Перекрестная ссылка на родственные заявки
Настоящая заявка испрашивает приоритет предварительной патентной заявки США № 61/623618, поданной 13 апреля 2012 г.; предварительной патентной заявки США № 61/665423, поданной 28 июня 2012 г.; предварительной патентной заявки США № 61/675002, поданной 24 июля 2012 г.; предварительной патентной заявки США № 61/707355, поданной 28 сентября 2012 г.; и предварительной патентной заявки США № 61/717922, поданной 24 октября 2012 г.; причем все они во всей своей полноте включаются в настоящий документ.
Уровень техники, к которой относится изобретение
Существуют многочисленные разнообразные трубопроводы, которые используются в системах добычи нефти и газа, в том числе, например производственные трубопроводы для транспортировки добытых углеводородов, трубопроводы для введения текучей среды, трубопроводы для впрыскивания текучей среды и так далее. Трубопроводы, по которым текучие среды транспортируются с морского дна до поверхности, как правило, называются термином «восходящие трубопроводы», в то время как трубопроводы, по которым добываемая текучая среда перемещается на берег, по суше, на транспортное судно или в хранилище, называются термином «транспортные трубопроводы» или «экспортные трубопроводы». Восходящие трубопроводы могут включать производственные восходящие трубопроводы, буровые восходящие трубопроводы, восходящие трубопроводы с верхним натяжением и т.п. Другие трубопроводы включают перепускные трубопроводы, которые представляют собой сегменты меньшей длины, через которые соединяются подводные скважины и соответствующие коллекторы, трубопроводы для перемещения текучей среды, через которые соединяются восходящие трубопроводные системы и плавучие производственные установки, и экспортные трубопроводы, через которые соединяются плавучие производственные установки и разгрузочные буи. Множество трубопроводов можно соединять, изготавливая связанные линии, комбинированные транспортные линии или системы типа «труба в трубе», а также являются полезными видоизменения основных трубопроводных конструкций, таких как гибкие цепные восходящие трубопроводы и гибридные восходящие трубопроводы. Гибкие трубопроводы стали более привлекательными для использования в таких нефтяных и газовых системах, поскольку они могут обеспечивать высокую прочность и долговечность, которые, например, эквивалентны свойствам жестких стальных трубопроводов, в то время как за счет гибкости эти системы могут лучше функционировать в динамической внебереговой среде, в которой они используются.
Изготовление гибких трубопроводов, которые могут успешно функционировать в проблемной среде, в которой установлены системы добычи нефти и газа, оказалось затруднительным и дорогостоящим. Трубопроводы должны быть способными переносить желательные текучие среды, такие как добываемые углеводороды или вспомогательные текучие среды, в том числе гидравлические текучие среды и инжекционные текучие среды, без разрушения или неисправности. Хотя однослойные трубопроводы используются в некоторых приложениях внебереговых нефтяных и газовых систем, наиболее гибкие трубопроводы для нефтяных и газовых установок включают множество концентрических слоев, которые совместно обеспечивают разнообразные свойства трубопровода, такие как прочность, защитные свойства, свойства химической устойчивости, противоизносные свойства, изоляционные свойства и т.п. Например, один или несколько внутренних слоев трубопровода могут обеспечивать защитные свойства, предотвращая проникновение текучей среды, проходящей по трубопроводу, через стенку. Данный слой может также быть устойчивым к химическому разложению под действием текучей среды, проходящей по трубопроводу, и термическому разложению, обусловленному условиями использования, таким образом, чтобы поддерживать желательные защитные свойства в течение продолжительного срока службы. Помимо того, что он имеет хорошую непроницаемость, устойчивость к химическому и термическому разложению и гибкость, материал, используемый для изготовления защитного слоя должен также проявлять хорошую ударную прочность в широком интервале температур. Эти защитные слои изготавливают, используя, как правило, полимерные материалы, в том числе полиэтилен высокой плотности (HDPE), полиамиды (например, PA11 или PA12), или поливинилиденфторид (PVDF). Хотя во многих случаях эти материалы могут образовывать достаточные защитные слои, все же остается возможность усовершенствования.
Полиариленсульфиды представляют собой высокоэффективные полимеры, которые могут выдерживать высокие термические, химические и механические нагрузки. Полиариленсульфиды часто сочетаются с другими полимерами для улучшения характеристик получаемой композиции. Например, обнаружено, что эластомерные модификаторы ударной прочности являются полезными для улучшения физических свойств полиариленсульфидной композиции.
К сожалению, эластомерные полимеры, которые обычно считались полезными для модификации ударопрочности, не являются совместимыми с полиариленсульфидами, и фазовое разделение представляет собой проблему при изготовлении композиций из этих двух компонентов. Были предприняты попытки усовершенствования изготовления композиции, например, посредством использования компатибилизаторов. Однако даже при таких модификациях композиции, содержащие полиариленсульфиды в сочетании с модифицирующими ударную прочность полимерами все же не могли обеспечивать эффективность продукта на желательном уровне, в частности, в проблематичных приложениях, таких как изготовление гибких трубопроводов для использования в нефтяной и газовой промышленности, для которых требуются гибкость, непроницаемость, высокая устойчивость к термическому и химическому разложению, а также высокая ударная прочность.
В технике необходимы именно трубопроводы для использования на внебереговых нефтяных и газовых системах, содержащие полиариленсульфидную композицию, например, в качестве защитного слоя трубопровода.
Сущность изобретения
Согласно одному варианту осуществления предлагается трубопровод для использования в системах добычи и транспортировки нефти и/или газа. В этом нефтепроводе и/или газопроводе содержится полиариленсульфидная композиция. Полиариленсульфидная композиция содержит полиариленсульфид и сшитый модификатор ударной прочности. Данная полиариленсульфидная композиция может проявлять превосходные характеристики для использования в нефтяной и газовой промышленности. Например, полиариленсульфидная композиция может иметь удлинение при пределе текучести, составляющее более чем приблизительно 4,5%, а также может иметь модуль упругости при растяжении, составляющий менее чем приблизительно 3000 МПа при определении согласно стандарту ISO 527 при температуре 23°C и скорости 5 мм/мин.
Кроме того, предлагается способ изготовления нефтепровода и/или газопровода, причем данный способ включает формование полиариленсульфидной композиции для изготовления нефтепровода и/или газопровода, например, чтобы изготавливать один или более слоев данного трубопровода.
Краткое описание чертежей
Настоящее изобретение становится более понятным при рассмотрении следующих чертежей:
Фиг. 1 иллюстрирует внебереговую систему для добычи нефти и газа, включающую гибкий восходящий трубопровод, проходящий от морского дна к поверхностной установке.
Фиг. 2 иллюстрирует внебереговую площадку, включающую множество различных типов трубопроводов, в которых может содержаться полиариленсульфидная композиция, которая описана в настоящем документе.
Фиг. 3 иллюстрирует схематическое представление многослойного восходящего трубопровода, включающего защитный слой, изготовленный из полиариленсульфидной композиции, которая описана в настоящем документе.
Фиг. 4 иллюстрирует однослойный трубопровод, который может быть изготовлен из полиариленсульфидной композиции.
Фиг. 5 иллюстрирует связанный восходящий трубопровод, включающий множество трубопроводов, согласно описанию в настоящем документе.
Фиг. 6 иллюстрирует другой вариант осуществления связанного восходящего трубопровода.
Фиг. 7A иллюстрирует боковой вид, и фиг. 7B иллюстрирует вид поперечного сечения трубопроводной системы типа «труба в трубе», которая может включать один или более слоев, изготовленных из полиариленсульфидной композиции.
Фиг. 8 иллюстрирует соединитель для системы трубопровода, в котором может содержаться полиариленсульфидная композиция, которая описана в настоящем документе.
Фиг. 9 иллюстрирует схематическое представление процесса формования полиариленсульфидной композиции, которая описана в настоящем документе.
Фиг. 10 иллюстрирует образец, используемый для определения прочности расплава и удлинения расплава полиариленсульфидных композиций, которые описаны в настоящем документе.
Фиг. 11 иллюстрирует влияние температуры на изменение ударной прочности по Шарпи (Charpy) образца полиариленсульфидной композиции, которая описана в настоящем документе, с надрезом, и сравнительной композиции.
Фиг. 12 иллюстрирует полученное сканирующим электронным микроскопом изображение полиариленсульфидной композиции, которая описана в настоящем документе (фиг. 12B), и сравнительного полиариленсульфида (фиг. 12A).
Фиг. 13 сравнивает воздействие серной кислоты на прочностные характеристики полиариленсульфидных композиций, которые описаны в настоящем документе, и сравнительной композиции.
Фиг. 14 представляет логарифм комплексной вязкости в зависимости от скорости сдвига, полученный для полиариленсульфидных композиций, которые описаны в настоящем документе.
Фиг. 15 представляет прочность расплава в зависимости от деформации Хенки (Hencky) полиариленсульфидных композиций, которые описаны в настоящем документе.
Фиг. 16 представляет вязкость при удлинении расплава в зависимости от деформации Хенки полиариленсульфидных композиций, которые описаны в настоящем документе.
Фиг. 17 иллюстрирует контейнер, изготовленный раздувным формованием из полиариленсульфидной композиции.
Фиг. 18A и фиг. 18B иллюстрируют изображения поперечного сечения контейнера, представленного на фиг. 17.
Фиг. 19 иллюстрирует суточную потерю массы исследуемых образцов при определении сопротивления проникновению полиариленсульфидных композиций по отношению к топливной смеси CE10.
Фиг. 20 иллюстрирует суточную потерю массы исследуемых образцов при определении сопротивления проникновению полиариленсульфидных композиций по отношению к топливной смеси CM15A.
Фиг. 21 иллюстрирует суточную потерю массы исследуемых образцов при определении сопротивления проникновению полиариленсульфидных композиций по отношению к метанолу.
Подробное описание
Как должен понимать обычный специалист в данной области техники, настоящий документ представляет собой исключительно описание примерных вариантов осуществления и не предназначается для ограничения более широких аспектов настоящего изобретения.
Настоящее изобретение относится, в общем, к трубопроводам для использования в системах добычи нефти и/или газа. Более конкретно, данные трубопроводы изготавливаются из полиариленсульфидной композиции или содержат защитный слой, изготовленный из полиариленсульфидной композиции, которая обеспечивает высокую прочность, низкую проницаемость и устойчивость к химическому и термическому разложению. Трубопроводы имеют, как правило, трубчатую форму и полый сквозной канал, таким образом, что их можно использовать для транспортировки любой из множества текучих сред, которые можно использовать в операциях добычи нефти и/или газа, включая, без ограничения, добываемые углеводороды и вспомогательные текучие среды, такие как инжекционные текучие среды, гидравлические текучие среды, отработавшую воду и т.д. Преимущественно полиариленсульфидная композиция может поддерживать хорошие физические характеристики, даже когда она используется в таких условиях предельных температур, которые могут присутствовать в течение срока службы трубопровода. Кроме того, превосходные свойства гибкости и упругости полиариленсульфидной композиции могут представлять собой преимущество для применения, поскольку такие трубопроводы могут успешно выдерживать вертикальное и горизонтальное движение, что делает их идеальными для использования на внебереговых установках, включая плавучие установки, а также на береговых установках.
Полиариленсульфидная композиция, используемая для изготовления трубопроводов, может подвергаться формованию согласно технологии формования расплава, которая включает объединение полиариленсульфида и модификатора ударной прочности для изготовления смеси и направление смеси на динамическую вулканизацию. Более конкретно, полиариленсульфид можно объединять с модификатором ударной прочности, и на эту смесь можно воздействовать в условиях сдвига, таким образом, что модификатор ударной прочности оказывается равномерно распределенным во всем объеме полиариленсульфида. После изготовления смеси в эту смесь может добавляться полифункциональный сшивающий агент. Полифункциональный сшивающий агент может реагировать с компонентами смеси, осуществляя сшивание композиции, например, внутри и между полимерными цепями модификатора ударной прочности. Согласно одному варианту осуществления полиариленсульфид можно также обрабатывать, используя вторичный функциональный материал, чтобы вводить в полиариленсульфид дополнительные реакционноспособные функциональные группы, которые могут дополнительно улучшать взаимодействие и сшивание между компонентами композиции.
Без ограничения какой-либо определенной теорией, считается, что посредством добавления полифункционального сшивающего вещества в полиариленсульфидную композицию после распределения модификатора ударной прочности во всем объеме полиариленсульфида и динамической вулканизации композиции взаимодействие между полиариленсульфидом, модификатором ударной прочности и сшивающим веществом внутри блока формования из расплава может улучшаться, приводя к улучшенному распределению сшитого модификатора ударной прочности во всем объеме композиции. Это улучшенное распределение сшитого модификатора ударной прочности во всем объеме композиции может улучшать характеристики прочности и гибкости композиции, например способность композиции сохранять прочность в процессе деформации, а также придавать композиции хорошую способность к обработке, которую можно использовать для изготовления трубопровода, который может проявлять превосходную непроницаемость и устойчивость к разложению в разнообразных условиях.
Характеристики высокой прочности и гибкости полиариленсульфидной композиции могут становиться очевидными при исследовании свойств материалов при растяжении, изгибе и/или ударе. Например, полиариленсульфидную композицию при 23°C может характеризовать ударная прочность по Шарпи образца с надрезом, составляющая более чем приблизительно 3 кДж/м2, более чем приблизительно 3,5 кДж/м2, более чем приблизительно 5 кДж/м2, более чем приблизительно 10 кДж/м2, более чем приблизительно 15 кДж/м, более чем приблизительно 30 кДж/м2, более чем приблизительно 33 кДж/м2, более чем приблизительно 40 кДж/м2, более чем приблизительно 45 кДж/м2 или более чем приблизительно 50 кДж/м2 согласно стандарту ISO 179-1 (технический эквивалент стандарта ASTM D256, метод B). При исследовании ударной прочности по Шарпи образцы без надреза не разрушаются при 23°C в условиях стандарта ISO 180 (технический эквивалент стандарта ASTM D256).
Преимущественно полиариленсульфидная композиция может сохранять хорошие физические характеристики даже в условиях предельных температур, включая высокие и низкие температуры. Например, полиариленсульфидную композицию при -30°C может характеризовать ударная прочность по Шарпи образца с надрезом, составляющая более чем приблизительно 8 кДж/м2, более чем приблизительно 9 кДж/м2, более чем приблизительно 10 кДж/м2, более чем приблизительно 14 кДж/м2, более чем приблизительно 15 кДж/м2, более чем приблизительно 18 кДж/м2 или более чем приблизительно 20 кДж/м2 согласно стандарту ISO 179-1; причем при -40°C ее может характеризовать ударная прочность по Шарпи образца с надрезом, составляющая более чем приблизительно 8 кДж/м2, более чем приблизительно 9 кДж/м2, более чем приблизительно 10 кДж/м2, более чем приблизительно 11 кДж/м2, более чем приблизительно 12 кДж/м2 или более чем приблизительно 15 кДж/м2 согласно стандарту ISO 179-1.
Кроме того, влияние изменения температуры на полиариленсульфидную композицию может оказаться неожиданно малым. Например, соотношение значений ударной прочности по Шарпи образца с надрезом согласно стандарту ISO 179-1 при 23°C и при -30°C может составлять более чем приблизительно 3,5, более чем приблизительно 3,6, или более чем приблизительно 3,7. Таким образом, как описано более подробно в представленном ниже разделе примеров, при увеличении температуры ударная прочность полиариленсульфидной композиции также увеличивается, согласно ожиданиям, но скорость увеличения ударной прочности является очень высокой, в частности, по сравнению с композицией, в которой не содержится динамически сшитый модификатор ударной прочности. Соответственно, полиариленсульфидная композиция может проявлять превосходные прочностные характеристики в широком интервале температур.
Полиариленсульфидная композиция может проявлять очень хорошие характеристики при растяжении. Например, полиариленсульфидная композиция может иметь удлинение при растяжении при пределе текучести, составляющее более чем приблизительно 4,5%, более чем приблизительно 6%, более чем приблизительно 7%, более чем приблизительно 10%, более чем приблизительно 25%, более чем приблизительно 35%, более чем приблизительно 50%, более чем приблизительно 70%, более чем приблизительно 75%, более чем приблизительно 80% или более чем приблизительно 90%. Аналогичным образом, относительное удлинение при разрыве может быть достаточно большим, составляя, например более чем приблизительно 10%, более чем приблизительно 25%, более чем приблизительно 35%, более чем приблизительно 50%, более чем приблизительно 70%, более чем приблизительно 75%, более чем приблизительно 80%, или более чем приблизительно 90%. Относительное удлинение при разрыве может составлять более чем приблизительно 5%, более чем приблизительно 15%, более чем приблизительно 20%, или более чем приблизительно 25%. Например, относительное удлинение при разрыве может составлять приблизительно 90%. Аналогичным образом, деформация при пределе текучести может быть высокой, составляя, например более чем приблизительно 5%, более чем приблизительно 15%, более чем приблизительно 20%, или более чем приблизительно 25%. Деформация при пределе текучести может составлять, например более чем приблизительно 50% или более чем приблизительно 53%. Полиариленсульфидная композиция может иметь предел прочности при растяжении, составляющий более чем приблизительно 30 МПа, более чем приблизительно 35 МПа, более чем приблизительно 40 МПа, более чем приблизительно 45 МПа или более чем приблизительно 70 МПа.
Кроме того, полиариленсульфидная композиция может иметь относительно низкий модуль упругости при растяжении. Например, полиариленсульфидная композиция может иметь модуль упругости при растяжении, составляющий менее чем приблизительно 3000 МПа, менее чем приблизительно 2300 МПа, менее чем приблизительно 2000 МПа, менее чем приблизительно 1500 МПа или менее чем приблизительно 1100 МПа при определении согласно стандарту ISO 527 при температуре 23°C и скорости растяжения 5 мм/мин.
Полиариленсульфидная композиция может также проявлять хорошие характеристики после термической обработки. Например, после термической обработки при температуре, составляющей приблизительно 230°C, в течение периода времени, составляющего приблизительно два часа, модуль упругости при растяжении композиции может составлять менее чем приблизительно 2500 МПа, менее чем приблизительно 2300 МПа или менее чем приблизительно 2250 МПа. Предел прочности при растяжении после термической обработки может составлять более чем приблизительно 50 МПа или более чем приблизительно 55 МПа при определении согласно стандарту ISO 527 при температуре 23°C и испытательной скорости 5 мм/мин.
Полиариленсульфидную композицию можно также использовать непрерывно при высокой температуре, например непрерывно использовать при температуре, составляющей вплоть до приблизительно 150°C, приблизительно 160°C, или приблизительно 165°C, без потери прочности при растяжении. Например, полиариленсульфидная композиция может сохранять более чем приблизительно 95%, наприме приблизительно 100% первоначальной прочности при растяжении после 1000 часов термической обработки при 165°C, и она может сохранять более чем приблизительно 95%, наприме приблизительно 100% первоначального соответствующего пределу текучести удлинения после 1000 часов термической обработки при 135°C.
Характеристики при растяжении можно определять согласно стандарту ISO 527 при температуре 23°C и испытательной скорости 5 мм/мин или 50 мм/мин (технический эквивалент стандарта ASTM D623 при 23°C).
Характеристики при изгибе композиции можно определять согласно стандарту ISO 178 (технический эквивалент стандарта ASTM D790) при температуре 23°C и скорости растяжения 2 мм/мин. Например, модуль упругости при изгибе композиции может составлять менее чем приблизительно 2500 МПа, менее чем приблизительно 2300 МПа, менее чем приблизительно 2000 МПа, менее чем приблизительно 1800 МПа или менее чем приблизительно 1500 МПа. Полиариленсульфидная композиция может иметь предел прочности при изгибе, составляющий более чем приблизительно 30 МПа, более чем приблизительно 35 МПа, более чем приблизительно 40 МПа, более чем приблизительно 45 МПа или более чем приблизительно 70 МПа.
Температура прогиба под нагрузкой полиариленсульфидной композиции может быть относительно высокой. Например, температура прогиба под нагрузкой полиариленсульфидной композиции может составлять более чем приблизительно 80°C, более чем приблизительно 90°C, более чем приблизительно 100°C, или более чем приблизительно 105°C при определении согласно стандарту ISO 75-2 (технический эквивалент стандарта ASTM D790) при 1,8 МПа.
Температура размягчения по Вика (Vicat) может составлять более чем приблизительно 200°C или более чем приблизительно 250°C, наприме приблизительно 270°C при определении методом Вика типа A, когда используется нагрузка 10 Н при скорости нагревания 50 К/час. В случае определения методом Вика типа B, когда используется нагрузка 50 Н при скорости нагревания 50 К/час, температура размягчения по Вика может составлять более чем приблизительно 100°C, более чем приблизительно 150°C более чем приблизительно 175°C или более чем приблизительно 190°C, наприме приблизительно 200°C. Температуру размягчения по Вика можно определять согласно стандарту ISO 306 (технический эквивалент стандарта ASTM D1525).
Полиариленсульфидная композиция можно также проявлять превосходную устойчивость в течение продолжительного воздействия условий агрессивной окружающей среды. Например, при продолжительном воздействии кислой среды полиариленсульфидная композиция можно проявлять низкую потерю прочностных характеристик. Например, после 500 часов воздействия, которое производит сильная кислота (например, раствор, содержащий приблизительно 5% или более сильной кислоты, такой как серная кислота, хлороводородная кислота, азотная кислота, хлорная кислота и т.д.), полиариленсульфидная композиция можно проявлять потерю ударной прочности по Шарпи образца с надрезом, составляющую менее чем приблизительно 17% или менее чем приблизительно 16% после воздействия в течение приблизительно 500 часов раствора сильной кислоты при температуре, составляющей приблизительно 40°C, и она может проявлять потерю ударной прочности по Шарпи образца с надрезом, составляющую менее чем приблизительно 25% или менее чем приблизительно 22% после воздействия в течение приблизительно 500 часов раствора сильной кислоты при температуре, составляющей приблизительно 80°C. Даже при выдерживании в условиях более агрессивной среды, например в растворе 10% серной кислоты, при температуре, составляющей приблизительно 80°C, в течение 1000 часов, полиариленсульфидная композиция может сохранять приблизительно 80% или более первоначальной ударной прочности по Шарпи образца с надрезом. Полиариленсульфидная композиция может также сохранять желательные прочностные характеристики после воздействия других потенциально разрушающих материалов, таких как соли.
