Изобретение относится к металлургии, в частности к переработке металлургического сырья методом термообработки и обжига, включая металлизацию железорудного концентрата с использованием твердого восстановителя.
Для этого широко применяются процессы, реализуемые в условиях высоких температур во вращающихся печах (Машины и аппараты химических производств, Л.: «Машиностроение», 1982 г., с. 309-311). Известны трубчатые (барабанные) вращающиеся печи с рабочим пространством в виде полого цилиндра, в котором вследствие комбинации вращения и наклона перерабатываемые сыпучие материалы перемещаются вдоль печи, нагреваясь за счет тепла, выделившегося при сжигании топлива, как правило, непосредственно в пространстве печи. Такие печи применяются для обжига металлургического сырья для обогащения, спекания бокситов, кальцинации глинозема, металлизации железорудного концентрата. На участке печи, где происходит горение топлива, температура продуктов сгорания достигает 1550-1650°С.
При высокотемпературной термообработке такие печи работают в режиме противотока, когда газовый теплоноситель в пространстве печи движется навстречу потоку сыпучего материала, постепенно передавая ему свою тепловую энергию. Охлажденные газообразные продукты сгорания топлива направляются в систему пылегазоочистки.
Большим преимуществом вращающихся печей является высокая производительность, простота конструкции и осуществляемых в этих печах технологических операций. Основными недостатками этих печей и соответственно реализуемого в них способа термообработки мелкодисперсных материалов являются:
- неэффективность передачи тепла от теплоносителя к обрабатываемому материалу;
- большой вынос мелкодисперсного материала газообразным теплоносителем;
- необходимость системы очистки отработанных газов и потеря мелкого материала;
- большие габариты барабанного теплообменника;
- большое время термообработки мелкого материала;
- неравномерность термообработки;
- большая вероятность местных перегревов материала в зоне высоких температур и спекообразования в барабане;
- сложность поддержания заданной температуры материала при обжиге, а также инерционность процесса регулирования.
Задача изобретения заключается в преодолении недостатков вращающихся печей для высокотемпературной обработки сыпучих мелкодисперсных материалов в различных отраслях промышленности.
Предложен способ высокотемпературной термообработки металлургического сырья в виде мелкодисперсного сыпучего материала, который, как и известный, включает загрузку материала в аппарат для нагрева, его поступательное перемещение в виде потока, высокотемпературную обработку предварительно нагретым теплоносителем и выгрузку с последующим охлаждением термообработанного продукта. Способ отличается тем, что высокотемпературную обработку сыпучего материала осуществляют с помощью твердого теплоносителя, состоящего из частиц или тел, более крупных, чем обрабатываемый материал, который в загружают в поток мелкодисперсного сыпучего материала в режиме противотока навстречу движению обрабатываемого материала, причем режим противотока создают путем подпора обрабатываемого материала и твердого теплоносителя с противоположных сторон их загрузки в упомянутый аппарат для нагрева в процессе вращательного или вибрационного движения при условии непрерывной выгрузки материала и твердого теплоносителя с противоположных сторон аппарата.
В качестве твердого теплоносителя используют монофракционные сферические тела.
В качестве монофракционных сферических тел используют металлические шары.
В качестве монофракционных сферических тел используют керамические шары.
При термообработке материала, не обладающего магнитными свойствами, выгрузку металлических шаров осуществляют с помощью магнитов или электромагнитов.
Нагрев твердого теплоносителя осуществляют в устройстве для предварительного нагрева газовым теплоносителем.
Термообработанный продукт охлаждают в охладителе воздухом, подаваемым на горение топлива в горелку для получения газового теплоносителя или в водоохлаждаемом трубчатом теплообменнике.
Охлажденный твердый теплоноситель непрерывно возвращают в устройство для предварительного нагрева для его повторного использования.
Установка для высокотемпературной термообработки металлургического сырья в виде мелкодисперсного сыпучего материала, как и известная, содержит аппарат для нагрева движущегося материала, выполненный в виде вращающегося барабана или вибрационного лотка, имеющего пороги со стороны загрузки и выгрузки, устройство для загрузки материала, устройство для предварительного нагрева твердого теплоносителя и его подачи со стороны выгрузки материала, охладитель термообработанного продукта.
Установка отличается тем, что она снабжена устройством для выгрузки твердого теплоносителя, расположенного со стороны загрузки обрабатываемого материала, при этом порог со стороны выгрузки материала выполнен сетчатым с ячейкой, размер которой меньше размера частиц твердого теплоносителя и при этом больше размера частиц обрабатываемого материала.
Аппарат для нагрева движущегося материала в виде вращающегося барабана выполнен цилиндрическим.
