Изобретение относится к оптико-электронным методам измерения плоскостности готового проката и может быть использовано на предприятиях по производству листового проката, в частности автолиста.
Известен способ контроля неплоскостности листовых изделий, который заключается в размещении контролируемого изделия на рабочем столе, перемещении измерителя неплоскостности, определении амплитуды неплоскостности, выделении их локальных максимальных и минимальных значений, по которым определяют коэффициенты неплоскостности листового изделия, сопоставлении полученных коэффициентов с допустимым значением. До размещения изделия на рабочем столе перемещают измеритель неплоскостности в зоне измерений на заданном расстоянии от рабочего стола и параллельно его поверхности, направляют с измерителя неплоскостности на поверхность стола зондирующее световое излучение, принимают его позиционно-чувствительными фотоприемниками, определяют путем измерения координат световых пятен на фотоприемниках расстояния от измерителя неплоскостности до поверхности стола, выводят измеритель неплоскостности из зоны измерений, а значения амплитуды неплоскостности и коэффициента неплоскостности листового изделия определяют по формулам [Патент РФ №2254556, МПК G01B 11/24, В21В 38/02].
Недостатком известного способа является длительность проведения измерения всей поверхности листа, так как для получения полной информации о неплоскостности листового проката необходимо дискретно просканировать измерителем неплоскостности всю поверхность листового проката, что приводит к увеличению времени определения амплитуды неплоскостности.
Наиболее близким техническим решением является способ оценки планшетности листового проката, заключающийся в определении ширины распределения световой проекции на поверхности листового материала в виде концентрических колец [Патент РФ №2230291, МПК G01B 21/20, G01B 11/24].
Для осуществления данного метода измерения необходимо над поверочной поверхностью разместить 2 источника светового излучения, которые будут смещены друг относительно друга по высоте. Оценка плоскостности проката согласно предложенному способу производится по следующей формуле:
где Hi - амплитуда высоты в i-й точке измерения;
L1 - расстояние от поверочной поверхности до источника света №2;
L0 - расстояние между источниками света;
Xoi - ширина i-й проекции луча (в пикселях) на поверхности листа металла от источника света 1;
Х1i - ширина i-й проекции луча (в пикселях) на поверхности листа металла от источника света 2.
Этот способ принят в качестве прототипа.
Недостаток способа-прототипа состоит в том, что о плоскостности проката можно судить лишь в точках, лежащих на ограниченном участке поверхности - границе замкнутого контура, образованного проекцией света от ближайшего источника излучения на его поверхность, что влечет к увеличению времени измерения плоскостности всей поверхности листового проката.
