Группа изобретений относится к производству изделий из стеклообразных материалов, используемых в оптике, теплотехнике, приборостроении, оптической и электронной промышленности, а именно к лазерной технике, в частности к технологии изготовления цилиндрических микролинз.
Известна из патента JP 5776437 фильера для изготовления стеклянных трубок. Данное устройство позволяет изготавливать стеклянные трубки, форма поперечного сечения внутренней поверхности которых не подобна форме поперечного сечения внешней поверхности.
Однако в описании данного технического решения не раскрыто, каким образом формируют сложную форму внешней и внутренней поверхности в поперечном сечении стеклянной трубки.
Известна также из патента RU 2240988 фильера, выбирая размеры которой, можно получить слиток синтетического прозрачного кварцевого стекла с предварительно заданными поперечным сечением и размерами. Данное устройство позволяет изготовить цилиндрический слиток или слиток квадратного или прямоугольного сечения и экструдировать прямоугольник с высоким соотношением сторон, т.е. пластину.
Однако данный источник не содержит сведений о том, как соотносятся размеры фильеры с размерами получаемого слитка.
Наиболее близким аналогом к группе заявляемых изобретений является фильера, описанная в патентной заявке JP H1059729. Форма отверстия фильеры выполнена в форме четырёхугольника с вогнутыми к центру сторонами.
Однако в данном техническом решении рассмотрена конструкция фильеры только для изготовления стеклянного стержня прямоугольного сечения и не указано, каким образом выбираются радиусы кривизны сторон фильеры, обеспечивающие прямоугольность сторон готового изделия.
Задачей заявляемой группы изобретений является изготовление высокоточных стержней из стекла с различным профилем сечения.
Техническим результатом заявляемой группы изобретений является возможность изготовления стеклянных стержней непосредственно из блока стекломассы, минуя операции изготовления преформы (заготовки), шлифовки и полировки.
Указанный технический результат достигается благодаря использованию фильеры, форма отверстия которой определяется заявляемыми соотношениями.
Сущность одного из вариантов заявляемой группы изобретений заключается в том, что в фильере для изготовления стеклянного стержня, представляющей собой пластину с отверстием, форма и размер которого определяются формой и размерами стеклянного стержня, причём участок края отверстия, соответствующий прямолинейному участку поперечного сечения стеклянного стержня, выполнен вогнутым, радиус кривизны вогнутого участка рассчитывается по формуле:
R=(a2m2+4·(0,34+0,15am)2)/(8·(0,34+0,15am)),
где a – длина прямолинейного участка поперечного сечения стержня из стекла,
m – коэффициент вытяжки.
Сущность другого варианта заявляемой группы изобретений заключается в том, что в фильере для изготовления стеклянного стержня, представляющей собой пластину с отверстием, форма и размер которого определяются формой стеклянного стержня, причём участок края отверстия, соответствующий выпуклому участку поперечного сечения стеклянного стержня, выполнен выпуклым, радиус кривизны выпуклого участка края отверстия рассчитывается по формуле:
R=(b2m2+4·(0,34+dm+0,15bm)2)/(8·(0,34+dm+0,15bm)),
где b – длина хорды, ограничивающей выпуклый участок поперечного сечения стеклянного стержня,
d – расстояние от средней точки хорды, ограничивающей выпуклый участок поперечного сечения стеклянного стержня, до точки пересечения перпендикуляра, опущенного из средней точки хорды, и дуги выпуклого участка поперечного сечения стеклянного стержня,
m – коэффициент вытяжки.