Сопротивление проникновению может быть важным для трубопроводов, используемых в нефтяной и газовой промышленности. Полиариленсульфидная композиция можно проявлять превосходное сопротивление проникновению широкого разнообразия материалов. Например, трубопровод, изготовленный из полиариленсульфидной композиции, может проявлять сопротивление проникновению топлива или источника топлива (такого как, например, бензин, дизельное топливо, реактивное топливо, неочищенное или очищенное масло и т.д.), составляющее менее чем приблизительно 3 (г⋅мм)/(м2⋅сутки), менее чем приблизительно 2 (г⋅мм)/(м2⋅сутки), менее чем приблизительно 1 (г⋅мм)/(м2⋅сутки) или менее чем приблизительно 0,5 (г⋅мм)/(м2⋅сутки). В качестве примера, полиариленсульфидная композиция (или трубопровод, или слой трубопровода, изготовленный из полиариленсульфидной композиции) может проявлять при 40°C сопротивление проникновению по отношению к этанольной смеси, содержащей этанол/изооктан/толуол в массовом соотношении 10:45:45, составляющее менее чем приблизительно 3 (г⋅мм)/(м2⋅сутки), менее чем приблизительно 2,5 (г⋅мм)/(м2⋅сутки), менее чем приблизительно 1 (г⋅мм)/(м2⋅сутки) или менее чем приблизительно 0,1 (г⋅мм)/(м2⋅сутки). Сопротивление проникновению смеси 15 мас. % метанола и 85 мас. % кислородсодержащего топлива (CM15A) при 40°C может составлять менее чем приблизительно 3 (г⋅мм)/(м2⋅сутки), менее чем приблизительно 2,5 (г⋅мм)/(м2⋅сутки), менее чем приблизительно 1 (г⋅мм)/(м2⋅сутки), менее чем приблизительно 0,5 (г⋅мм)/(м2⋅сутки), менее чем приблизительно 0,3 (г⋅мм)/(м2⋅сутки) или менее чем приблизительно 0,15 (г⋅мм)/(м2⋅сутки). Сопротивление проникновению метанола при 40°C может составлять менее чем приблизительно 1 (г⋅мм)/(м2⋅сутки), менее чем приблизительно 0,5 (г⋅мм)/(м2⋅сутки), менее чем приблизительно 0,25 (г⋅мм)/(м2⋅сутки), менее чем приблизительно 0,1 (г⋅мм)/(м2⋅сутки) или менее чем приблизительно 0,06 (г⋅мм)/(м2⋅сутки). Сопротивление проникновению можно определять согласно стандарту SAE J2665. Кроме того, полиариленсульфидная композиция может сохранять первоначальную плотность после продолжительного воздействия углеводородов. Например, композиция может сохранять более чем приблизительно 95% первоначальной плотности, более чем приблизительно 96% первоначальной плотности, в том числе приблизительно 99% первоначальной плотности после продолжительного (составляющего, например, более чем приблизительно 14 суток) воздействия углеводородов, таких как гептан, циклогексан, толуол и так далее, или сочетаний углеводородов.
Полиариленсульфидная композиция может также проявлять устойчивость по отношению к переносу материалов, в частности, углеводородов. Например, формованная конструкция, изготовленная из композиции, можно проявлять изменение объема, составляющее менее чем приблизительно 25%, менее чем приблизительно 20% или менее чем приблизительно 14%, после воздействия углеводородов при температуре 130°C в течение периода времени, составляющего приблизительно две недели.
Полиариленсульфидная композиция можно проявлять хорошие характеристики термостойкости и огнестойкости. Например, композиция может удовлетворять стандарту класса воспламеняемости V-0 при толщине 0,2 мм. Эффективность огнестойкости можно определять согласно процедуре исследования вертикального горения UL 94 «Исследование воспламеняемости пластмассовых материалов для деталей устройств и аппаратов», пятое издание от 29 октября 1996 г. Классы согласно процедуре UL 94 перечислены в следующей таблице:
«Время остаточного горения» представляет собой среднее значение, определяемое как результат деления суммарного времени остаточного горения (суммы значений для всех исследуемых образцов) на число образцов. Суммарное время остаточного горения представляет собой суммарное время (в секундах), в течение которого все образцы сохраняли горение после двух отдельных операций воспламенения, как описано в процедуре исследования UL-94 VTM исследование. Менее продолжительные периоды времени означают повышенную огнестойкость, т.е. пламя гасло быстрее. Для класса V-0 суммарное время остаточного горения пяти (5) образцов, каждый из которых подвергался воспламенению два раза, не должна превышать 50 секунд. При использовании огнезащитного вещества согласно настоящему изобретению изделия могут достигать уровня, по меньшей мере, класса V-1 и, как правило, класса V-0 для образцов, имеющих толщину 0,2 мм.
Полиариленсульфидная композиция может также проявлять хорошие технологические характеристики, например вязкость расплава композиции. Например, полиариленсульфидная композиция может иметь вязкость расплава, составляющую менее чем приблизительно 2800 пуаз (Па⋅с) при измерении капиллярным реометром при 316°C и 400 с-1, причем измерение вязкости осуществляется после пятиминутного воздействия постоянного сдвига. Кроме того, полиариленсульфидная композиция может проявлять улучшенную стабильность расплава с течением времени по сравнению с полиариленсульфидными композициями, в которых не содержатся сшитые модификаторы ударной прочности. Полиариленсульфидные композиции, в которых не содержится сшитый модификатор ударной прочности, могут, как правило, проявлять увеличение вязкости расплава с течением времени, хотя вязкость расплава описанных композиции может сохраняться или даже уменьшаться с течением времени.
Полиариленсульфидная композиция может иметь комплексную вязкость, которая определяется при низком сдвиге, составляющем 0,1 радиан в секунду (рад/с), и температуре 310°C и составляет более чем приблизительно 10 кПа/с, более чем приблизительно 25 кПа/с, более чем приблизительно 40 кПа/с, более чем приблизительно 50 кПа/с, более чем приблизительно 75 кПа/с, более чем приблизительно 200 кПа/с, более чем приблизительно 250 кПа/с, более чем приблизительно 300 кПа/с, более чем приблизительно 350 кПа/с, более чем приблизительно 400 кПа/с или более чем приблизительно 450 кПа/с. Повышенное значение комплексной вязкости при низком сдвиге представляет собой показатель сшитой структуры композиции и повышенной прочности расплава полиариленсульфидной композиции. Кроме того, полиариленсульфидная композиция можно проявлять высокую чувствительность к сдвигу, что представляет собой показатель превосходных характеристик для использования в процессах формования, такого раздувное формование и экструзионное формование.
Вследствие превосходных физических характеристик полиариленсульфидной композиции, хотя полиариленсульфидная композиция может быть использована с большим эффектом как наиболее внутренний слой или внутренний граничный слой (например, непосредственно прилегающий к внутреннему каркасу), ее можно также использовать, чтобы изготавливать однослойный трубопровод или дополнительные слои многослойного трубопровода, например, один или несколько противоизносных слоев, которые могут быть расположены между наиболее внутренним слоем и наиболее внешним слоем многослойного трубопровода. Кроме того, полиариленсульфидную композицию можно использовать, чтобы изготавливать скрепленные или нескрепленные многослойные трубопроводы, которые являются общеизвестными в технике.
Трубопроводы, в которых содержится полиариленсульфидная композиция, могут быть однослойными или многослойными. При рассмотрении многослойного трубопровода полиариленсульфидную композицию можно использовать, чтобы изготавливать внутренний защитный слой трубопровода, но следует понимать, что слои полиариленсульфидной композиции в многослойном трубопроводе никаким образом не ограничиваются защитными слоями, и полиариленсульфидная композиция может содержаться в одном или более других слоев многослойного трубопровода. Кроме того, полиариленсульфидная композиция может использоваться для компонентов трубопроводных систем, таких как патрубки и соединители, анкеры, фиксаторы, буи, хомуты и т.п.
Трубопроводы можно использовать согласно известной практике на любой установке для добычи газа и/или нефти, которая является общеизвестной в технике. В качестве примера, на фиг. 1 проиллюстрирована типичная внебереговая установка, включающая гибкие восходящие трубопроводы 61 для передачи добываемой текучей среды из подводного оборудования в плавучую платформу 62. Плавучая платформа 62 проиллюстрирована как плавающая в водоеме, имеющем дно 64. Гибкие восходящие трубопроводы 61 предназначены, чтобы передавать добываемую текучую среду из подводного трубопроводного концевого коллектора 68 через цепной причальный буй 65 через хомут 66 на плавучую платформу 62. Цепной причальный буй 65 прикреплен анкерными линиями 63 к анкерам 72, установленным на дне 64. Трубопроводный концевой коллектор 68 присоединяется посредством множества трубопроводов 67 к скважинам 69.
Гибкие восходящие трубопроводы, которые проиллюстрированы на фиг. 1, могут иметь любую подходящую конфигурацию. В качестве примера, они могут быть сконструированы как скрепленные или нескрепленные восходящие трубопроводы, и у них может быть простая крутая или простая пологая конфигурация или, в качестве альтернативы, волнистая крутая или волнистая пологая конфигурация, которые являются известными в технике. Стандартные плавучие модули 70, которые проиллюстрированы на фиг. 1, можно использовать в сочетании с гибкими восходящими трубопроводами, чтобы получать желательную конфигурацию, которая является известной. Восходящий трубопровод 61 проходит над плавучим модулем 70, который может включать, например, опору и буй. Плавучий модуль 70 может также прикрепляться к анкерной линии 63 таким образом, чтобы поддерживать восходящий трубопровод 61 и оставаться в желательном положении, которое определяет длина анкерной линии 63 и восходящий трубопровод 61.
Фиг. 2 иллюстрирует типичную внебереговую площадку, на которой можно размещать множество различных типов трубопроводов, в числе которых один или несколько трубопроводов могут содержать, по меньшей мере, защитный слой, изготовленный из полиариленсульфидной композиции. Как можно видеть, на внебереговой площадке могут находиться фиксированные восходящие трубопроводы 91, по которым может перемещаться добываемая текучая среда с морского дна 92 на платформу 95. На площадке могут находиться внутриплощадочные трубопроводы 93, по которым могут перемещаться добываемая текучая среда, вспомогательные текучие среды, составные трубопроводы и другие устройства, которыми оборудована площадка. Кроме того, как восходящие трубопроводы 91, так и внутриплощадочные трубопроводы 93 могут представлять собой связанные трубопроводы, как обсуждается выше. Система также включать множество точек соединений 94, в которых могут соединяться различные трубопроводы, например для изготовления связанного восходящего трубопровода, и/или в которых отдельные трубопроводы могут изменяться, например, посредством расширения. Система также включает множество скважин-спутников 98, из которых поступает добываемая углеводородная текучая среда, и коллекторы. По экспортному трубопроводу 97 может добываемая текучая среда может переноситься с платформы 95 на берег, в хранилище или на транспортное судно. В экспортный трубопровод 97 можно также включать одно или более пересечений 96, чтобы обходить другие трубопроводы, например другой транспортный трубопровод 99.
Рассмотрим фиг. 3, на которой проиллюстрирован гибкий восходящий трубопровод 8, в котором может содержаться полиариленсульфидная композиция, согласно одному варианту осуществления. Как представлено на чертеже, восходящий трубопровод 8 имеет несколько концентрических слоев. Наиболее внутренний слой, который обычно называется каркас 2, и его может составлять спирально намотанная лента из нержавеющей стали, таким образом, чтобы обеспечивать сопротивление против внешнего давления. В качестве каркаса 2 используется, как правило, металлическая (например, нержавеющая стальная) труба, на которую нанесен прилегающий защитный слой 6, и которая предотвращает разрушение восходящего трубопровода вследствие давления или нагрузок, которые возникают в процессе работы. Канал гибкого восходящего трубопровода 8 может изменяться в зависимости от текучей среды, которая перемещается по восходящему трубопроводу. Например, восходящий трубопровод 8 может иметь гладкий канал, когда он предназначен для использования в перемещении вспомогательной текучей среды, такой как инжекционная текучая среда (например, вода и/или метанол), и трубопровод может иметь шероховатый канал, когда он используется для перемещения добываемой текучей среды (такой как, например, нефть и газ). Каркас, когда он присутствует, может иметь толщину, составляющую, как правило, от приблизительно 5 мм до приблизительно 10 мм. Согласно одному варианту осуществления каркас могут составлять спирально намотанные ленты из нержавеющей стали, которые переплетаются друг с другом, образуя прочный взаимосвязанный каркас.
Защитный слой 6 наносится непосредственно на каркас 2. Защитный слой состоит из полиариленсульфидной композиции и обеспечивает прочность и гибкость, предотвращая при этом проникновение текучей среды, которая проходит по восходящему трубопроводу, через стенку восходящего трубопровода. Кроме того, защитный слой 6, состоящий из полиариленсульфидной композиции, может сопротивляться разложению, которое одновременно вызывают проходящая по восходящему трубопроводу текучая среда, (например, добываемая текучая среда, инжекционная текучая среда и т.д.), а также температурные условия, в которых используется восходящий трубопровод. Защитный слой 6 может иметь толщину, составляющую, как правило, от приблизительно 3 мм до приблизительно 10 мм, его можно наносить на каркас 2 посредством экструзии расплава.
Восходящий трубопровод 8 также включают внешний слой 22, которым обеспечивается внешняя оболочка и защита от внешней текучей среды, а также обеспечивается защита восходящего трубопровода от внешнего повреждения, вследствие, например, истирания или воздействия материалов окружающей среды. Внешний слой 22 может состоять из полимерного материала, такого как полиариленсульфидная композиция или полиэтилен высокой плотности, который может одновременно сопротивляться механическому воздействию и внедрению морской воды во внутренние слои восходящего трубопровода. Согласно одному варианту осуществления внешний слой 22 может представлять собой композитный материал, который содержит полимерный материал в сочетании с армирующим материалом, таким как углеродные волокна, волокна из углеродистой стали или стеклянные волокна.
Оболочечный армирующий слой 4 может быть расположен снаружи защитного слоя для увеличения способности восходящего трубопровода выдерживать окружные напряжения, которые вызывают силы, воздействующие на стенку восходящего трубопровода за счет разности давлений. Оболочечный армирующий слой может представлять собой, как правило, металлический слой, который составляет, например, спирально намотанная полоса из углеродистой стали, которая может образовывать слой толщиной, составляющей от приблизительно 3 мм до приблизительно 7 мм. Оболочечный армирующий слой может выдерживать внутреннее давление и изгиб восходящего трубопровода. Согласно одному варианту осуществления лента из углеродистой стали, которая образует оболочечный армирующий слой 4, может определять перекрывающийся профиль, имеющий, например, S- или Z-образную конфигурацию поперечного сечения, таким образом, что соседние витки спирали перекрываются друг с другом, образуя более прочный слой. Согласно одному варианту осуществления оболочечный армирующий слой может содержать множество материалов для дополнительной прочности. Например, согласно варианту осуществления, в котором требования конструкции и давления определяют повышенную прочность на разрыв под действием внутреннего давления, вторая плоская металлическая лента может обертывать по спирали перекрывающиеся металлические ленты оболочечного армирующего слоя, обеспечивая дополнительную прочность этого слоя. Промежуточный полимерный слой, такой как противоизносный слой, который обсуждается далее в настоящем документе, может также необязательно располагаться между двумя слоями оболочечного армирующего слоя.
Дополнительные армирующие слои 18 и 20 можно изготавливать, используя спирально намотанные ленты из металла (как правило, углеродистой стали). Армирующие слои 18 и 20 могут отделяться от оболочечного армирующего слоя 4 и друг от друга полимерными противоизносными слоями 17 и 19. Армирующие слои 18 и 20 могут обеспечивать дополнительный оболочечный армирующий слой, а также придавать аксиальную прочность восходящему трубопроводу. Хотя восходящий трубопровод 8 содержит два армирующих слоя 18, 20, следует понимать, что восходящий трубопровод может содержать любое подходящее число армирующих слоев, в том числе отсутствие армирующих слоев, один, два, три или более армирующих слоев. Как правило, спирально намотанные металлические ленты армирующих слоев 18 и 20 перекрываются, но не обязательно сцепляются друг с другом. По существу, армирующие слои 18, 20 могут иметь ширину, составляющую от приблизительно 1 мм до приблизительно 5 мм.
Промежуточные противоизносные слои 17, 19 могут состоять из полиариленсульфидной композиции, или, в качестве альтернативы, их могут составлять другие полимеры, такие как полиамид, полиэтилен высокой плотности и т.п. Согласно одному варианту осуществления противоизносные слои 17, 19 может составлять композитный материал, который включает однонаправленные волокна, например угольные или стеклянные волокна. Например, противоизносные слои 17, 19 может составлять полимерная пленка или армированная волокнами полимерная пленка, такая как одноосно ориентированная полимерная пленка или лента, которая спирально обертывает каждый армирующий слой. Противоизносные слои 17, 19 могут предотвращать износ прилегающих армирующих слоев, которые могут вступать в контакт вследствие движения лент, образующих эти слои. Противоизносные слои 17, 19 могут также предотвращать распушивание прилегающих слоев. Что касается армирующих слоев 18, 20 восходящего трубопровода 8, число противоизносных слоев не ограничивается определенным образом, и в восходящем трубопроводе могут отсутствовать противоизносные слои, или трубопровод может включать один противоизносный слой или множество противоизносных слоев в зависимости от глубины и местной окружающей среды, в которой будет использоваться восходящий трубопровод, текучей среды, которая будет перемещаться по восходящему трубопроводу, и других факторов. Противоизносные слои 17, 19, могут быть относительно тонкими, составляя в толщину, например, от приблизительно 0,2 мм до приблизительно 1,5 мм.
Восходящий трубопровод может включать дополнительные слои, которые являются общеизвестными в технике. Например, восходящий трубопровод может включать изоляционный слой, например, непосредственно прилегающий внутри к внешнему слою 22. Изоляционный слой, когда он присутствует, может составлять пеноматериал, волокнистый материал или любой другой изоляционный материал, который является известным. В качестве примера, однослойная или многослойная изоляционная пленка может обертывать внешний армирующий слой, образуя изоляционный слой, который разделяет внешний армирующий слой 20 и внешний слой 22.
Хотя в приведенном выше описании упоминается нескрепленный гибкий восходящий трубопровод, следует понимать, что полиариленсульфидная композиция может аналогичным образом использоваться для изготовления скрепленного трубопровода. Например, полиариленсульфидная композиция может использоваться для изготовления защитного слоя и необязательных одного или более дополнительных слоев скрепленного трубопровода для использования на внебереговой нефтяной и газовой установке.
Другие трубопроводы для использования на внебереговой установке, например перепускные трубопроводы, транспортные трубопроводы, подающие текучие среды трубопроводы и т.д., могут иметь такую же общую конструкцию, как восходящий трубопровод 8, что проиллюстрировано на фиг. 3, или они могут отличаться в некоторой степени в отношении конкретных слоев, которые составляют многослойный трубопровод. Например, подающий инжекционную текучую среду трубопровод, по которому поступает инжекционная текучая среда, такая как метанол, гликоль и/или вода в устье скважины, не обязательно должен иметь такие же эксплуатационные характеристики, как производственный восходящий трубопровод. Соответственно, по меньшей мере, часть этого трубопровода не обязательно должна включать все разнообразные повышающие прочность слои, как восходящий трубопровод, описанный выше. Например, трубопроводы, которые описаны в настоящем документе, могут включать защитный слой, изготовленный из полиариленсульфидной композиции, в качестве наиболее внутреннего слоя, согласно тем вариантам осуществления, в которых эксплуатационные характеристики трубопровода не предусматривают внутренний каркасный слой, как у восходящего трубопровода, описанного выше.
Диаметры трубопроводов могут также изменяться в широких пределах, как известно в технике. Например, проводящий добываемую текучую среду восходящий трубопровод может иметь, как правило, относительно большой внутренний диаметр, составляющий от приблизительно 5 см (приблизительно 2 дюйма) до приблизительно 60 см (приблизительно 24 дюйма) или даже более, согласно некоторым вариантам осуществления, в то время как трубопроводы, по которым перемещаются вспомогательные текучие среды внутрь или наружу из устья скважины, коллектора, хранилища и т.д., могут иметь больший или меньший диаметр, чем трубопроводы для добываемых текучих сред. Например, проводящий инжекционную текучую среду трубопровод может иметь меньший внутренний диаметр, чем проводящий добываемую текучую среду трубопровод, составляющий, например от приблизительно 5 см (2 дюйма) до приблизительно 15 см (6 дюймов).
Кроме того, трубопроводы, которые рассматриваются в настоящем документе, могут представлять собой однослойные трубопроводы или многослойные скрепленные трубопроводы. Рассмотрим фиг. 4, на которой представлен один вариант осуществления однослойного трубопровода 10, изготовленного из полиариленсульфидной композиции. Как представлено на чертеже, трубопровод 10 проходит во множестве направлений, что делает его форму относительно сложной. Разумеется, имеющий менее сложную форму однослойный трубопровод аналогичным образом рассматривается в настоящем документе. Согласно одному варианту осуществления, чтобы получить более сложную форму, такцю как форма, проиллюстрированная на фиг. 4, в процессе формования и перед тем, как полиариленсульфидная композиция может затвердевать, в трубопроводе можно изготавливать такие угловые смещения, которые представлены на фиг. 4. Трубопровод 10 включает изменения углового смещения в точках 12, 14 и 16. Трубопровод может включать, например, часть, которая может быть использована в поверхностном блоке внебереговой нефтегазовой системы, например, такой как стационарная или плавучая платформа, хранилище, буй или подобное устройство. Например, однослойный трубопровод можно использовать для перемещения инжекционной текучей среды, гидравлической текучей среды или рабочего топлива к поверхностной установке.