Задача изобретения - уменьшить время проведения измерения амплитуды неплоскостности за счет одновременного контроля всей поверхности листового проката.
Указанная задача решается тем, что в предлагаемом способе измерения амплитуды неплоскостности листового проката оценка амплитуды неплоскостности производится по результатам измерения расстояний между точками двухмерной дифракционной картины, полученной на поверхности контролируемого листового проката от дифракционной решетки вместе с источником лазерного излучения, расположенным перпендикулярно над листовым прокатом, и их сравнения с расстояниями между теми же точками дифракционной картины, полученной на плоской горизонтальной поверхности.
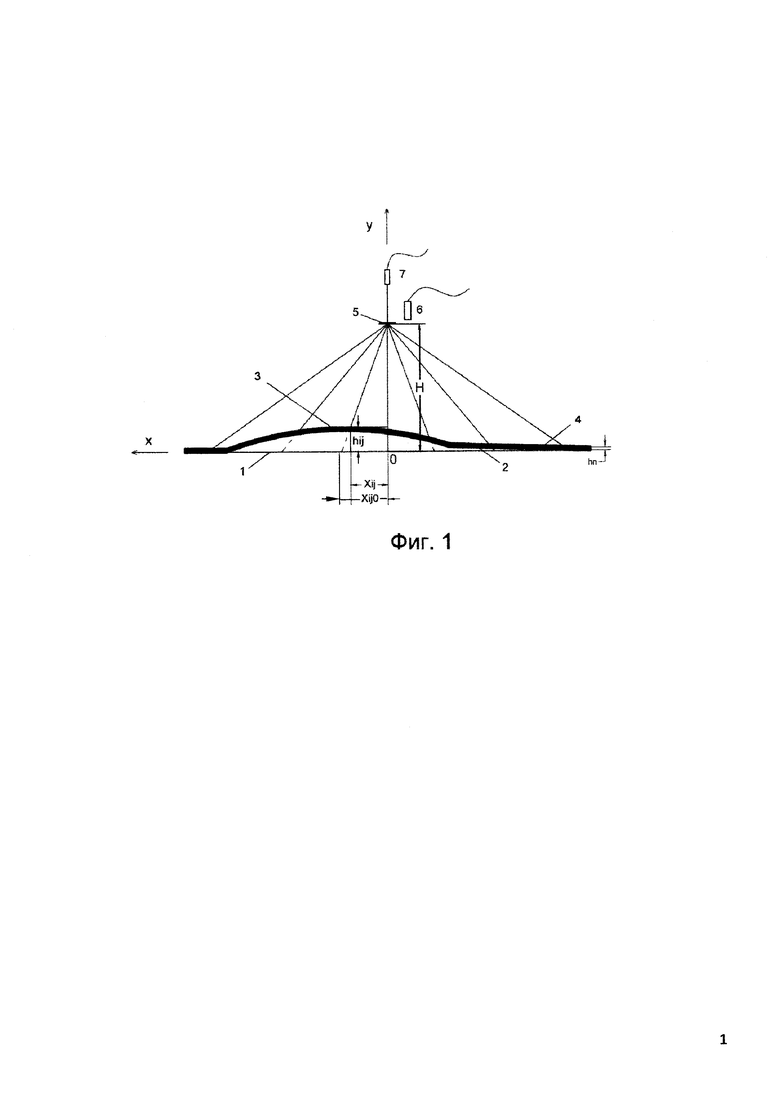
Способ поясняется чертежом (Фиг. 1).
Способ осуществляется следующим образом.
На поверочный стол (1) помещается лист металла (2), который может состоять как из плоских, ровных участков (4), так и участков с дефектом плоскостности (3). Световой луч из источника лазерного излучения (7), расположенного перпендикулярно над листом металла, проходит через двухмерную дифракционную решетку (5), в результате явления дифракции света на поверхности изделия располагается дифракционная картина, по расположению точек которой согласно формуле определяется амплитуда неплоскостности поверхности готового изделия. Для этого устройство фотосъемки (6) производит снимок поверхности изделия с дифракционной картиной. Используя полученное изображение, выполняют расчет координаты точки дифракционной картины по формулам:


где Gx - сумма яркостей всех пикселей по оси х;
Gy - сумма яркостей всех пикселей по оси у;
G0 - сумма яркостей;
Xi - координата х i-го пикселя на изображении;
Yi - координата у i-го пикселя на изображении;
Gi - яркость пикселя на изображении;
хв - координата х точки дифракционной картины;
ув - координата у точки дифракционной картины;
n и m - количество пикселей на изображении точки дифракционной картины по осям х и у соответственно.
Далее рассчитывают расстояние между этой точкой дифракционной картины, сформированной на поверхности листового проката и, например, точкой центра тяжести поверхности листового проката, на которой также сформирована дифракционная картина:

где х и у - координаты центра тяжести поверхности листового проката, на которой сформирована дифракционная картина.
Далее рассчитывают расстояние между точкой дифракционной картины, сформированной на плоской поверхности, на которую кладется контролируемый лист, и, например, точкой центра тяжести плоской поверхности, на которой также сформирована дифракционная картина:

где х0 и у0 - координаты центра тяжести плоской поверхности, на которой сформирована дифракционная картина;
xв0 и ув0 - координаты точки дифракционной картины на плоской поверхности. В конечном итоге амплитуда неплоскостности в точке с координатами хв и ув определится так:

где
Н - расстояние от дифракционной решетки до поверочного стола;
hп - толщина полосы.
