Изобретение относится к методам неразрушающего контроля листового металла с отражающей поверхностью в областях машиностроения, производства бытовой техники и техники военного назначения, строительства, металлургии.
Использование: для неразрушающего контроля изделий.
Из существующего уровня техники известны контактные и бесконтактные методы определения неплоскостности поверхности. Основными недостатками упоминаемых известных методов неразрушающего контроля, в случае с металлическими листами толщиной до 1 мм, являются недостаточная чувствительность (и, как следствие, точность измерения) к дефектам, линейные размеры которых не превышают десятка микрон, а также высокая вероятность повреждения поверхности листа при проведении контроля.
Известно устройство лазерного контроля заготовок деталей машин (патент на полезную модель RU 118737, G01B 11/00, 27.07.2012). Устройство включает в себя полупроводниковый лазер, анализатор изображения, управляющее устройство и микропроцессорный блок синтеза векторно-растровой модели. Полупроводниковый лазер освещает контролируемое изделие в различных плоскостях с помощью управляющего устройства, в это же время анализатор изображения регистрирует изображение изделия в фиксированной плоскости, которое затем поступает в микропроцессорный блок синтеза векторно-растровой модели, где информация преобразуется в трехмерное цифровое изображение изделия с учетом поверхностных дефектов, которое затем может быть экспортировано в любую CAD/CAM/CAE-систему для дальнейшего анализа поверхностных дефектов.
Недостатком способа является техническая сложность его реализации. В заявляемом способе бытовые IP-камеры высокого разрешения и программное обеспечение, анализирующее получаемые от IP-камер кадры, выполняют функцию анализатора изображения и микропроцессорный блок синтеза векторно-растровой модели. Также в заявляемом методе вместо трехмерного моделирования используется панорамное изображение (т. н. «карта вершин»).
Известна серия лазерных 3D сканеров LPX. LPX - серия бесконтактных лазерных сканеров, предназначенных для оцифровки трехмерных изделий. LPX-60/600/1200 сканирует объект лазерным лучом. Отраженный луч принимает приемник (матрица CCD). В матрице лазерный луч преобразовывается в электрический сигнал. В зависимости от размера луча определяется значение расстояния до объекта.
Недостатком лазерных сканеров LPX является невозможность определения наружных поверхностных дефектов деталей, таких как усадочные раковины, забоины, уступы.
Известно устройство для обнаружения и измерения поверхностных дефектов (патент на изобретение RU 2335734, МПК G01B 11/24, 10.10.2008), обеспечивающее возможность одновременного измерения поверхностных дефектов в двух взаимно перпендикулярных сечениях и получения цифровых изображений дефектов для компьютерной обработки, документирования и хранения результатов измерений.
Недостатком устройства для обнаружения и измерения поверхностных дефектов является отсутствие возможности выполнения оцифровки трехмерных изделий и невозможность индикации обнаруживаемых дефектов в течение короткого промежутка времени после получения кадров от IP-камеры.
Известно устройство бесконтактного измерения шероховатости поверхностей деталей сложной формы (патент на полезную модель RU 104697, МПК G01B 11/30, 2011.05.20).
Общим для известного и заявляемого способов является оптико-визуальный метод получения данных о текущей геометрии контролируемого изделия и состояния его поверхностей.
Недостатком данного метода является необходимость монтажа корпуса с объективом и осветителем на штанге, жестко соединенной со стойкой, установленной на основании, при этом на штанге размещен привод вращения, кинематически связанный с корпусом. Преимуществом же заявляемого метода заключается в отсутствии необходимости перемещения объектива камеры и линейного лазера в окрестности контролируемого изделия и, как следствие, меньший объём работ по модернизации производственного оборудования.
Общим преимуществом заявляемого способа в сравнении с известными способами является относительно меньшая сложность технической реализации метода. Оборудование, используемое в методе (мишень, линейные лазеры и IP-камеры), имеет достаточно широкий спектр применения и более распространено на рынке аналогичных устройств, при этом в совокупности обеспечивая высокую точность оптико-визуального контроля за счёт глубокого анализа программным обеспечением получаемых кадров с изображением поверхности контролируемого изделия.
Основным общим отличием заявляемого метода от описываемых известных методов является использование отражающих свойств поверхности контролируемого изделия, метод получения развертки изображения его поверхности, совокупность используемого оборудования, алгоритмический анализ изображений контролируемого изделия и гибкая настройка параметров фильтрации обнаруживаемых дефектов по допуску.
Известно устройство дефектоскопии и лазерного контроля для станков с ЧПУ (патент на полезную модель RU 162587, МПК G01B 11/30, 20.06.2016). Способ, реализуемый указанным устройством, выбран в качестве наиболее близкого аналога. Общим для известного и заявляемого способов является оптико-визуальный метод получения данных о текущей геометрии контролируемого изделия и состояния его поверхностей. Однако реализация этого способа сопряжена со значительной, в сравнении с заявляемым методом, сложностью технической эксплуатации и невозможностью индикации обнаруживаемых дефектов в течение короткого промежутка времени после получения кадров от IP-камеры.
В заявляемом способе используется IP-камера бытового назначения вместо анализаторов изображения, которые используются в известном способе. Анализаторы изображений более дорогие и сложные в эксплуатации, чем IP-камеры. IP-камера передаёт изображения отраженных линий лазерного луча на мишени непосредственно программному обеспечению, установленному и работающему на отдельной ЭВМ. Функцию анализатора выполняет программное обеспечение на ЭВМ, построенной на базе классических комплектующих.
Кадры, получаемые от IP-камер, образуют в совокупности карту вершин, которая обрабатывается программным обеспечением. Это не является полноценным трехмерным моделированием, т. е. операция менее ресурсоёмкая.
