[0001] В данной заявке испрашивается приоритет по заявке на патент Китая №201210578364.9, озаглавленной как «СПОСОБ И СИСТЕМА ДЛЯ ПРОГНОЗИРОВАНИЯ МЕСТА ОКОНЧАНИЯ ПРОЦЕССА СПЕКАНИЯ» и поданной в Патентное Ведомство по Интеллектуальной Собственности 27 декабря 2012 г., которая включена сюда путем ссылки во всей своей полноте.
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0002] Настоящее изобретение относится к области процесса спекания, а, в частности, к способу и системе для прогнозирования места окончания процесса спекания.
УРОВЕНЬ ТЕХНИКИ
[0003] С быстрым развитием современной промышленности увеличивается масштаб производства стали и соответственно увеличивается потребление энергии, таким образом, экономия энергии и степень влияния на экологию становятся все более и более важными в процессе производства стали. В производстве стали железные руды необходимо обрабатывать системой спекания перед подачей в доменную печь для плавления. Например, подходящее количество топлива и флюса загружается в различное сырье, содержащее порошковое железо, с добавлением подходящего количества воды для смешивания и гранулирования, и полученные смешанные и гранулированные материалы распределяются на агломерационном конвейере для нагрева, при котором происходит ряд физических и химических изменений, в результате чего образуется агломерат, который легко плавится, и этот процесс известен как спекание.
[0004] Система спекания главным образом включает множество устройства, таких как агломерационный конвейер, смеситель, главный эксгаустер, кольцевой холодильник, а ее общий технологический процесс изображен на Фиг. 1, в которой: различное сырье загружается в камеру 1 дозирования для того, чтобы сформировать смешанный материал, затем оно поступает в смеситель 2 для однородного смешивания и грануляции, а затем полученные материалы равномерно распределяются на агломерационном конвейере 5 с помощью круглого роликового подающего устройства 3 и распределителя 4 с девятью роликами для того, чтобы сформировать слой материала, после чего материал поджигается вентилятором 12 воспламенения и пирофорным вентилятором 11 для того, чтобы запустить процесс спекания. Агломерат, полученный после завершения спекания, измельчается одновалковой дробилкой 8, а затем поступает в кольцевой холодильник 9 для охлаждения, и наконец передается в доменную печь или в бункер обработанной руды после просеивания и гранулирования. Кислород, требуемый в процессе спекания, подается с помощью главного эксгаустера 10, множество вертикальных вакуум-камер 6 предусматриваются под агломерационным конвейером 5 рядом друг с другом, большой дымоход (или дымоход) 7 горизонтально располагается ниже вакуум-камер, большой дымоход 7 соединяется с главным эксгаустером 10, и воздух, засасываемый главным эксгаустером 10, через большой дымоход 7 и вакуум-камеры 6 проходит через агломерационный конвейер, обеспечивая тем самым поддерживающий горение воздух для процесса спекания.
[0005] В процессе спекания слой материала обжигается сверху вниз, и после обжига слой материала формирует слой агломерата, при этом, когда толщина слоя агломерата равна толщине слоя материала, слой материала является полностью обожженным, и положение вакуум-камеры в том месте агломерационного конвейера, где толщина слоя агломерата точно равна толщине слоя материала, называется местом окончания процесса спекания. В обычном процессе спекания положение, в котором вакуум-камера под спеченной рудой достигает температуры приблизительно 250 градусов Цельсия, принимается за полевое место окончания процесса спекания, и температура места окончания процесса спекания больше, чем температура переднего и заднего положений места окончания процесса спекания. В системе спекания в вакуум-камере 6 под агломерационным конвейером 5 обычно предусматривается термоэлектрический чувствительный элемент, который определяет температуру материала в данном положении вакуум-камеры косвенным образом путем определения температуры газа в вакуум-камере. Положение вакуум-камеры с температурой 250 градусов Цельсия сравнивается с заданным положением, и скорость агломерационного конвейера регулируется в соответствии с результатом сравнения, и таким образом регулируется положение места окончания процесса спекания. Когда определенной место окончания процесса спекания находится перед заданным местом окончания процесса спекания, скорость агломерационного конвейера увеличивается; а когда определенное место окончания процесса спекания находится дальше заданного места окончания процесса спекания, скорость агломерационного конвейера понижается.
[0006] При регулировании места окончания процесса спекания с использованием вышеописанного способа, когда материалы измеряются термопарой, положение вакуум-камеры, в котором толщина слоя агломерата равна толщине слоя материала, необходимо определять после того, как материалы будут полностью обожжены. Так как весь процесс спекания занимает 40 мин или больше, регулирование значительно запаздывает, когда место окончания процесса спекания регулируется с использованием способа измерения материалов термопарой, и в процессе регулирования появляется серьезное запаздывание, в результате чего точность регулирования понижается.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
[0007] Принимая это во внимание, предлагается способ прогнозирования места окончания процесса спекания и система прогнозирования места окончания процесса спекания в соответствии с вариантами осуществления настоящего изобретения, с помощью которых положение места окончания процесса спекания на агломерационном конвейере может быть точно спрогнозировано в течение всего процесса спекания для того, чтобы решить проблему длительного времени регулирования и низкой точности регулирования, существующую в обычном способе регулирования места окончания процесса спекания.
[0008] Для решения вышеописанной задачи предлагаются следующие технические решения в соответствии с вариантами осуществления настоящего изобретения.
[0009] Способ прогнозирования места окончания процесса спекания включает:
определение количества воздуха для каждой вакуум-камеры и компонента отходящего газа в большом дымоходе;
вычисление эффективной доли воздуха в каждой вакуум-камере в соответствии с определяемым компонентом отходящего газа;
вычисление эффективного количества воздуха в каждой вакуум-камере, где эффективное количество воздуха = количество воздуха * эффективная доля воздуха;
определение вертикальной скорости спекания слоя материала в положении каждой вакуум-камеры согласно соответствующему соотношению между эффективным количеством воздуха и вертикальной скоростью спекания;
получение скорости агломерационного конвейера, длины вакуум-камеры и толщины слоя материала; и
определение положения соответствующей вакуум-камеры, в котором толщина слоя агломерата равна толщине слоя материала, в качестве положения места окончания процесса спекания на основании скорости агломерационного конвейера, длины вакуум-камеры и вертикальной скорости спекания.