Отличительными особенностями данного способа является применение дифракционной картины, полученной на всей контролируемой поверхности листового проката одновременно, от источника лазерного излучения и дифракционной решетки для оценки амплитуды плоскостности листового проката. Вследствие этого время оценки плоскостности всей поверхности листового проката уменьшается. В этом заключается технический результат.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ НЕПЛОСКОСТНОСТИ ЛИСТОВЫХ ИЗДЕЛИЙ И СРЕДСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2003 |
|
RU2254556C2 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО ОПТИКО-ВИЗУАЛЬНОГО КОНТРОЛЯ ИЗДЕЛИЙ МЕТОДОМ МАШИННОГО ЗРЕНИЯ | 2021 |
|
RU2777718C1 |
| СПОСОБ ИЗМЕРЕНИЯ НЕПЛОСКОСТНОСТИ МНОГОСЛОЙНЫХ КОМПОЗИТНЫХ ПАНЕЛЕЙ | 2019 |
|
RU2727548C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ОТКЛОНЕНИЙ ОТ ПЛОСКОСТНОСТИ ПОВЕРХНОСТИ | 2004 |
|
RU2287776C2 |
| ОПТОЭЛЕКТРОННОЕ УСТРОЙСТВО КОНТРОЛЯ ТОЛЩИНЫ ЛИСТОВОГО ПРОКАТА | 2010 |
|
RU2458318C2 |
| СПОСОБ ОБЛАЧНОЙ ТРИАНГУЛЯЦИИ ТОЛЩИНЫ ГОРЯЧЕГО ПРОКАТА | 2014 |
|
RU2574864C1 |
| СПЕКТРОСКОПИЧЕСКОЕ ИЗМЕРИТЕЛЬНОЕ УСТРОЙСТВО | 2013 |
|
RU2617555C2 |
| ЛАЗЕРНЫЙ ИЗМЕРИТЕЛЬ НЕПРЯМОЛИНЕЙНОСТИ | 2010 |
|
RU2457434C2 |
| СПЕКТРОСКОПИЧЕСКОЕ ИЗМЕРИТЕЛЬНОЕ УСТРОЙСТВО | 2013 |
|
RU2606455C2 |
| СПОСОБ КОНТРОЛЯ РЕЛЬЕФА ПОВЕРХНОСТИ | 2007 |
|
RU2368869C2 |
Изобретение относится к оптико-электронным методам измерения плоскостности готового проката и может быть использовано на предприятиях по производству листового проката, в частности автолиста. Способ изобретения заключается в том, что оценка амплитуды неплоскостности проката производится по результатам измерения расстояний между точками двухмерной дифракционной картины, полученной на поверхности контролируемого листового проката от дифракционной решетки вместе с источником лазерного излучения, расположенным перпендикулярно над листовым прокатом, и их сравнения с расстояниями между теми же точками дифракционной картины, полученной на плоской горизонтальной поверхности. Техническим результатом является обеспечение возможности оценивать плоскостность листового проката на больших участках поверхности, что позволяет уменьшить время проведения измерения всей поверхности полосы. 1 ил.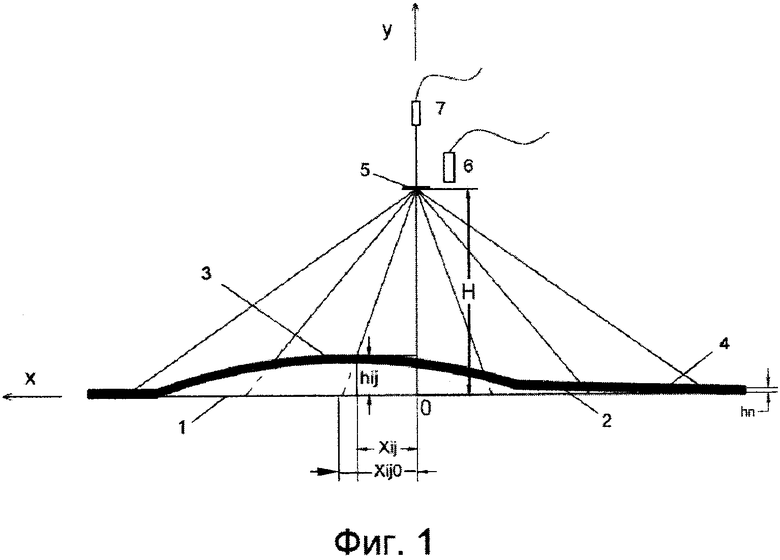
Способ измерения амплитуды неплоскостности листового проката, отличающийся тем, что оценка амплитуды неплоскостности проката производится по результатам измерения расстояний между точками двухмерной дифракционной картины, полученной на поверхности контролируемого листового проката от дифракционной решетки вместе с источником лазерного излучения, расположенными перпендикулярно над листовым прокатом, и их сравнения с расстояниями между теми же точками дифракционной картины, полученной на плоской горизонтальной поверхности.
| МОЖАРОВ В.В | |||
| Метод измерения плоскоcтности листа металла | |||
| Способ защиты переносных электрических установок от опасностей, связанных с заземлением одной из фаз | 1924 |
|
SU2014A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ измерения неплоскостностилиСТА | 1978 |
|
SU834387A1 |
| Способ определения неплоскостности и зоны ее распространения на металлическом листе | 1982 |
|
SU1021939A1 |
| EA 200801617 A1, 30.12.2008 | |||
| СПОСОБ ИЗМЕРЕНИЯ ПЛАНШЕТНОСТИ ЛИСТОВОГО МАТЕРИАЛА | 2002 |
|
RU2230291C2 |