Кроме того, конструкция трубопровода может изменяться в зависимости от длины трубопровода. Например, когда внебереговые трубопроводы достигают большей глубины, проходят на большее расстояние от берега и работают при более высоких давлениях, трубопроводы, по которым вспомогательные текучие среды поступают в скважины, коллекторы и т.д., которые непосредственно или косвенно проводят добываемый углеводородный продукт, его сложность может увеличиваться. Соответственно, вспомогательные текучие среды могут поступать в оборудование с использованием трубопроводов, которые различаются по своей длине, из трубопровода, который предназначен, например, чтобы снижать рабочее давление в трубопроводе, который включает дополнительные армирующие слои для использования в более жестких условиях. Когда рабочее давление системы увеличивается, питающее давление и инжекционное давление также увеличиваются. Для этого увеличения питающего давления может потребоваться, чтобы трубопроводные блоки также были армированы и приспособлены к более высоким давлениям в тех местах системы. Таким образом, конструкция трубопроводов может изменяться на протяжении всей длины трубопровода. В любом случае, по меньшей мере, часть трубопроводов может включать защитный слой, изготовленный из полиариленсульфидной композиции.
Трубопроводы могут также быть связанными. В качестве примера, фиг. 5 иллюстрирует связанный восходящий трубопровод 29. Внешнее крепление 28 может представлять собой, например, стальное крепление или композитное крепление, включающее множество полимерных и/или металлических слоев. Связанный восходящий трубопровод 29 включает два проводящих добываемую текучую среду восходящих трубопровода 30, по которым добываемая углеводородная текучая среда может поступать с морского дна в поверхностную установку. Проводящие добываемую текучую среду восходящие трубопроводы 30 могут представлять собой многослойные восходящие трубопроводы, которые описаны выше и включают защитный слой, изготовленный из полиариленсульфидной композиции. Связанный восходящий трубопровод 29 также включает гидравлический питающий трубопровод 32, по которому гидравлическая текучая среда поступает в рабочие устройства, расположенные на морском дне, и проводящий инжекционную текучую среду трубопровод 33. Связанный восходящий трубопровод 29 включает межтрубную линию 31, которая соединяется с промежуточными пространствами 27 внутри связанного восходящего трубопровода 29 и может использоваться для установления циркуляции через производственные трубопроводы и промежуточные пространства (или межтрубное пространство). Например, нижний конец межтрубной линии 31 может присоединяться к отверстию, такому как боковое отверстие для соединения с промежуточными пространствами 27. Один или несколько клапанов могут быть установлены между нижним концом межтрубной линии 31 и промежуточными пространствами 27, чтобы регулировать движение текучей среды между межтрубной линией 31 и промежуточными пространствами. Связанные восходящий трубопровод 29 может также включать управляющий кабель 34, который можно использовать для управления работой устройств, расположенных на любом устье скважины, согласно стандартной практике, которая известна в технике.
Связанный восходящий трубопровод может включать два проводящих добываемую текучую среду восходящих трубопровода 30, как проиллюстрировано на фиг. 5, или, в качестве альтернативы он может включать один проводящий добываемую текучую среду восходящий трубопровод или более чем два проводящих добываемую текучую среду восходящих трубопровода. Например, фиг. 6 иллюстрирует связанный восходящий трубопровод 129, который включает внешнее крепление 128 и восемь проводящих добываемую текучую среду восходящих трубопровода 130. Эти восемь проводящих добываемую текучую среду восходящих трубопроводов 130 расположены вокруг проходящей в центре колонны или трубы 103 и окружены внешним креплением 128. В такой конфигурации проводящие добываемую текучую среду восходящие трубопроводы 130 примыкают друг к другу и образуют кольцо, а также примыкают к внутренней стороне внешнего крепления 128 и к внешней стороне внутренней колонны 103, что может повышать устойчивость связанного восходящего трубопровода 129, не влияя на гибкость. Внутренняя труба 103 может содержать дополнительные трубопроводы, такой как трубопровод для гидравлической текучей среды, трубопровод для инжекционной текучей среды и т.д., которые описаны выше. Согласно следующему варианту осуществления внутренняя труба 103 может функционировать как плавучая линия, чтобы придавать дополнительную плавучесть восходящему трубопроводу 129. Согласно следующему варианту осуществления дополнительные трубопроводы могут быть расположены в промежуточных пространствах 127 между проводящими добываемую текучую среду восходящими трубопроводами 130 снаружи внутренней трубы 103.
Фиг. 7A и фиг. 7B иллюстрируют конфигурацию системы типа «труба в трубе» 40, включая боковой вид (фиг. 7A) и изображение поперечного сечения (фиг. 7B), в которой одна или все стенки линий 48, 41 и 42 могут содержать защитный слой, изготовленный из полиариленсульфидной композиции. Согласно данному конкретному варианту осуществления трубопровод типа «труба в трубе» представляет собой изолированный трубопровод, который включает внутренний проводящий добываемую текучую среду трубопровод 42, заключенный во внешнее крепление 48. Этот внутренний проводящий добываемую текучую среду трубопровод 42 также заключен в рубашку 41. Согласно данному конкретному варианту осуществления кольцевое пространство 43 между внутренним проводящим добываемую текучую среду трубопроводом 42 и рубашкой 41 заполняет изоляционный материал 44, такой как пеноматериал с открытыми ячейками, который известен в технике. В пространстве 45, расположенном снаружи от рубашки 41 и внутри внешнего крепления 40, может содержаться вспомогательная текучая среда, такая как вода, метанол и т.д., или его может заполнять газ высокого давления, что может дополнительно улучшать изоляционные свойства трубопровода типа «труба в трубе», например, посредством обеспечения точек доступа 46 из пространства 45, в котором содержится газ высокого давления, к изоляционному материалу 44. Конфигурация системы типа «труба в трубе» может также включать прокладки 47, которые обеспечивают желательные расстояния между проводящим добываемую текучую среду трубопроводом 42, рубашкой 42 и внешним креплением 48. Другие комбинированные сочетания трубопроводов, такие как расположенные ярусами трубопроводы, также предусматриваются в настоящем документе.
Другие компоненты трубопроводной системы, такие как патрубки, соединители, анкеры и так далее, могут также содержать полиариленсульфидную композицию. Например, концевой патрубок, в который входит конец трубопровода, такого как обсуждается выше, таким образом, что трубопровод одновременно фиксируется и герметизируется концевым патрубком, может быть изготовлен из полиариленсульфидной композиции. В качестве примера, фиг. 8 иллюстрирует концевой патрубок 301 для трубопровода, который может быть изготовлен из полиариленсульфидной композиции. Открытую область устья 303 образует открытый край 400 концевого патрубка. Этот край определяет круговое открытое устье, через которое может входить трубопровод. Внутренняя поверхность 401 включает первую ступенчатую область 402, предназначенную для приема герметизирующего защитный слой кольца, когда трубопровод расположен в концевом патрубке, и следующую ступенчатую область 403, предназначенную для приема следующего герметизирующего кольца для герметизации на концах слоев трубопровода. Остальная часть внутренней поверхности 401 может определять практически гладкий внутренний канал, вдоль которого транспортная текучая среда перемещается в процессе использования. Концевой патрубок 301 также может включать фиксирующую область 404, проходящую наружу от узкой части корпуса, к которой дополнительные части патрубка могут прикрепляться в течение процесса заканчивания трубопровода в концевом патрубке.
Согласно одному варианту осуществления способ изготовления трубопровода, который содержит полиариленсульфидную композицию, может включать формование полиариленсульфидной композиции. Фиг. 9 схематически иллюстрирует процесс, который можно использовать для формования полиариленсульфидной композиции. Как проиллюстрировано на чертеже, компоненты полиариленсульфидной композиции можно подвергать формованию при перемешивании в блоке формования из расплава, таком как экструдер 50. Экструдер 50 может представлять собой любой экструдер, который известен в технике, в том числе, без ограничения, одношнековый, двухшнековый или мультишнековый экструдер, вращающийся в одном или противоположном направлении экструдер, перекрестный или неперекрестный экструдер и т.д. Согласно одному варианту осуществления расплавленную композицию можно подвергать обработке, используя экструдер 50, который включает множество зон или цилиндров. Согласно проиллюстрированному варианту осуществления экструдер 50 включает десять цилиндров, пронумерованных от 51 до 60 и расположенных по длине экструдера 50, как представлено на чертеже. Каждый из цилиндров 51-60 может включать питающие линии 54, 66, вентиляционные отверстия 52, температурные регуляторы и другие приспособления, которые можно эксплуатировать независимо. Можно использовать шнековую конструкцию общего назначения для обработки расплава полиариленсульфидной композиции. В качестве примера, полиариленсульфидную композицию можно перемешивать в расплаве, используя двухшнековый экструдер, такой как полностью перекрестный двухшнековый экструдер с сонаправленным вращением от компании Coperion.
Для изготовления полиариленсульфидной композиции полиариленсульфид может поступать в экструдер 50 через главное приемное отверстие 54. Например, полиариленсульфид может поступать в главное приемное отверстие 54 у первого цилиндра 51 посредством дозирующего устройства. Полиариленсульфид можно расплавлять и смешивать с другими компонентами композиции в процессе его прохождения через экструдер 50. Модификатор ударной прочности можно добавлять в композицию в сочетании с полиариленсульфидной композицией через главное приемное отверстие 54 или ниже по потоку относительно главного приемного отверстия, если это желательно.
В точке, расположенной ниже по потоку относительно главного приемного отверстия 54, после добавления модификатора ударной прочности в композицию, сшивающий агент можно добавлять в композицию. Например, согласно проиллюстрированному варианту осуществления вторая питающая линия 56 у цилиндра 56 может быть использована для добавления сшивающего вещества. Точка добавления сшивающего вещества не ограничивается определенным образом. Однако сшивающий агент можно добавлять в композицию в точке после смешивания полиариленсульфида с модификатором ударной прочности в условиях сдвига, таким образом, что модификатор ударной прочности равномерно распределяется во всем объеме полиариленсульфида.
Полиариленсульфид может представлять собой простой полиарилентиоэфир, содержащий повторяющиеся звенья формулы (I):
 ,
,
в которой Ar1, Ar2, Ar3 и Ar4 являются одинаковыми или различными и представляют собой ариленовые звенья, содержащие от 6 до 18 атомов углерода; W, X, Y и Z являются одинаковыми или различными и представляют собой двухвалентные соединительные группы, в качестве которых выбирают -SO2-, -S-, -SO-, -CO-, -O-, -COO- или алкиленовые или алкилиденовые группы, содержащие от 1 до 6 атомов углерода, и в которой, по меньшей мере, одна из соединительных групп представляет собой -S-; причем числа n, m, i, j, k, i, o и p независимо друг от друга равняются 0, 1, 2, 3 или 4, при том условии, что их сумма составляет не менее чем 2. Ариленовые звенья Ar1, Ar2, Ar3 и Ar4 могут быть селективно замещенными или незамещенными. Предпочтительные ариленовые системы представляют собой фенилен, бифенилен, нафтилен, антрацен и фенантрен. Полиариленсульфид, как правило, содержит более чем приблизительно 30 мол. %, более чем приблизительно 50 мол. %, или более чем приблизительно 70 мол. % ариленсульфидных звеньев (-S-). Согласно одному варианту осуществления полиариленсульфид содержит, по меньшей мере, 85 мол. % сульфидных звеньев, к которым непосредственно присоединены два ароматических кольца.
Согласно одному варианту осуществления полиариленсульфид представляет собой полифениленсульфид, определенный в настоящем документе как содержащий в качестве своего компонента фениленсульфидную структуру -(C6H4-S)n-, в которой n представляет собой целое число, составляющее 1 или более.
Полиариленсульфид можно синтезировать до изготовления полиариленсульфидной композиции, хотя это не является обязательным для данного процесса, и полиариленсульфид можно приобретать у известных поставщиков. Например, полифениленсульфид Fortran®, который поставляет компания Ticona (Флоренс, штат Кентукки, США) можно приобретать и использовать в качестве полиариленсульфида.
В случае их применения для изготовления полиариленсульфида используются технологии синтеза, которые являются общеизвестными в технике. В качестве примера, процесс изготовления полиариленсульфида может включать реакцию материала, который образует гидросульфидные ионы, например сульфид щелочного металла, с дигалоароматическим соединением в растворителе на основе органического амида.
Сульфид щелочного металла может представлять собой, например, сульфид лития, сульфид натрия, сульфид калия, сульфид рубидия, сульфид цезия или их смесь. Когда сульфид щелочного металла представляет собой гидрат или водную смесь, сульфид щелочного металла можно обрабатывать, осуществляя операцию дегидратации перед реакцией полимеризации. Сульфид щелочного металла можно также изготавливать на месте применения. Кроме того, небольшое количество гидроксида щелочного металла можно вводить в реакцию для удаления или нейтрализации примесей (например, для превращения таких примесей в безвредные материалы), таких как полисульфиды щелочных металлов или тиосульфаты щелочных металлов, которые могут присутствовать в очень малых количествах совместно с сульфидами щелочных металлов.
Дигалоароматическое соединение может представлять собой, без ограничения, о-дигалобензол, м-дигалобензол, п-дигалобензол, дигалотолуол, дигалонафталин, метоксидигалобензол, дигалобифенил, дигалобензойную кислоту, дигалодифениловый эфир, дигалодифенилсульфон, дигалодифенилсульфоксид или дигалодифенилкетон. Дигалоароматические соединения можно использовать индивидуально или в любом соответствующем сочетании. Конкретные примерные дигалоароматические соединения могут представлять собой, без ограничения, п-дихлорбензол; м-дихлорбензол; о-дихлорбензол; 2,5-дихлортолуол; 1,4-дибромбензол; 1,4-дихлорнафталин; 1-метокси-2,5-дихлорбензол; 4,4'-дихлорбифенил; 3,5-дихлорбензойную кислоту; 4,4'-дихлордифениловый эфир; 4,4'-дихлордифенилсульфон; 4,4'-дихлордифенилсульфоксид и 4,4'-дихлордифенилкетон.
Атом галогена может представлять собой фтор, хлор, бром или йод, и два атома галогена в одном дигалоароматическом соединении могут быть одинаковыми или отличными друг от друга. Согласно одному варианту осуществления в качестве дигалоароматического соединения используется о-дихлорбензол, м-дихлорбензол п-дихлорбензол или смесь двух или более данных соединений.
Как известно в технике, оказывается также возможным использование моногалосоединения (не обязательно ароматического соединения) в сочетании с дигалоароматическим соединением в целях образования концевых групп полиариленсульфида или регулирования реакции полимеризации и/или молекулярной массы полиариленсульфида.
Полиариленсульфид может представлять собой гомополимер, или он может представлять собой сополимер. Посредством подходящего селективного сочетания дигалоароматических соединений можно получить полиариленсульфидный сополимер, содержащий звенья не менее чем двух различных типов. Например, в том случае, где п-дихлорбензол используется в сочетании с м-дихлорбензолом или 4,4'-дихлордифенилсульфоном, может быть получен полиариленсульфидный сополимер содержащий сегменты, имеющие структуру формулы (II):
и сегменты, имеющие структуру формулы (III):
или сегменты, имеющие структуру формулы (IV):
 .
.
Как правило, количество дигалоароматического соединения (соединений) на моль эффективного количества введенного сульфида щелочного металла может составлять, как правило, от 1,0 до 2,0 моль, от 1,05 до 2,0 моль или от 1,1 до 1,7 моль. Таким образом, полиариленсульфид может содержать алкилгалогенидные (как правило, алкилхлоридные) концевые группы.
Процесс изготовления полиариленсульфида может включать осуществление реакции полимеризации, используя органический амид в качестве растворителя. Примерные органические амиды, которые используются в качестве растворителей в реакции полимеризации, могут представлять собой, без ограничения, N-метил-2-пирролидон; N-этил-2-пирролидон; N,N-диметилформамид; N,N-диметилацетамид; N-метилкапролактам; тетраметилмочевина; диметилимидазолидон; триамид гексаметилфосфорной кислоты и их смеси. Количество органического амида, используемого в качестве растворителя в реакции, может составлять, например, от 0,2 до 5 кг/моль эффективного количества сульфида щелочного металла.
Полимеризация может осуществляться как многостадийный полимеризационный процесс. Первая стадия полимеризации может включать помещение дигалоароматического соединения в реактор и введение дигалоароматического соединения в реакцию полимеризации в присутствии воды при температуре, составляющей от приблизительно 180°C до приблизительно 235°C или от приблизительно 200°C до приблизительно 230°C, и продолжение полимеризации до тех пор, пока степень превращения дигалоароматическго соединения не будет составлять не менее чем приблизительно 50 мол. % от теоретически необходимого количества.
На второй стадии полимеризации вода добавляется в реакционную суспензию таким образом, что суммарное количество воды в полимеризационной системе увеличивается до приблизительно 7 моль или до приблизительно 5 моль на 1 моль эффективного количества загруженного сульфида щелочного металла. После этого реакционную смесь полимеризационной системы можно нагревать до температуры, составляющей от приблизительно 250°C до приблизительно 290°C, от приблизительно 255°C до приблизительно 280°C или от приблизительно 260°C до приблизительно 270°C и полимеризация может продолжаться до тех пор, пока вязкость расплава полученного таким способом полимера не повышается до желательного конечного уровня полиариленсульфида. Продолжительность второй стадии полимеризации может составлять, например, от приблизительно 0,5 часа до приблизительно 20 часов или от приблизительно 1 часа до приблизительно 10 часов.
Полиариленсульфид может быть линейным, полулинейным, разветвленным или сшитым. Линейный полиариленсульфид включает в качестве основного составляющего звена повторяющееся звено -(Ar-S)-. Как правило, линейный полиариленсульфид может содержать это повторяющееся звено, составляющее приблизительно 80 мол. % или более. Линейный полиариленсульфид может содержать в небольшом количестве разветвляющее звено или сшивающее звено, но количество этих разветвляющих или сшивающих звеньев может составлять менее чем приблизительно 1 мол. % суммарного количества мономерных звеньев полиариленсульфида. Линейный полиариленсульфидный полимер может представлять собой статистический сополимер или блок-сополимер, содержащий вышеупомянутое повторяющееся звено.
Можно использовать полулинейный полиариленсульфид, в котором может содержаться сшитая структура или разветвленная структура, образующаяся посредством введения в полимер небольшого количества одного или нескольких мономеров, содержащих три или более реакционноспособных функциональных групп. Например, от приблизительно 1 мол. % до приблизительно 10 мол. % полимера могут составлять мономеры, содержащие три или более реакционноспособных функциональных групп. Способы, которые можно использовать для изготовления полулинейного полиариленсульфида, являются общеизвестными в технике. В качестве примера, мономерные компоненты, используемые для изготовления полулинейного полиариленсульфида, могут содержать в некотором количестве полигалоароматические соединения, имеющих в молекуле два или более галогенных заместителей, которые можно использовать для изготовления разветвленных полимеров. Такие мономеры может представлять формула R'Xn, в которой в качестве каждого атома X выбирается хлор, бром или йод, n представляет собой целое число, составляющее от 3 до 6, и R' представляет собой многовалентный ароматический радикал, у которого валентность равняется числу n, и который может содержать вплоть до приблизительно 4 метильных заместителей, причем суммарное число атомов углерода в радикале R' составляет от 6 до приблизительно 16. Некоторые примеры полигалоароматических соединений, в молекулах которых содержатся более двух атомов галогенов в качестве заместителей, и которые могут использоваться для получения полулинейного полиариленсульфида, включают 1,2,3-трихлорбензол, 1,2,4-трихлорбензол, 1,3-дихлор-5-бромбензол, 1,2,4-трийодбензол, 1,2,3,5-тетрабромбензол, гексахлорбензол, 1,3,5-трихлор-2,4,6-триметилбензол, 2,2',4,4'-тетрахлорбифенил, 2,2',5,5'-тетрайодбифенил, 2,2',6,6'-тетрабром-3,3',5,5'-тетраметилбифенил, 1,2,3,4-тетрахлорнафталин, 1,2,4-трибром-6-метилнафталин и подобные соединения, а также их смеси.
После полимеризации полиариленсульфид можно промывать жидкой средой. Например, полиариленсульфид можно промывать водой и/или органическими растворителями, в которых полиариленсульфид не разлагается, включая, без ограничения, ацетон, N-метил-2-пирролидон, раствор соли, и/или кислой средой, такой как уксусная кислота или хлористоводородная кислота, перед объединением с другими компонентами в процессе изготовления смеси. Полиариленсульфид можно промывать в последовательном режиме, что является общеизвестным для специалистов в данной области техники. Промывание раствором кислоты или раствором соли может уменьшать содержание ионов металлов (натрия, лития или кальция) в концевых группах от приблизительно 2000 частей на миллион до приблизительно 100 частей на миллион.
Полиариленсульфид можно подвергать процессу промывания горячей водой. Температура горячей воды для промывания может равняться или составлять более чем приблизительно 100°C, например более чем приблизительно 120°C, более чем приблизительно 150°C или более чем приблизительно 170°C.
Устройство для реакции полимеризации, в которой образуется полиариленсульфид, не ограничивается определенным образом, хотя, как правило, оказывается желательным использование устройства, которое обычно используется для изготовления имеющих высокую вязкость текучих сред. Примеры такого реакционного устройства могут включать устройство для реакции полимеризации типа перемешиваемого резервуара, включающее перемешивающее приспособление, которое имеет разнообразные формы перемешивающей лопасти, такие как анкерный тип, многоступенчатый тип, тип спиральной ленты, тип винтового вала и другие, или соответствующие модифицированные формы. Следующие примеры такого реакционного устройства включают смешивающие устройства, обычно используемые для перемешивания, такие как месильная машина, шаровая мельница, смеситель Бенбери (Banbury) и т.д. После полимеризации расплавленный полиариленсульфид можно выпускать из реактора, как правило, через экструзионное отверстие, оборудованное фильерой желательной конфигурации, охлаждать и собирать. Как правило, полиариленсульфид можно выпускать через перфорированную фильеру, образуя нити, которые направляют в ванну с водой, гранулируют и высушивают. Полиариленсульфид можно также изготавливать в форме нитей, гранул или порошка.