Аппарат для нагрева движущегося материала в виде вращающегося барабана выполнен в форме усеченного конуса, расположенного основанием к устройству для загрузки материала.
Сущность заявленного способа заключается в том, что высокотемпературная термообработка мелкодисперсного сыпучего материала достигается благодаря постоянному движению двух твердотельных потоков: потока материала, движущегося в аппарате, и предварительно высоконагретого твердого теплоносителя, состоящего из частиц или тел, более крупных, чем обрабатываемый материал. Благодаря такому соотношению размеров между обрабатываемым материалом и твердым теплоносителем, высоконагретые частицы теплоносителя, находясь в массе обрабатываемого мелкодисперсного сыпучего материала, не выгружаются вместе с ним, а двигаются в режиме противотока в сторону загрузки материала, интенсивно отдавая ему свое тепло, и охлажденные, принудительно выгружаются из аппарата со стороны загрузки материала. Постоянство движения этих потоков обеспечивается при условии непрерывной загрузки и выгрузки частиц материала и более крупных частиц твердого теплоносителя с разных сторон аппарата. Принудительность постоянного движения потоков двух разных по фракциям твердых однофазных сред навстречу друг другу обеспечивается путем создания подпора сыпучего обрабатываемого материала и твердого теплоносителя с противоположных сторон их загрузки в аппарат в процессе вращательного или вибрационного движения при условии непрерывной выгрузки материала и твердого теплоносителя с противоположных сторон аппарата. Постоянство движения потоков двух разных по фракциям твердых однофазных сред навстречу друг другу реализуется в аппарате, который со стороны выгрузки материала снабжен сетчатым порогом с ячейкой меньше размера частиц твердого теплоносителя, но крупнее размера частиц обрабатываемого материала, а также устройством избирательной выгрузки твердого теплоносителя, расположенного со стороны загрузки обрабатываемого материала.
При интенсивном перемешивании в противоточном режиме двух разнородных материалов холодного мелкодисперсного сыпучего материала и высоконагретого крупнозернистого теплоносителя достигается интенсивная передача тепла. Благодаря тому, что поверхность теплообмена двух сыпучих материалов несравнимо больше поверхности теплообмена в барабане при противоточном движении газового теплоносителя и мелкодисперсного материала, как в прототипе, скорость (интенсивность) теплопередачи при противоточном движении двух сыпучих сред возрастает пропорционально величине поверхности теплопередающей и тепловоспринимающей сред при прочих равных условиях. Теплоноситель в виде твердых тел, в частном случае металлических шаров, в зависимости от диаметра имеет поверхность теплообмена от нескольких десятков до 100 и более раз превышающую, против поверхности теплообмена барабана, отапливаемого газообразным теплоносителем, благодаря чему время термообработки по предлагаемому изобретению сокращается в сотни раз.
Использование в качестве твердого теплоносителя монофракционных тел сферической формы обеспечивает снижение сопротивления продвижению крупных частиц во встречном потоке более мелких частиц.
Применение в качестве монофракционных сферических тел металлических шаров обеспечивает их лучшее погружение в поток мелких частиц и хорошее перемешивание. Высокая теплопроводность металлических шаров гарантирует высокую скорость как нагрева твердого теплоносителя, так и передачи тепла обрабатываемому материалу, так как при низкой теплопроводности более крупных частиц интенсивность теплообмена между частицами будет ограничиваться за счет теплопроводности крупных частиц от центра к поверхности.
Таким образом, способ термообработки мелкодисперсных материалов, включая обжиг различных концентратов металлических руд, неметаллических материалов, восстановление железорудных концентратов путем перемешивания двух фракций материалов - мелкодисперсного обрабатываемого и крупнозернистого в качестве твердого теплоносителя, в частности, металлических шаров в режиме противотока позволяет осуществить процесс нагрева материала (передачу тепла) с интенсивностью на порядок и более превышающую величины теплопередачи в обычных вращающихся барабанных (трубчатых) печах, обогреваемых газовым теплоносителем (продуктами горения). Это достигается благодаря высокоразвитой поверхности теплообмена между мелкодисперсными и относительно крупнозернистыми сыпучими материалами по сравнению с обычной (известной) вращающейся барабанной печью, обогреваемой газовым теплоносителем, доходящей от 10 до 100 раз и более в зависимости от диаметра металлических шаров.
Особенностью заявленного изобретения является то, что теплообмен между материалом и теплоносителем происходит не только за счет простого перемешивания этих материалов, а за счет их организованного противоточного движения, обеспечивающего режим высокотемпературной обработки (обжиг) без участия газопотоков, как в известной вращающейся печи, что, в свою очередь, обеспечивает практическое исключение пылевыноса в процессе обжига пылевидных материалов.