[0010] Система прогнозирования места окончания процесса спекания содержит:
блок определения количества воздуха, выполненный с возможностью определения количества воздуха для каждой вакуум-камеры на агломерационном конвейере агломерационной машины;
блок определения компонента отходящего газа, выполненный с возможностью определения компонента отходящего газа в большом дымоходе;
блок вычисления эффективной доли воздуха, выполненный с возможностью вычисления эффективной доли воздуха для каждой вакуум-камеры в соответствии с определяемым компонентом отходящего газа;
блок вычисления эффективного количества воздуха, выполненный с возможностью вычисления эффективного количества воздуха для каждой вакуум-камеры на основании количества воздуха и эффективной доли воздуха для каждой вакуум-камеры, где эффективное количество воздуха = количество воздуха * эффективная доля воздуха;
блок вычисления вертикальной скорости спекания, выполненный с возможностью определения вертикальной скорости спекания слоя материала на основании соответствующего соотношения между эффективным количеством воздуха и вертикальной скоростью спекания;
блок получения, выполненный с возможностью получения скорости агломерационного конвейера, длины вакуум-камеры и толщины слоя материала агломерационного конвейера агломерационной машины; и
блок определения положения, выполненный с возможностью определения положения соответствующей вакуум-камеры, в котором толщина слоя агломерата равна толщине слоя материала, в качестве положения места окончания процесса спекания на основании скорости агломерационного конвейера, длины вакуум-камеры и вертикальной скорости спекания.
[0011] Как видно из вышеописанного технического решения в соответствии со способом, реализуемым вариантами осуществления настоящего изобретения, в процессе обжига материалов вертикальная скорость спекания слоя материала может быть вычислена посредством определения количества воздуха для каждой вакуум-камеры и компонента отходящего газа в большом дымоходе, затем определяется скорость агломерационного конвейера, длина вакуум-камеры и толщина слоя материала, и положение соответствующей вакуум-камеры, где толщина слоя агломерата равна толщине слоя материала, то есть положение места окончания процесса спекания, может быть определено в соответствии со скоростью агломерационного конвейера, длиной вакуум-камеры и вертикальной скоростью спекания.
[0012] По сравнению с предшествующим уровнем техники данный способ может точно спрогнозировать положение места окончания процесса спекания путем анализа количества воздуха и компонента отходящего газа в процессе обжига материалов.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0013] Чертежи включены для того, чтобы обеспечить дополнительное понимание настоящего изобретения, и составляют часть данного описания и служат для пояснения настоящего изобретения вместе с вариантами осуществления настоящего изобретения, и не рассматриваются в качестве ограничения настоящего изобретения. На приложенных чертежах:
[0014] Фиг. 1 представляет собой схематический вид структуры обычной агломерационной машины;
[0015] Фиг. 2 представляет собой схематический вид части структуры агломерационного конвейера агломерационной машины в соответствии с первым вариантом осуществления;
[0016] Фиг. 3 представляет собой блок-схему способа для прогнозирования места окончания процесса спекания в соответствии с первым вариантом осуществления настоящего изобретения;
[0017] Фиг. 4 представляет собой блок-схему определения положения места окончания процесса спекания в соответствии с первым вариантом осуществления настоящего изобретения;
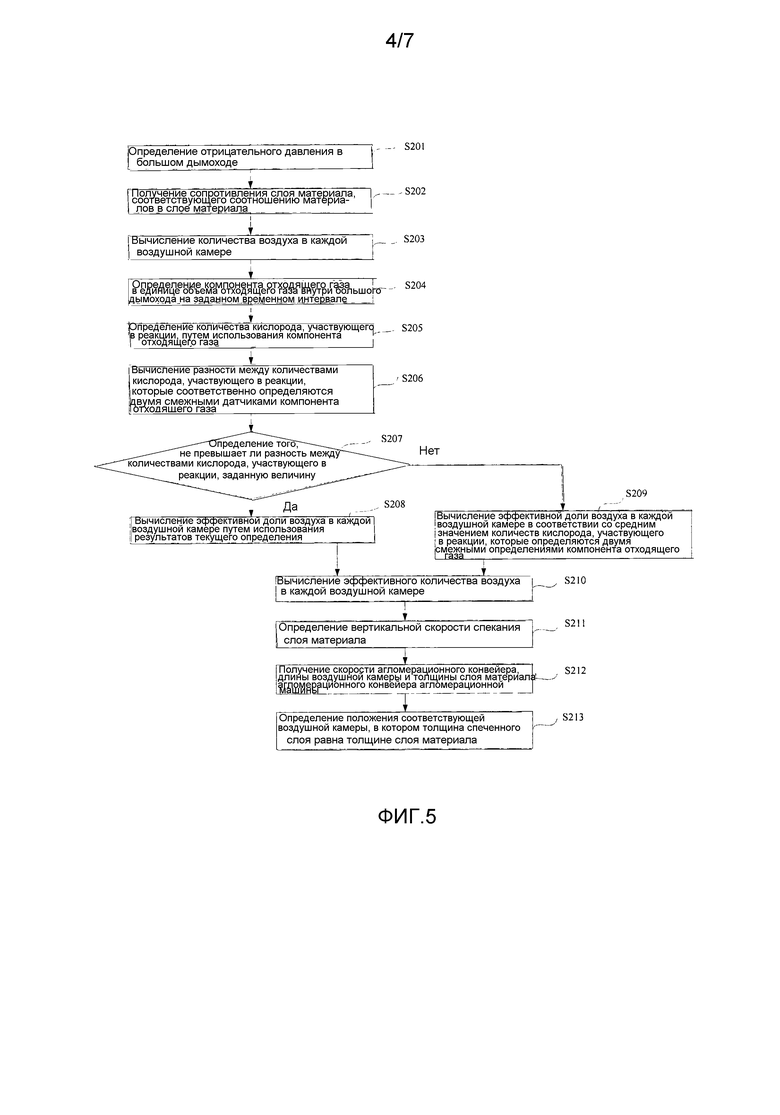
[0018] Фиг. 5 представляет собой блок-схему способа для прогнозирования места окончания процесса спекания в соответствии со вторым вариантом осуществления настоящего изобретения;
[0019] Фиг. 6 представляет собой схематический вид структуры системы для прогнозирования места окончания процесса спекания в соответствии с третьим вариантом осуществления настоящего изобретения;
[0020] Фиг. 7 представляет собой схематический вид структуры блока определения количества воздуха в соответствии с третьим вариантом осуществления настоящего изобретения;
[0021] Фиг. 8 представляет собой схематический вид структуры системы для прогнозирования места окончания процесса спекания в соответствии с четвертым вариантом осуществления настоящего изобретения; и
[0022] Фиг. 9 представляет собой схематический вид структуры блока определения положения в соответствии с четвертым вариантом осуществления настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0023] Предпочтительные варианты осуществления настоящего изобретения описываются далее со ссылками на чертежи, при этом следует понимать, что описанные в настоящем документе предпочтительные варианты осуществления предназначены лишь для пояснения и объяснения настоящего изобретения и не предназначены для того, чтобы ограничивать настоящую патентную заявку.