Полиариленсульфидная композиция может содержать полиариленсульфидный компонент (который также может представлять собой смесь полиариленсульфидов) в количестве, составляющем от приблизительно 10 мас. % до приблизительно 99 мас. % по отношению к массе композиции, например от приблизительно 20% мас. % до приблизительно 90 мас. % по отношению к массе композиции.
Полиариленсульфид могут характеризовать любая подходящая молекулярная масса и вязкость расплава, которая, как правило, зависит от конечного применения, предназначенного для полиариленсульфидной композиции. Например, вязкость расплава полиариленсульфида может определять имеющий низкую вязкость полиариленсульфид, у которого вязкость расплава составляет менее чем приблизительно 500 пуаз (Па⋅с), имеющий среднюю вязкость полиариленсульфид, у которого вязкость расплава составляет от приблизительно 500 пуаз (Па⋅с) до приблизительно 1500 пуаз (Па⋅с), или имеющий высокую вязкость расплава полиариленсульфид, у которого вязкость расплава составляет более чем приблизительно 1500 пуаз (Па⋅с), что определяется согласно стандарту ISO 11443 при скорости сдвига 1200 с-1 и при температуре 310°C.
Согласно одному варианту осуществления полиариленсульфид можно функционализировать, чтобы дополнительно способствовать образованию связей между полиариленсульфидом и модификатором ударной прочности. Например, полиариленсульфид можно дополнительно обрабатывать после изготовления, используя модифицирующее соединение, содержащее карбоксильные группы, группы ангидрида кислоты, аминогруппы, изоцианатные группы или другие функциональные группы, чтобы получать полиариленсульфид, содержащий концевые функциональные группы. В качестве примера, полиариленсульфид может реагировать с модифицирующим соединением, содержащим меркаптогруппы или дисульфидные группы, а также содержащим реакционноспособные функциональные группы. Согласно одному варианту осуществления полиариленсульфид может реагировать с модифицирующим соединением в органическом растворителе. Согласно следующему варианту осуществления полиариленсульфид может реагировать с модифицирующим соединением в расплавленном состоянии.
Согласно одному варианту осуществления дисульфидное соединение, содержащее желательные функциональные группы, можно вводить в процесс изготовления полиариленсульфидной композиции, и полиариленсульфид можно функционализировать в сочетании с формованием композиции. Например, дисульфидное соединение, содержащее желательные реакционноспособные функциональные группы, можно добавлять в расплавный экструдер в сочетании с полиариленсульфидом или в любой другой точке предварительно или в сочетании с добавлением сшивающего вещества.
Реакция между полиариленсульфидным полимером и содержащим реакционноспособные функциональные группы дисульфидным соединением может включать разрыв цепи полиариленсульфидного полимера, что может уменьшать вязкость расплава полиариленсульфида. Согласно одному варианту осуществления имеющий более высокую вязкость расплава полиариленсульфид с низким содержание галогенов можно использовать в качестве исходного полимера. После введения реакционноспособных функциональных групп в полиариленсульфидный полимер посредством использования функционального дисульфидного соединения можно получать имеющий относительно низкую вязкость расплава полиариленсульфид с низким содержанием галогенов. После этого разрыва цепи вязкость расплава полиариленсульфида может оказаться подходящей для дополнительной обработки, и суммарное содержание галогенов в имеющем низкую вязкость расплава полиариленсульфиде может быть относительно низким. Полиариленсульфидная композиция, которая проявляет превосходную прочность и устойчивость к разложению в дополнение к низкому содержанию галогенов, может оказаться предпочтительной, поскольку имеющие низкое содержание галогенов полимерные материалы становятся все более желательными вследствие проблем окружающей среды. Согласно одному варианту осуществления полиариленсульфидная композиция может иметь содержание галогенов, составляющее менее чем приблизительно 1000 частей на миллион, менее чем приблизительно 900 частей на миллион, менее чем приблизительно 600 частей на миллион или менее чем приблизительно 400 частей на миллион при определении методами элементного анализа с использованием взрыва в бомбе Парра (Parr) и последующей ионной хроматографии.
Дисульфидное соединение может, как правило, иметь следующую структуру:
 ,
,
в которой группы R1 и R2 могут быть одинаковыми или различными, и они представляют собой углеводородные группы, которые независимо содержат от 1 до приблизительно 20 атомов углерода. Например, группы R1 и R2 могут представлять собой алкильные, циклоалкильные, арильные или гетероциклические группы. В группах R1 и R1 может содержаться реакционноспособная функциональная группа на концевом атоме (атомах) дисульфидного соединения. Например, по меньшей мере, в одной из групп R1 и R2 может содержаться концевая карбоксильная группа, гидроксильная группа, замещенная или незамещенная аминогруппа, нитрогруппа или подобная группа. Как правило, реакционноспособная функциональная группа может быть выбрана таким образом, чтобы содержащий реакционноспособные функциональные группы полиариленсульфид мог реагировать с модификатором ударной прочности. Например, если рассматривается содержащий концевые эпоксидные группы модификатор ударной прочности, дисульфидное соединение может включать функциональные карбоксильные группы и/или аминогруппы.
Примерные дисульфидные соединения, содержащие реакционноспособные концевые группы, на которые может распространяться настоящий документ, могут представлять собой, без ограничения, 2,2'-диаминодифенилдисульфид, 3,3'-диаминодифенилдисульфид, 4,4'-диаминодифенилдисульфид, дибензилдисульфид, дитиосалициловую кислоту, дитиогликолевую кислоту, α,α'-дитиодимолочную кислоту, β,β'-дитиодимолочную кислоту, 3,3'-дитиодипиридин, 4,4'-дитиоморфолин, 2,2'-дитиобис(бензотиазол), 2,2'-дитиобис(бензимидазол), 2,2'-дитиобис(бензоксазол) и 2-(4'-морфолинодитио)бензотиазол.
Соотношение количества полиариленсульфида и количества дисульфидного соединения может составлять от приблизительно 1000:1 до приблизительно 10:1, от приблизительно 500:1 до приблизительно 20:1 или от приблизительно 400:1 до приблизительно 30:1.
В дополнение к полиариленсульфидному полимеру, в композиции также содержится модификатор ударной прочности. Более конкретно, модификатор ударной прочности может представлять собой олефиновый сополимер или терполимер. Например, модификатор ударной прочности может включать этиленовые ненасыщенные мономерные звенья, которые содержат от приблизительно 4 до приблизительно 10 атомов углерода.
Модификатор ударной прочности можно модифицировать путем введения функциональных групп, таким образом, чтобы с ним мог реагировать сшивающий агент. Например, модификатор ударной прочности можно модифицировать путем введения в мольной доле, составляющей от приблизительно 0,01 до приблизительно 0,5, одного или нескольких из следующих веществ: α,β-ненасыщенная дикарбоновая кислота или соответствующая соль, содержащая от приблизительно 3 до приблизительно 8 атомов углерода; α,β-ненасыщенная карбоновая кислота или соответствующая соль, содержащая от приблизительно 3 до приблизительно 8 атомов углерода; ангидрид или соответствующая соль, содержащая от приблизительно 3 до приблизительно 8 атомов углерода; сложный моноэфир или соответствующая соль, содержащая от приблизительно 3 до приблизительно 8 атомов углерода; сульфоновая кислота или соответствующая соль; ненасыщенное эпоксидное соединение, содержащее от приблизительно 4 до приблизительно 11 атомов углерода. Примеры таких модифицирующих функциональных веществ представляют собой малеиновый ангидрид, фумаровую кислоту, малеиновую кислоту, метакриловую кислоту, акриловую кислоту и глицидилметакрилат. Примеры солей металлов и кислот включают соли щелочных металлов и соли переходных металлов, такие как соли натрия, цинка и алюминия.
Неограничительный перечень модификаторов ударной прочности, которые можно использовать, включает сополимеры этилена и акриловой кислоты, сополимеры этилена и малеинового ангидрида, терполимеры этилена, алкил(мет)акрилата и малеинового ангидрида, терполимеры этилена, алкил(мет)акрилата и глицидил(мет)акрилата, терполимеры этилена, сложного акрилового эфира и метакриловой кислоты, терполимеры этилена, сложного акрилового эфира и малеинового ангидрида, терполимеры (иономеры) этилена, метакриловой кислоты и соли метакриловой кислоты и щелочного металла и т.п. Согласно одному варианту осуществления, например, модификатор ударной прочности может включать статистический терполимер этилена, метилакрилата и глицидилметакрилата. Данный терполимер может иметь содержание глицидилметакрилата, составляющее от приблизительно 5% до приблизительно 20%, в том числе от приблизительно 6% до приблизительно 10%. Терполимер может иметь содержание метилакрилата, составляющее от приблизительно 20% до приблизительно 30%, в том числе приблизительно 24%.
Согласно одному варианту осуществления модификатор ударной прочности может представлять собой линейный или разветвленный гомополимер или сополимер (например, статистический, привитой, блок-сополимер и т.д.), содержащий эпоксидные функциональные группы, например концевые эпоксидные группы, скелетные оксирановые группы и/или эпоксидные группы в боковой цепи. Например, модификатор ударной прочности может представлять собой сополимер, содержащий, по меньшей мере, один мономерный компонент, в котором содержатся эпоксидные функциональные группы. Мономерные звенья модификатора ударной прочности могут различаться. Согласно одному варианту осуществления модификатор ударной прочности может включать, например, содержащие эпоксидные функциональные группы метакриловые мономерные звенья. При использовании в настоящем документе термин «метакриловый» означает, как правило, акриловые и метакриловые мономеры, а также соответствующие соли и сложные эфиры, например акрилатные и метакрилатные мономеры. Содержащие эпоксидные функциональные группы метакриловые мономеры, которые можно включать в модификатор ударной прочности, могут представлять собой, но не ограничиваются этим, мономеры, содержащие 1,2-эпоксидные группы, такие как глицидилакрилат и глицидилметакрилат. Другие подходящие содержащие эпоксидные функциональные группы мономеры включают аллилглицидиловый эфир, глицидилэтакрилат и глицидилитаконат.
Другие мономерные звенья могут, в качестве дополнения или в качестве альтернативы, представлять собой компонент модификатора ударной прочности. Примеры других мономеров может включать, например, сложноэфирные мономеры, олефиновые мономеры, амидные мономеры и т.д. Согласно одному варианту осуществления модификатор ударной прочности может содержать, по меньшей мере, один линейный или разветвленный α-олефиновый мономер, такой как мономер, содержащий от 2 до 20 атомов углерода или от 2 до 8 атомов углерода. Конкретные примеры включают этилен; пропилен; 1-бутен; 3-метил-1-бутен; 3,3-диметил-1-бутен; 1-пентен; 1-пентен, содержащий один или несколько метильных, этильных или пропильных заместителей; 1-гексен, содержащий один или несколько метильных, этильных или пропильных заместителей; 1-гептен, содержащий один или несколько метильных, этильных или пропильных заместителей; 1-октен, содержащий один или несколько метильных, этильных или пропильных заместителей; 1-нонен, содержащий один или несколько метильных, этильных или пропильных заместителей; 1-децен, содержащий этильный, метильный или два метильных заместителя; 1-додецен; а также стирол.
Мономеры, содержащиеся в модификаторе ударной прочности, который включает эпоксидные функциональные группы, могут представлять собой мономеры, в которых не содержатся эпоксидные функциональные группы, при том условии, что, по меньшей мере, часть мономерных звеньев полимера содержит эпоксидные функциональные группы.
Согласно одному варианту осуществления модификатор ударной прочности может представлять собой терполимер, в котором содержатся эпоксидные функциональные группы. Например, модификатор ударной прочности может включать метакриловый компонент, в котором содержатся эпоксидные функциональные группы, α-олефиновый компонент и метакриловый компонент, в котором не содержатся эпоксидные функциональные группы. Например, модификатор ударной прочности может представлять собой тройной сополимер этилена, метилакрилата и глицидилметакрилата, который имеет следующую структуру:
 ,
,
в которой числа a, b и c составляют 1 или более.
Согласно следующему варианту осуществления модификатор ударной прочности может представлять собой статистический сополимер этилена, этилакрилата и малеинового ангидрида, имеющий следующую структуру:
 ,
,
в которой числа x, y и z составляют 1 или более.
Относительное содержание различных мономерных компонентов сополимерного модификатора ударной прочности не ограничивается определенным образом. Например, согласно одному варианту осуществления содержащие эпоксидные функциональные группы метакриловые мономерные компоненты могут составлять от приблизительно 1 мас. % до приблизительно 25 мас. % или от приблизительно 2 мас. % до приблизительно 20 мас. % сополимерного модификатора ударной прочности. Альфа-олефиновый мономер может составлять от приблизительно 55 мас. % до приблизительно 95 мас. % или от приблизительно 60 мас. % до приблизительно 90 мас. % сополимерного модификатора ударной прочности. Когда они используются, другие мономерные компоненты (например, не содержащие эпоксидных функциональных групп метакриловые мономеры) могут составлять от приблизительно 5 мас. % до приблизительно 35 мас. % или от приблизительно 8 мас. % до приблизительно 30 мас. % сополимерного модификатора ударной прочности.
Модификатор ударной прочности можно изготавливать, используя стандартные способы полимеризации, которые являются общеизвестными в технике. Например, мономер, содержащий полярные функциональные группы, можно прививать на полимерный скелет, образуя привитой сополимер. В качестве альтернативы, мономер, содержащий функциональные группы может сополимеризоваться с мономером, образуя блок-сополимер или статистический сополимер, посредством использования известных технологий свободнорадикальной полимеризации, таких как реакции при высоком давлении, каталитические реакционные системы Циглера-Натта (Ziegler-Natta), каталитические реакционные системы с единым центром полимеризации на металле (например, металлоценовые) и т.д.
В качестве альтернативы, модификатор ударной прочности можно приобретать в розничной продаже. В качестве примера, для использования в качестве модификатора ударной прочности можно приобретать подходящие соединения под наименованием Lotader® от компании Arkema.
Молекулярная масса модификатора ударной прочности может различаться в широких пределах. Например, модификатор ударной прочности может иметь среднечисленную молекулярную массу, составляющую от приблизительно 7500 до приблизительно 250000 г/моль, согласно некоторым вариантам осуществления от приблизительно 15000 до приблизительно 150000 г/моль и согласно некоторым вариантам осуществления от приблизительно 20000 до приблизительно 100000 г/моль, причем индекс полидисперсности составляет, как правило, от 2,5 до 7.
Как правило, модификатор ударной прочности может присутствовать в композиции в количестве, составляющем от приблизительно 0,05 до приблизительно 40 мас. %, от приблизительно 0,05 до приблизительно 37 мас. % или от приблизительно 0,1 до приблизительно 35 мас. %.
Снова рассмотрим фиг. 8, согласно которой модификатор ударной прочности можно добавлять в композицию в сочетании с полиариленсульфидной композицией через главное приемное отверстие 54 блока формования из расплава. Однако это не является обязательным требованием процесса формования композиции, и согласно другим вариантам осуществления модификатор ударной прочности можно добавлять ниже по потоку относительно главного приемного отверстия. Например, модификатор ударной прочности можно добавлять в точке, расположенной ниже по потоку относительно точки, в которой полиариленсульфид поступает в блок формования из расплава, но все же перед секцией плавления, т.е. отрезком блока формования из расплава, на котором полиариленсульфид становится расплавленным. Согласно следующему варианту осуществления модификатор ударной прочности можно добавлять в точке, расположенной ниже по потоку относительно точки, в которой полиариленсульфид становится расплавленным.
Если это желательно, один или более распределительных и/или диспергирующих смесительных элементов могут использоваться внутри смесительной секции блока формования из расплава. Подходящие распределительные смесители для одношнековых экструдеров могут включать, но не ограничиваются этим, например, смесители Saxon, смесители Dulmage, многогнездные смесители Cavity Transfer и т.д. Аналогичным образом, подходящие диспергирующие смесители могут включать, но не ограничиваются этим, смесители типов Blister ring, Leroy/Maddock, CRD и т.д. Как хорошо известно в технике, смешивание может дополнительно улучшаться, когда в цилиндре используются лопасти, которые обеспечивают образование складок и изменение ориентации расплавленного полимера, такие как лопасти, используемые в смесительных экструдерах Buss, смесителях Cavity Transfer и вихревых смесителях с перекрывающимися лопастями.
В качестве дополнения к полиариленсульфиду и модификатору ударной прочности, полиариленсульфидная композиция может содержать сшивающий агент. Этот сшивающий агент может представлять собой полифункциональное соединение или их сочетание, которое может реагировать с функциональными группами модификатора ударной прочности, образуя сшивки внутри и между полимерными цепями модификатора ударной прочности. Как правило, сшивающий агент может представлять собой неполимерное соединение, т.е. молекулярное соединение, в котором содержатся две или более реакционноспособных концевых функциональных групп, которые соединяет связь или неполимерный (не содержащий повторяющихся звеньев) соединительный компонент. В качестве примера, сшивающий агент может включать, но не ограничивается этим, диэпоксиды, многофункциональные эпоксиды, диизоцианаты, полиизоцианаты, многоатомные спирты, растворимые в воде карбодиимиды, диамины, диаминоалканы, многофункциональные карбоновые кислоты, галогенангидриды дикарбоновых кислот и так далее. Например, когда рассматривается содержащий эпоксидные функциональные группы модификатор ударной прочности, в качестве сшивающего вещества может использоваться неполимерная полифункциональная карбоновая кислота или амин.
Конкретные примерные полифункциональные карбоновые кислоты в качестве сшивающих веществ могут представлять собой, без ограничения, изофталевую кислоту, терефталевую кислоту, фталевую кислоту, 1,2-ди(п-карбоксифенил)этан, 4,4'-дикарбоксидифениловый эфир, 4,4'-бисбензойную кислоту, 1,4- или 1,5-нафталиндикарбоновые кислоты, декагидронафталиндикарбоновые кислоты, норборнендикарбоновые кислоты, бициклооктандикарбоновые кислоты, 1,4-циклогександикарбоновую кислоту (включая цис- и транс-изомеры), 1,4-гексилендикарбоновую кислоту, адипиновую кислотау, азелаиновую кислоту, дикарбоксилдодекановую кислоту, янтарную кислоту, малеиновую кислоту, глутаровую кислоту, суберовую кислоту и себациновую кислоту. Можно также использовать соответствующие производные дикарбоновых кислот, такие как сложные диэфиры карбоновых кислот, содержащие от 1 до 4 атомов углерода в спиртовом радикале, ангидриды карбоновых кислот или галогенангидриды карбоновых кислот.
Примерные диолы, которые оказываются полезными в качестве сшивающих веществ, могут включать, без ограничения, алифатические диолы, такие как этиленгликоль, 1,2-пропиленгликоль, 1,3-пропиленгликоль, 2,2-диметил-1,3-пропандиол, 2-этил-2-метил-1,3-пропандиол, 1,4-бутандиол, 1,4-бут-2-ендиол, 1,3-1,5-пентандиол, 1,5-пентандиол, дипропиленгликоль, 2-метил-1,5-пентан диол и т.п. Можно также использовать ароматические диолы, такие как, без ограничения, гидрохинон, катехин, резорцин, метилгидрохинон, хлоргидрохинон, бисфенол A, тетрахлорбисфенол A, фенолфталеин и т.п. Примерные циклоалифатические диолы, которые можно использовать, включают циклоалифатические соединения, например 1,6-гександиол, диметанолдекалин, диметанолбициклооктан, 1,4-циклогександиметанол (включая его цис- и транс-изомеры), триэтиленгликоль, 1,10-декандиол и т.п.
Примерные диамины, которые можно использовать в качестве сшивающих веществ, могут включать, без ограничения, изофорондиамин, этилендиамин, 1,2-, 1,3-пропилендиамин, N-метил-1,3-пропилендиамин, N,N'-диметилэтилендиамин, и ароматические диамины, такие как, например, 2,4- и 2,6-толуилендиамин, 3,5-диэтил-2,4- и/или -2,6-толуилендиамин, и первичные орто- ди-, три- и/или тетраалкилзамещенные 4,4'-диаминодифенилметаны, (цикло)алифатические диамины.
Согласно одному варианту осуществления композиция может включать не содержащий дисульфида сшивающий агент. Например, сшивающий агент может включать функциональные карбоксильные группы и/или аминогруппы при отсутствии дисульфидной группы. Можно использовать сшивающий агент, в котором отсутствует дисульфид, таким образом, чтобы предотвратить чрезмерный разрыв цепи полиариленсульфида под действием сшивающего вещества в процессе изготовления композиции. Следует понимать, однако, что использование не содержащего дисульфида сшивающего вещества никаким образом не ограничивает использование содержащего реакционноспособные функциональные группы дисульфидного соединения для функционализации полиариленсульфида. Например, согласно одному варианту осуществления композицию можно изготавливать, осуществляя процесс, который включает добавление содержащего реакционноспособные функциональные группы дисульфидного соединения в блок формования из расплава, которые могут производить реакционноспособный функционизированный полиариленсульфид. Тогда сшивающий агент, используемый согласно данному варианту осуществления может представлять собой не содержащий дисульфида сшивающий агент, который может включать функциональные группы, не способные реагировать с модификатором ударной прочности, а также с содержащим реакционноспособные функциональные группы полиариленсульфидом. Таким образом, композиция может быть сшита в высокой степени без чрезмерного разрыва полиариленсульфидных полимерных цепей.
Согласно следующему варианту осуществления сшивающий агент и функционализирующее полиариленсульфид соединение (когда оно присутствует) можно выбирать таким образом, чтобы обеспечивать разрыв цепи полиариленсульфида. Это может показаться полезным, например, когда разрыв цепи является желательным для уменьшения вязкости расплава полиариленсульфидного полимера.
Полиариленсульфидная композиция может, как правило, содержать сшивающий агент в количестве, составляющем от приблизительно 0,05 мас. % до приблизительно 2 мас. % по отношению к массе полиариленсульфидной композиции, от приблизительно 0,07 мас. % до приблизительно 1,5 мас. % или от приблизительно 0,1 мас. % до приблизительно 1,3 мас. % по отношению к массе полиариленсульфидной композиции.