Выполнение неразрушающего контроля изделий сложной формы с использованием описываемого комплекса невозможно вследствие появления теней. Однако, возможность организации контроля геометрически сложных изделий существует, для чего должны быть выполнены следующие требования:
а) поверхность изделия должна иметь отражающие свойства;
б) должна существовать техническая возможность установки линейного лазера и IP-камеры под требуемым углом к контролируемой поверхности;
в) поверхность контролируемого изделия возможно описать сложной функцией и выполнить аппроксимацию при необходимости.
Сходством заявляемого способа и известного из RU 162587 U1 являются возможность проведения неразрушающего контроля без съёма контролируемого изделия со станка и использование лазеров различных типов, предназначенных для определения различных дефектов.
Задачей заявляемого изобретения является создание простого в реализации и надёжного способа, чувствительного к отдельным микродефектам и участкам с любой плотностью микродефектов, обеспечение результатов высокой точности оптико-визуального контроля качества сырья и готовой продукции и отсутствие необходимости в неподвижности контролируемого изделия.
Технический результат: обеспечение простоты реализации, высокой точности результатов неразрушающего контроля листового металла.
Способ состоит в формировании карты глубины для поверхности металла с отражающими свойствами посредством IP-видеокамеры видимого спектра и лазерной подсветки с целью выявления дефектов неплоскостности.
Заявляется способ неразрушающего контроля листового металла, заключающий в том, что IP-камера, размещённая под углом 15° к поверхности контролируемого изделия, осуществляет непрерывную съемку мишени с отражением линий лазерной подсветки от поверхности изделия, направленной под углом 30° к поверхности контролируемого изделия. Изделие перемещается в направлении к мишени. При наличии дефектов неплоскостности изделия линия на экране мишени в точке, соответствующей точке расположения дефекта на листе, отклоняется относительно условной «нулевой» линии на мишени, в зависимости от направления деформации. Отраженный луч фиксируется IP-камерой с такой установленной частотой кадров в секунду, что позволяет выполнять съёмку с требуемым разрешением и предобработку полученных данных. В результате на каждую условную единицу поверхности изделия, определяемой скоростью движения изделия, формируется карта высот на мишени.