ПЕРВЫЙ ВАРИАНТ ОСУЩЕСТВЛЕНИЯ
[0024] В этом варианте осуществления датчик количества воздуха располагается непосредственно внутри каждой вакуум-камеры для того, чтобы определять количество воздуха в каждой вакуум-камере. Как показано на Фиг. 2, на которой устройство определения количества воздуха обозначено цифрой 13, устройство 13 определения количества воздуха располагается внутри каждой вакуум-камеры 6.
[0025] Фиг. 3 представляет собой блок-схему способа для прогнозирования места окончания процесса спекания в соответствии с первым вариантом осуществления настоящего изобретения.
[0026] Как показано на Фиг. 3, способ включает этапы 101-107.
[0027] Этап 101 может включать определение количества воздуха в каждой вакуум-камере.
[0028] Количество воздуха в каждой вакуум-камере 6 определяется устройством 13 определения количества воздуха, расположенным внутри каждой вакуум-камеры 6.
[0029] Этап 102 может включать определение компонента отходящего газа в большом дымоходе.
[0030] В процессе спекания слоя материала кислород, содержащийся в воздухе, произведенном главным эксгаустером, потребляется не полностью, и только часть кислорода участвует в реакции спекания, таким образом количество кислорода, потребленного материалом в процессе спекания, можно узнать с помощью компонента отходящего газа. В этом варианте осуществления определение компонента отходящего газа в большом дымоходе заключается главным образом в определении содержания компонентов О2, СО, СО2, N2, NO, NO2 в единице объема отходящего газа.
[0031] Как показано на Фиг. 2, анализатор 15 компонентов отходящего газа располагается внутри большого дымохода 7 для определения содержания компонентов О2, СО, СО2, N2, NO, NO2 в единице объема отходящего газа.
[0032] Этап 103 может включать вычисление эффективной доли воздуха в каждой вакуум-камере в соответствии с определяемым компонентом отходящего газа.
[0033] Поскольку в процессе реакции спекания кислород обязан участвовать в реакциях, таких как реакция горения твердой фазы железных руд и кокса, количество кислорода в воздухе изменяется после того, как воздух подвергнется процессу агломерации, то есть оно будет отличаться от количества кислорода в отходящем газе. Поскольку азот не участвует в реакции твердой фазы железных руд, азот присутствует в форме NO, NO2, N2 после того, как он подвергнется процессу агломерации, и количество азота в отходящем газе может быть точно измерено.
[0034] В соответствии с законом сохранения массы, компоненты азота и кислорода в воздухе являются постоянными, так что количества азота и кислорода, попадающие в большой дымоход, могут быть вычислены в соответствии с количеством азота и количеством окисленного азота в отходящем газе, и на основании измеренного количества кислорода, оставшегося в отходящем газе, количество кислорода, израсходованного в реакции, может быть точно вычислено с использованием формулы (1)
количество кислорода в воздухе/количестве азота в воздухе = (количество кислорода, оставшегося в отходящем газе + количество кислорода, израсходованного в реакции)/(количество азота в отходящем газе + количество окисленного азота) (1),
где количество кислорода в воздухе/количестве азота в воздухе является константой; количество окисленного азота может быть вычислено посредством количеств NO, NO2, определенных анализатором отходящего газа. Количество азота в отходящем газе также может быть вычислено посредством количества N2, определенного анализатором отходящего газа.
[0035] Следовательно, может быть вычислено количество кислорода, участвующего в реакции.
[0036] После того как вычислено количество кислорода, участвующего в реакции, эффективная доля воздуха K большого дымохода может быть вычислена с использованием формулы (2)
K = количество кислорода, участвующего в реакции/(количество кислорода, участвующего в реакции + количество кислорода, оставшегося в отходящем газе) * 100% (2),
где K является эффективной долей воздуха большого дымохода, а количество кислорода, оставшегося в отходящем газе, может быть вычислено посредством количества О2, определенного анализатором отходящего газа.
[0037] Этап 104 может включать вычисление эффективного количества воздуха в каждой вакуум-камере.
[0038] Для каждой вакуум-камеры количество воздуха равно эффективному количеству воздуха, поделенному на эффективную долю воздуха, так что эффективное количество воздуха Qn effective в вакуум-камере может быть вычислено в соответствии с формулой (3) в единицах м3/мин.
 ,
,
где Qn air box является количеством воздуха в n-ой вакуум-камере, a Qn effective является эффективным количеством воздуха в n-ой вакуум-камере.
[0039] Этап 105 может включать определение вертикальной скорости спекания слоя материала в положении каждой вакуум-камеры.