Сшивающий агент можно добавлять в блок формования из расплава после смешивания полиариленсульфида и модификатора ударной прочности. Например, как проиллюстрировано на фиг. 9, сшивающий агент можно добавлять в композицию в расположенной ниже по потоку точке 66 после добавления полиариленсульфида и модификатора ударной прочности (совместно или раздельно) в блок формования из расплава. Это может обеспечивать, что модификатор ударной прочности становится диспергированным во всем объеме полиариленсульфида перед добавлением сшивающего вещества.
Чтобы способствовать распределению модификатора ударной прочности во всем объеме расплава перед добавлением сшивающего вещества, можно селективно регулировать множество различных параметров. Например, соотношение длины (L) и диаметра (D) шнека в блоке формования из расплава можно выбирать таким образом, чтобы обеспечивать оптимальный баланс между производительностью и распределением модификатор ударной прочности. Например, соотношение L/D после точки, в которой добавляется модификатор ударной прочности, можно регулировать таким образом, чтобы обеспечивать распределение модификатора ударной прочности. Более конкретно, шнек имеет длину смешивания (LB), которая определяется от точки, в которой модификатор ударной прочности и полиариленсульфид поступают в блок (т.е. от точки, в которой они одновременно поступают в сочетании друг с другом, или от точки, в которой поступает последнее из двух данных веществ), до точки, в которой поступает сшивающий агент, причем длина смешивания, как правило, составляет менее чем полная длина шнека. Например, когда рассматривается блок формования из расплава, у которого общее соотношение L/D составляет 40, соотношение LB/D для шнека может составлять, согласно некоторым вариантам осуществления от приблизительно 1 до приблизительно 36, согласно некоторым вариантам осуществления от приблизительно 4 до приблизительно 20 или от приблизительно 5 до приблизительно 15. Согласно одному варианту осуществления соотношение L/LB может составлять от приблизительно 40 до приблизительно 1,1, от приблизительно 20 до приблизительно 2 или от приблизительно 10 до приблизительно 5.
После добавления сшивающего вещества композицию можно перемешивать, чтобы распределять сшивающий агент во всем объеме композиции и способствовать реакции между сшивающим веществом, модификатором ударной прочности и согласно одному варианту осуществления полиариленсульфидом.
Композиция может также содержать одну или более добавок, которые являются общеизвестными в технике. Например, один или более наполнителей могут содержаться в полиариленсульфидной композиции. Как правило, один или более наполнителей могут содержаться в полиариленсульфидной композиции в количестве, составляющем от приблизительно 5 мас. % до приблизительно 70 мас. % или от приблизительно 20 мас. % до приблизительно 65 мас. % по отношению к массе полиариленсульфидной композиции.
Наполнитель можно добавлять в полиариленсульфидную композицию согласно стандартной практике. Например, наполнитель можно добавлять в композицию в точке, расположенной ниже по потоку относительно блока формования из расплава. Например, наполнитель можно добавлять в композицию в сочетании с добавлением сшивающего агента. Однако это не является обязательным требованием процесса изготовления, и наполнитель можно добавлять отдельно от сшивающего агента в точке, расположенной выше по потоку или ниже по потоку относительно точки добавления сшивающего агента. Кроме того, наполнитель можно добавлять в единственной точке ввода, или его можно разделять на части и добавлять во множестве точек ввода на протяжении блока формования из расплава.
Согласно одному варианту осуществления в полиариленсульфидной композиции может содержаться волокнистый наполнитель. Этот волокнистый наполнитель может включать волокна одного или более типов, в том числе, без ограничения, полимерные волокна, стеклянные волокна, углеродные волокна, металлические волокна, базальтовые волокна и так далее, или сочетание волокон различных типов. Согласно одному варианту осуществления волокна могут представлять собой рубленые волокна, непрерывные волокна или волоконные ровинги (пряди).
Волокна могут иметь различные размеры, которые известны в технике. Согласно одному варианту осуществления волокна могут иметь первоначальную длину, составляющую от приблизительно 3 мм до приблизительно 5 мм. Согласно следующему варианту осуществления, например, когда рассматривается процесс пултрузии, волокна могут представлять собой непрерывные волокна. Диаметр волокон может различаться в зависимости от конкретного используемого волокна. Например, волокна могут иметь диаметр, составляющий менее чем приблизительно 100 мкм, в том числе менее чем приблизительно 50 мкм. Например, волокна могут представлять собой рубленые или непрерывные волокна, и диаметр этих волокон может составлять от приблизительно 5 мкм до приблизительно 50 мкм, в том числе от приблизительно 5 мкм до приблизительно 15 мкм.
Волокна можно обрабатывать используя замасливатель, что является общеизвестным. Согласно одному варианту осуществления волокна могут иметь высокий выход или малое число K. Прядь характеризует выход или число K. Например, пряди стеклянных волокон могут иметь выход, составляющий 50 или более, например, выход, составляющий от приблизительно 115 до приблизительно 1200.
В качестве альтернативы можно использовать другие наполнители, или их можно использовать в сочетании с волокнистым наполнителем. Например, в полиариленсульфидную композицию можно вводить тонкодисперсный наполнитель. Как правило, тонкодисперсный наполнитель может представлять собой любой тонкодисперсный материал, у которого медианный размер частиц составляет менее чем приблизительно 750 мкм, например менее чем приблизительно 500 мкм, или менее чем приблизительно 100 мкм. Согласно одному варианту осуществления тонкодисперсный наполнитель может иметь медианный размер частиц, составляющий от приблизительно 3 мкм до приблизительно 20 мкм. Кроме того, тонкодисперсный наполнитель может, как известно, состоять из сплошных или полых частиц. Тонкодисперсные наполнители могут также подвергаться поверхностной обработке, как известно в технике.
Тонкодисперсные наполнители могут включать один или более минеральных наполнителей. Например, полиариленсульфидная композиция может содержать один или несколько минеральных наполнителей в количестве, составляющем от приблизительно 1 мас. % до приблизительно 60 мас. % по отношению к массе композиции. Минеральные наполнители могут включать, без ограничения, диоксид кремния, кварцевый порошок, силикаты, такие как силикат кальция, силикат алюминия, каолин, тальк, слюда, глина, диатомовая земля, волластонит, карбонат кальция и так далее.
Наполнитель может представлять собой электропроводный наполнитель, в том числе, без ограничения, технический углерод, графит, графен, углеродное волокно, углеродные нанотрубки, металлический порошок и так далее. Согласно таким вариантам осуществления, в которых полиариленсульфидная композиция содержит электропроводные наполнители, например, когда полиариленсульфидная композиция используется для изготовления трубопровода, соответствующий электропроводный наполнитель может содержаться в таком количестве, чтобы композиция имела удельное объемное электрическое сопротивление, составляющее приблизительно 109 Ом⋅см или менее.
Когда содержится множество наполнителей, например тонкодисперсный наполнитель и волокнистый наполнитель, эти наполнители можно добавлять совместно или раздельно в блок формования из расплава. Например, тонкодисперсный наполнитель можно добавлять в основной дозатор вместе с полиариленсульфидом или ниже по потоку перед добавлением волокнистого наполнителя, и волокнистый наполнитель можно добавлять дополнительно ниже по потоку относительно точки добавления тонкодисперсного наполнителя. Как правило, волокнистый наполнитель можно добавлять ниже по потоку относительно любых других наполнителей, таких как тонкодисперсный наполнитель, хотя это требование не является обязательным.
Согласно одному варианту осуществления полиариленсульфидная композиция может включать ультрафиолетовый стабилизатор в качестве добавки. Например, полиариленсульфидная композиция может содержать ультрафиолетовый стабилизатор в количестве, составляющем от приблизительно 0,5 мас. % до приблизительно 15 мас. %, от приблизительно 1 мас. % до приблизительно 8 мас. % или от приблизительно 1,5 мас. % до приблизительно 7 мас. % ультрафиолетового стабилизатора. Один особенно подходящий ультрафиолетовый стабилизатор, который можно использовать, представляет собой ультрафиолетовый стабилизатор на основе пространственно-затрудненного амина. Подходящие ультрафиолетовые стабилизаторы на основе пространственно-затрудненных аминосоединений можно получать, используя замещенный пиперидин, такой как алкилзамещенный пиперидил, пиперидинил, пиперазинон, алкоксипиперидинильные соединения и так далее. Например, пространственно-затрудненный амин можно получать, используя 2,2,6,6-тетраалкилпиперидинил. Пространственно-затрудненный амин может представлять собой, например, олигомерное или полимерное соединение, у которого среднечисленная молекулярная масса составляет приблизительно 1000 или более, согласно некоторым вариантам осуществления от приблизительно 1000 до приблизительно 20000, согласно некоторым вариантам осуществления от приблизительно 1500 до приблизительно 15000 и согласно некоторым вариантам осуществления от приблизительно 2000 до приблизительно 5000. В таких соединениях, как правило, содержится, по меньшей мере, одна 2,2,6,6-тетраалкилпиперидинильная группа (например, от 1 до 4 групп) на повторяющееся звено полимера. Один особенно подходящий высокомолекулярный пространственно-затрудненный амин (среднечисленная молекулярная масса составляет 1200) поставляется на продажу под наименованием Hostavin® N30 компанией Clariant. Другие подходящие высокомолекулярные пространственно-затрудненные амины поставляются на продажу под наименованиями ADK STAB® LA-63 и ADK STAB® LA-68 компанией Adeka Palmarole SAS.
Помимо высокомолекулярных пространственно-затрудненных аминов можно также использовать низкомолекулярные пространственно-затрудненные амины. Такие пространственно-затрудненные амины, как правило, являются мономерными по своей природе и имеют молекулярную массу, составляющую приблизительно 1000 или менее, согласно некоторым вариантам осуществления от приблизительно 155 до приблизительно 800 и согласно некоторым вариантам осуществления от приблизительно 300 до приблизительно 800.
Другие подходящие ультрафиолетовые стабилизаторы могут включать ультрафиолетовые поглотители, такие как бензотриазолы или бензофеноны, которые могут поглощать ультрафиолетовое излучение.
Добавка, которая может содержаться в полиариленсульфидной композиции, представляет собой одно или более окрашивающих веществ, которые являются общеизвестными в технике. Например, полиариленсульфидная композиция может содержать от приблизительно 0,1 мас. % до приблизительно 10 мас. % или от приблизительно 0,2 мас. % до приблизительно 5 мас. % одного или нескольких окрашивающих веществ. При использовании в настоящем документе термин «окрашивающее вещество» означает, как правило, любое вещество, которое может придавать цвет материалу. Таким образом, термин «окрашивающее вещество» включает красители, которые проявляют растворимость в водном растворе, и пигменты, которые проявляют низкую или нулевую растворимость в водном растворе.
Примеры красителей, которые можно использовать, включают, но не ограничиваются этим, дисперсные красители. Подходящие дисперсные красители могут включать красители, которые описывает раздел «Дисперсные красители» книги «Показатель цвета», третье издание. Такие красители включают, например, не содержащие групп карбоновой кислоты и/или не содержащие групп сульфоновой кислоты нитросоединения, аминосоединения, аминокетоны, кетонимины, метиновые соединения, полиметиновые соединения, дифениламины, хинолины, бензимидазолы, ксантены, оксазины, кумарины, антрахиноны и азосоединения, включая моноазосоединения или диазосоединения в качестве красителей. Дисперсные красители также включают первичные дисперсные красители красного цвета, первичные дисперсные красители синего цвета и первичные дисперсные красители желтого цвета.
Пигменты, которые могут содержаться в полиариленсульфидной композиции, могут включать, без ограничения, органические пигменты, неорганические пигменты, металлические пигменты, фосфоресцентные пигменты, флуоресцентные пигменты, фотохромные пигменты, термохромные пигменты, радужны пигменты и перламутровые пигменты. Конкретное количество пигмента может зависеть от желательного конечного цвета продукта. Пастельные цвета достигаются, как правило, посредством добавления белого диоксида титана или аналогичного белого пигмента к цветному пигменту.
Другие добавки, которые могут содержаться в полиариленсульфидной композиции, могут включать, без ограничения, противомикробные вещества, смазочные вещества, пигменты или другие окрашивающие вещества, модификаторы ударной прочности, антиоксиданты, другие стабилизаторы (например, термостабилизаторы, в том числе органические фосфиты, такие как продукты, поставляемые под наименованием Doverphos® компанией Dover Chemical Corporation), поверхностно-активные вещества, активаторы течения, твердые растворители и другие материалы, добавляемые для улучшения свойств и пригодности к обработке. Такие необязательные материалы можно использовать в полиариленсульфидной композиции в традиционных количествах и согласно традиционным технологиям обработки, например посредством добавления в полиариленсульфидную композицию через главное приемное отверстие. Полиариленсульфидная композиция может преимущественно проявлять желательные характеристики без добавления пластификаторов. Например, в композиции могут отсутствовать пластификаторы, такие как сложные эфиры фталевой кислоты, тримеллитовой кислоты, себациновой кислоты, адипиновой кислоты, глутаровой кислоты, азелаиновой кислоты, малеиновой кислоты, бензойной кислоты и так далее.
После добавления всех компонентов в полиариленсульфидную композицию данная композиция тщательно перемешивается в остальной секции (секциях) экструдера и экструдируется через фильеру. Конечный экструдат можно превращать в гранулы или другие формы, которые являются желательными; например конечный экструдат можно выпускать в форме одноосно ориентированной пленки или ленты, которую можно обертывать, образуя слой трубопровода.
Для изготовления трубопровода, в котором содержится полиариленсульфидная композиция, можно использовать традиционные процессы формования, в том числе, без ограничения, экструзию, инжекционное формование, раздувное формование, термоформование и так далее.
Например, согласно одному варианту осуществления полиариленсульфидный слой можно экструдировать, покрывая каркас многослойного трубопровода, например восходящего трубопровода. Согласно следующему варианту осуществления слой многослойного трубопровода можно изготавливать из непрерывной пленки полиариленсульфидной композиции, например армированной волокнами пленки или ленты, изготовленной согласно способу пултрузионного формования. Пленка может обертываться, образуя слой многослойного трубопровода, согласно распространенной практике, которая является общеизвестной в технике.
Согласно одному варианту осуществления каркас многослойного восходящего трубопровода, который проиллюстрирован на фиг. 3, можно изготавливать, осуществляя способ спиральной намотки, который является общеизвестным. В частности, ленту из металла (например, нержавеющей стали) можно изготавливать и спирально наматывать с перекрыванием прилегающих витков, как известно в технике, для изготовления гофрированной трубы, имеющей заданный внутренний диаметр. После изготовления каркас можно помещать на катушку для подготовки к нанесению защитного слоя.
Для изготовления защитного слоя полиариленсульфид подвергают обработке в расплаве и пропускают через головку экструдера, из которого расплав наносится на каркас. Регулирование экструзионного объема и линейной скорости в сочетании с регулированием размера фильеры используется для регулирования толщины защитного слоя, который наносится на каркас.
Согласно стандартной практике на трубопровод можно наносить дополнительные слои. Например, вокруг изготавливаемого трубопровода может быть спирально намотана изготовленная из углеродистой стали лента, в которой соседние витки перекрываются друг с другом, образуя оболочечный армирующий слой, и могут быть спирально намотанные плоские ленты, образуя дополнительные армирующие слои.
Армированная полимерная пленка, например армированная углеродными волокнами или стеклянными волокнами полиариленсульфидная пленка, изготовленная согласно способу пултрузии, который является общеизвестным, может быть использована для изготовления одного или более противоизносных слоев трубопровода. Пленки, которые могут быть нанесены, могут представлять собой пленки, предназначенные для использования в качестве производственных добавок, противоизносных слоев, изоляционных слоев и так далее. Полимерный пленочный слой может также способствовать предотвращению распушивания трубопровода в процессе использования. Внешний полимерный слой можно экструдировать на многослойный трубопровод.
Разумеется, в качестве альтернативы можно использовать и другие способы изготовления, которые являются общеизвестными в технике, в зависимости от конкретной конструкции трубопровода, расчета стоимости, определенных для использования материалов и т.д. В качестве примера, однослойный трубопровод 10, который проиллюстрирован на фиг. 4, можно изготавливать, осуществляя процесс раздувного формования. В процессе раздувного формования, полиариленсульфидная композиция сначала нагревается и экструдируется в заготовку для выдувания с использованием фильеры, прикрепленной к экструзионному устройству. Когда изготавливается заготовка для выдувания, композиция должна иметь достаточную прочность расплава, чтобы предотвращать нежелательное удлинение частей заготовки для выдувания под действием силы тяжести и связанное с этим изготовление стенки с неоднородной толщиной и другими недостатками. Заготовка для выдувания помещается в устройство для формования, которое, как правило, состоит из множества секций, которые совместно образуют трехмерную полость формы.
Как можно предполагать, проходит определенный период времени от изготовления заготовки для выдувания до помещения заготовки для выдувания в соединение с устройством для формования. В течение этой стадии процесса прочность расплава полиариленсульфидной композиции может быть достаточно высокой, таким образом, что заготовка для выдувания сохраняет свою форму в процессе движения. Полиариленсульфидная композиция может также иметь способность сохранения в полутекучем состоянии и отсутствия чрезмерно быстрого затвердевания перед тем, как начинается раздувное формование.
Когда устройство для формования закрывается, газ, такой как инертный газ, поступает в заготовку для выдувания из источника газа. Газ производит достаточное давление на внутреннюю поверхность заготовки для выдувания, таким образом, что заготовка для выдувания соответствует форме полости. После раздувного формования готовое сформованное изделие затем извлекается. Согласно одному варианту осуществления холодный воздух можно вводить в сформованное изделие для затвердевания полиариленсульфидной композиции перед извлечением изделия из устройства для формования.
Непрерывный процесс раздувного формования можно также использовать для изготовления трубопровода. При осуществлении непрерывного процесса раздувного формования стационарный экструдер может пластифицировать и пропускать расплавленную полиариленсульфидную композицию через головку, чтобы получать непрерывную заготовку для выдувания. Можно использовать накопитель, чтобы поддерживать заготовку для выдувания и предотвращать прогиб перед формованием. Заготовка для выдувания может поступать в форму, состоящую из сочлененных секций, которые перемещаются в сочетании с непрерывной заготовкой для выдувания на конвейерном устройстве для формования. Воздух под давлением поступает в заготовку для выдувания, чтобы осуществлять раздувное формование композиции внутри формы. После того, как композиция подвергается формованию и достаточному охлаждению внутри формы по мере того, как форма и композиция совместно перемещаются, сегменты формы отделяются друг от друга, и изготовленная составляющая секция (например, труба) снимается с конвейера и поступает, например, на приемную катушку.
Если это желательно, изготовленное изделие может подвергаться дополнительной обработке для нанесения дополнительных слоев поверх полиариленсульфида, таким образом, что получается многослойный трубопровод, в котором содержится полиариленсульфидная композиция в качестве наиболее внутреннего защитного слоя.
Трубопровод или слой трубопровода можно изготавливать, осуществляя процесс экструзии. Например, можно осуществлять процесс экструзии с использованием шнека простого или защитного типа, причем, согласно одному варианту осуществления в данном процессе не обязательно должен использоваться смесительный наконечник. Коэффициент уплотнения для процесса экструзии может составлять от приблизительно 2,5:1 до приблизительно 4:1. Например, коэффициент уплотнения может составлять приблизительно 25% при подаче, приблизительно 25% при перемещении и приблизительно 50% при дозировке. Соотношение (L/D) длины цилиндра и диаметра цилиндра может составлять от приблизительно 16 до приблизительно 24. В процессе экструзии можно также использовать другие стандартные приспособления, которые являются известными в технике, такие как, например, решетки, наборы сеток, насадки, фильеры, а также вакуумный резервуар. Вакуумный резервуар может, как правило, включать классификационный рукав/калибровочное кольцо, уплотнения резервуара и т.п.
Когда изготавливается трубопровод или часть трубопровод путем осуществления процесса экструзии, полиариленсульфидная композиция может сначала высушиваться, например, при температуре, составляющей от приблизительно 90°C до приблизительно 100°C, в течение приблизительно трех часов. Может оказаться предпочтительным исключение высушивания в течение продолжительного периода времени, таким образом, чтобы предотвращалось обесцвечивание композиции. Как известно, экструдер может обеспечивать различные температуры в различных зонах. Например, согласно одному варианту осуществления экструдер может включать, по меньшей мере, четыре зоны, причем температура первой зоны составляет от приблизительно 276°C до приблизительно 288°C, температура второй зоны составляет от приблизительно 282°C до приблизительно 299°C, температура третьей зоны составляет от приблизительно 282°C до приблизительно 299°C, и температура четвертой зоны составляет от приблизительно 540°C до приблизительно 580°C. При этом температура фильеры может составлять от приблизительно 293°C до приблизительно 310°C, и температура воды в вакуумном резервуаре может составлять от приблизительно 20°C до приблизительно 50°C.
Как правило, давление на выходе может составлять от приблизительно 100 фунтов на квадратный дюйм (приблизительно 690 кПа) до приблизительно 1000 фунтов на квадратный дюйм (приблизительно 6900 кПа), причем, как известно, давление на выходе можно регулировать, чтобы обеспечивать устойчивый поток расплава. Например, давление на выходе может уменьшаться, когда увеличивается температура зоны экструдера, увеличивается скорость вращения (число оборотов в минуту) шнека экструдера, уменьшается размер ячеек набора сеток и/или число сеток. Как правило, линейная скорость может составлять от приблизительно 4 м/мин до приблизительно 15 м/мин. Разумеется, фактическая линейная скорость может зависеть от конечного размера трубчатого элемента, внешнего вида конечного изделия и устойчивости процесса.
Фильерная вытяжка в течение процесса экструзии может, как правило, быть небольшой. Как правило, можно использовать степень вытяжки, которая составляет от приблизительно 1,2 до приблизительно 1,7, поскольку более высокая степень вытяжки может отрицательно влиять на конечные свойства трубчатого элемента, в зависимости от других условий обработки. Потеки полимера на фильере можно, как правило, предотвращать посредством высушивания полимера в достаточной степени перед экструзией, а также посредством поддержания температуры расплава, составляющей менее чем приблизительно 304°C.