Итоговое разрешение изображения зависит от:
• количества пикселей по горизонтали в матрице камеры (ось Х, ширина изделия);
• количества пикселей по вертикали в матрице камеры (ось Z, глубина отклонений);
• скорости перемещения изделия и количества кадров, фиксируемых камерой, за секунду (ось Y, длина изделия).
Последовательность выявления дефектов следующая:
1. Выполняется предобработка изображений, содержащих карту высот, в ходе которой устанавливаются координаты точек поверхности. На основании координат выполняется построение изображения карты глубины по следующим правилам:
• положение точки по оси Х на изображении, полученном от камеры, соответствует положению точки на карте глубины;
• положение точки по оси Y на изображении, полученном от камеры, соответствует значению пикселя на карте глубины. Здесь же задаются базис и смещение для юстировки после монтажа оборудования;
• положение точки по оси Y на карте глубины соответствует порядку изображений, полученных от камеры.
2. Выполняется определение контура листа, для чего используется пороговый алгоритм, с помощью которого обнаруживаются контрастные переходы от «фона» к контролируемому изделию. Результат - массив, описывающие положение изделия в кадре, соответствующий интересующей области.
3. Выполняется маркирование точек, потенциально соответствующих дефектам неплоскостности, в результате построения карты высот поверхности и обработки ее программным обеспечением.
4. Сортировка и формирование сегментов с точками по заданным правилам фильтрации. Сегменты подвергаются классификации на основании их геометрических характеристик.
Способ поясняется иллюстрациями.
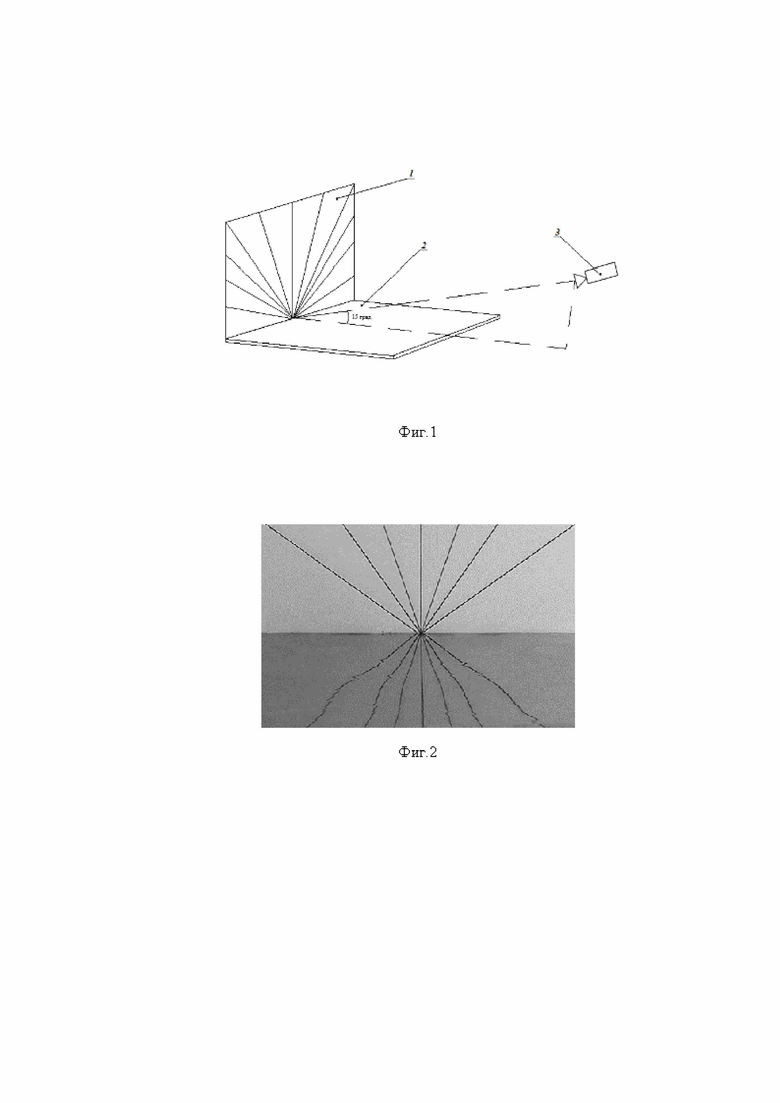
На фиг.1 представлено схематичное изображение реализации способа, где 1 - мишень с контрольными линиями, 2 - контрольный образец, 3 - IP-камера,
на фиг.2 представлен кадр, получаемый от IP-камеры,
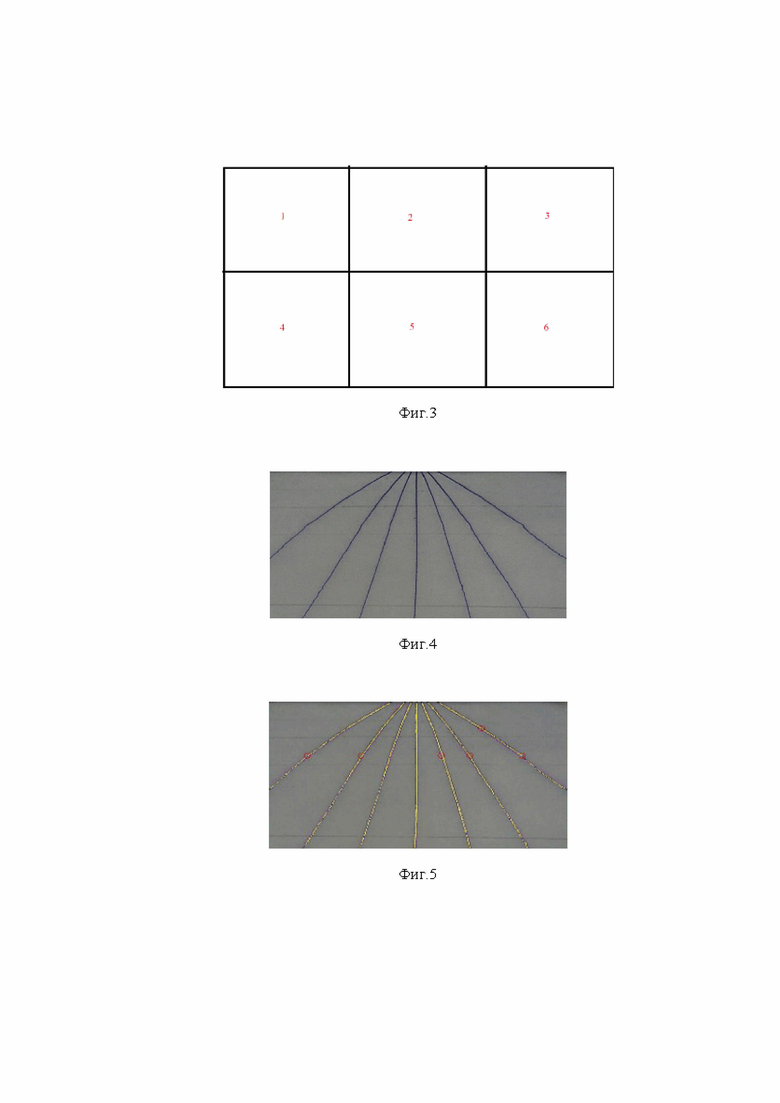
на фиг.3 - зоны съёмки поверхности изделий,
на фиг.4 - образец 1, зона 2, исходное изображение без подсветки,
на фиг.5 - образец 1, зона 2, изображение с подсветкой,
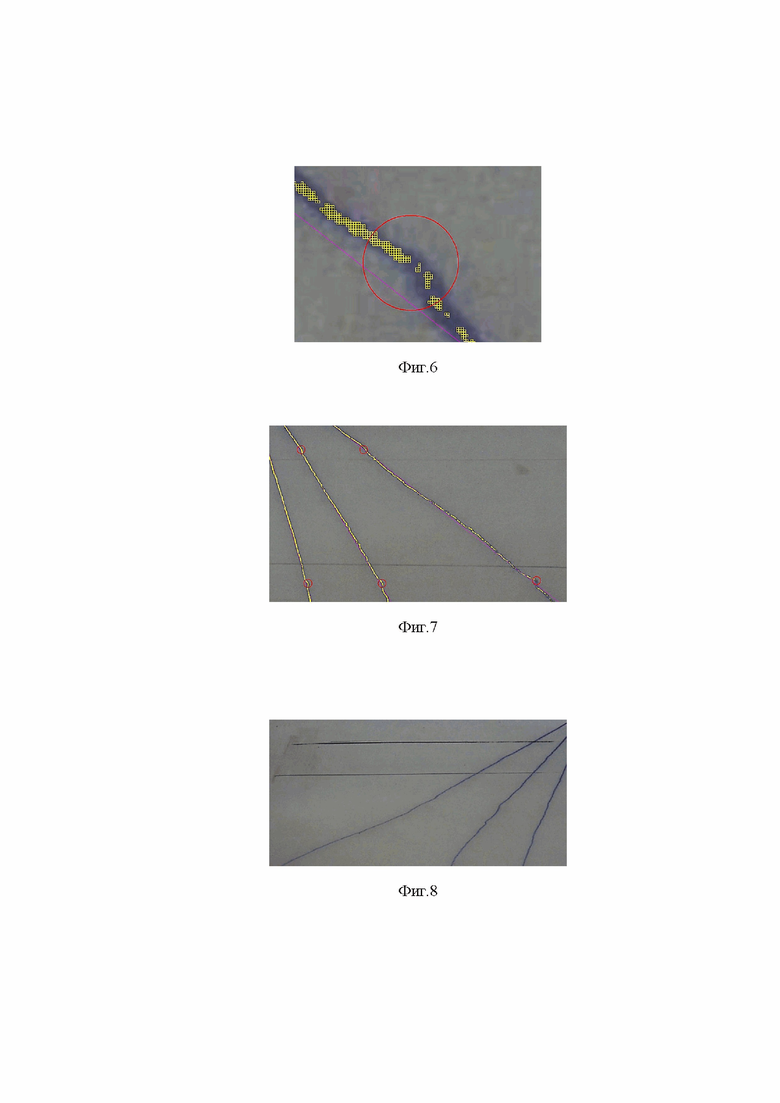
на фиг.6 - образец 1, зона 2, изображение с подсветкой, укрупненно в одной точке,
на фиг.7 - образец 1, зона 6, изображение с подсветкой,
на фиг.8 - образец 2, зона 1, исходное изображение без подсветки,
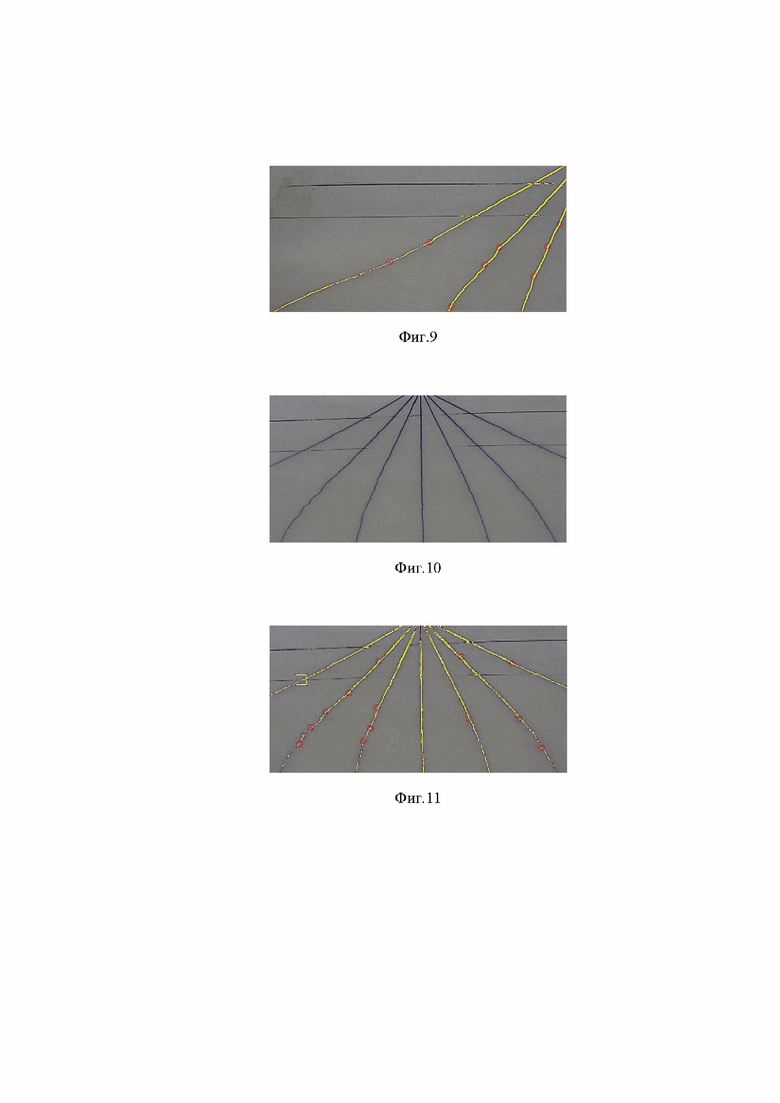
на фиг.9 - образец 2, зона 1, изображение с подсветкой,
на фиг.10 - образец 2, зона 2, исходное изображение без подсветки,
