффекта улучшения магнитных свойств, область выполнения быстрого нагрева с помощью устройства индукционного нагрева предпочтительно представляет собой область температур от комнатной температуры до, по меньшей мере, 700°C. Причина, по которой верхний предел составляет 700°C, заключается в том, что температура предпочтительной рекристаллизации <111>//ND не выше чем 700°C, и если выполняют быстрый нагрев до температуры, превосходящей 700°C, то не только подавляется эффект улучшения магнитных свойств, но также требуемая для нагрева энергия неприемлемо возрастает.
Также, чтобы достичь эффекта улучшения магнитных свойств, скорость нагрева в области расположения устройства индукционного нагрева предпочтительно должна составлять не менее 50°C/с. Если она меньше 50°C/с, то эффект улучшения магнитных свойств недостаточен. Тем не менее, если быстрый нагрев осуществляют со скоростью не меньше 350°C/с, то эффект улучшения магнитных свойств подавляется, так что верхняя граница предпочтительно составляет около 350°C/с. Более предпочтительно, чтобы нижняя граница скорости нагрева была не ниже 60°C/с, еще более предпочтительно не ниже 70°C/с, тогда как более предпочтительно, чтобы верхняя ее граница была не более 300°C/с, еще более предпочтительно не более 250°C/с. Более того, скорость нагрева означает среднюю скорость нагрева в течение времени нагрева, получаемого путем вычитания времени нахождения в области остановки нагрева или в области медленного нагрева из времени нагрева от комнатной температуры до, по меньшей мере, 700°C.
Хотя описание выше приведено для случая, когда устройство 21 индукционного нагрева разделено на две части 21а и 21b, каждое устройство 21а и 21b индукционного нагрева может представлять собой одно устройство или состоять из нескольких частей. Если оно состоит из нескольких частей, то каждое устройство 21а и 21b индукционного нагрева на стороне участка 21c канала является подвижным в направлении перемещения листа стали. Например, устройство 21а индукционного нагрева перемещают по направлению к стороне устройства 21b либо устройство 21b индукционного нагрева перемещают по направлению к стороне устройства 21а, тем самым можно изменять положение участка 21c канала, т.е. температурную зону области остановки нагрева или области медленного нагрева.
Применяя устройство быстрого нагрева в соответствии с изобретением в линии непрерывного отжига листа стали, подвергаемого быстрому нагреву, как упоминалось выше, можно не только улучшить форму листа стали, но также можно контролировать текстуру после рекристаллизации, так что его эффективно применять при отжиге первичной рекристаллизации холоднокатаного листа текстурированной электротехнической стали, в котором массовая доля Si не превосходит 8,0%, или при отжиге первичной рекристаллизации в сочетании с обезуглероживающим отжигом листа, или при отжиге конечного холоднокатаного листа текстурированной электротехнической стали. Более того, предпочтительно, чтобы массовая доля Si была не меньше 1,5%, более предпочтительно не меньше 2,5%, тогда как предпочтительно, чтобы верхняя ее граница была не более 6,0%, более предпочтительно не более 4,0%.
Пример 1
Холоднокатаный лист стали конечной толщиной 0,3 мм, произведенный из сляба, содержащего С: 0,070 масс. %, Si: 3,35 масс. %, Mn: 0,10 масс. %, Al: 0,025 масс. %, N: 0,012 масс. %, S: 0,01 масс. %, Se: 0,01 масс. %, Sb: 0,01 масс. %, Sn: 0,05 масс. %, а остальную часть составляет Fe и неизбежные загрязнения, подвергли отжигу первичной рекристаллизации в сочетании с обезуглероживающим отжигом в печи непрерывного отжига, выполненной с зоной нагрева, зоной выдержки и зоной охлаждения. Зону нагрева печи непрерывного отжига выполнили так, чтобы устройство 21 индукционного нагрева располагалось перед зоной 20 нагрева радиационной трубы нагревательной системы, и чтобы устройство 21 индукционного нагрева дополнительно разделялось на две части 21а и 21b, относительно подвижные в направлении перемещения листа стали, и чтобы в качестве области остановки нагрева между устройствами 21а и 21b был выполнен участок 21c канала, как показано на фиг. 3.
Нагрев с помощью вышеупомянутого оборудования выполняли с двумя профилями распределения температуры, как показано на фиг. 5, следующим образом.