[0040] В процессе спекания эффективное количество воздуха относится к количеству кислорода, участвующего в реакции спекания. В случае, когда известно эффективное количество воздуха, требуемое для полного обжига материала при нормальных условиях, вертикальная скорость спекания Vn vertical слоя материала может быть получена с использованием формулы (3).
 ,
,
где Vn vertical является вертикальной скоростью спекания в мм/мин; Qn effective является эффективным количеством воздуха в n-ой вакуум-камере при нормальных условиях в м3/мин; Qt standard является эффективным количеством воздуха, необходимым для полного обжига единицы материала при нормальных условиях, преобразованным здесь в эффективное количество воздуха, требуемое для обжига материалов данного состояния с одной длиной вакуум-камеры и единичной толщиной при действии агломерационной машины данной ширины, измеряемое в м3/мм.
[0041] Этап 106 может включать получение скорости агломерационного конвейера, длины вакуум-камеры и толщины слоя материала агломерационного конвейера агломерационной машины.
[0042] В качестве скорости агломерационного конвейера может быть получена эксплуатационная скорость агломерационного конвейера, заданная в устройстве управления агломерационным конвейером. Однако при реальной эксплуатации, вследствие износа или механических отказов и других причин, фактическая эксплуатационная скорость агломерационного конвейера может не соответствовать заданной эксплуатационной скорости агломерационного конвейера, что может негативным образом повлиять на регулирование количества воздуха, подаваемого главным эксгаустером, так что в этом варианте осуществления инструмент измерения скорости устанавливается на агломерационном конвейере для того, чтобы непосредственно измерять фактическую эксплуатационную скорость агломерационного конвейера для того, чтобы избежать негативного влияния несоответствия фактической эксплуатационной скорости и заданной эксплуатационной скорости агломерационного конвейера на регулирование количества воздуха, подаваемого главным эксгаустером.
[0043] Длина вакуум-камеры используется для вычисления время перемещения слоя материала на каждой вакуум-камере, положение вакуум-камеры обычно относится к расстоянию между вакуум-камерой и начальной точкой спекания, где начальная точка спекания обычно относится к третьей вакуум-камере на агломерационном конвейере агломерационной машины.
[0044] Этап 107 может включать определение положения места окончания процесса спекания.
[0045] Время перемещения Δt слоя материала на каждой вакуум-камере вычисляется путем использования скорости агломерационного конвейера и длины вакуум-камеры, после чего может быть вычислено увеличение толщины Δh спеченного слоя на n-ой вакуум-камере. В дополнение к этому, путем интегрирования Δh может быть получено время перемещения t, которое требуется слою материала для перемещения от начальной точки спекания до того положения, в котором толщина спеченного слоя будет равна толщине слоя материала, а затем положение соответствующей вакуум-камеры, в котором толщина спеченного слоя равна толщине слоя материала, может быть вычислено с использованием скорости агломерационного конвейера и времени перемещения t, при этом положение данной вакуум-камеры определяется как положение места окончания процесса спекания.
[0046] Как показано на Фиг. 4, эта этап в данном варианте осуществления может включать следующие подэтапы.
[0047] Подэтап 1071 может включать определение увеличения толщины спеченного слоя на каждой вакуум-камере.
[0048] Используя скорость агломерационного конвейера и длину вакуум-камеры, вычисляется время перемещения Δt слоя материала на каждой вакуум-камере, и увеличение толщины Δh спеченного слоя на n-ой вакуум-камере вычисляется в соответствии с формулой (5),
 ,
,
где Vn vertical является вертикальной скоростью спекания слоя материала в положении n-ой вакуум-камеры в мм/мин.
[0049] Подэтап 1072 может включать вычисление времени перемещения t, необходимого слою материала для перемещения от начальной точки спекания до того положения, в котором толщина спеченного слоя будет равна толщине слоя материала.
[0050] Начальная точка спекания обычно относится к третьей вакуум-камере на агломерационном конвейере агломерационной машины. Время перемещения t, необходимое слою материала для перемещения от начальной точки спекания до того положения, в котором толщина спеченного слоя будет равна толщине слоя материала, может быть вычислено в соответствии с толщиной слоя материала и вертикальной скоростью спекания.
[0051] Подэтап 1073 может включать вычисление положения соответствующей вакуум-камеры, в котором толщина спеченного слоя равна толщине слоя материала.
[0052] Используя скорость агломерационного конвейера и время перемещения t, можно вычислить положение соответствующей вакуум-камеры, в котором толщина спеченного слоя равна толщине слоя материала.
[0053] В данном варианте осуществления время перемещения Δt слоя материала на каждой вакуум-камере вычисляется с использованием скорости агломерационного конвейера и длины вакуум-камеры, а затем может быть вычислено увеличение толщины Δh слоя окалины на n-ой вакуум-камере. В дополнение к этому, путем интегрирования Δh может быть получено время перемещения t, которое требуется слою материала для перемещения от начальной точки спекания до того положения, в котором толщина спеченного слоя будет равна толщине слоя материала, а затем положение соответствующей вакуум-камеры, в котором толщина спеченного слоя равна толщине слоя материала, может быть вычислено с использованием скорости агломерационного конвейера и времени перемещения t, при этом положение данной вакуум-камеры определяется как положение места окончания процесса спекания.
ВТОРОЙ ВАРИАНТ ОСУЩЕСТВЛЕНИЯ
[0054] Фиг. 5 представляет собой блок-схему способа для прогнозирования места окончания процесса спекания в соответствии со вторым вариантом осуществления настоящего изобретения. Данный способ включает этапы 201-213.
[0055] Этап 201 может включать определение отрицательного давления в большом дымоходе.
[0056] Хотя в вышеописанном варианте осуществления количество воздуха в вакуум-камере может быть определено датчиком количества воздуха, из-за неточного определения, вызванного накоплением пыли на датчике количества воздуха, которое может происходить при длительном времени работы и т.д., в представленном варианте осуществления количество воздуха в вакуум-камере может быть определено посредством определения отрицательного давления.