Согласно одному варианту осуществления трубопровод или слой трубопровода, который экструдируется из полиариленсульфидной композиции, может иметь толщину стенки, составляющую от приблизительно 0,5 мм до приблизительно 5 мм, хотя трубчатые элементы, имеющие стенки большей толщины также можно изготавливать из композиции, если это желательно. Внутренний диаметр калибровочного кольца может определять внешний диаметр трубчатого элемента, причем он является, как правило, меньше, чем внешний диаметр фильеры, насколько это известно. Внутренний диаметр трубчатого элемента можно использовать для определения желательного внешнего диаметра оправки и линейной скорости, насколько это известно.
Другие процессы формования, такие как инжекционное формование, можно использовать для формования части трубопровода или компонента трубопроводной системы, например, когда изготавливается соединитель, конец, анкер или другой элемент трубопровода. Процесс инжекционного формования может, как правило, включать нагревание полиариленсульфидной композиции в зоне предварительного нагревания для расплавления пластмассы, и после этого композиция продавливается сопло в закрытую форму. Температура формы, как правило, является значительно ниже, чем температура расплава, хотя точное соотношение между температурой расплава и температурой формы зависит от ряда факторов, таких как желательные поверхностные характеристики изделия, что должен понимать специалист в данной области техники. Инжекционное формование можно осуществлять, используя традиционное устройство для инжекционного формования, в котором присутствуют, например, подогревающий цилиндр, плунжер или совершающий возвратно-поступательное движение шнек, торпеда, сопло и литейная форма, включающая вертикальный литниковый канал, литники, впуски и полости формы. Как известно, фактические температуры и давления формования изменяются в зависимости от типа устройства, например, когда используется устройство для инжекционного формования плунжерного типа или устройство для инжекционного формования шнекового типа, а также от желательных форм и размеров формованного изделия. Продолжительность цикла обычно составляет от приблизительно 30 секунд до приблизительно 110 секунд.
Варианты осуществления настоящего изобретения проиллюстрированы следующими примерами, которые представлены исключительно для цели иллюстрации данных вариантов осуществления, и их не следует рассматривать в качестве ограничивающих объем настоящего изобретения или способа, посредством которого оно может быть практически осуществлено. Если не определены другие условия, части и процентные доли приведены по отношению к массе.
Методы формования и исследования
Процесс инжекционного формования: образцы для испытания при растяжении изготовлены посредством инжекционного формования согласно техническим условиям стандарта ISO 527-1.
Вязкость расплава: все материалы перед исследованием высушивают в течение 1,5 часа при 150°C в вакууме. Вязкость расплава измеряют, используя капиллярный реометр, при температуре 316°C и скорости сдвига 400 с-1, причем измерение вязкости осуществляют через пять минут после достижения постоянной скорости сдвига.
Свойства при растяжении: свойства при растяжении, в том числе модуль упругости при растяжении, предел текучести, деформация при пределе текучести, прочность при разрыве, удлинение при пределе текучести, удлинение при разрыве и т.д., исследуются согласно стандарту ISO 527 (технический эквивалент стандарта ASTM D638). Измерения модуля упругости, деформации и прочности осуществляются с использованием одного исследуемого образца в форме ленты, имеющей длину 80 мм, толщину 10 мм и ширину 4 мм. Температура исследования составляет 23°C, и скорость растяжения в процессе исследования составляет 5 или 50 мм/мин.
Свойства при изгибе: свойства при изгибе, в том числе прочность при изгибе и модуль упругости при изгибе исследуются согласно стандарту ISO 178 (технический эквивалент стандарта ASTM D790). Данное исследование осуществляется при расстоянии между зажимами, составляющем 64 мм. Исследование осуществляется согласно стандарту ISO 3167 с использованием центральных частей образцов многоцелевого назначения. Температура исследования составляет 23°C, и скорость растяжения в процессе исследования составляет 2 мм/мин.
Температура прогиба под нагрузкой (DTUL): температура прогиба под нагрузкой определяется согласно стандарту ISO 75-2 (технический эквивалент стандарта ASTM D648-07). Более конкретно, исследуемый образец в форме ленты, имеющей длину 80 мм, толщину 10 мм и ширину 4 мм, подвергают исследованию путем краевого трехточечного изгиба, при котором заданная нагрузка (максимальное напряжение внешних волокон) составляет 1,8 МПа. Образец погружается в ванную с кремнийорганическим маслом, где температура повышается со скоростью 2°C/мин до тех пор, пока прогиб не достигает 0,25 мм (0,32 мм для исследования согласно стандарту ISO 75-2).
Ударная прочность по Шарпи образца с надрезом: ударная прочность по Шарпи образца с надрезом исследуется согласно стандарту ISO 179-1 (технический эквивалент стандарта ASTM D256, метод B). Данное исследование осуществляется с использованием надреза типа A (радиус основания составляет 0,25 мм) и образца размера типа 1 (длина составляет 80 мм, ширина составляет 10 мм, и толщина составляет 4 мм). Образцы вырезаются из центра образцов многоцелевого назначения с использованием однозубого фрезерного станка. Температура исследования составляет 23°C, -30°F (-34,44°C) или -40°F (-40°C), как описано ниже.
Ударная прочность по Шарпи образца без надреза: ударная прочность по Шарпи образца без надреза исследуется согласно стандарту ISO 180 (технический эквивалент стандарта ASTM D256). Исследование осуществляется с использованием образца размера типа 1 (длина составляет 80 мм, ширина составляет 10 мм, и толщина составляет 4 мм). Образцы вырезаются из центра образцов многоцелевого назначения с использованием однозубого фрезерного станка. Температура исследования составляет 23°C.
Ударная прочность по Изоду (Izod) образца с надрезом: ударная прочность по Изоду образца с надрезом исследуется согласно стандарту ISO 180 (технический эквивалент стандарта ASTM D256, метод A). Данное исследование осуществляется с использованием надреза типа A. Образцы вырезаются из центра образцов многоцелевого назначения с использованием однозубого фрезерного станка. Температура исследования составляет 23°C.
Плотность и удельный вес: плотность определяется согласно стандарту ISO 1183 (технический эквивалент стандарта ASTM D792). Образец взвешивают на воздухе, а затем взвешивают при погружении в дистиллированную воду при 23°C, используя грузило и проволоку, чтобы удерживать образец в полностью погруженном состоянии, что требуется для измерения.
Температура размягчения по Вика: температура размягчения по Вика определяется согласно методу A при нагрузке 10 Н и согласно методу B при нагрузке 50 Н, как описывает стандарт ISO 306 (технический эквивалент стандарта ASTM D1525), причем в обоих случаях используется скорость нагревания, составляющая 50 К/час.
Абсорбция воды определяется согласно стандарту ISO 62. Исследуемые образцы выдерживаются погруженными в дистиллированную воду при 23°C до тех пор, пока практически не останавливается абсорбция воды (насыщение при 23°C).
Комплексная вязкость: комплексная вязкость определяется при низкой скорости сдвига (ARES) с использованием прибора ARES-G2 от компании TA Instruments, который оборудован параллельными пластинами из нержавеющей стали на расстоянии 25 мм, и используется программное обеспечение TRIOS. Динамическая деформационная развертка осуществляется с использованием образца в форме таблетки перед частотной разверткой, чтобы определить линейный вязкоупругий режим (LVE) и оптимизировать условия исследования. Развертка деформации осуществляется от 0,1% до 100% при частоте, составляющей 6,28 рад/с. Динамическая частотная развертка для каждого образца осуществляется в интервале от 500 до 0,1 рад/с при амплитуде деформации, составляющей 3%. Воздушный зазор составляет 1,5 мм для образцов в форме таблетки. Температура составляет 310°C для всех образцов.
Прочность расплава и удлинение расплава осуществляется с использованием прибора ARES-G2, оборудованного устройством электронного видоискателя (EVF). Огнестойкий образец вырезается, как представлено на фиг. 10. Для каждого эксперимента используется огнестойкий образец одинаковой площади, чтобы сохранялась одинаковой кристалличность исследуемого образца, и, таким образом, сокращалась до минимума изменчивость между повторными экспериментами. К каждому образцу прилагается переменная деформация при скорости 0,2/с. Эксперименты повторяются, по меньшей мере, три раза для каждого образца, чтобы получалась представительная кривая.
Сопротивление проникновению: исследования образцов в отношении проникновения топлива осуществляются согласно стандарту SAE J2665. Для всех образцов используются чашки из нержавеющей стали. Изготовленные инжекционным формованием пластинки диаметром 3 дюйма (7,6 см) используются в качестве исследуемых образцов. Толщина каждого образца измеряется в шести различных областях. Кольцо с круглым сечением из фторсодержащего эластомера Viton® используется в качестве нижнего уплотнения между фланцем чашки и образцом (поставщик McMaster-Carr, каталожный номер 9464K57, A75). Из плоского фторсодержащего эластомера Viton® (поставщик McMaster-Carr, каталожный номер 86075K52, A75) толщиной 1/16 дюйма (1,5875 мм) вырезается штампом кольцо, имеющее внешний диаметр 3 дюйма (7,6 см) и внутренний диаметр 2,5 дюйма (6,35 см), которое используется в качестве верхнего уплотнения между образцом и металлической сеткой. Топливо, объем которого составляет приблизительно 200 мл, наливается в чашку, чашка закрывается крышкой, которая затягивается вручную. Выдерживание осуществляется в печи при 40°C в течение 1 часа, до тех пор, пока давление пара не выравнивается, и крышка затягивается при воздействии момента, составляющего 15 дюйм-фунтов (1,695 Н⋅м). Потери топлива измеряются взвешиванием ежедневно в течение первых двух недель, а затем два раза в неделю в течение остального периода исследования. Холостой эксперимент осуществляется таким же образом, но используется алюминиевый диск диаметром 7,6 см и толщиной 1,5 мм, а результат вычитается из результатов, полученных для образцов. Все образцы измеряются по два раза. Нормированная скорость проникновения вычисляется после периода установления равновесия. Скорость проникновения для каждого образца получается по наклону графика подгонки линейной регрессии для суточной потери массы (г/сутки). Нормированная скорость проникновения вычисляется как результат деления скорости проникновения на эффективную площадь проникновения и умножения на среднюю толщину образца. Приводятся средние скорости проникновения.
Объем поглощенных углеводородов: исследование абсорбции и диффузии осуществляется с использованием обрезков, полученных из образцов, исследуемых при растяжении. Каждый материал погружается в сырую нефть сорта Brent, смесь углеводородов и воды (и в однократном исследовании только в углеводород). Измеряются скорости и величины абсорбции жидкости. Жидкая углеводородная смесь имеет следующий состав:
Все исследования воздействий осуществляли при 130°C в течение двухнедельного периода с использованием печи с воздушной циркуляцией, причем воздух удаляли из резервуара для исследования посредством продувания азотом; исследования осуществляли при давлении пара.
Пример 1
Для изготовления композиций использовали следующие материалы.
Полиариленсульфид: линейный полифениленсульфид Fortron® 0214, поставляемый от компании Ticona Engineering Polymers (Флоренс, штат Кентукки).
Модификатор ударной прочности: статистический сополимер этилена и глицидилметакрилата LOTADER® AX8840, поставляемый от компании Arkema, Inc.
Сшивающий агент: терефталевая кислота.
Дисульфид: 2,2-дитиодибензойная кислота.
Смазочный материал: Glycolube® P, поставляемый от компании Lonza Group Ltd.
Материалы перемешивали в расплаве, используя полностью перекрестный двухшнековый экструдер с сонаправленным вращением от компании Coperion, имеющий суммарное соотношение L/D, составляющее 40, и десять зон регулируемой температуры, включая одну зону у фильеры. Высокосдвиговую шнековую конструкцию использовали для объединения добавок в полимерную матрицу. Полиариленсульфид, модификатор ударной прочности и смазочный материал поступали в главное приемное отверстие в первом цилиндре посредством весового дозатора. После плавления и перемешивания перечисленных выше ингредиентов дисульфид поступал посредством использования весового дозатора у цилиндра 6. Материалы дополнительно перемешивали и затем экструдировали через фильеру, изготавливая нити. Эти нити быстро охлаждали в ванне с водой для затвердевания и превращали в гранулы, используя гранулятор.
Составы образцов представлены ниже в таблице 1. Количества приведены в массовых процентах по отношению к массе образца.
После изготовления образцы исследовали для определения разнообразных физических характеристик. Результаты представлены ниже в таблице 2.
Образцы подвергали термической обработке при 230°C в течение 2 часов и повторно исследовали для определения физических характеристик. Результаты представлены ниже в таблице 3.
Как можно видеть, образец 2 проявлял большее удлинение при растяжении и меньший модуль упругости до и после термической обработки. Однако не наблюдалось никакого улучшения ударной прочности, что считается происходящим вследствие реакции разрыва цепи между дисульфидом и полипропиленсульфидом.
Пример 2
Материалы, которые описаны в примере 1, перемешивали в расплаве, используя полностью перекрестный двухшнековый экструдер с сонаправленным вращением от компании Coperion, имеющий суммарное соотношение L/D, составляющее 40, и десять зон регулируемой температуры, включая одну зону у фильеры. Высокосдвиговую шнековую конструкцию использовали для объединения добавок в полимерную матрицу. Полиариленсульфид, модификатор ударной прочности и смазочный материал поступали в главное приемное отверстие в первом цилиндре посредством весового дозатора. Дисульфид поступал с использованием весового дозатора в различных точках экструдера, включая главное приемное отверстие, цилиндр 4 и цилиндр 6. Сшивающий агент поступал в цилиндр 6. Материалы дополнительно перемешивали и затем экструдировали через фильеру, изготавливая нити. Эти нити быстро охлаждали в ванне с водой для затвердевания и превращали в гранулы, используя гранулятор.
Сравнительные образцы 3 и 4 изготавливали из такой же композиции и подвергали формованию, используя шнеки различных конструкций.
После формования изготавливали образцы, которые исследовали при растяжении для определения разнообразных физических характеристик. Результаты представлены ниже в таблице 5.
Образцы подвергали термической обработке при 230°C в течение 2 часов и повторно исследовали для определения физических характеристик. Результаты представлены ниже в таблице 6.
Как можно видеть, максимальное удлинение при растяжении и максимальная ударная прочность наблюдались для образца 10, который одновременно содержит сшивающий агент и дисульфид, которые добавляются в одной точке ниже по потоку в процессе обработки.
Фиг. 11 иллюстрирует ударную прочность по Шарпи образца с надрезом в зависимости от изменения температуры для образца 3 и для образца 6. Как можно видеть, полиариленсульфидная композиция образца 6 проявляет превосходные характеристики в течение всего хода изменения температуры, показывая более высокую степень увеличения ударной прочности по мере изменения температуры в сопоставлении со сравнительным материалом.
Фиг. 12 представляет полученное методом сканирующей электронной микроскопии изображение полиариленсульфида, используемого для изготовления композиции образца 3 (фиг. 12A) и композиции образца 6 (фиг. 12B). Как можно видеть, не существует четкой границы между полиариленсульфидом и модификатором ударной прочности в композиции на фиг. 12B.
При растяжении исследуемых образцов 3, 6 и 10 эти образцы выдерживали в растворе 10 мас. % серной кислоты в течение 500 часов при температуре, составляющей 40°C или 80°C. Свойства при растяжении и свойства при ударе измеряли до и после воздействия кислоты. Результаты кратко представлены ниже в таблице 7.
Результаты изменения ударной прочности по Шарпи образца с надрезом с течением времени в течение воздействия раствора кислоты при повышенной температуре проиллюстрированы на фиг. 13. Как можно видеть, относительная потеря прочности образцов 6 и 10 оказывается значительно меньше, чем в случае сравнительного образца.
Пример 3
Материалы, которые описаны в примере 1, перемешивали в расплаве, используя полностью перекрестный двухшнековый экструдер с сонаправленным вращением от компании Coperion, имеющий суммарное соотношение L/D, составляющее 40, и десять зон регулируемой температуры, включая одну зону у фильеры. Высокосдвиговую шнековую конструкцию использовали для объединения добавок в полимерную матрицу. Полиариленсульфид, модификатор ударной прочности и смазочный материал поступали в приемное отверстие в первом цилиндре посредством весового дозатора. Сшивающий агент вводили, используя весовой дозатор у главного приемного отверстия и у цилиндра 6. Материалы дополнительно перемешивали и затем экструдировали через фильеру, изготавливая нити. Эти нити быстро охлаждали в ванне с водой для затвердевания и превращали в гранулы, используя гранулятор.
Составы образцов представлены ниже в таблице 8. Количества приведены в массовых процентах по отношению к массе образца.
После формования изготавливали образцы, которые исследовали при растяжении для определения разнообразных физических характеристик. Результаты представлены ниже в таблице 9.
Как можно видеть, при поступлении сшивающего агента выше по потоку у композиции ухудшаются свойства при ударе, в то время как при поступлении ниже по потоку удлинение при растяжении увеличивается на 118%, а ударная прочность при комнатной температуре увеличивается на 43%.
Пример 4
Материалы, которые описаны в примере 1, перемешивали в расплаве, используя полностью перекрестный двухшнековый экструдер с сонаправленным вращением от компании Coperion, имеющий суммарное соотношение L/D, составляющее 40, и десять зон регулируемой температуры, включая одну зону у фильеры. Высокосдвиговую шнековую конструкцию использовали для объединения добавок в полимерную матрицу. Полиариленсульфид, модификатор ударной прочности и смазочный материал поступали в приемное отверстие в первом цилиндре посредством весового дозатора. Сшивающий агент поступал посредством использования весового дозатора у цилиндра 6. Материалы дополнительно перемешивали и затем экструдировали через фильеру, изготавливая нити. Эти нити быстро охлаждали в ванне с водой для затвердевания и превращали в гранулы, используя гранулятор.
Составы образцов представлены ниже в таблице 10. Количества приведены в массовых процентах по отношению к массе образца.
После формования изготавливали образцы, которые исследовали при растяжении для определения разнообразных физических характеристик. Результаты представлены ниже в таблице 11.
Пример 5
Использовали материалы, которые описаны в примере 1, за исключением полиариленсульфида, который представлял собой линейный полифениленсульфид Fortron® 0320, поставляемый компанией Ticona Engineering Polymers (Флоренс, штат Кентукки). Материалы перемешивали в расплаве, используя полностью перекрестный двухшнековый экструдер с сонаправленным вращением от компании Coperion, имеющий суммарное соотношение L/D, составляющее 40, и десять зон регулируемой температуры, включая одну зону у фильеры. Высокосдвиговую шнековую конструкцию использовали для объединения добавок в полимерную матрицу. Полиариленсульфид и модификатор ударной прочности поступали в приемное отверстие в первом цилиндре посредством весового дозатора. Сшивающий агент поступал посредством использования весового дозатора у цилиндра 6. Материалы дополнительно перемешивали и затем экструдировали через фильеру, изготавливая нити. Эти нити быстро охлаждали в ванне с водой для затвердевания и превращали в гранулы, используя гранулятор.
Составы образцов представлены ниже в таблице 12. Количества приведены в массовых процентах по отношению к массе образца.
После формования изготавливали образцы, которые исследовали при растяжении для определения разнообразных физических характеристик. Результаты представлены ниже в таблице 13.
Пример 6
Для изготовления композиций использовали следующие материалы.
Полиариленсульфид: линейный полифениленсульфид Fortron® 0214, поставляемый от компании Ticona Engineering Polymers (Флоренс, штат Кентукки).
Модификатор ударной прочности: статистический сополимер этилена, этилакрилата и малеинового ангидрида LOTADER® 4720, поставляемый от компании Arkema, Inc.
Сшивающий агент: гидрохинон.
Смазочный материал: Glycolube® P, поставляемый от компании Lonza Group Ltd.
Материалы перемешивали в расплаве, используя полностью перекрестный двухшнековый экструдер с сонаправленным вращением от компании Coperion, имеющий суммарное соотношение L/D, составляющее 40, и десять зон регулируемой температуры, включая одну зону у фильеры. Высокосдвиговую шнековую конструкцию использовали для объединения добавок в полимерную матрицу. Полиариленсульфид, модификатор ударной прочности и смазочный материал поступали в главное приемное отверстие в первом цилиндре посредством весового дозатора. После плавления и перемешивания перечисленных выше ингредиентов сшивающий агент вводили, используя весовой дозатор, в том числе основной дозатор для образцов 24 и 25 и цилиндр 6 для образцов 26 и 27. Материалы дополнительно перемешивали и затем экструдировали через фильеру, изготавливая нити. Эти нити быстро охлаждали в ванне с водой для затвердевания и превращали в гранулы, используя гранулятор.
Составы образцов представлены ниже в таблице 14. Количества приведены в массовых процентах по отношению к массе образца.
После изготовления образцы исследовали для определения разнообразных физических характеристик. Результаты представлены ниже в таблице 15.
Пример 7
Для изготовления композиций использовали следующие материалы.
Полиариленсульфид:
PPS1: линейный полифениленсульфид Fortran® 0203, поставляемый от компании Ticona Engineering Polymers (Флоренс, штат Кентукки).
PPS2: линейный полифениленсульфид Fortron®0205, поставляемый от компании Ticona Engineering Polymers (Флоренс, штат Кентукки).
PPS3: линейный полифениленсульфид Fortron®0320, поставляемый от компании Ticona Engineering Polymers (Флоренс, штат Кентукки).
Модификатор ударной прочности: статистический сополимер этилена и глицидилметакрилата LOTADER® AX8840, поставляемый от компании Arkema, Inc.
Сшивающий агент: терефталевая кислота.
Смазочный материал: Glycolube® P, поставляемый от компании Lonza Группа Ltd.
Материалы перемешивали в расплаве, используя полностью перекрестный двухшнековый экструдер с сонаправленным вращением от компании Coperion, имеющий суммарное соотношение L/D, составляющее 40, и десять зон регулируемой температуры, включая одну зону у фильеры. Высокосдвиговую шнековую конструкцию использовали для объединения добавок в полимерную матрицу. Полиариленсульфид, модификатор ударной прочности и смазочный материал поступали в главное приемное отверстие в первом цилиндре посредством весового дозатора. После плавления и перемешивания перечисленных выше ингредиентов сшивающий агент поступал посредством использования весового дозатора у цилиндра 6. Материалы дополнительно перемешивали и затем экструдировали через фильеру, изготавливая нити. Эти нити быстро охлаждали в ванне с водой для затвердевания и превращали в гранулы, используя гранулятор.