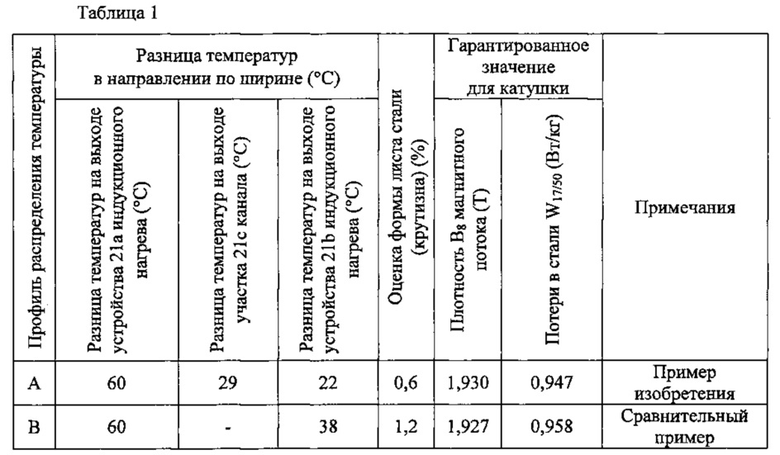
Профиль А: Профиль распределения температуры в соответствии с изобретением, причем между устройствами 21а и 21b индукционного нагрева выполнили участок 21c канала длиной примерно 2,5 м (область остановки нагрева) и лист нагревали от комнатной температуры (20°C) до 500°C со скоростью 75°C/с в первом устройстве 21а, удерживали при температуре 500°C в течение примерно 2 секунд в участке 21c канала, нагревали до 700°C со скоростью 75°C/с в следующем устройстве 21b, а затем с помощью радиационной трубы нагревали до температуры выдержки, равной 850°C, со средней скоростью нагрева 15°C/с.
Профиль В: Профиль распределения температуры в соответствии с обычной технологией, в которой лист сразу нагревали от комнатной температуры (20°C) до 700°C со скоростью 75°C/с, без участка канала 21c (области остановки нагрева) между устройствами 21а и 21b индукционного нагрева, а затем с помощью радиационной трубы нагревали до температуры выдержки, равной 850°C, со средней скоростью нагрева 15°C/с.
В этом случае распределение температуры в листе стали по направлению его ширины измеряли с помощью устройств 61а, 61c и 61b измерения температуры листа, расположенных на выходе устройства 21а индукционного нагрева, на выходе участка 21c канала и на выходе устройства 21b индукционного нагрева, чтобы определить разницу между самой высокой температурой и самой низкой температурой, и в то же время с помощью лазерного измерителя смещения измеряли форму листа стали на выходе устройства 21b индукционного нагрева для определения крутизны.
После этого поверхность листа стали, подвергнутого отжигу первичной рекристаллизации в сочетании с обезуглероживающим отжигом в соответствии с вышеописанным профилем распределения температуры, покрывали отжиговым сепаратором, высушивали, подвергали окончательному отжигу и дополнительно выпрямляющему отжигу в сочетании с прокаливанием и корректировкой формы изолирующей пленки в соответствии с обычным способом для получения готового листа текстурированной электротехнической стали.
Тестовые образцы выбрали из готового листа, таким образом, получили всего 5 мест на переднем конце и заднем конце катушки и в положениях 1/4, 2/4 и 3/4 от переднего конца по всей длине катушки и в соответствии с методом Эпштейна, определенным в Японском промышленном стандарте С2550, измерили плотность B8 магнитного потока и потери W17/50 в стали. Среди измеренных величин наихудшее значение плотности B8 магнитного потока и потерь W17/50 в стали брали в качестве гарантированного значения для всей катушки.
Результаты показаны в таблице 1. Как видно из этих результатов, разница температур в направлении по ширине листа стали во время нагрева существенно уменьшилась, и, следовательно, стала стабильной не только форма листа стали для улучшения прохождения листа через оборудование отжига, но также сократился разброс магнитных свойств в листе стали для улучшения гарантированного значения в катушке.
Пример 2
Лист холоднокатаный стали конечной толщиной 0,3 мм, произведенный из сляба, содержащего С: 0,070 масс. %, Si: 3,35 масс. %, Mn: 0,10 масс. %, Al: 0,025 масс. %, N: 0,012 масс. %, S: 0,01 масс. %, Se: 0,02 масс. %, Sb: 0,02 масс. %, Sn: 0,02 масс. %, а остальную часть составляет Fe и неизбежные загрязнения, подвергали отжигу первичной рекристаллизации в сочетании с обезуглероживающим отжигом в печи непрерывного отжига, выполненной с зоной нагрева, зоной выдержки и зоной охлаждения. Зону нагрева печи непрерывного отжига выполнили так, чтобы устройство 21 индукционного нагрева располагалось перед зоной 20 нагрева радиационной трубы нагревательной системы, и чтобы устройство 21 индукционного нагрева дополнительно состояло из двух частей 21а и 21b, относительно подвижных в направлении перемещения листа стали, и чтобы между устройствами 21а и 21b был выполнен участок 21c канала с нагревательным устройством 21d, способным медленно нагревать лист стали, как показано на фиг. 4.
Нагрев с помощью вышеупомянутого оборудования выполняли с двумя профилями распределения температуры, как показано на фиг. 6, следующим образом.