Осуществление заявляемой группы изобретений поясняется с помощью фото и фиг. 1-4, на которых изображены:
на фото – стеклянный стержень и полый стеклянный стержень, изготовленные с помощью заявляемого изобретения;
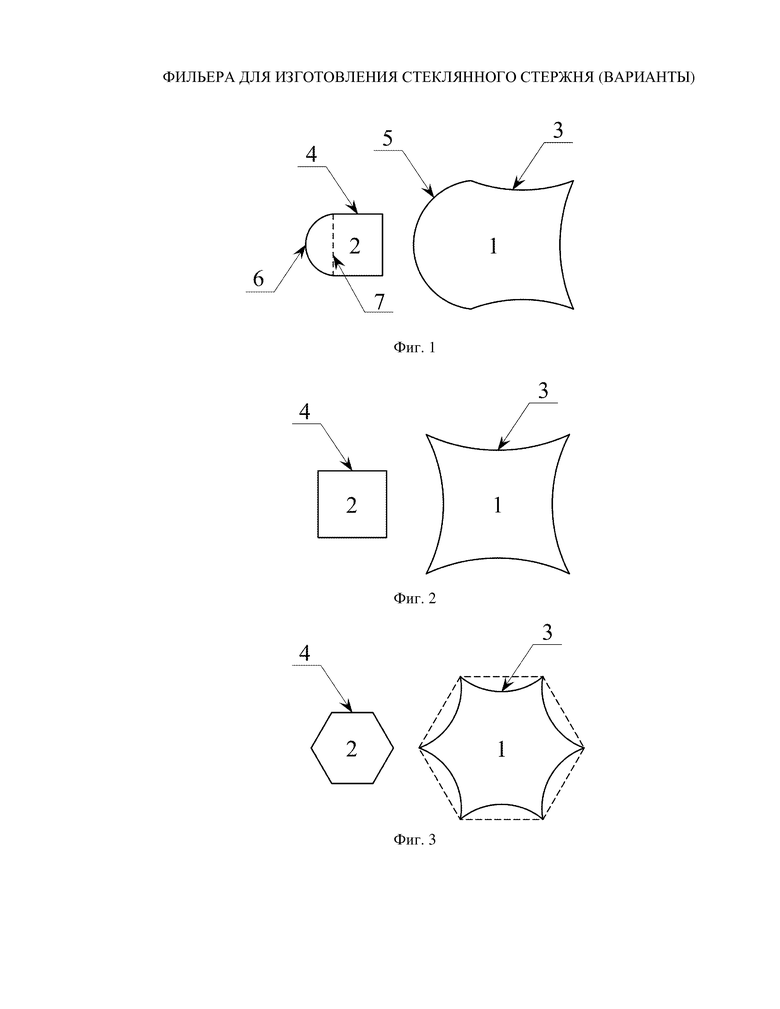
на фиг. 1 – форма отверстия в фильере с соответствующим ей поперечным сечением стеклянного стержня, содержащим криволинейный участок;
на фиг. 2 – форма отверстия в фильере с соответствующим ей поперечным сечением стеклянного стержня, имеющим форму прямоугольника;
на фиг. 3 – форма отверстия в фильере с соответствующим ей поперечным сечением стеклянного стержня, имеющим форму шестиугольника;
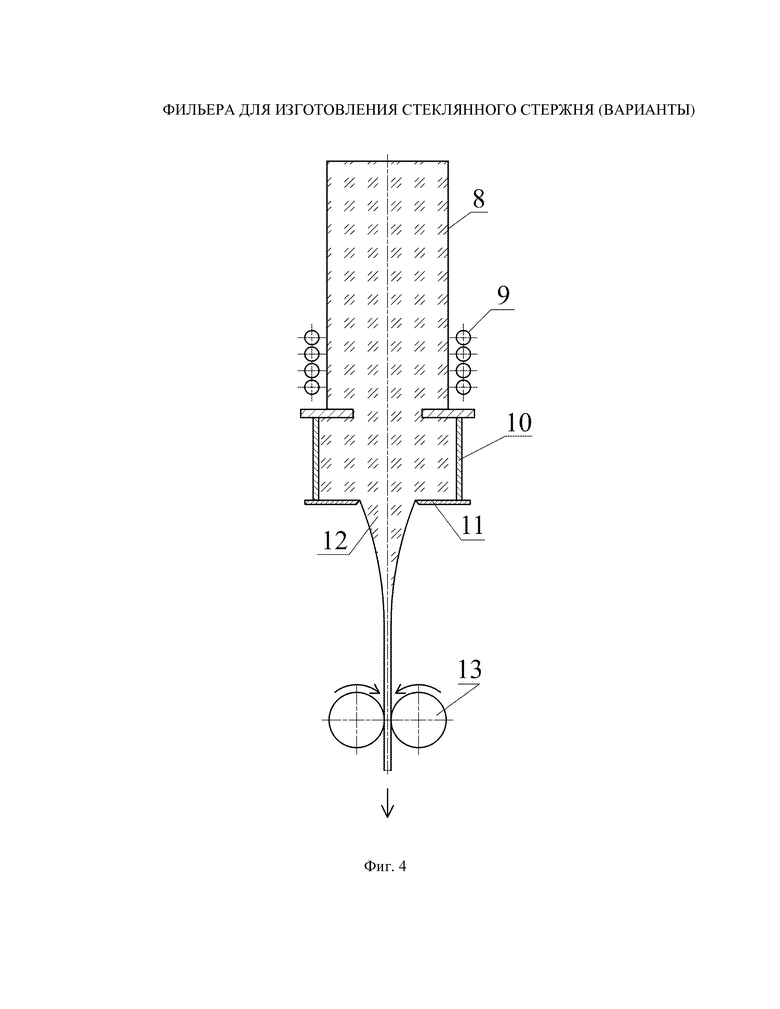
на фиг. 4 – устройство для изготовления стеклянных стержней.