При обжиге неферромагнитных материалов выгрузку металлических шаров из барабана целесообразнее осуществлять с помощью магнитных сепараторов, встраиваемых внутрь аппарата, что значительно упрощает конструкцию устройства выгрузки шаров.
Нагрев твердого теплоносителя в устройстве для предварительного нагрева позволяет отказаться от нагрева мелкодисперсного материала за счет контакта с газовым теплоносителем, который, как правило, имеет большие скорости, за счет чего неизбежно имеет место большой вынос пыли и возникает потребность в громоздкой и энергоемкой системе пылеочистки. Кроме того, для нагрева обрабатываемого материала, например до 950°С, необходимо нагреть печное пространство до температур более 1350°С, т.е. с огромным запасом, т.к. при более низких температурах эффективность нагрева материала резко падает, в то же время перегрев печного оборудования приводит к снижению их срока службы.
В нашем случае достаточно иметь перепад температур в 50°С, т.е. твердый теплоноситель (металлические шары) будут иметь температуру не более 1000°С. При таких условиях будут низкими и тепловые потери. Общеизвестно, что теплообменник шахтного типа является самым экономичным тепловым агрегатом, а отработанные продукты горения могут иметь максимально допустимую низкую температуру.
Термообработанный материал может быть охлажден в охладителе воздухом, подаваемом на горение топлива в горелку для получения газового теплоносителя или водоохлаждаемом трубчатом теплообменнике. Для обеспечения непрерывности процесса охлажденный твердый теплоноситель непрерывно возвращают для повторного использования.
Таким образом, в заявленном способе термообработку сыпучего мелкодисперсного материала осуществляют не газообразным теплоносителем, как в известных вращающихся печах, а за счет постоянного встречного противоточного движения перемещающегося в аппарате потока материала и предварительно нагретого твердого теплоносителя в виде крупнозернистых частиц или тел, что по данным заявителя не является известным.
То, что порог со стороны загрузки мелкодисперсного материала выполнен плотным, подпирающим мелкодисперсный материал со стороны загрузки, позволяет создать осевое (линейное) движение материала совместно с вращательным движением и обеспечить направленное движение мелкодисперсного материала по оси барабана от загрузки мелкодисперсного материала в сторону его выгрузки. Порог со стороны выгрузки мелкодисперсного материала, выполненный в виде сетки, свободно пропускает мелкодисперсный материал, но не пропускает крупнозернистые частицы твердого теплоносителя и таким образом создает подпор частиц теплоносителя, за счет чего появляется организованное движение этих частиц в направлении, противоположном движению мелкодисперсного материала, т.к. динамический угол естественного откоса любых сыпучих материалов во вращающемся барабане так же, как и в вышеописанном лотке, всегда стремится к нулю. Это условие обеспечивается устройством непрерывной выгрузки твердого теплоносителя, выполненным в виде перфорированных элементов, смонтированных внутри аппарата со стороны загрузки мелкодисперсного материала. При встречном противоточном движении потоки интенсивно перемешиваются, например, за счет вращательного движения барабана. Такое же движение можно осуществить в вибрационном лотке со сплошным и сетчатым порогами на противоположных концах.
Новый технический результат, достигаемый заявленным изобретением, заключается в обеспечении противоточного движения двух однофазных материалов, один из которых является теплоносителем, а другой обрабатываемым материалом.