на фиг.11 - образец 2, зона 2, изображение с подсветкой,
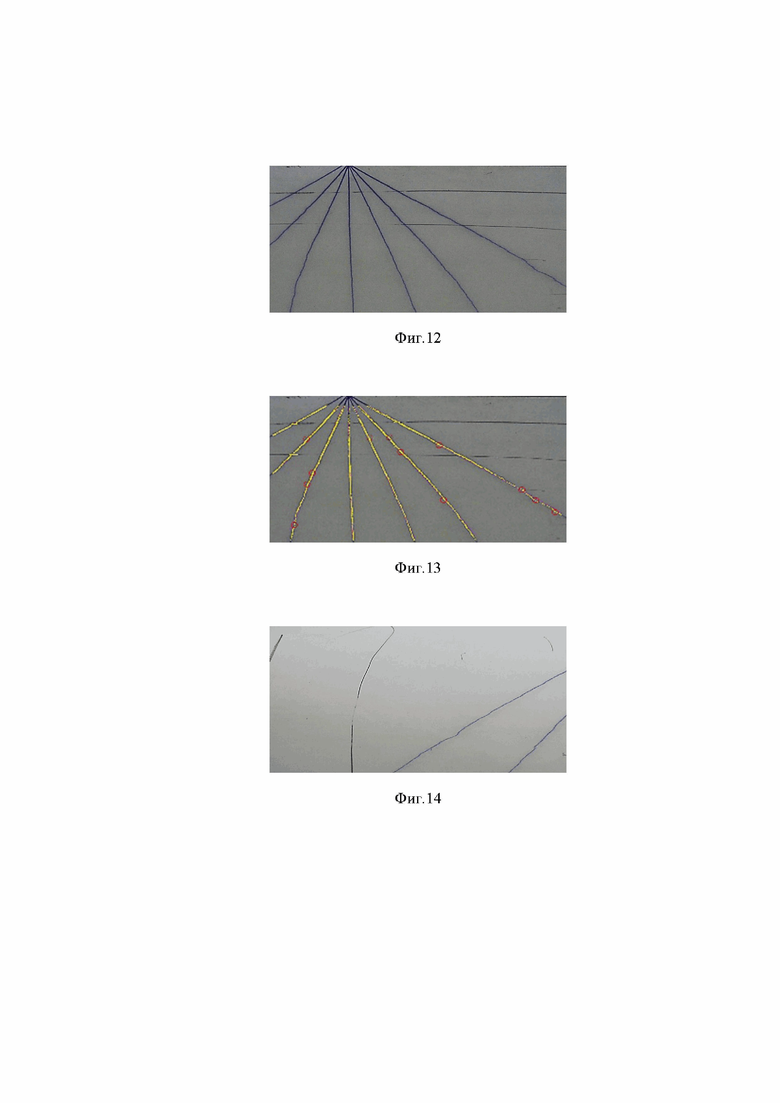
на фиг.12 - образец 2, зона 3, исходное изображение без подсветки,
на фиг.13 - образец 2, зона 3, изображение с подсветкой,
на фиг.14 - образец 2, зона 4, исходное изображение без подсветки,
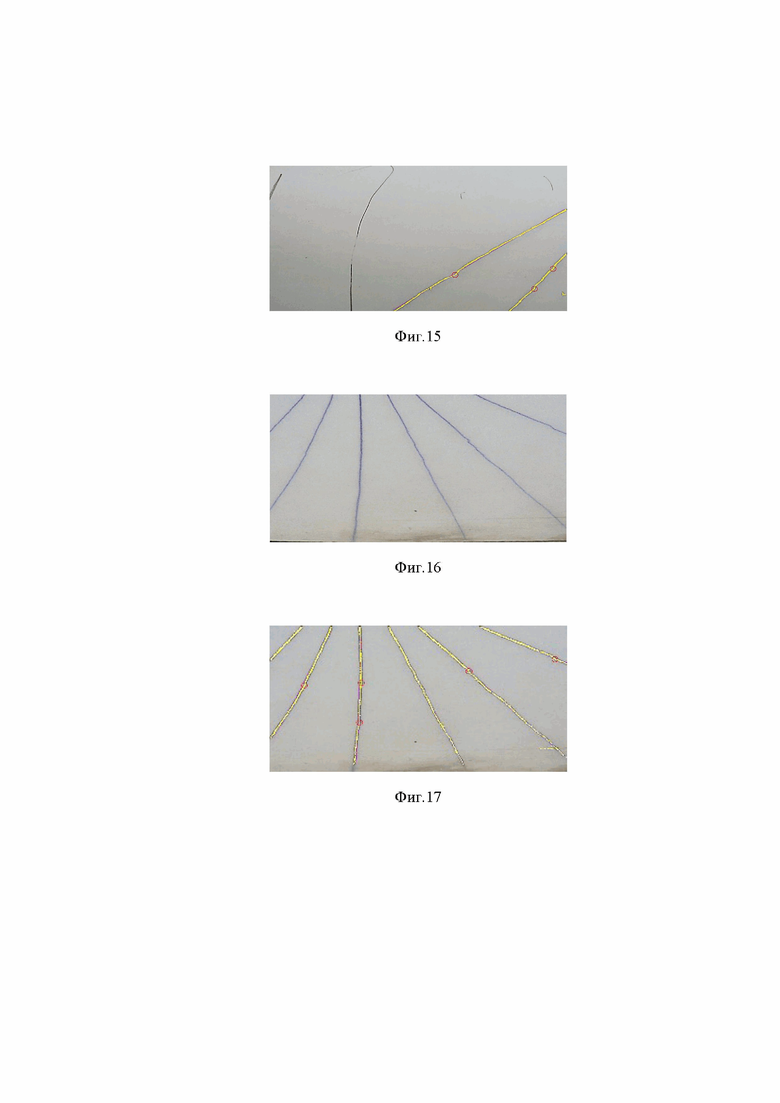
на фиг.15 - образец 2, зона 4, изображение с подсветкой,
на фиг.16 - образец 2, зона 5, исходное изображение без подсветки,
на фиг.17 - образец 2, зона 5, изображение с подсветкой,
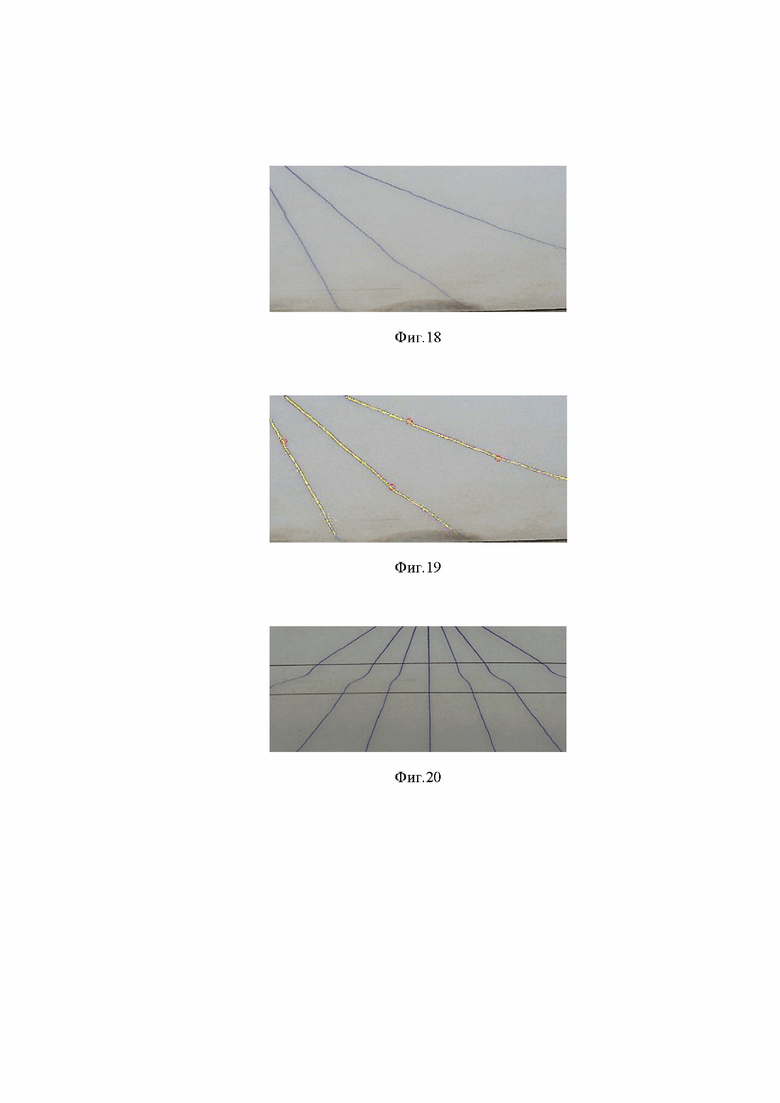
на фиг.18 - образец 2, зона 6, исходное изображение без подсветки,
на фиг.19 - образец 2, зона 6, изображение с подсветкой,
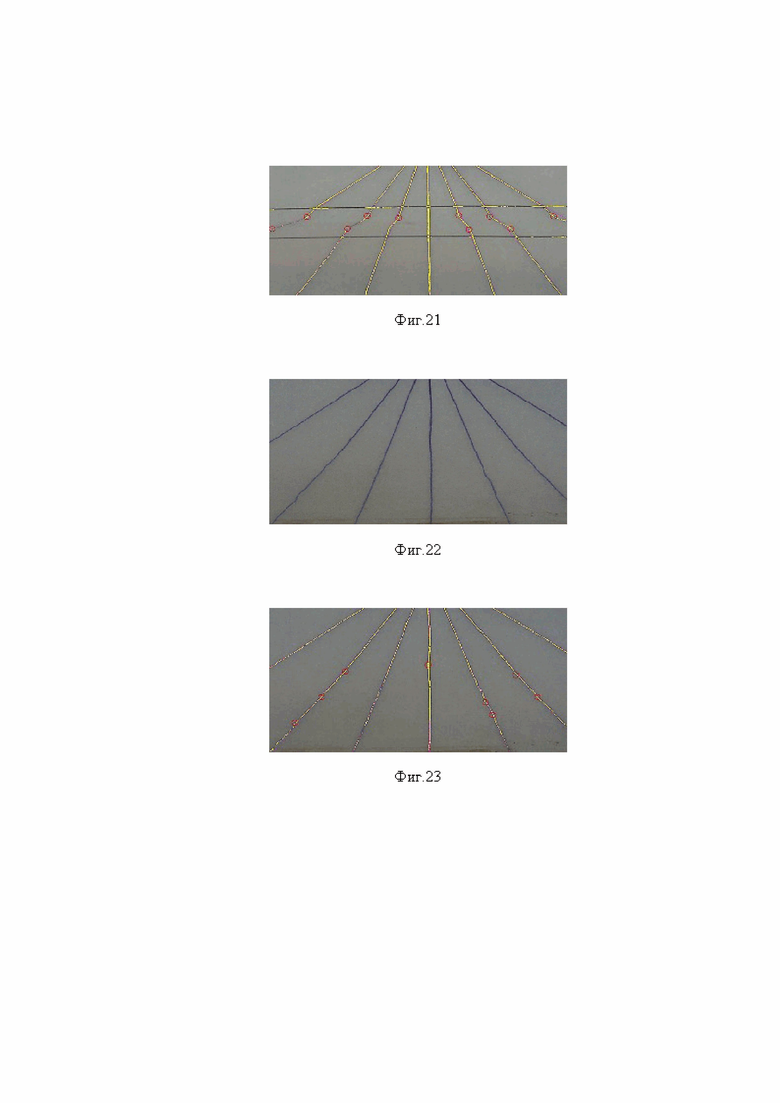
на фиг.20 - образец 3, исходное изображение без подсветки,
на фиг.21 - образец 3, изображение с подсветкой,
на фиг.22 - образец 4, исходное изображение без подсветки,
на фиг.23 - образец 4, изображение с подсветкой,
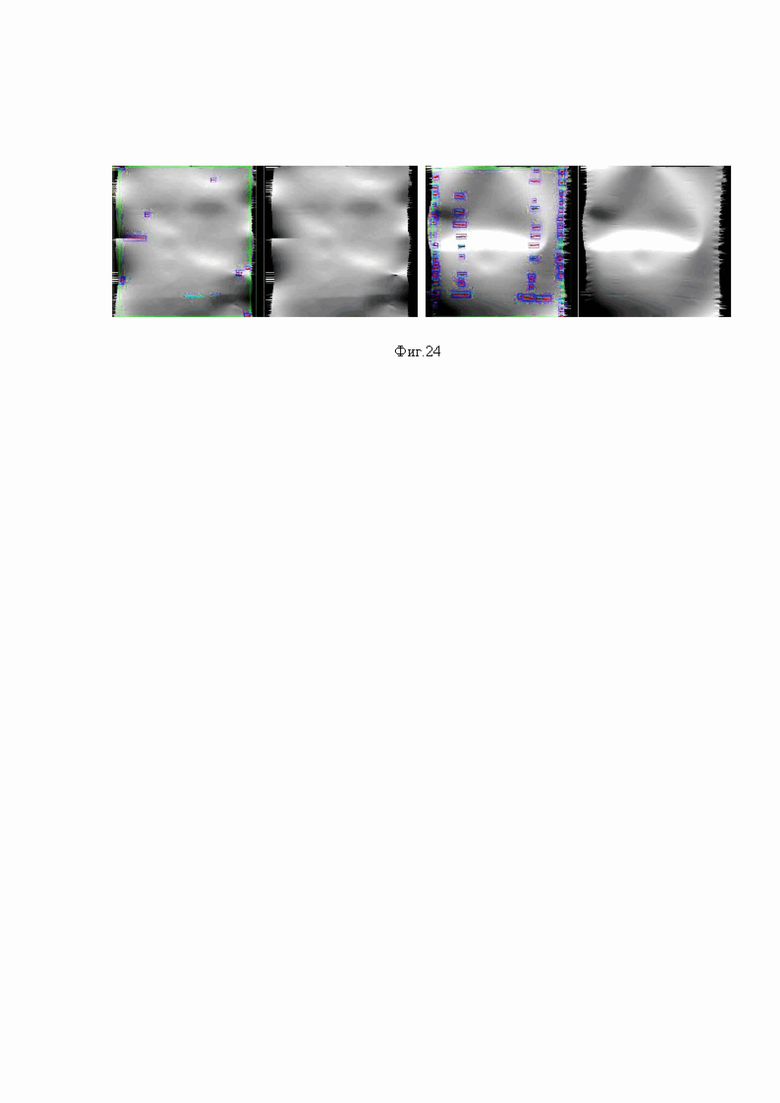
на фиг.24 показаны трехмерные изображения поверхностей листов с различными дефектами. Программное обеспечение в зависимости от настроек чувствительности выявляет любые локальные отклонения и следы - мятость, излом, гофра, наддав.