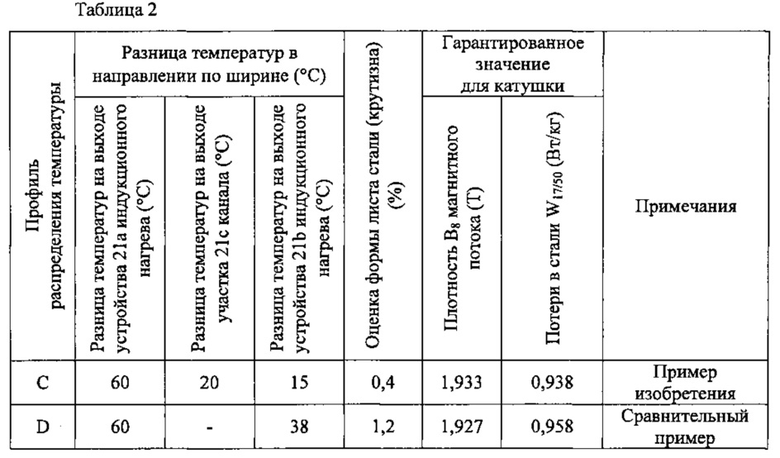
Профиль С: Профиль распределения температуры в соответствии с изобретением, причем между устройствами 21а и 21b индукционного нагрева выполнили участок 21с канала длиной примерно 2,5 м (область медленного нагрева) и лист нагревали от комнатной температуры (20°С) до 500°C со скоростью 75°C/с в первом устройстве 21а, медленно нагревали со скоростью 2,0°C/с в течение 2,0 секунд в участке 21c канала, нагревали до 700°C со скоростью 75°C/с в следующем устройстве 21b, а затем с помощью радиационной трубы нагревали до температуры выдержки, равной 850°C, со средней скоростью нагрева 15°C/с.
Профиль D: Профиль распределения температуры в соответствии с обычной технологией, в которой лист сразу нагревали от комнатной температуры (20°C) до 700°C со скоростью 75°C/с, не выполняя участка канала 21c (области медленного нагрева) между устройствами 21а и 21b индукционного нагрева, а затем с помощью радиационной трубы нагревали до температуры выдержки, равной 850°C, со средней скоростью нагрева 15°C/с.
В этом случае распределение температуры в листе стали по направлению его ширины измеряли с помощью устройств 61а, 61c и 61b измерения температуры листа, расположенных на выходе устройства 21а индукционного нагрева, на выходе участка 21c канала и на выходе устройства 21b индукционного нагрева, чтобы определить разницу между самой высокой температурой и самой низкой температурой, и в то же время с помощью лазерного измерителя смещения измеряли форму листа стали на выходе устройства 21b индукционного нагрева для определения крутизны.
После этого поверхность листа стали, подвергнутого отжигу первичной рекристаллизации в сочетании с обезуглероживающим отжигом в соответствии с вышеописанным профилем распределения температуры, покрывали отжиговым сепаратором, высушивали, подвергали окончательному отжигу и дополнительно выпрямляющему отжигу в сочетании с прокаливанием и корректировкой формы изолирующей пленки в соответствии с обычным способом для получения готового листа текстурированной электротехнической стали.
Тестовые образцы выбрали из готового листа, таким образом, получили всего 5 мест на переднем конце и заднем конце катушки и в положениях 1/4, 2/4 и 3/4 от переднего конца по всей длине катушки и в соответствии с методом Эпштейна, определенным в Японском промышленном стандарте С2550, измерили плотность B8 магнитного потока и потери W17/50 в стали. Среди измеренных величин наихудшее значение плотности B8 магнитного потока и потерь W17/50 в стали брали в качестве гарантированного значения для всей катушки.
Результаты показаны в таблице 2. Как видно из этих результатов, разница температур в направлении по ширине листа стали во время нагрева существенно уменьшилась, и, следовательно, стала стабильной не только форма листа стали для улучшения прохождения листа через оборудование отжига, но также сократился разброс магнитных свойств в листе стали для улучшения гарантированного значения в катушке.
Промышленная применимость
Устройство быстрого нагрева в соответствии с изобретением может изменить текстуру листа стали в предпочтительные свойства посредством управления рекристаллизацией. Поэтому изобретение не ограничено областью листов текстурированной электротехнической стали и может быть применено в областях листов нетекстурированной электротехнической стали, для которых требуется контроль текстуры, тонких листов стали для автомобилей, требующих способности к глубокой вытяжке, тонких листов стали, требующих контроля анизотропии, и т.д.