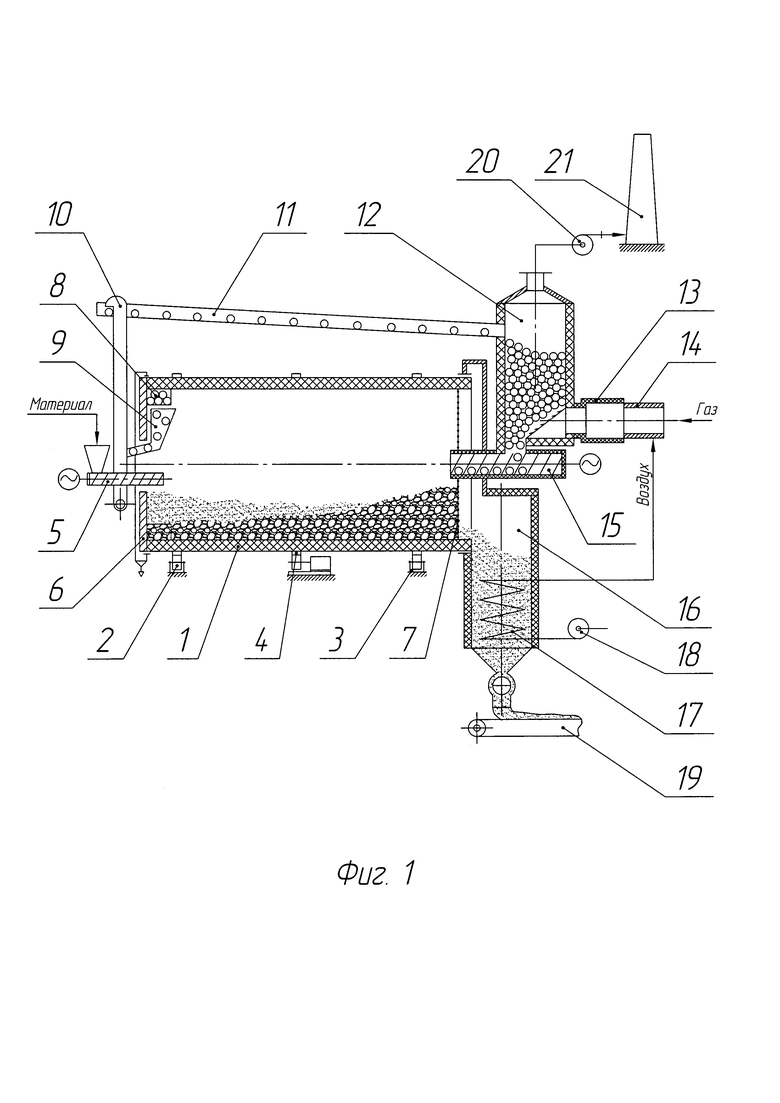
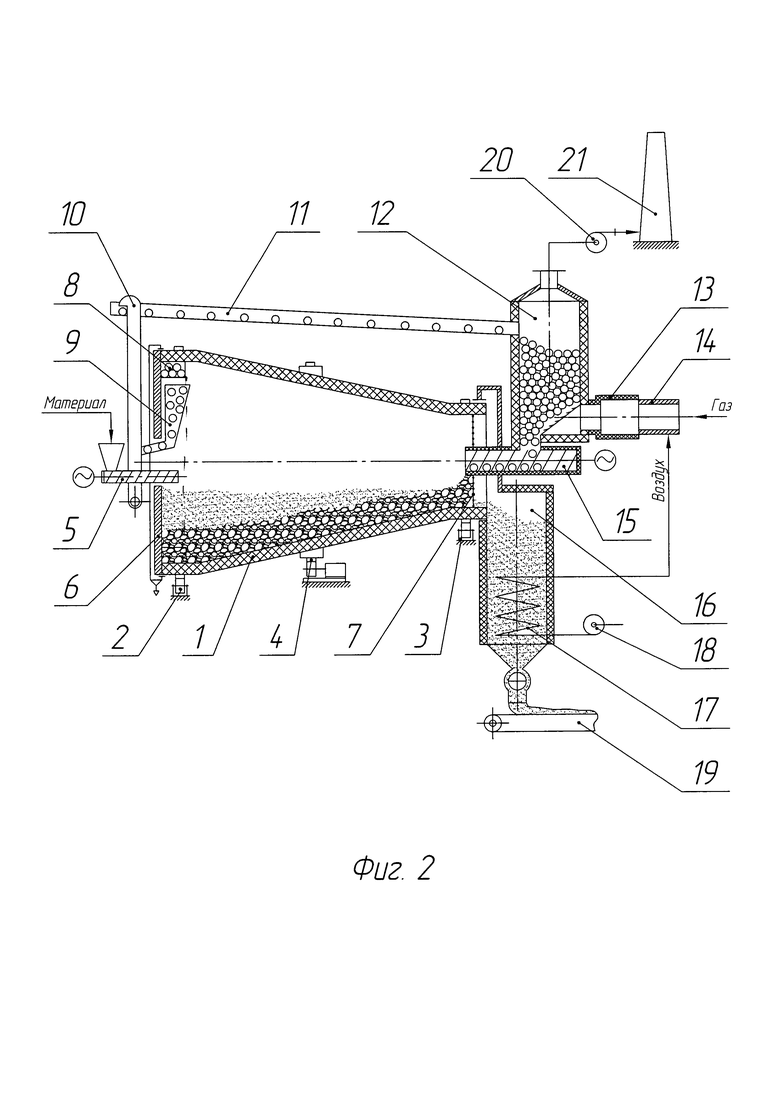
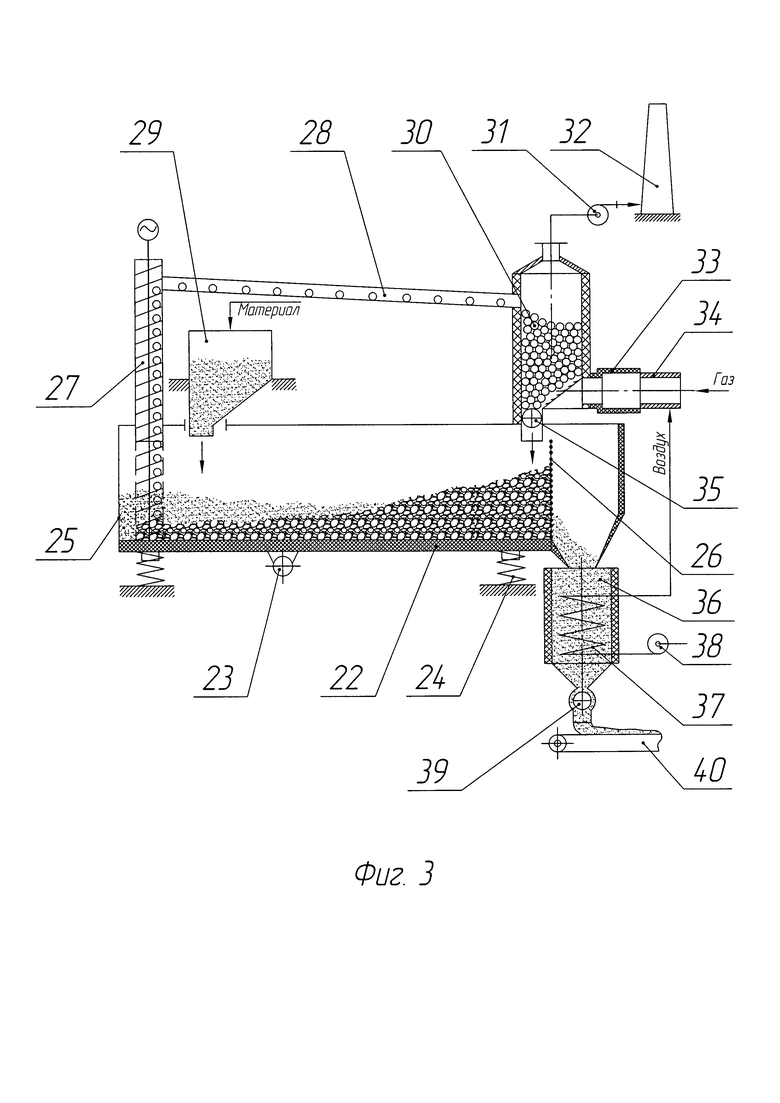
Изобретение иллюстрируется рисунками, где на фиг. 1 изображена установка с цилиндрическим барабаном; на фиг. 2 - установка с барабаном в форме усеченного конуса; на фиг. 3 - установка с вибролотком.
Установка с барабаном имеет барабан 1, выполненный цилиндрическим или в форме усеченного конуса, вращающийся на роликовых опорных станциях 2 и 3 при помощи привода 4 в виде зубчатой пары. Установка содержит устройство загрузки мелкодисперсного материала в виде смонтированного в барабане питателя 5. Барабан 1 имеет кольцевые пороги 6 и 7, расположенные с противоположных сторон барабана, причем порог 6 выполнен плотным (из сплошного диска), а порог 7 - в виде сетки, проницаемой для обрабатываемого материала и непроницаемой для крупнозернистого теплоносителя, в частности для металлических шаров. На стороне загрузки материала барабан снабжен устройством выгрузки металлических шаров, выполненным в виде равномерно расположенных на внутренней поверхности барабана сетчатых полок 8, проницаемых для обрабатываемого материала и непроницаемых для металлических шаров. Под сетчатыми полками 8 в зоне выгрузки расположена воронка 9 для шаров, падающих с сетчатых полок 8, соединенная с элеватором 10, который, в