Способ осуществляется следующим образом.
Согласно фиг. 1 мишень с контрольными линиями 1 закрепляют перпендикулярно к отражающей поверхности образца. Контрольный образец 2 располагается на плоской горизонтальной поверхности и освещается линейным лазером под углом 30° к поверхности образца. IP-камера бытового назначения 3 с разрешением 1920×1080 пикс. закрепляется со стороны линейного лазера.
Образец перемещается в направлении к мишени. Контрольные линии проецируются на поверхность образца. В случае наличия выпуклостей и других дефектов неплоскостности отражаемые контрольные линии искажаются, что фиксируется IP-камерой. На фиг. 2 представлен кадр, получаемый от IP-камеры. Получаемый поток кадров предварительно обрабатывается программным обеспечением с формированием карты глубины, после чего результат отображается в рабочем окне интернет-браузера.
Для индикации отклонений от плоскостности программное обеспечение подсвечивает точки линий мишени, тренд-линии фактически отражаемых изделием кривых и локальные отклонения на тренд-линиях от линий мишени, так называемые «точки излома» тренд-линии.
Для индикации нарушений поверхности с сохранением плоскостности изделия программное обеспечение выделяет, фильтрует, сегментирует и агрегирует линии и группы линий по заданным свойствам при условии, что дефекты достаточно контрастны. Для обнаружения дефектов с минимальным контрастом агрегация отключается.
Испытания проводились с использованием металлических листов размером 210 × 297 мм из проката марки 23Х15Н5AМ3-Ш (ВНС9-Ш, h = 0,3 мм).
В таблице 1 представлены дефекты неплоскостности листа - отпечаток от гильзы, расположенный перпендикулярно к направлению проката, и продольные полосы с ответвлениями по направлению проката.
Для выявления дефектов неплоскостности применено следующее решение: контролируемый образец находится на плоской горизонтальной поверхности. Линейный лазер установлен и направлен под углом 30° к поверхности изделия, IP-камера и мишень размещены в соответствии с фиг. 1. Линии мишени отражаются поверхностью изделия. В точках неплоскостности листа отражение искажается.
В соответствии с фиг. 2, отраженные линии не имеют локальных отклонений или разрывов от тренд-линии для ровных участков листа, тогда как на участках неплоскостности, с учетом угла обзора, видны изломы.
Зоны съёмки поверхности изделий - в соответствии с фиг. 3.
Точки линий мишени - желтые линии, тренд-линии отражений кривых мишени - розовые линии, локальные отклонения на тренд-линиях отражённых кривых от мишени - красные окружности.
Программное обеспечение выделило участки локальных отклонений выше допуска на тренд-линиях обнаруженных кривых от мишени. Фактические линии дефекта проходят на образце горизонтально по центрам красных окружностей. Обнаруженные точки излома линий соответствуют указанным маркером границам участка на образце.
Для образца 2 метод обнаружения дефектов аналогичен методу, примененному при контроле образца 1.
Дефекты образца 3 явно выражены в условной зоне, ограниченной чёрными прямыми.
Дефекты образца 4 обнаружены методом, применённым в случаях контроля образцов 1 и 2. Дефект менее четко выражен.
Результатом работ является подтверждение эффективности описываемого изобретения и классификация дефектов с указанием способов их обнаружения и методов распознавания.
Изобретение было реализовано в программно-аппаратном комплексе, обеспечивающем следующие функциональные возможности:
• автоматическую подачу листа в блок инспекции и возврат для визуального осмотра;
• лазерную подсветку;
• обнаружение дефектов неплоскостности;
• визуализацию (местоположение, деталь и класс) обнаруженных дефектов;
• возможность просмотра истории инспекции (как текущего листа, так и ранее прошедшего инспекцию);
• автоматическое принятие решения на основании установленных оператором допусков дефектов и информирование оператора о пригодности продукции к выпуску;
• формирование отчетов по обнаруженным дефектам за заданный период;
• автоматическая фотофиксация (сохранение изображений с подсветкой дефектов или без них, совместно с расчетными данными);
• передача данных в любую информационную систему;
• возможность тестового управления приводом стола и линейного лазера.