Составы образцов представлены ниже в таблице 16.
Количества приведены в массовых процентах по отношению к массе образца.
После изготовления образцы исследовали для определения разнообразных физических характеристик. Результаты представлены ниже в таблице 17.
Пример 8
Для изготовления композиций использовали следующие материалы.
Полиариленсульфид: линейный полифениленсульфид Fortran® 0214, поставляемый от компании Ticona Engineering Polymers (Флоренс, штат Кентукки).
Модификатор ударной прочности: статистический сополимер этилена и глицидилметакрилата LOTADER® AX8840, поставляемый от компании Arkema, Inc.
Сшивающий агент: терефталевая кислота.
Смазочный материал: Glycolube® P, поставляемый от компании Lonza Группа Ltd.
Материалы перемешивали в расплаве, используя полностью перекрестный двухшнековый экструдер с сонаправленным вращением от компании Coperion, имеющий суммарное соотношение L/D, составляющее 40, и десять зон регулируемой температуры, включая одну зону у фильеры. Высокосдвиговую шнековую конструкцию использовали для объединения добавок в полимерную матрицу. Полиариленсульфид, модификатор ударной прочности и смазочный материал поступали в главное приемное отверстие в первом цилиндре посредством весового дозатора. После плавления и перемешивания перечисленных выше ингредиентов сшивающий агент поступал посредством использования весового дозатора у цилиндра 6. Материалы дополнительно перемешивали и затем экструдировали через фильеру, изготавливая нити. Эти нити быстро охлаждали в ванне с водой для затвердевания и превращали в гранулы, используя гранулятор.
Составы образцов представлены ниже в таблице 18. Количества приведены в массовых процентах по отношению к массе образца.
После изготовления образцы исследовали для определения разнообразных физических характеристик. Результаты представлены ниже в таблице 19. Образец 39 оказался непригодным для инжекционного формования.
-30°C (кДж/м2)
-40°C (кДж/м2)
Пример 9
Для изготовления композиций использовали следующие материалы.
Полиариленсульфид: линейный полифениленсульфид Fortran® 0214, поставляемый от компании Ticona Engineering Polymers (Флоренс, штат Кентукки).
Модификатор ударной прочности: статистический сополимер этилена и глицидилметакрилата LOTADER® AX8840, поставляемый от компании Arkema, Inc.
Сшивающий агент: терефталевая кислота.
Смазочный материал: Glycolube® P, поставляемый от компании Lonza Группа Ltd.
Материалы перемешивали в расплаве, используя полностью перекрестный двухшнековый экструдер с сонаправленным вращением от компании Coperion, имеющий суммарное соотношение L/D, составляющее 40, и десять зон регулируемой температуры, включая одну зону у фильеры. Высокосдвиговую шнековую конструкцию использовали для объединения добавок в полимерную матрицу. Полиариленсульфид, модификатор ударной прочности и смазочный материал поступали в главное приемное отверстие в первом цилиндре посредством весового дозатора. После плавления и перемешивания перечисленных выше ингредиентов сшивающий агент поступал посредством использования весового дозатора у цилиндра 6. Материалы дополнительно перемешивали и затем экструдировали через фильеру, изготавливая нити. Эти нити быстро охлаждали в ванне с водой для затвердевания и превращали в гранулы, используя гранулятор.
Составы образцов представлены ниже в таблице 20. Количества приведены в массовых процентах по отношению к массе образца.
После изготовления образцы исследовали для определения разнообразных физических характеристик. Результаты представлены ниже в таблице 21.
-30°C (кДж/м2)
Образцы 41, 42 и 43 исследовали, чтобы определить комплексную вязкость, а также прочность расплава и удлинение расплава в зависимости от деформации Хенки. В качестве сравнительного материала использовали образец 3, который описан в примере 2. Образцы 41, 42 и 43 исследовали при 310°C, а образец 3 исследовали при 290°C. Результаты представлены на фиг. 14, фиг. 15 и фиг. 16.
Пример 10
Образец 42, описанный в примере 9, использовали для изготовления раздувным формованием резервуара объемом 1,6 галлона (6,057 л). Изготовленный резервуар проиллюстрирован на фиг. 17. Изображения поперечных сечений резервуара представлены на фиг. 18A и фиг. 18B. Изготовленный резервуар имеет хорошую внешнюю поверхность, что определено визуальным наблюдением и на ощупь. Как представлено на фиг. 18A, была получена равномерная толщина стенки (приблизительно 3 мм), и наблюдался минимальный прогиб. Как представлено на фиг. 18B, при обрезке получалась превосходная геометрическая форма.
Пример 11
Образцы 41, 42 и 43, описанные в примере 9, исследовали, чтобы определить проникновение разнообразных типов топлива, включая CE10 (10 мас. % этанола, 45 мас. % толуола, 45 мас. % изооктана), CM15A (15 мас. % метанола и 85 мас. % кислородсодержащего топлива) и метанол. Образец 4, описанный в примере 2, использовали в качестве сравнительного материала. Исследовали по два образца каждого материала.
Приведенная ниже таблица 22 представляет среднюю толщину образца и эффективную площадь для образцов, исследованных с каждым типом топлива.
Суточные потери массы для каждого материала и каждого топлива представлены на фиг. 19-21. В частности, фиг. 19 представляет суточную потерю массы для образцов в процессе исследования проникновения топлива CE10, фиг. 20 представляет суточную потерю массы для образцов в процессе исследования проникновения топлива CM15A, и фиг. 21 представляет суточную потерю массы для образцов в процессе исследования проникновения метанола.
Средние скорости проникновения для каждого образца с каждым типом топлива представлены в таблице 23. Следует отметить, что для достижения равновесия в случае образца 43 требуется более продолжительное время, и, таким образом, подгонка линейной регрессии для данного материала была произведена на основании данных за период 42-65 суток, в то время как подгонка линейной регрессии для других материалов была произведена на основании данных за период 32-65 суток. В случае метанола подгонка линейной регрессии была произведена на основании данных за период 20-65 суток, но в случае образца 604 с метанолом подгонка линейной регрессии была произведена на основании данных за период 30-65 суток. Некоторые образцы представляют отрицательную проницаемость, которая объясняется тем, что потеря массы образца была меньше, чем в случае алюминиевого контрольного образца.
Эти и другие модификации и видоизменения настоящего изобретения могут практически осуществлять обычные специалисты в данной области техники без отклонения от идеи и выхода за пределы объема настоящего изобретения. Кроме того, следует понимать, что аспекты разнообразных вариантов осуществления могут быть взаимозаменяемыми полностью или частично. Кроме того, обычные специалисты в данной области техники понимают, что приведенное выше описание представляет собой исключительно пример и не предназначается для ограничения настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПОЗИЦИЯ ДЛЯ ФОРМОВАНИЯ С РАЗДУВОМ | 2011 |
|
RU2578234C2 |
| ПОЛИПРОПИЛЕНОВЫЕ КОМПОЗИЦИИ, В ОСОБЕННОСТИ ПРИГОДНЫЕ ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ | 2003 |
|
RU2312115C2 |
| ЭНЕРГОПОГЛОЩАЮЩИЙ ЭЛЕМЕНТ | 2014 |
|
RU2630144C2 |
| КОМПОЗИЦИЯ, СПОСОБ И ИЗДЕЛИЕ, ПОЛУЧЕННОЕ КОМПАУНДИРОВАНИЕМ ПОЛИАМИДОВ С ПОЛИМЕРАМИ ОЛЕФИН-МАЛЕИНОВОГО АНГИДРИДА | 2011 |
|
RU2586324C2 |
| КОМПОЗИЦИИ ПОЛИЭТИЛЕНА, СПОСОБЫ ИХ ПОЛУЧЕНИЯ И ИЗГОТОВЛЯЕМЫЕ ИЗ НИХ ИЗДЕЛИЯ | 2007 |
|
RU2457224C2 |
| НАПОЛНИТЕЛИ ДЛЯ ПРОДУКТОВ ИЗ ЖЕСТКИХ ПОЛИМЕРНЫХ ПЕН | 2012 |
|
RU2573500C1 |
| КОМПОЗИЦИЯ TPO С ВЫСОКОЙ ТЕКУЧЕСТЬЮ С ПРЕВОСХОДНОЙ УДАРНОЙ ПРОЧНОСТЬЮ ПРИ НИЗКОЙ ТЕМПЕРАТУРЕ | 2016 |
|
RU2704136C1 |
| СПОСОБЫ РЕГУЛИРОВАНИЯ СВОЙСТВ ПОЛИМЕРА | 2014 |
|
RU2815015C2 |
| КОМПОЗИЦИЯ НА ОСНОВЕ ТЕРМОПЛАСТИЧЕСКОЙ СМОЛЫ, СПОСОБ ЕЕ ПОЛУЧЕНИЯ, И ОТФОРМОВАННОЕ ТЕЛО | 2017 |
|
RU2706240C1 |
| ПОРОШОК МИНЕРАЛЬНОГО МАТЕРИАЛА С ХОРОШЕЙ ДИСПЕРГИРУЕМОСТЬЮ И ПРИМЕНЕНИЕ УКАЗАННОГО ПОРОШКА МИНЕРАЛЬНОГО МАТЕРИАЛА | 2013 |
|
RU2592793C2 |

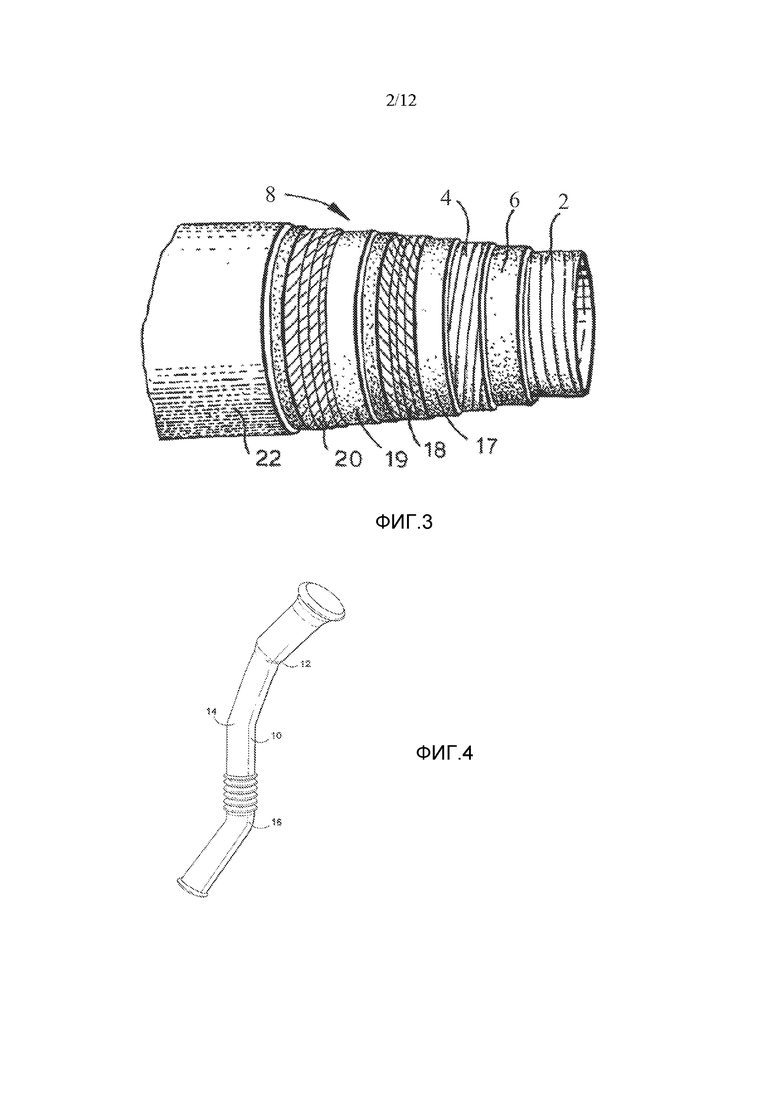
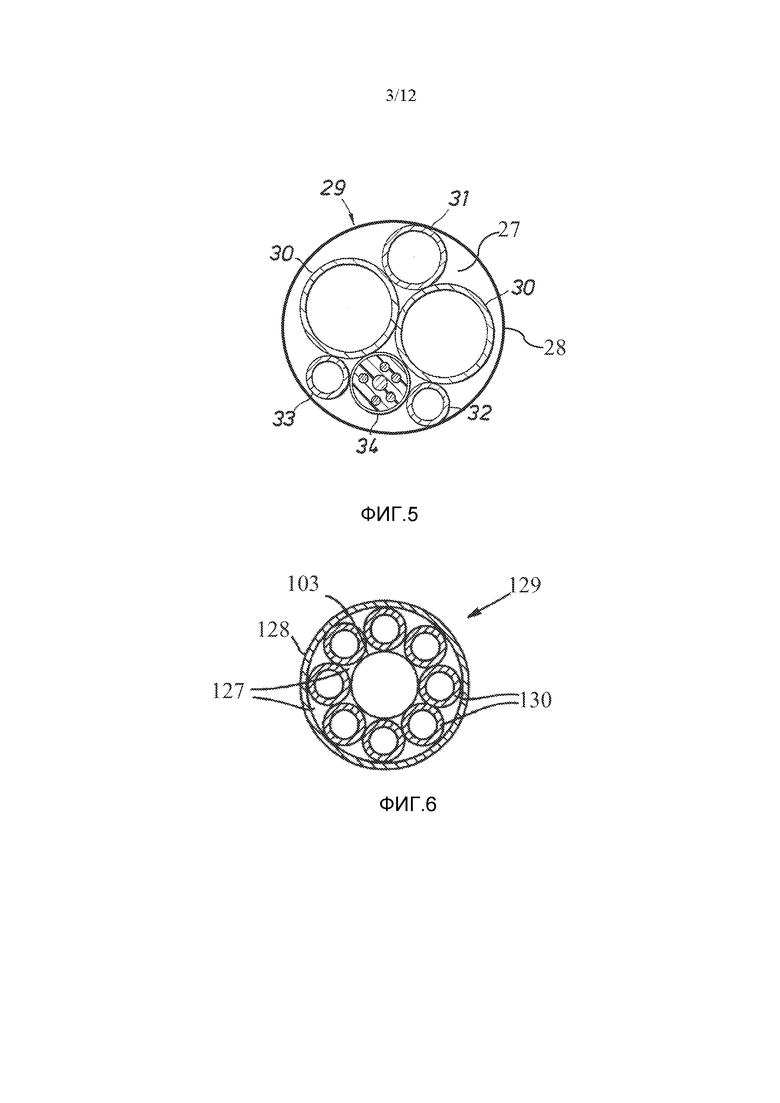
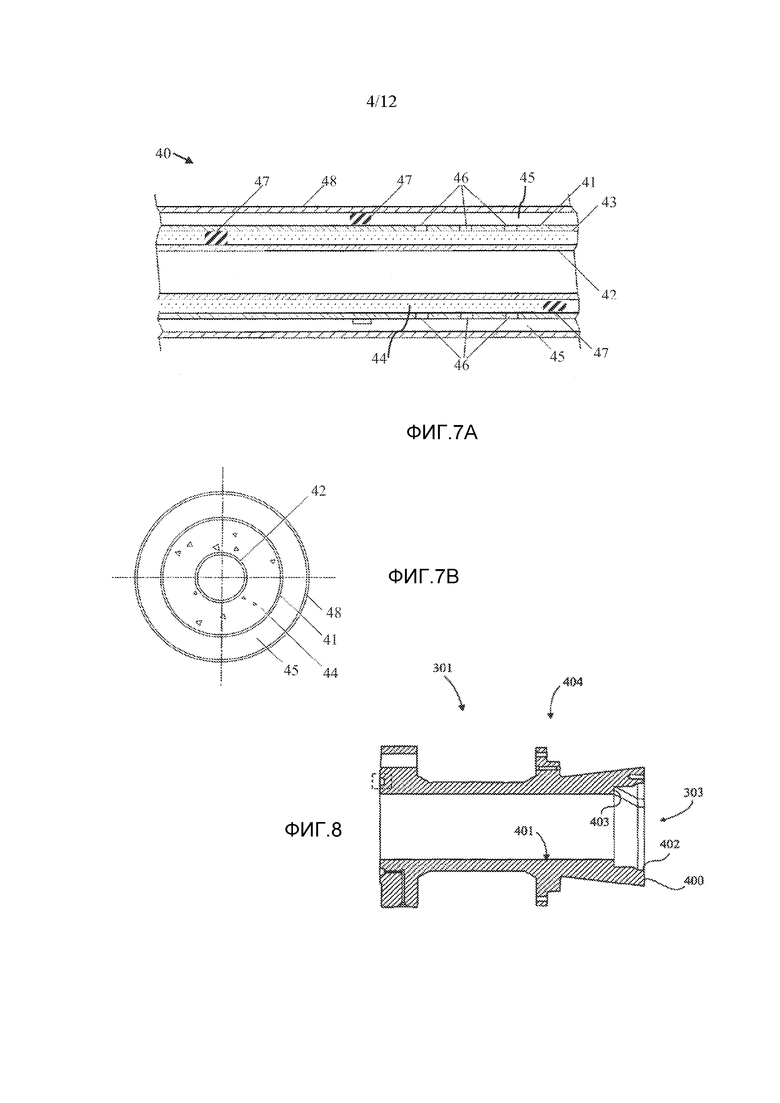
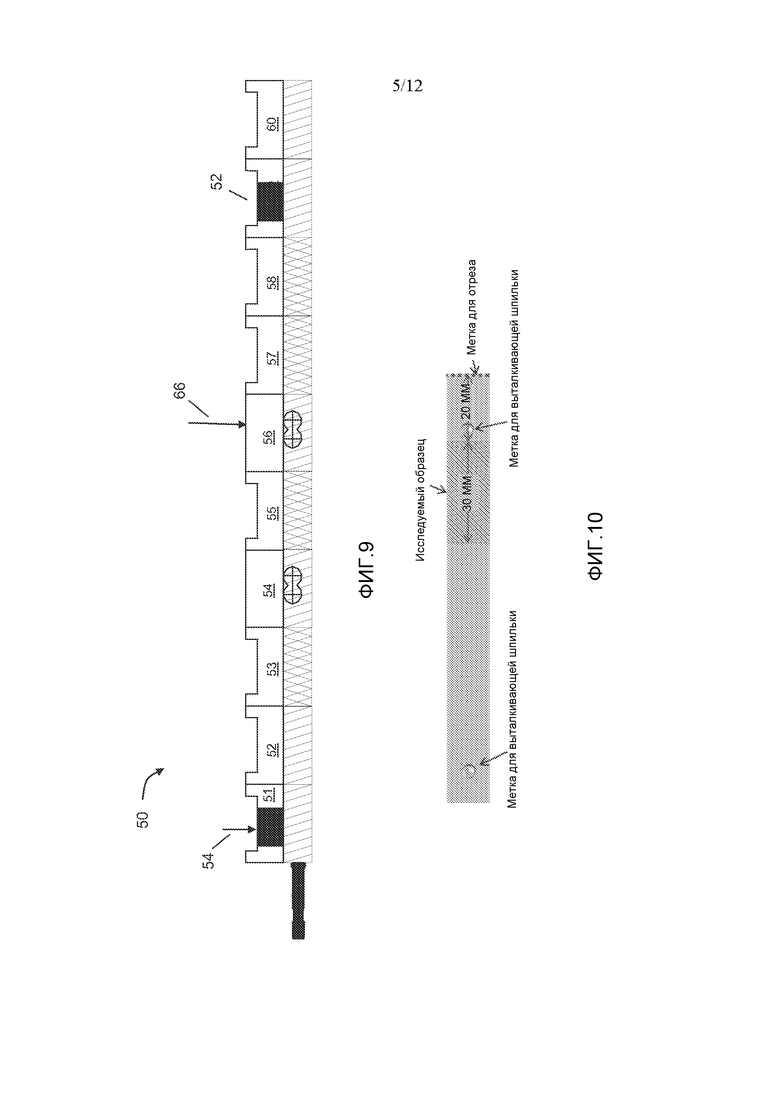
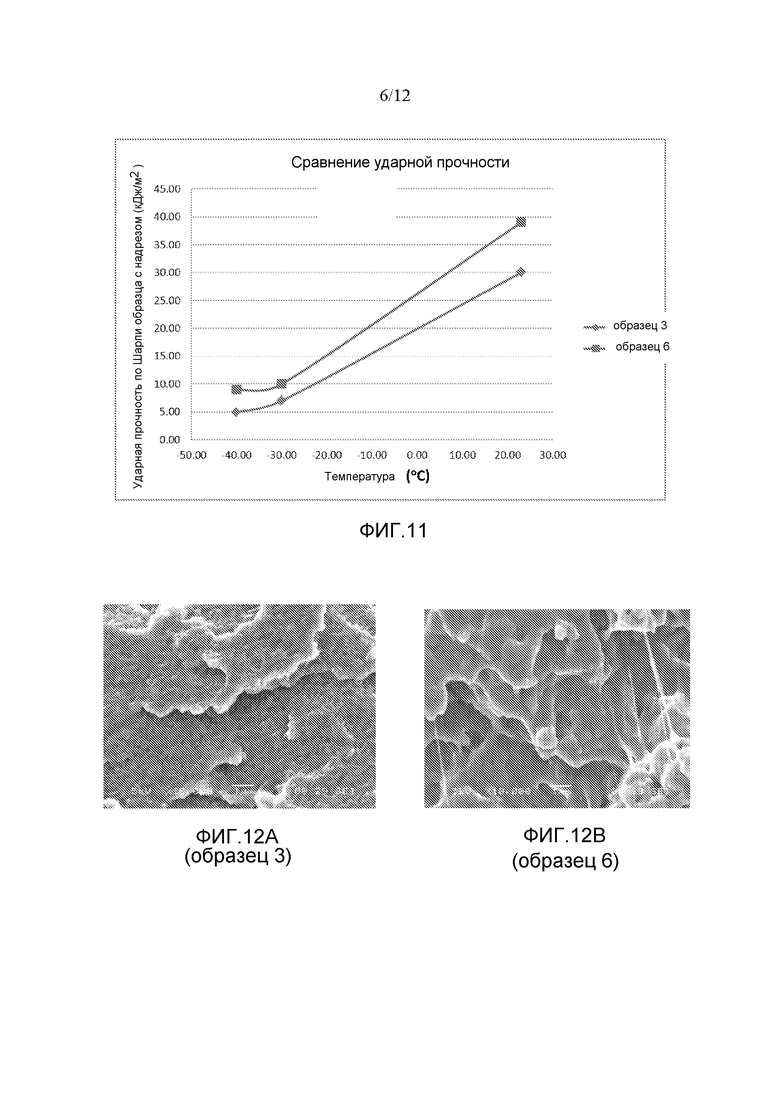
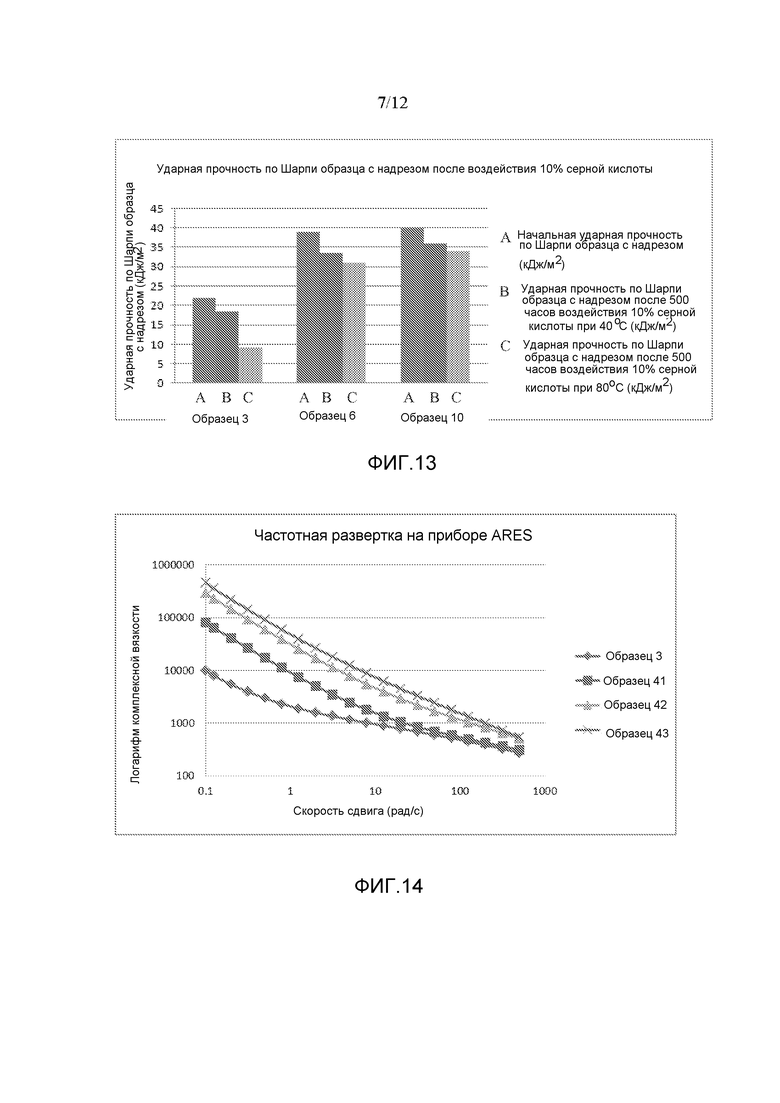
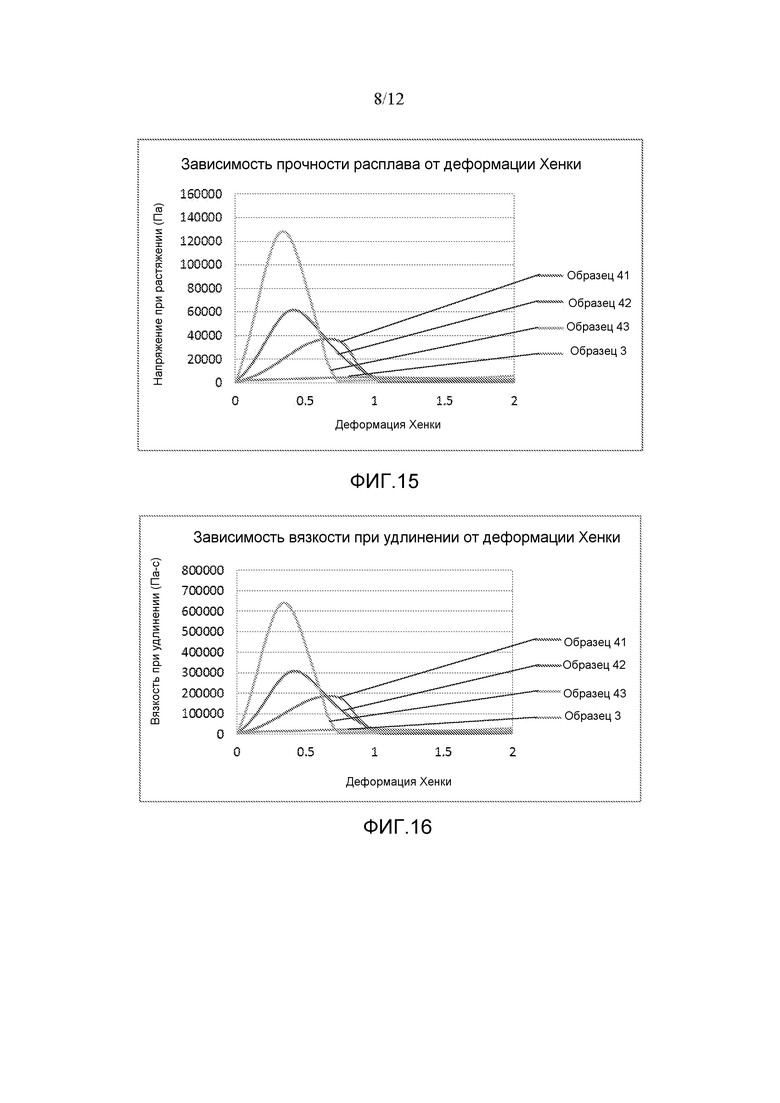
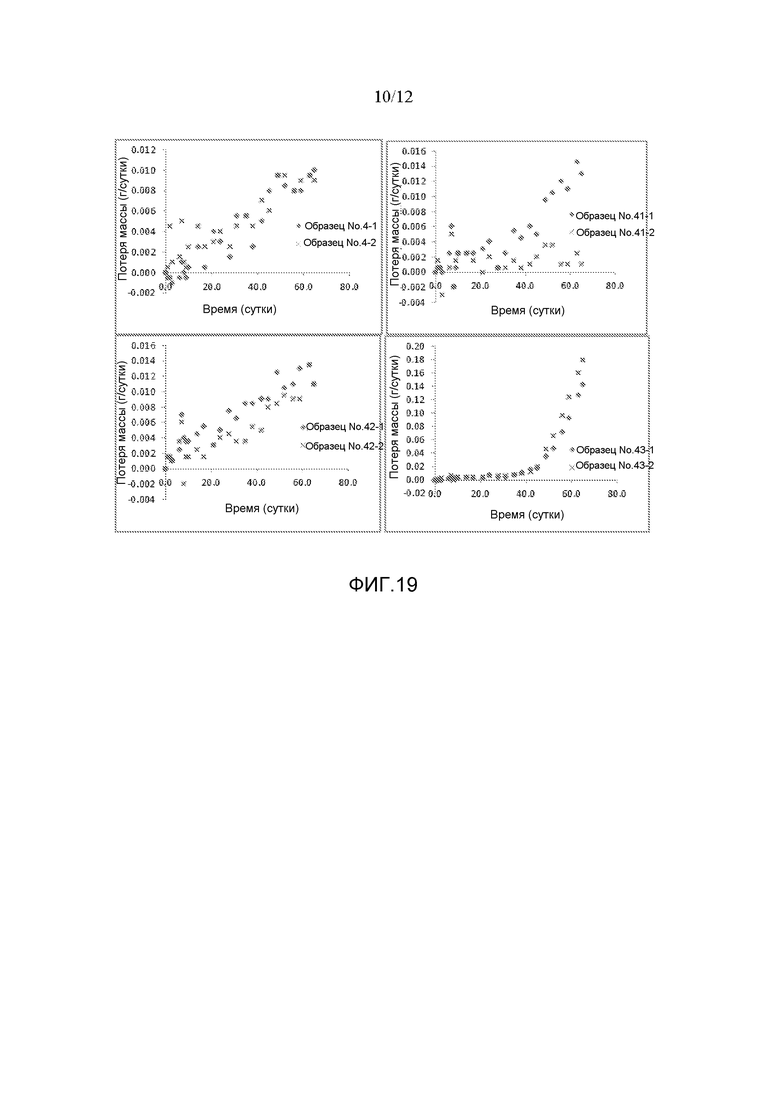

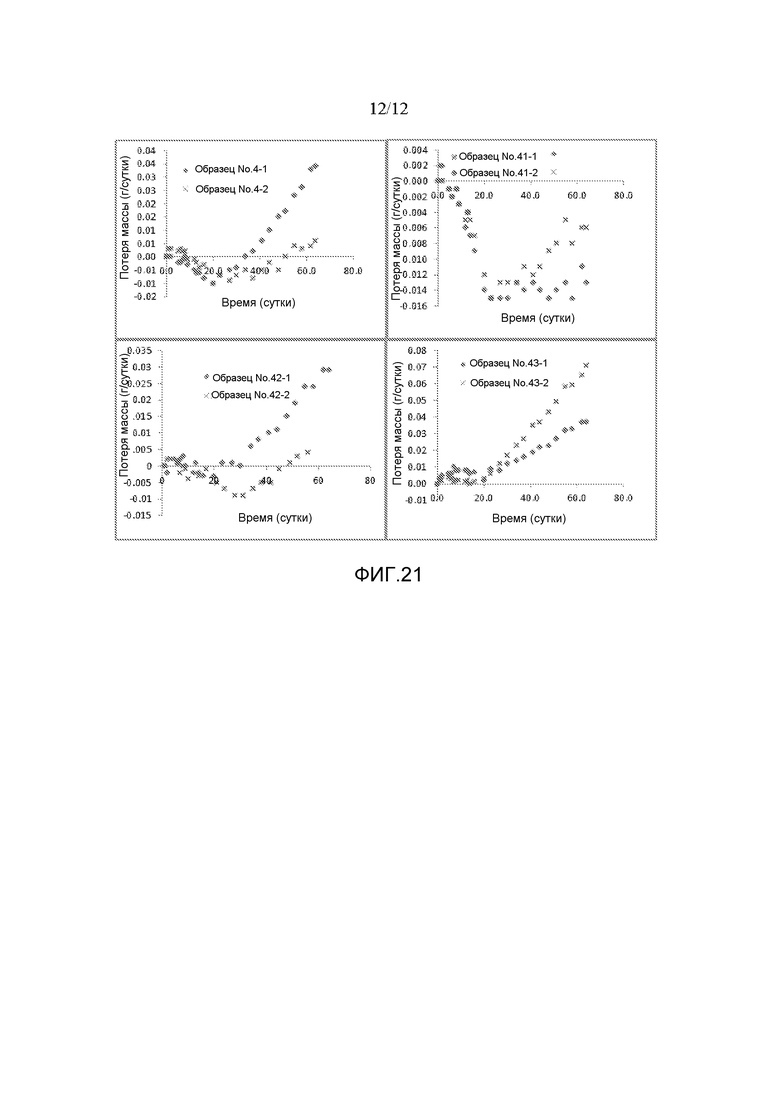