свою очередь, поднимает и выгружает твердый теплоноситель в виде шаров в транспортирующий лоток 11, соединенный с устройством для предварительного нагрева материала в виде шахтного теплообменника 12. В теплообменнике 12 осуществляют нагрев твердого теплоносителя (шаров) за счет газового теплоносителя, получаемого в топке 13 при сжигании газа в горелках 14, соединенных с нижней частью теплообменника 12. Из теплообменника 12 нагретые металлические шары, через устройство подачи теплоносителя в аппарат в виде питателя 15 поступают в барабан 1 со стороны выгрузки материала и в режиме противотока продвигаются в сторону загрузки материала, отдавая тепло материалу, движущемуся навстречу твердому теплоносителю, нагретым металлическим шарам, которые после охлаждения со стороны загрузки материала выгружаются посредством сетчатых полок 8 и воронки 9 в элеватор 10. Термообработанный продукт со стороны горячего конца барабана 1, проходя сквозь шары и сеточный кольцевой порог 7, выгружается в охладитель 16, где за счет теплообменника 17 и нагнетателя 18 охлаждается и выгружается на транспортер 19. Причем нагретый в теплообменнике 17 воздух подается на горелку 14, а отработанные продукты горения, использованные в теплообменнике 12 для нагрева металлических шаров, с помощью дымососа 20 выбрасываются в атмосферу через трубу 21.