Таким образом, заявляемый способ:
а) прост в технической реализации, т.к. используется распространенное оборудование и область применения его шире, чем в известных способах;
б) позволяет получить высокую точность результатов неразрушающего контроля листового металла за короткий промежуток времени;
в) обеспечивает низкую трудоемкость считывания и анализа результатов работы программного обеспечения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДИАГНОСТИКИ ДЕФЕКТОВ НА МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЯХ | 2012 |
|
RU2522709C2 |
| Способ комплексной диагностики рельсов | 2017 |
|
RU2642687C1 |
| СПОСОБ ВИДЕОКОНТРОЛЯ КАЧЕСТВА ПОВТОРА КВАЗИИДЕНТИЧНЫХ ОБЪЕКТОВ НА ОСНОВЕ СКОРОСТНЫХ АЛГОРИТМОВ СРАВНЕНИЯ ПЛОСКИХ ПЕРИОДИЧЕСКИХ СТРУКТУР РУЛОННОГО ПОЛОТНА | 2018 |
|
RU2688239C1 |
| Устройство системы потокового поэкземплярного контроля качества и сортировки единичных изделий в виде плоских многоугольников правильной формы | 2022 |
|
RU2784322C1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ МЕХАНИЧЕСКОГО СОСТОЯНИЯ ОБЪЕКТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2126523C1 |
| КОМПЛЕКС ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ И ОПТИЧЕСКОЕ ИЗМЕРИТЕЛЬНОЕ УСТРОЙСТВО КОМПЛЕКСА | 2012 |
|
RU2515957C1 |
| Способ бесконтактного измерения геометрических параметров и породно-качественного состава штабеля круглых лесоматериалов, погруженных на автотранспорт и/или прицеп, и автоматизированная система для осуществления способа | 2021 |
|
RU2778975C1 |
| СКАНИРУЮЩИЙ ТЕПЛОВИЗИОННЫЙ ДЕФЕКТОСКОП | 2022 |
|
RU2786045C1 |
| Оптическое измерительное устройство | 2018 |
|
RU2686801C1 |
| ТЕРМОГРАФИЧЕСКИЙ СПОСОБ КОНТРОЛЯ ОБЪЕКТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2670186C1 |
Изобретение относится к методам неразрушающего контроля в областях машиностроения, производства бытовой техники и техники военного назначения, строительства, металлургии. Заявленный способ состоит в формировании карты глубины для поверхности металла с отражающими свойствами посредством IP-видеокамеры видимого спектра и лазерной подсветки с целью выявления дефектов неплоскостности. Способ неразрушающего контроля листового металла заключается в том, что IP-камера, размещённая под углом 15° к поверхности контролируемого изделия, осуществляет непрерывную съемку мишени с отражением линий лазерной подсветки от поверхности изделия, направленной под углом 30° к поверхности контролируемого изделия. Изделие перемещается в направлении к мишени. При наличии дефектов неплоскостности изделия линия на экране мишени в точке, соответствующей точке расположения дефекта на листе, отклоняется относительно условной «нулевой» линии на мишени, в зависимости от направления деформации. Отраженный луч фиксируется IP-камерой с такой установленной частотой кадров в секунду, что позволяет выполнять съёмку с требуемым разрешением и предобработку полученных данных. В результате на каждую условную единицу поверхности изделия, определяемой скоростью движения изделия, формируется карта высот на мишени. Технический результат - обеспечение простоты реализации, а также высокой точности результатов неразрушающего контроля листового металла. 24 ил., 1 табл.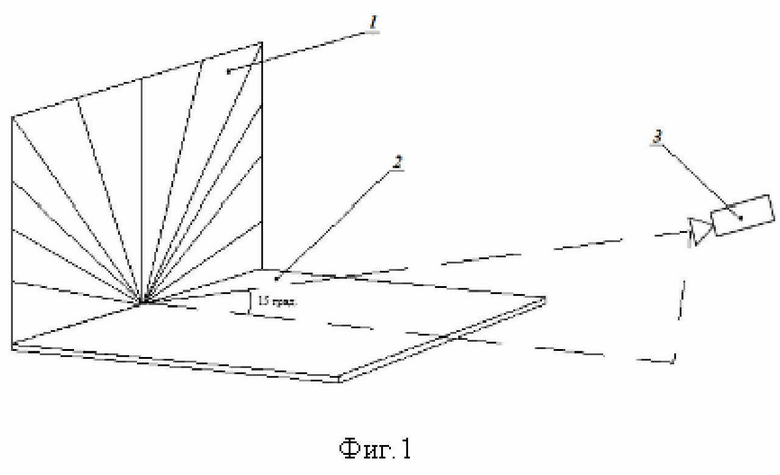
Способ неразрушающего контроля листового металла, заключающий в том, что посредством IP-камеры, размещённой под углом 15° к поверхности контролируемого изделия, осуществляют непрерывную съемку мишени с отражением линий лазерной подсветки от поверхности изделия, направленной под углом 30° к поверхности контролируемого изделия, при этом изделие перемещают в направлении к мишени, при наличии дефектов неплоскостности изделия линия на экране мишени в точке, соответствующей точке расположения дефекта на листе, отклоняется относительно условной «нулевой» линии на мишени, в зависимости от направления деформации, отраженный луч фиксируют IP-камерой с такой установленной частотой кадров в секунду, что позволяет выполнять съёмку с требуемым разрешением и предобработку полученных данных, в результате на каждую условную единицу поверхности изделия, определяемой скоростью движения изделия, формируют карту высот на мишени.
| СПОСОБ БЕСКОНТАКТНЫХ ИЗМЕРЕНИЙ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ОБЪЕКТА В ПРОСТРАНСТВЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2551396C1 |
| 0 |
|
SU162587A1 | |
| Вакуум-пневматический захват | 1953 |
|
SU104697A1 |
| EP 3696537 A1, 19.08.2020 | |||
| US 9003846 B2, 14.04.2015 | |||
| Манипулятор | 1989 |
|
SU1742015A1 |