Группа изобретений относится к трубопроводному транспорту. Трубопровод включает полимерную композицию, содержащую полиариленсульфид и сшитый модификатор ударной прочности. Способ изготовления трубопровода включает динамическую вулканизацию полиариленсульфидной композиции, в которой содержится модификатор ударной прочности, диспергированный во всем объеме полиариленсульфида. Сшивающий агент сочетается с другими компонентами композиции после диспергирования модификатора ударной прочности в объеме композиции. Трубопроводы могут включать трубопроводы для добываемых текучих сред, трубопроводы для вспомогательных текучих сред, связанные трубопроводы и т.д., и их можно использовать как восходящие трубопроводы, транспортные трубопроводы, перепускные трубопроводы и т.п. Технический результат: повышение прочности и гибкости трубопровода. 2 н. и 20 з.п. ф-лы, 21 ил., 23 табл.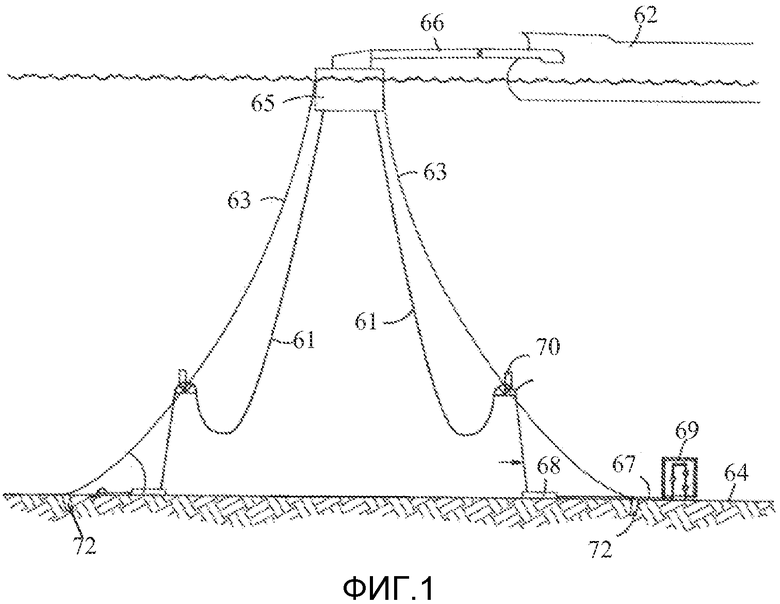
1. Трубопровод для использования в нефтяной и/или газовой промышленности, причем данный трубопровод содержит полиариленсульфидную композицию и в этой полиариленсульфидной композиции трубопровода содержатся полиариленсульфид и сшитый модификатор ударной прочности.
2. Трубопровод по п. 1, в котором полиариленсульфидная композиция имеет одну или более из следующих характеристик:
удлинение при пределе текучести, составляющее более чем приблизительно 4,5% при определении согласно стандарту ISO 527 при температуре 23°С и скорости 5 мм/мин;
модуль упругости при растяжении, составляющий менее чем приблизительно 3000 МПа при определении согласно стандарту ISO 527 при температуре 23°С и скорости 5 мм/мин;
удлинение при пределе текучести, составляющее более чем приблизительно 7% при определении согласно стандарту ISO 527 при температуре 23°С и скорости 5 мм/мин;
модуль упругости при растяжении, составляющий менее чем приблизительно 2300 МПа при определении согласно стандарту ISO 527 при температуре 23°С и скорости 5 мм/мин;
температура прогиба под нагрузкой, составляющая более чем приблизительно 90°С при определении согласно стандарту ISO 75 при 1,8 МПа;
ударная прочность по Шарли образца с надрезом, составляющая более чем приблизительно 3 кДж/м2 при определении согласно стандарту ISO 179-1 при температуре 23°С;
ударная прочность по Шарли образца с надрезом, составляющая более чем приблизительно 8 кДж/м2 при определении согласно стандарту ISO 179-1 при температуре -30°С;
разрушающее напряжение при растяжении, составляющее более чем приблизительно 30 МПа при определении согласно стандарту ISO 527 при температуре 23°С и испытательной скорости 5 мм/мин;
потеря ударной прочности по Шарли образца с надрезом, составляющая менее чем приблизительно 17% при определении согласно стандарту ISO 179-1 при температуре 23°С после воздействия раствора сильной кислоты в течение приблизительно 500 часов при температуре приблизительно 40°С;
потеря ударной прочности по Шарли образца с надрезом, составляющая менее чем приблизительно 25% при определении согласно стандарту ISO 179-1 при температуре 23°С после воздействия раствора сильной кислоты в течение приблизительно 500 часов при температуре приблизительно 80°С;
относительное удлинение при разрыве, составляющее более чем приблизительно 25% при определении согласно стандарту ISO 527 при температуре 23°С и испытательной скорости 5 мм/мин;
содержание галогенов, составляющее менее чем приблизительно 1000 частей на миллион;
удовлетворяет стандарту класса воспламеняемости V-0 при толщине 0,2 мм; или
проявляет сопротивление проникновению топлива или источника топлива, составляющее менее чем приблизительно 3 (г⋅мм)/(м2⋅сутки) при определении согласно стандарту SAE J2665.
3. Трубопровод по п. 1 или 2, в котором трубопровод представляет собой скрепленный или нескрепленный многослойный трубопровод, восходящий трубопровод, связанный трубопровод, трубопровод для вспомогательной текучей среды или систему типа «труба в трубе».
4. Трубопровод по п. 3, в котором многослойный трубопровод включает защитный слой, состоящий из полиариленсульфидной композиции, и/или включает множество слоев, содержащих полиариленсульфидную композицию.
5. Трубопровод по п. 1 или 2, дополнительно включающий патрубок, соединитель, анкер, фиксатор, буй или хомут, который присоединяется к трубопроводу, причем данный патрубок, соединитель, анкер, фиксатор, буй или хомут содержит полиариленсульфидную композицию.
6. Трубопровод по п. 1 или 2, в котором полиариленсульфид представляет собой полипропиленсульфид или функционализированный полиариленсульфид.
7. Трубопровод по п. 1 или 2, в котором сшитый модификатор ударной прочности включает продукт реакции эпоксидной группы модификатора ударной прочности или продукт реакции группы малеинового ангидрида модификатора ударной прочности и сшивающего агента.
8. Трубопровод по п. 1 или 2, в котором оборудование для добычи нефти и/или газа представляет собой внебереговое добывающее оборудование или береговое добывающее оборудование.
9. Трубопровод по п. 1 или 2, в котором в полиариленсульфидной композиции не содержатся пластификаторы.
10. Способ изготовления трубопровода для нефтяной и/или газовой промышленности, включающий формование полиариленсульфидной композиции, содержащей полиариленсульфид и сшитый модификатор ударной прочности, для изготовления трубопровода.
11. Способ по п. 10, дополнительно включающий формование полиариленсульфидной композиции, причем данный способ содержит:
поступление полиариленсульфида в блок формования из расплава;
поступление модификатора ударной прочности в блок формования из расплава, смешивание полиариленсульфида и модификатора ударной прочности в блоке формования из расплава таким образом, что модификатор ударной прочности распределяется во всем объеме полиариленсульфида, причем в модификаторе ударной прочности содержится реакционноспособная функциональная группа;
поступление сшивающего агента в блок формования из расплава, причем сшивающий агент поступает в блок формования из расплава после распределения модификатора ударной прочности во всем объеме полиариленсульфида, в сшивающем агенте содержится реакционноспособная функциональная группа, которая способна реагировать с реакционноспособной функциональной группой модификатора ударной прочности.
12. Способ по п. 11, в котором блок формования из расплава имеет длину L и длину смешивания LB, причем соотношение L/LB составляет от приблизительно 40 до приблизительно 1,1.
13. Способ по п. 11 или 12, дополнительно включающий поступление дисульфидного соединения в блок формования из расплава, причем в дисульфидном соединении содержится реакционноспособная функциональная группа на концевом атоме (атомах) дисульфидного соединения.
14. Способ по п. 13, в котором реакционноспособная функциональная группа дисульфидного соединения является такой же, как реакционноспособная функциональная группа сшивающего агента.
15. Способ по п. 14, в котором дисульфидное соединение и сшивающий агент добавляют в сочетании друг с другом.
16. Способ по п. 11 или 12, в котором сшивающий агент представляет собой не содержащий дисульфида сшивающий агент.
17. Способ по любому из пп. 10-12, в котором способ включает экструзию полиариленсульфидной композиции поверх каркаса.
18. Способ по любому из пп. 10-12, в котором стадия формования полиариленсульфидной композиции включает процесс формования, представляющий собой один или более процессов, таких как экструзия, инжекционное формование, раздувное формование, термоформование, пенообразование, компрессионное формование, горячее прессование, прядение волокон и пултрузия.
19. Способ по любому из пп. 10-12, в котором формование включает процесс экструзии с использованием экструдера, имеющего, по меньшей мере, четыре зоны, причем температура первой зоны составляет от приблизительно 276°С до приблизительно 288°С, температура второй зоны составляет от приблизительно 282°С до приблизительно 299°С, температура третьей зоны составляет от приблизительно 282°С до приблизительно 299°С и температура четвертой зоны составляет от приблизительно 540°С до приблизительно 580°С.
20. Способ по п. 19, в котором в процессе экструзии используется фильера и температура фильеры составляет от приблизительно 293°С до приблизительно 310°С.
21. Способ по любому из пп. 10-12, в котором формование включает процесс экструзии, причем в процессе экструзии давление на выходе составляет от приблизительно 690 кПа до приблизительно 6900 кПа.
22. Способ по любому из пп. 10-12, дополнительно включающий прикрепление трубопровода к соединителю, патрубку, анкеру, фиксатору, бую или хомуту, содержащему полиариленсульфидную композицию.
| WO 2011128197 A1, 20.10.2011 | |||
| EP 0900650 A1, 10.03.1999 | |||
| US 2012037397 A1, 16.02.2012 | |||
| US 2010004375 A1, 07.01.2010 | |||
| WO 2010058748 A1, 27.05.2010 | |||
| Способ получения полиариленсульфид-бис-малеинимидов | 1980 |
|
SU957547A1 |