Установка с вибролотком содержит лоток 22 с вибратором 23, смонтированный на виброопорах 24. Вибролоток 22 снабжен торцевыми порогами 25 и 26, расположенными с противоположных торцов вибролотка, причем порог 25 выполнен плотным, например, из сплошного листа, а порог 26 - в виде сетки, проницаемой для обрабатываемого материала и непроницаемого для твердого теплоносителя, в частности для металлических шаров. Со стороны загрузки материала установлен элеватор в виде шнека 27 с транспортером 28 в виде лотка для шаров и устройство загрузки материала 29. Со стороны выгрузки материала установлен теплообменник 30 для нагрева шаров, который вверху соединен с дымососом 31 и дымовой трубой 32, а внизу - с топкой 33 и горелкой 34. Теплообменник 30 соединен также с устройством подачи твердого теплоносителя в виде питателя 35, соединенного с вибролотком 22 в зоне загрузки со стороны сетчатого порога 26, соединенного с бункером готового продукта 36, снабженного охладителем термообработанного продукта 37, а также с нагнетателем с 38 и устройством выгрузки твердого теплоносителя в виде разгрузочного питателя 39, под которым установлен транспортер 40.
Установка для высокотемпературной термообработки металлургического сырья в виде мелкодисперсного сыпучего материала работает следующим образом.
Вначале осуществляют предварительный нагрев твердого теплоносителя в виде металлических шаров. В установке с вращающимся барабаном 1 шары загружают в шахтный теплообменник 12 и нагревают путем просасывания дымососом 20 продуктов горения от горелки 14 и топки 13 до заданной температуры (например, 950°С). Затем запускают работу барабана включением привода 4. Во вращающийся барабан 1 начинают подавать мелкодисперсный сыпучий материал с помощью питателя 5 и частично заполнив барабан 1, включают питатель 15 для подачи твердого теплоносителя в виде высоконагретых металлических шаров, которые, погружаясь в поток мелкодисперсного сыпучего материала, начинают интенсивно перемешиваться и двигаться поступательно благодаря вращательному движению барабана и подпору твердого теплоносителя. В случае если технология термообработки требует увеличения времени пребывания обрабатываемого материала в барабане 1, можно использовать барабан в форме усеченного конуса, расположенного основанием к устройству для загрузки материала.
В этом случае высоконагретые металлические шары, погружаясь в поток мелкодисперсного материала, интенсивно перемешиваются благодаря вращательному движению барабана I и перемещению в осевом направлении за счет уклона образующей усеченного конуса корпуса барабана, что увеличивает время пребывания мелкодисперсного материала в барабане.
Благодаря сетчатому порогу 7 барабана 1 металлические шары, имеющие значительно большую крупность, чем ячейки сетчатого порога 7, удерживаются внутри барабана 1, а мелкодисперсный материал легко просачивается в охладитель 16, где размещен поверхностный теплообменник 17 с воздушным охлаждением от нагнетателя 18, подающий нагретый воздух в горелку 14 для сжигания топлива, после чего охлажденный обрабатываемый материал выгружается на транспортер 19. При необходимости может быть установлен дополнительный водяной теплообменник для более глубокого охлаждения материала.
Металлические шары, продвигаясь навстречу движению потока мелкого материала в сторону загрузки последнего, интенсивно отдают свое тепло и в охлажденном состоянии достигают сплошного порога 6 барабана 1, где размещено устройство для их выгрузки в виде сетчатых полок 8 и воронки 9, соединенной с элеватором 10, размещенным с наружной стороны барабана 1. Элеватор 10 непрерывно поднимает металлические шары на отметку уровня теплообменника 12 для нагрева шаров и по лотку 11 самотеком шары скатываются в теплообменник 12 для нового цикла нагрева.