[0057] Как показано на Фиг. 2, датчик 14 отрицательного давления располагается внутри большого дымохода 7 для определения отрицательного давления внутри большого дымохода.
[0058] Этап 202 может включать получение сопротивления слоя материала, соответствующего соотношению материалов в слое материала.
[0059] Различные соотношения материалов в слое материала имеют различное сопротивление слоя материала при использовании отрицательного давления для определения количества воздуха, и поэтому необходимо получить сопротивление слоя материала, соответствующее соотношению материалов в слое материала. Получение сопротивления слоя материала может быть осуществлено путем опроса заданной соответствующей таблицы зависимости, показывающей соответствующую зависимость между заданным соотношением материалов и сопротивлением слоя материала в соответствии с известным материалом слоя материала, и таким образом может быть получено сопротивление слоя материала, соответствующее соотношению материалов в слое материала.
[0060] Этап 203 может включать вычисление количества воздуха в каждой вакуум-камере.
[0061] Для каждой вакуум-камеры соотношение между количеством воздуха и отрицательным давлением показано как формула (6), так что количество воздуха в каждой вакуум-камере может быть вычислено с использованием формулы (3).
 ,
,
где Sn является сопротивлением слоя материала n-ой вакуум-камеры, Plarge flue является отрицательным давлением большого дымохода, и Qn является количеством воздуха в n-ой вакуум-камере.
[0062] Этап 204 может включать определение компонента отходящего газа в единице объема отходящего газа внутри большого дымохода на заданном временном интервале.
[0063] В этом варианте осуществления содержанием компонентов отходящего газа в единице объема отходящего газа в большом дымоходе является содержание компонентов О2, СО, СО2, N2, NO, NO2 в единице объема отходящего газа. При определении компонентов отходящего газа в большом дымоходе компоненты отходящего газа определяются на заданном временном интервале, что может дополнительно обеспечить определение стабильности загрузки системы. Когда компонент отходящего газа большого дымохода, обнаруживаемый на временном интервале, значительно изменяется, это показывает, что стабильность загрузки системы недостаточна, или что произошел отказ оборудования в системе, если же стабильность загрузки системы недостаточна, определенное эффективное количество воздуха для единицы материала также является неточным.
[0064] Для различных требований к точности заданные интервалы времени, могут различаться, например для более высоких требований к точности эффективного количества воздуха для единицы материала выбирается более короткий временной интервал, такой как 1 с или 0,5 с, а для ситуации, в которой достаточно знать приблизительное эффективное количество воздуха для единицы материала, выбирается более длинный временной интервал, такой как 10 с или 20 с.
[0065] Этап 205 может включать определение количества кислорода, участвующего в реакции, путем использования компонента отходящего газа.
[0066] Количество кислорода, участвующего в реакции, может быть вычислено и определено путем использования формулы (1) из вышеописанного первого варианта осуществления.
[0067] Этап 206 может включать вычисление разности между количествами кислорода, участвующего в реакции, которые соответственно определяются двумя смежными датчиками компонента отходящего газа.
[0068] Этап 207 может включать определение того, не превышает ли эта разность между количествами кислорода, участвующего в реакции, заданную величину.
[0069] В случае, когда определяется, что эта разность превышает заданную величину, выполняется этап S208; если же она меньше заданной величины, выполняется этап 209.
[0070] Этап 208 может включать вычисление эффективной доли воздуха в каждой вакуум-камере путем использования результатов текущего определения.
[0071] В случае, когда разность между двумя смежными результатами определения больше заданной величины, это указывает на то, что рабочее состояние системы является неустойчивым, и необходимо использовать самый последний определенный компонент отходящего газа в качестве основы для прогнозирования толщины спеченного слоя. Следовательно, на этом этапе эффективная доля воздуха в каждой вакуум-камере вычисляется путем использования результатов текущего определения (то есть самые последние данные по компоненту отходящего газа большого дымохода). После этого этапа выполняется этап 210.
[0072] Этап 209 может включать вычисление эффективной доли воздуха в каждой вакуум-камере в соответствии со средним значением количеств кислорода, участвующего в реакции, которые определяются двумя смежными определениями компонента отходящего газа.
[0073] В случае, когда разность между двумя смежными результатами определения меньше или равна заданной величине, это указывает на то, что текущее рабочее состояние системы является относительно устойчивым. В дополнение к этому, для того, чтобы избежать влияния погрешности определения во времени на результаты прогноза, среднее значение двух смежных результатов определения используется в качестве эффективной доли воздуха в данной вакуум-камере. После этого этапа выполняется этап 210.
[0074] Этап 210 может включать вычисление эффективного количества воздуха в каждой вакуум-камере.
[0075] Этап 211 может включать определение вертикальной скорости спекания слоя материала.
[0076] Этап 212 может включать получение скорости агломерационного конвейера, длины вакуум-камеры и толщины слоя материала агломерационного конвейера агломерационной машины.
[0077] Этап 213 может включать определение положения соответствующей вакуум-камеры, в котором толщина спеченного слоя равна толщине слоя материала.
[0078] В данном варианте осуществления настоящего изобретения этапы 210-213 соответствуют этапам 104-107 в первом варианте осуществления соответственно, их подробное описание можно найти в описании этапов 104-107 в вышеописанном первом варианте осуществления, и поэтому здесь они не описываются.
[0079] Так как в данном варианте осуществления соотношение ионов кислорода в единице объема отходящего газа внутри большого дымохода определяется на заданном интервале времени, и в случае, когда разность между количествами кислорода, участвующего в реакции в единице объема отходящего газа, внутри большого дымохода, которые получаются двумя смежными определениями, меньше заданной величины, эффективная доля воздуха в каждой вакуум-камере вычисляется с использованием текущего результата определения, в противном случае эффективная доля воздуха в каждой вакуум-камере вычисляется в соответствии со средним значением двух смежных результатов определения, так, чтобы можно было избежать проблем, связанных с ошибками определения толщины спеченного слоя из-за нестабильности толщины слоя материала.