Позициями 1-13 на фиг. 1-4 обозначены:
1 – отверстие в фильере;
2 – поперечное сечение стеклянного стержня;
3 – вогнутый участок края отверстия;
4 – прямолинейный участок поперечного сечения стеклянного стержня;
5 – выпуклый участок края отверстия;
6 – выпуклый участок поперечного сечения стеклянного стержня;
7 – хорда;
8 – стеклоблок;
9 – устройство нагрева;
10 – корпус;
11 – фильера;
12 – стекломасса;
13 – вытяжной механизм.
Фильера 11 для стеклянных стержней представляет собой пластину с отверстием 1. Фильера 11 изготавливается из жаропрочного, химически стойкого нержавеющего сплава в зависимости от марки стекла. Для приведённых образцов на фото использовали фильеру из нержавеющей стали 12Х18Н10Т для стекла С93-1. Форма и размеры отверстия 1 определяются формой и размерами стеклянного стержня, изготавливаемого с помощью данной фильеры.
Для получения прямолинейного участка поперечного сечения 2 стеклянного стержня участок 3 края отверстия 1, соответствующий данному прямолинейному участку 4, выполнен вогнутым. Для достижения высокой точности заданных размеров и формы стеклянного стержня радиус кривизны вогнутого участка 3 края отверстия 1 выполнен в соответствии с формулой:
R = (a2m2+4·(0,34+0,15am)2)/(8·(0,34+0,15am)),
где a – длина прямолинейного участка 4 поперечного сечения стержня из стекла,
m – коэффициент вытяжки, обозначающий отношение величины внешнего размера фильеры к соответствующему внешнему размеру изделия с учётом оптимального объёма вытягивания стеклянного стержня в единицу времени применительно к вытягиваемому оборудованию.
Для получения выпуклого участка 6 поперечного сечения стеклянного стержня 2 участок 5 края отверстия 1, соответствующий данному выпуклому участку 6, выполнен выпуклым. Для достижения высокой точности заданных размеров и формы стеклянного стержня радиус кривизны выпуклого участка 5 края отверстия 1 выполнен в соответствии с формулой:
R = (b2m2+4·(0,34+dm+0,15bm)2)/(8·(0,34+dm+0,15bm)),
где b – длина хорды 7, ограничивающей выпуклый участок 6 поперечного сечения 1 стеклянного стержня,
d – расстояние от средней точки хорды 7, ограничивающей выпуклый участок 6 поперечного сечения стеклянного стержня, до точки пересечения перпендикуляра, опущенного из средней точки хорды 7, и дуги выпуклого участка 6 поперечного сечения 1 стеклянного стержня,
m – коэффициент вытяжки.
Устройство работает следующим образом.
Фильеру 11 устанавливают в устройство для изготовления стеклянных стержней (фиг.4). Внешний размер и форма фильеры 11 определяются размерами устройства для изготовления стеклянных стержней для предотвращения вытекания стекломассы 12. Стеклоблок 8 нагревают с помощью устройства нагрева 9 до температуры вязкотекучего состояния. Образующаяся стекломасса 12 заполняет корпус 10, ограниченный снизу фильерой 11, постепенно полностью вытесняя воздух из корпуса 10, скапливающийся в верхней части корпуса 10. В зависимости от конкретного производства можно вместо стеклоблока использовать переходную ёмкость для стекломассы, нагретой до температуры вязкотекучего состояния при вязкости стекла порядка 105 Пуаз. После заполнения всего объёма корпуса 10 стекломассу 12 вытягивают через фильеру 11 вытяжным механизмом 13. Скорость вытягивания стеклянного стержня для формы заявляемой фильеры 11 рассчитывается исходя из оптимального отбора стекломассы 12 через фильеру 11 и составляет порядка 0,001 м3/час. При этом фильерой 11 определяется форма и размер конечного стеклянного стержня. Заявляемая фильера применима для стёкол с температурой на стадии вытягивания до 1000ºС, т.е. практически для любого применимого в производстве за исключением кварцевого стекла.
Заявляемые коэффициенты и соотношения размеров отверстия 1 фильеры 11 обеспечивают высокую точность соответствия размеров конечного изделия – стеклянного стержня – требуемым размерам, а именно отклонение размеров вытянутого стеклянного стержня не превышает 0,5 % от заданных размеров стеклянного стержня. Для этого необходимо соблюдать постоянный баланс между поступлением стекломассы 12 в корпус 10 и отбором стекломассы 12 через фильеру 11 с помощью вытяжного механизма 13. Чем быстрее производится отбор стекломассы 12 через фильеру 11, тем меньше отклонение от заданных размеров стеклянного стержня при соблюдении баланса.
Заявляемая фильера по обоим из вариантов изобретения применима также для полых стеклянных стержней – стеклянных трубок.