Установка с аппаратом в виде вибролотка 22 работает аналогично с той лишь разницей, что псевдоожижение материала осуществляется за счет вибрации. Имеющиеся пороги 25 и 26 под загрузочными точками обеспечивают движение материала и твердого теплоносителя только в противоположном от них направлении, т.е. каждая сыпучая среда движется только в одном направлении благодаря вибропсевдоожижению и подпору сыпучего материала в зоне загрузки, следовательно, они движутся в разные стороны, омывая друг друга, при этом обязательным условием является выгрузка каждого типа сыпучего материала со стороны, противоположной загрузке.
Таким образом, благодаря высокоразвитой поверхности теплообмена двух практически монофазных разных потоков твердых материалов достигается сверхвысокая интенсификация процесса теплообмена, где превышаются известные величины на один-два порядка, что является предпосылкой для создания сверхкомпактных теплообменников, оборудования, использующих в этих процессах сыпучие среды (сушилки, обжиговые печи, металлизационные восстановительные печи), для которых весьма важное значение имеет скорость подвода тепла для прохождения (ускорения) термохимических процессов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СУШКИ ПЫЛЯЩИХ МЕЛКОЗЕРНИСТЫХ МАТЕРИАЛОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2014 |
|
RU2571065C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОДИСТИЛЛЯЦИОННОЙ ОЧИСТКИ ВОДЫ | 2011 |
|
RU2499769C2 |
| ОТОПИТЕЛЬНЫЙ КОТЕЛ | 2008 |
|
RU2370705C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СЫПУЧИХ МАТЕРИАЛОВ В ПЕЧИ ШАХТНОГО ТИПА | 2008 |
|
RU2376539C2 |
| Установка для переработки шлакового расплава | 1985 |
|
SU1528755A1 |
| УСТАНОВКА ДЛЯ ГРАНУЛЯЦИИ РАСПЛАВА ШЛАКА И СПОСОБ ОСУЩЕСТВЛЕНИЯ ГРАНУЛЯЦИИ С ПОЛУЧЕНИЕМ СУХОГО ПРОДУКТА | 2019 |
|
RU2717322C1 |
| СПОСОБ СУШКИ ПЛОХОСЫПУЧЕГО ЗЕРНИСТОГО МАТЕРИАЛА | 2008 |
|
RU2410615C2 |
| УСТАНОВКА ДЛЯ ПРИПЕЧНОЙ ГРАНУЛЯЦИИ ШЛАКА | 2011 |
|
RU2496727C2 |
| СПОСОБ ОТОПЛЕНИЯ НАГРЕВАТЕЛЬНЫХ И ТЕРМИЧЕСКИХ ПЕЧЕЙ | 2016 |
|
RU2651845C2 |
| ОБЕЗВОЖИВАТЕЛЬ ГРАНУЛИРОВАННОГО ШЛАКА | 2010 |
|
RU2450987C1 |
Изобретение относится к металлургии, в частности к переработке металлургического сырья методом термообработки и обжига с использованием твердого восстановителя. Высокотемпературную обработку материала осуществляют с помощью твердого теплоносителя, состоящего из частиц или тел, более крупных, чем обрабатываемый материал, который загружают в режиме противотока навстречу движению обрабатываемого материала. Причем режим противотока создают путем подпора обрабатываемого материала и твердого теплоносителя с противоположных сторон их загрузки в аппарат для нагрева движущегося материала. Аппарат для нагрева выполнен в виде вращающегося барабана или вибрационного лотка, имеющего пороги со стороны загрузки и выгрузки. Со стороны загрузки обрабатываемого материала расположено устройство для выгрузки твердого теплоносителя, при этом порог со стороны выгрузки материала выполнен сетчатым с ячейкой, размер которой меньше размера частиц твердого теплоносителя и при этом больше размера частиц обрабатываемого материала. Изобретение направлено на интенсификацию процесса теплообмена. 2 н. и 9 з.п. ф-лы, 3 ил.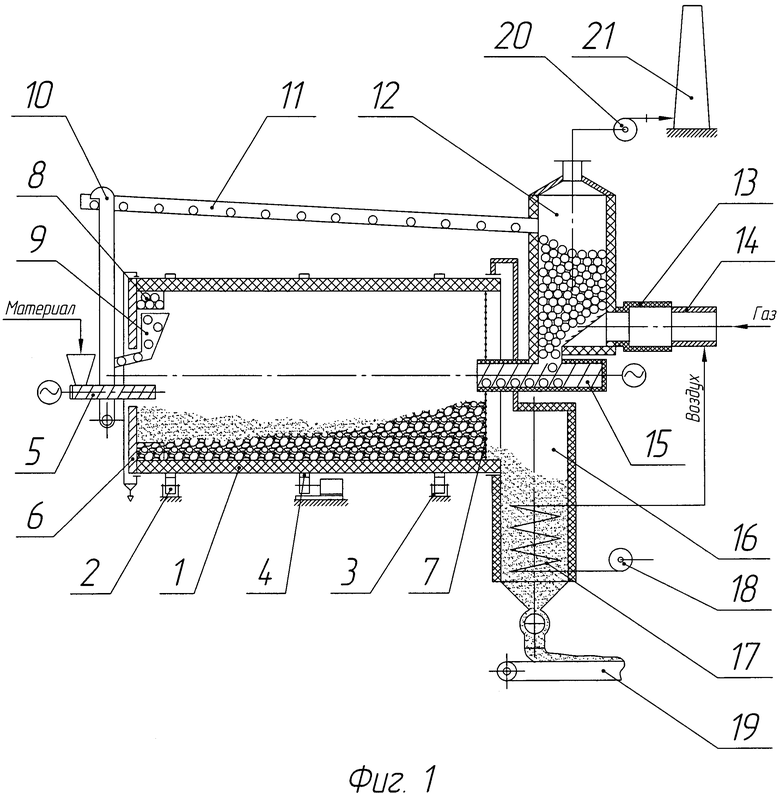