ТРЕТИЙ ВАРИАНТ ОСУЩЕСТВЛЕНИЯ
[0080] Фиг. 6 представляет собой схематический вид структуры системы для прогнозирования места окончания процесса спекания в соответствии с третьим вариантом осуществления настоящего изобретения.
[0081] Как показано на Фиг. 6, система включает: блок 60 определения количества воздуха, блок 61 определения компонента отходящего газа, блок 62 вычисления эффективной доли воздуха, блок 63 вычисления эффективного количества воздуха, блок 64 вычисления вертикальной скорости спекания, блок 65 получения и блок 66 определения положения.
[0082] Блок 60 определения количества воздуха выполнен с возможностью определения количества воздуха для каждой вакуум-камеры на агломерационном конвейере агломерационной машины.
[0083] Что касается Фиг. 2, блок 60 определения количества воздуха может получать количество воздуха, которое определяется устройством 13 определения количества воздуха, расположенным внутри каждой вакуум-камеры 6. Кроме того, рассматривая неточное определение, вызванное накоплением пыли на датчике количества воздуха, которое может произойти при длительной эксплуатации датчика количества воздуха и т.д., в данном варианте осуществления количество воздуха в вакуум-камере может быть определено посредством определения отрицательного давления.
[0084] Как показано на Фиг. 7, блок 60 определения количества воздуха может включать: блок 71 определения отрицательного давления, блок 72 получения сопротивления слоя материала и блок 73 вычисления количества воздуха.
[0085] Блок 71 определения отрицательного давления выполнен с возможностью определения отрицательного давления в большом дымоходе. Как показано на Фиг. 2, датчик 14 отрицательного давления располагается внутри большого дымохода 7 для определения отрицательного давления в большом дымоходе, а блок 71 определения отрицательного давления выполнен с возможностью получения отрицательного давления в большом дымоходе, определенного датчиком 14 отрицательного давления. Блок 72 получения сопротивления слоя материала выполнен с возможностью получения сопротивления слоя материала, соответствующего соотношению материалов в слое материала. Сопротивление слоя материала, соответствующее соотношению материалов в слое материала, может быть получено путем опроса соответствующей таблицы соотношения между заданным соотношением материалов и сопротивлением слоя материала в соответствии с известным материалом слоя материала. Блок 73 вычисления количества воздуха выполнен с возможностью вычисления количества воздуха в каждой вакуум-камере с использованием соответствующей зависимости между известным отрицательным давлением в большом дымоходе и сопротивлением слоя материала. Количество воздуха в каждой вакуум-камере может быть вычислено с использованием формулы (3) из первого варианта осуществления.
[0086] Блок 61 определения компонента отходящего газа выполнен с возможностью определения компонента отходящего газа в большом дымоходе. В этом варианте осуществления определение компонента отходящего газа в большом дымоходе заключается главным образом в определении содержания компонентов О2, СО, СО2, N2, NO, NO2 в единице объема отходящего газа.
[0087] Блок 62 вычисления эффективной доли воздуха выполнен с возможностью вычисления эффективной доли воздуха для каждой вакуум-камеры в соответствии с определяемым компонентом отходящего газа.
[0088] Доля воздуха, участвующего в реакции спекания, в общем количестве воздуха в вакуум-камере может быть вычислено с использованием формулы (1) и формулы (2).
[0089] Блок 63 вычисления эффективного количества воздуха выполнен с возможностью вычисления эффективного количества воздуха в каждой вакуум-камере в соответствии с количеством воздуха и эффективной долей воздуха в каждой вакуум-камере.
[0090] Для каждой вакуум-камеры количество воздуха равно эффективному количеству воздуха, поделенному на эффективную долю воздуха, так что эффективное количество воздуха Qeffective в вакуум-камере может быть вычислено в соответствии с формулой (3).
[0091] Блок 64 вычисления вертикальной скорости спекания выполнен с возможностью определения вертикальной скорости спекания слоя материала на основании соответствующего соотношения между известным эффективным количеством воздуха и вертикальной скоростью спекания.
[0092] В процессе спекания эффективное количество воздуха относится к количеству кислорода, участвующего в реакции спекания. В случае, когда известно эффективное количество воздуха, требуемое для полного обжига материала при нормальных условиях, вертикальная скорость спекания Vn vertical слоя материала может быть получена с использованием формулы (4).
[0093] Блок 65 получения выполнен с возможностью получения скорости агломерационного конвейера, длины вакуум-камеры и толщины слоя материала агломерационного конвейера агломерационной машины.
[0094] При измерении скорости агломерационного конвейера в качестве скорости агломерационного конвейера может быть получена эксплуатационная скорость агломерационного конвейера, заданная в устройстве управления агломерационным конвейером. Однако при реальной эксплуатации, вследствие износа или механических отказов и других причин, фактическая эксплуатационная скорость агломерационного конвейера может не соответствовать заданной эксплуатационной скорости агломерационного конвейера, что может негативным образом повлиять на регулирование количества воздуха, подаваемого главным эксгаустером, так что в этом варианте осуществления инструмент измерения скорости устанавливается на агломерационном конвейере для того, чтобы непосредственно измерять фактическую эксплуатационную скорость агломерационного конвейера для того, чтобы избежать негативного влияния несоответствия фактической эксплуатационной скорости и заданной эксплуатационной скорости агломерационного конвейера на регулирование количества воздуха, подаваемого главным эксгаустером.
[0095] Длина вакуум-камеры используется для вычисления время перемещения слоя материала на каждой вакуум-камере, положение вакуум-камеры обычно относится к расстоянию между вакуум-камерой и начальной точкой спекания, где начальная точка спекания обычно относится к третьей вакуум-камере на агломерационном конвейере агломерационной машины.
[0096] Блок 66 определения положения выполнен с возможностью определения положения места окончания процесса спекания.