Ссылочные обозначения
1: лист стали (стальная полоса)
2: зона нагрева
2: участок нагрева зоны нагрева с радиационной трубой
21, 21а, 21b: устройство индукционного нагрева
21c: участок канала (область остановки нагрева или область медленного нагрева)
21d: устройство медленного нагрева
3: зона выдержки
4: зона охлаждения
51, 52, 53: устройство измерения температуры листа
61а, 61b, 61c: устройство измерения температуры листа в области индукционного нагрева
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТА ИЗ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2014 |
|
RU2613818C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТА ЭЛЕКТРОТЕХНИЧЕСКОЙ ТЕКСТУРИРОВАННОЙ СТАЛИ | 2013 |
|
RU2595190C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТА ИЗ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2014 |
|
RU2621497C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТА ЭЛЕКТРОТЕХНИЧЕСКОЙ ТЕКСТУРИРОВАННОЙ СТАЛИ | 2013 |
|
RU2599942C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТА ИЗ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2013 |
|
RU2610204C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТА ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2013 |
|
RU2597464C2 |
| ЛИСТ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С НИЗКИМИ ПОТЕРЯМИ В ЖЕЛЕЗЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2674502C2 |
| ЛИСТ ИЗ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ПРЕВОСХОДНЫМИ МАГНИТНЫМИ СВОЙСТВАМИ И АДГЕЗИЕЙ ПОКРЫТИЯ | 2014 |
|
RU2639178C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТА ИЗ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2012 |
|
RU2600463C1 |
| ГОРЯЧЕКАТАНЫЙ СТАЛЬНОЙ ЛИСТ ДЛЯ ЛИСТА ИЗ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТА ИЗ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2017 |
|
RU2736566C2 |
Изобретение относится к области металлургии. Для обеспечения равномерного нагрева листа из холоднокатаной электротехнической стали, улучшения качества формы листа стали и его магнитных свойств в линии непрерывного отжига листов стали, содержащей зону нагрева, зону выдержки и зону охлаждения, последовательно в передней половине зоны нагрева расположены два или более устройств индукционного нагрева, а в температурной зоне, где температура листа стали между двумя или более устройствами индукционного нагрева составляет от 250°C до 600°C, выполнена область остановки нагрева длиной 1-30 м или область медленного нагрева со скоростью от более 0°C/с до 10°C/с. 10 з.п. ф-лы, 2 табл., 6 ил.
1. Устройство для нагрева листа электротехнической стали в линии непрерывного отжига, содержащее зону нагрева, зону выдержки и зону охлаждения, отличающееся тем, что в передней половине зоны нагрева последовательно расположены по меньшей мере два устройства индукционного нагрева, между которыми выполнена область регулирования скорости нагрева, имеющая длину 1-30 м.
2. Устройство по п. 1, в котором область регулирования скорости нагрева представляет собой область остановки нагрева.
3. Устройство по п. 1, в котором область регулирования скорости нагрева представляет собой область медленного нагрева.
4. Устройство по п. 3, в котором область регулирования скорости нагрева снабжена нагревательным устройством для нагрева листа стали со скоростью нагрева от более 0°С/с до 10°С/с.
5. Устройство по одному из пп. 1-4, в котором область регулирования скорости нагрева расположена в температурной зоне, в которой лист стали нагревается до 250-600°С.
6. Устройство по одному из пп. 1-4, в котором лист стали нагревается со скоростью нагрева не менее 50°С/с в области устройства индукционного нагрева.
7. Устройство по п. 5, в котором лист стали нагревается со скоростью нагрева не менее 50°С/с в области устройства индукционного нагрева.
8. Устройство по одному из пп. 1-4, которое предназначено для нагрева холоднокатаного листа из электротехнической стали, содержащей Si не более 8,0 мас. %.
9. Устройство по п. 5, которое предназначено для нагрева холоднокатаного листа из электротехнической стали, содержащей Si не более 8,0 мас. %.
10. Устройство по п. 6, которое предназначено для нагрева холоднокатаного листа из электротехнической стали, содержащей Si не более 8,0 мас. %.
11. Устройство по п. 7, которое предназначено для нагрева холоднокатаного листа из электротехнической стали, содержащей Si не более 8,0 мас. %.
| СПОСОБ НЕПРЕРЫВНОГО ОТЖИГА ПОЛОСОВОЙ СТАЛИ, ИМЕЮЩЕЙ ТОЧКУ КЮРИ, И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ОТЖИГА ТАКОЙ СТАЛИ | 2008 |
|
RU2414513C1 |
| СПОСОБ НЕПРЕРЫВНОГО ОТЖИГА ПОЛОСОВОЙ СТАЛИ, ИМЕЮЩЕЙ ТОЧКУ КЮРИ, И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ОТЖИГА ТАКОЙ СТАЛИ | 2008 |
|
RU2414513C1 |
| JP 2005120409 A, 12.05.2005 | |||
| JP 2003328039 A, 19.11.2003 | |||
| JP 2008001979 A, 10.01.2008. | |||