1. Способ высокотемпературной термообработки металлургического сырья в виде мелкодисперсного сыпучего материала, включающий загрузку материала в аппарат для нагрева движущегося материала, поступательное перемещение материала в виде потока, его высокотемпературную обработку предварительно нагретым теплоносителем и выгрузку с последующим охлаждением термообработанного продукта, отличающийся тем, что высокотемпературную обработку сыпучего материала осуществляют с помощью твердого теплоносителя, состоящего из частиц или тел, более крупных, чем обрабатываемый материал, который загружают в поток мелкодисперсного сыпучего материала в режиме противотока навстречу движению обрабатываемого материала, причем режим противотока создают путем подпора обрабатываемого материала и твердого теплоносителя с противоположных сторон их загрузки в упомянутый аппарат для нагрева в процессе вращательного или вибрационного движения при условии непрерывной выгрузки материала и твердого теплоносителя с противоположных сторон аппарата.
2. Способ по п. 1, отличающийся тем, что в качестве твердого теплоносителя используют монофракционные сферические тела.
3. Способ по п. 2, отличающийся тем, что в качестве монофракционных сферических тел используют металлические шары.
4. Способ по п. 2, отличающийся тем, что в качестве монофракционных сферических тел используют керамические шары.
5. Способ по п. 1, отличающийся тем, что при термообработке материала, не обладающего магнитными свойствами, выгрузку металлических шаров осуществляют с помощью магнитов или электромагнитов.
6. Способ по п. 1, отличающийся тем, что нагрев твердого теплоносителя осуществляют в устройстве для предварительного нагрева газовым теплоносителем.
7. Способ по п. 1, отличающийся тем, что термообработанный продукт охлаждают в охладителе воздухом, подаваемым на горение топлива в горелку для получения газового теплоносителя или в водоохлаждаемом трубчатом теплообменнике.
8. Способ по п. 1, отличающийся тем, что охлажденный твердый теплоноситель непрерывно возвращают в устройство для предварительного нагрева для его повторного использования.
9. Установка для высокотемпературной термообработки металлургического сырья в виде мелкодисперсного сыпучего материала, содержащая аппарат для нагрева движущегося материала, выполненный в виде вращающегося барабана или вибрационного лотка с порогами со стороны загрузки и выгрузки, устройство для загрузки материала, устройство для предварительного нагрева твердого теплоносителя и его подачи со стороны выгрузки материала, охладитель термообработанного продукта, отличающаяся тем, что она снабжена устройством для выгрузки твердого теплоносителя, расположенного со стороны загрузки обрабатываемого материала, при этом порог со стороны выгрузки материала выполнен сетчатым с ячейкой, размер которой меньше размера частиц твердого теплоносителя и при этом больше размера частиц обрабатываемого материала.
10. Установка по п. 9, отличающаяся тем, что вращающийся барабан выполнен цилиндрическим.
11. Установка по п. 9, отличающаяся тем, что вращающийся барабан выполнен в форме усеченного конуса, расположенного основанием к устройству для загрузки материала.
| Машины и аппараты химических производств, под | |||
| ред | |||
| В.Н.Соколова, Л | |||
| "Машиностроение", 1982, сс | |||
| Переставная шейка для вала | 1921 |
|
SU309A1 |
| 1972 |
|
SU418700A1 | |
| Способ обжига сыпучего материала | 1972 |
|
SU763287A1 |
| US 3116055 A, 31.12.1963. | |||