[0097] Время перемещения Δt слоя материала на каждой вакуум-камере вычисляется путем использования скорости агломерационного конвейера и длины вакуум-камеры, после чего может быть вычислено увеличение толщины Δh спеченного слоя на n-ой вакуум-камере. В дополнение к этому, путем интегрирования Δh может быть получено время перемещения t, которое требуется слою материала для перемещения от начальной точки спекания до того положения, в котором толщина спеченного слоя будет равна толщине слоя материала, а затем положение соответствующей вакуум-камеры, в котором толщина спеченного слоя равна толщине слоя материала, может быть вычислено с использованием скорости агломерационного конвейера и времени перемещения t, при этом положение данной вакуум-камеры определяется как положение места окончания процесса спекания.
ЧЕТВЕРТЫЙ ВАРИАНТ ОСУЩЕСТВЛЕНИЯ
[0098] Фиг. 8 представляет собой схематический вид структуры системы для прогнозирования места окончания процесса спекания в соответствии с четвертым вариантом осуществления настоящего изобретения.
[0099] В третьем варианте осуществления блок 61 определения компонента отходящего газа может определять содержание компонента отходящего газа в единице объема отходящего газа в большом дымоходе в соответствии с заданным интервалом времени, и, как показано на Фиг. 8, система дополнительно включает: блок 81 определения количества кислорода, блок 82 вычисления разности и блок 83 определения разности.
[0100] Блок 81 определения количества кислорода, связанный с блоком 61 определения компонента отходящего газа, выполнен с возможностью определения количества кислорода, участвующего в реакции, с использованием компонента отходящего газа.
[0101] Блок 82 вычисления разности выполнен с возможностью вычисления разности между количествами кислорода, участвующего в реакции, которые определяются двумя смежными определениями компонента отходящего газа.
[0102] Блок 83 определения разности, связанный с блоком 62 вычисления эффективной доли воздуха, выполнен с возможностью определения того, превышает ли разность, вычисленная блоком 82 вычисления разности, заданное значение.
[0103] В случае, если разность больше заданного значения, эффективная доля воздуха в каждой вакуум-камере вычисляется блоком 62 вычисления эффективной доли воздуха с использованием текущего результата определения. В случае, если эта разность меньше или равна заданному значению, эффективная доля воздуха в каждой вакуум-камере вычисляется блоком 62 вычисления эффективной доли воздуха на основании среднего значения двух смежных результатов определения.
[0104] Так как в данном варианте осуществления содержание компонента отходящего газа в единице объема отходящего газа внутри большого дымохода определяется в соответствии с заданным интервалом времени, и в случае, когда разность между количествами кислорода, участвующего в реакции, которые получаются двумя смежными определениями, меньше заданной величины, эффективная доля воздуха в каждой вакуум-камере вычисляется с использованием текущего результата определения, в противном случае эффективная доля воздуха в каждой вакуум-камере вычисляется в соответствии со средним значением двух смежных результатов определения, так, чтобы можно было избежать проблем, связанных с ошибками определения толщины спеченного слоя из-за нестабильности толщины слоя материала.
[0105] Кроме того, как показано на Фиг. 9, блок 66 определения положения в системе может включать: блок 91 вычисления переменной толщины, блок 92 вычисления времени и блок 93 вычисления положения.
[0106] Блок 91 вычисления переменной толщины выполнен с возможностью вычисления времени Δt перемещения слоя материала на каждой вакуум-камере путем использования скорости агломерационного конвейера и длины вакуум-камеры и вычисляет увеличение толщины Δh спеченного слоя на n-ой вакуум-камере с использованием формулы (5).
[0107] Блок 92 вычисления времени выполнен с возможностью вычисления времени перемещения t слоя материала от начальной точки спекания до положения, в котором толщина спеченного слоя равна толщине слоя материала, в соответствии с толщиной слоя материала и вертикальной скоростью спекания. Начальная точка спекания обычно относится к третьей вакуум-камере на агломерационном конвейере агломерационной машины.
[0108] Блок 93 вычисления положения выполнен с возможностью вычисления положения соответствующей вакуум-камеры, в котором толщина спеченного слоя равна толщине слоя материала, и вычисленное положение принимается в качестве положения места окончания процесса спекания.
[0109] Положение соответствующей вакуум-камеры, в котором толщина спеченного слоя равна толщине слоя материала, вычисляется путем использования скорости агломерационного конвейера и времени перемещения t, и это положение вакуум-камеры определяется как место окончания процесса спекания.