Приведённые примеры не исчерпывают все возможные осуществления заявляемой группы изобретений.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стеклянная плитка | 1982 |
|
SU1025828A1 |
| УСТРОЙСТВО И СПОСОБ ВЫТЯЖКИ СТЕКЛЯННЫХ ИЗДЕЛИЙ ЧЕРЕЗ ФИЛЬЕРУ | 2023 |
|
RU2809418C1 |
| ЩЕТКА СТЕКЛООЧИСТИТЕЛЯ ТИПА ФЛЭТ-БЛЕЙД, СОДЕРЖАЩАЯ АЭРОДИНАМИЧЕСКИЙ ОТРАЖАТЕЛЬ | 2005 |
|
RU2363602C2 |
| КОНСТРУКЦИЯ ДВЕРИ И СПОСОБ ИЗГОТОВЛЕНИЯ ДВЕРИ | 1994 |
|
RU2037622C1 |
| Способ одновременного моллирования нескольких комплектов стекол | 1978 |
|
SU743954A1 |
| УСТРОЙСТВО ДЛЯ ФИКСАЦИИ ПОЗВОНОЧНЫХ СЕГМЕНТОВ | 2018 |
|
RU2711612C1 |
| Инструмент для получения ребристых трубчатых радиаторов | 1989 |
|
SU1764835A1 |
| УСТАНОВКА ШИПОВ ПРОТИВОСКОЛЬЖЕНИЯ НЕКРУГЛОЙ ФОРМЫ В ШИНЫ ТРАНСПОРТНЫХ СРЕДСТВ | 2003 |
|
RU2295453C2 |
| ЛОПАСТЬ ГИДРАВЛИЧЕСКОГО ДВИЖИТЕЛЯ | 1996 |
|
RU2127208C1 |
| ЛИТЕЙНЫЙ СТЕРЖЕНЬ ДЛЯ ЗАКРУЧЕННОГО АЭРОДИНАМИЧЕСКОГО ПРОФИЛЯ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ, СОДЕРЖАЩЕГО ЗАКРУЧЕННОЕ РЕБРО | 2014 |
|
RU2647395C2 |
Группа изобретений относится к производству изделий из стеклообразных материалов, в частности к технологии изготовления цилиндрических микролинз. Технический результат заключается в возможности изготовления стеклянных стержней непосредственно из блока стекломассы, минуя операции изготовления преформы (заготовки), шлифовки и полировки. Фильера для изготовления стеклянного стержня представляет собой пластину с отверстием, форма и размер которого определяются формой и размерами стеклянного стержня. По одному из вариантов участок края отверстия, соответствующий прямолинейному участку поперечного сечения стеклянного стержня, выполнен вогнутым, радиус кривизны которого рассчитывается по формуле. В соответствии с другим вариантом участок края отверстия, соответствующий выпуклому участку поперечного сечения стеклянного стержня, выполнен выпуклым, радиус кривизны которого рассчитывается по формуле. 2 н.п. ф-лы, 5 ил.
1. Фильера для изготовления стеклянного стержня, представляющая собой пластину с отверстием, форма и размер которого определяются формой и размерами стеклянного стержня, причём участок края отверстия, соответствующий прямолинейному участку поперечного сечения стеклянного стержня, выполнен вогнутым, отличающаяся тем, что радиус кривизны вогнутого участка рассчитывается по формуле:
R=(a2m2+4·(0,34+0,15am)2)/(8·(0,34+0,15am)),
где a – длина прямолинейного участка поперечного сечения стержня из стекла,
m – коэффициент вытяжки.
2. Фильера для изготовления стеклянного стержня, представляющая собой пластину с отверстием, форма и размер которого определяются формой стеклянного стержня, причём участок края отверстия, соответствующий выпуклому участку поперечного сечения стеклянного стержня, выполнен выпуклым, отличающаяся тем, что радиус кривизны выпуклого участка края отверстия рассчитывается по формуле:
R=(b2m2+4·(0,34+dm+0,15bm)2)/(8·(0,34+dm+0,15bm)),
где b – длина хорды, ограничивающей выпуклый участок поперечного сечения стеклянного стержня,
d – расстояние от средней точки хорды, ограничивающей выпуклый участок поперечного сечения стеклянного стержня, до точки пересечения перпендикуляра, опущенного из средней точки хорды, и дуги выпуклого участка поперечного сечения стеклянного стержня,
m – коэффициент вытяжки.
| JP H1059729 A, 03.03.1998 | |||
| Фильерная пластина | 1977 |
|
SU867294A3 |
| Фильерная пластина | 1977 |
|
SU719975A1 |
| Фильерная пластина для вытягивания стекловолокна | 1977 |
|
SU784755A3 |
| Фильера для вытягивания стекловолокна | 1979 |
|
SU1061696A3 |
| JP 5776437 B2, 09.09.2015 . | |||