[0110] Наконец, следует отметить, что вышеописанные варианты осуществления являются всего лишь предпочтительными вариантами осуществления настоящего изобретения, и не должны интерпретироваться как ограничение к настоящей патентной заявке, хотя настоящая патентная заявка описывается подробно в связи с вышеописанными вариантами осуществления, следует понимать, что специалистами в данной области техники могут быть сделаны модификации технических решений вышеописанных вариантов осуществления, или эквивалентные замены могут быть сделаны в отношении части технических особенностей в технических решениях. В рамках духа и принципов настоящего изобретения любые модификации, замены и усовершенствования и т.д. должны быть включены в пределы области защиты настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И СИСТЕМА УПРАВЛЕНИЯ ИЗМЕНЕНИЕМ ЧАСТОТЫ ДЛЯ ГЛАВНОГО ВЫТЯЖНОГО ВЕНТИЛЯТОРА АГЛОМЕРАЦИОННОЙ СИСТЕМЫ | 2013 |
|
RU2647411C2 |
| СПОСОБ ПОЛУЧЕНИЯ АГЛОМЕРАТА ДЛЯ ДОМЕННОГО ПРОИЗВОДСТВА НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2137851C1 |
| Способ агломерации железорудных материалов | 1988 |
|
SU1564199A1 |
| СПОСОБ И СИСТЕМА УПРАВЛЕНИЯ ГЛАВНЫМ ВЫТЯЖНЫМ ВЕНТИЛЯТОРОМ | 2013 |
|
RU2606680C2 |
| АГЛОМЕРАЦИЯ С ИСПОЛЬЗОВАНИЕМ УСИЛИВАЮЩЕГО АГЕНТА В АГЛОМЕРАЦИОННОЙ ШИХТЕ | 2004 |
|
RU2365639C2 |
| СПОСОБЫ И УСТАНОВКИ БОГОМОЛОВА ДЛЯ АГЛОМЕРАЦИИ ШИХТЫ ПОД ДАВЛЕНИЕМ | 2006 |
|
RU2347825C2 |
| Способ агломерации железорудного материала | 1978 |
|
SU1090739A1 |
| Способ агломерации руд и концентратов | 1983 |
|
SU1152968A1 |
| ТЕХНОЛОГИЧЕСКИЙ СПОСОБ СОВМЕСТНОГО СПЕКАНИЯ ТВЕРДЫХ ОТХОДОВ И УТИЛИЗАЦИИ МЕТОДОМ ОКОМКОВАНИЯ | 2022 |
|
RU2828206C2 |
| СПОСОБ РЕГУЛИРОВАНИЯ СКОРОСТИ АГЛОМЕРАЦИОППОЙ | 1973 |
|
SU372265A1 |






Изобретение относится к области агломерации. Технический результат – повышение точности определения места окончания процесса спекания на конвейере. Способ включает определение количества воздуха в каждой воздушной камере (6) и определение компонентов отходящего газа в большом дымоходе (7); вычисление эффективной доли воздуха в каждой воздушной камере (6) в соответствии с определяемыми компонентами отходящего газа. Также осуществляют вычисление эффективного количества воздуха в каждой воздушной камере (6), определение вертикальной скорости спекания слоя материала в положении каждой воздушной камеры (6). Определяют положение точки окончания процесса спекания с учетом скорости тележки, длины воздушной камеры (6) и вертикальной скорости спекания. В данном способе посредством анализа количества воздуха и компонентов отходящего газа в процессе спекания материала можно точно спрогнозировать положение воздушной камеры, где толщина слоя агломерата равна толщине слоя материала. 2 н. и 6 з.п. ф-лы, 9 ил.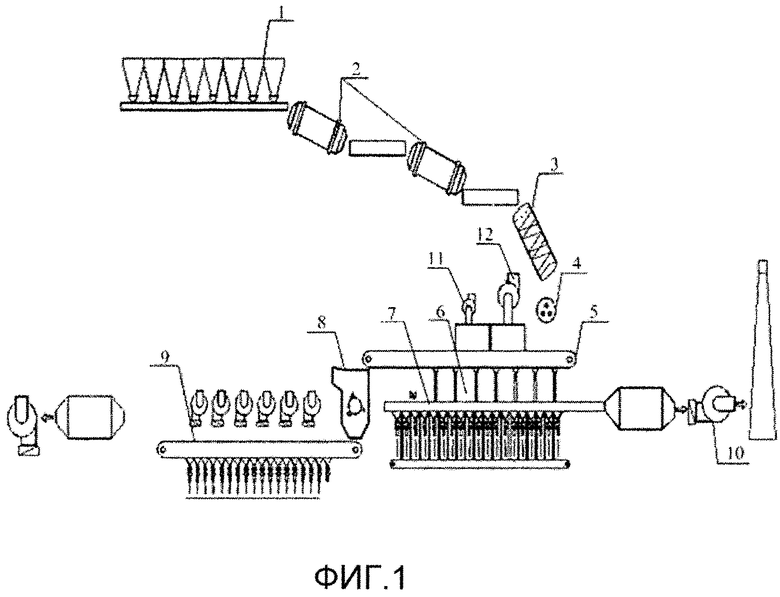
1. Способ прогнозирования места окончания процесса спекания агломерата на конвейере агломерационной машины, включающий
определение количества воздуха для каждой вакуум-камеры и компонента в большом дымоходе,
вычисление количества кислорода, участвующего в реакции на основании компонента в большом дымоходе,
вычисление эффективной доли воздуха в каждой вакуум-камере на основании количества кислорода, участвующего в реакции,
вычисление эффективного количества воздуха в каждой вакуум-камере, где эффективное количество воздуха = количество воздуха * эффективная доля воздуха,
определение вертикальной скорости спекания слоя материала в положении каждой вакуум-камеры согласно соответствующему соотношению между эффективным количеством воздуха и вертикальной скоростью спекания,
получение скорости агломерационного конвейера, длины вакуум-камеры и толщины слоя материала,
вычисление времени перемещения слоя материала на каждой вакуум-камере на основании скорости агломерационного конвейера и длины вакуум-камеры,
вычисление увеличения толщины спеченного слоя на n-й вакуум-камере,
вычисление времени для слоя материала, перемещаемого от начальной точки спекания до того положения, в котором толщина спеченного слоя равна толщине слоя материала на основании увеличения толщины слоя материала на n-й вакуум-камере, и
вычисление положения соответствующей вакуум-камеры, в котором толщина спеченного слоя равна толщине слоя материала, и определение положения в качестве положения места окончания процесса спекания.
2. Способ по п. 1, в котором количество воздуха в каждой вакуум-камере определяется датчиком количества воздуха, расположенным в каждой вакуум-камере.
3. Способ по п. 2, дополнительно включающий
определение отрицательного давления большого дымохода,
получение сопротивления слоя материала, соответствующего соотношению материалов в слое материала, и
вычисление количества воздуха в каждой вакуум-камере на основании соответствующей зависимости между отрицательным давлением большого дымохода и сопротивлением слоя материала.
4. Способ по п. 3, в котором компонент отходящего газа в единице объема отходящего газа в большом дымоходе определяется периодически.
5. Способ по п. 4, дополнительно включающий
определение количества кислорода, участвующего в реакции, на основании компонента отходящего газа,
вычисление разности между количествами кислорода, участвующего в реакции, которые определяют двумя смежными определениями компонента отходящего газа,
определение того, не превышает ли разность между количествами кислорода, участвующего в реакции, заданного значения, и
в случае, если эта разность между количествами кислорода, участвующего в реакции, превышает заданное значение, вычисление эффективной доли воздуха в каждой вакуум-камере на основании количества кислорода, участвующего в реакции, которое определяется текущим определением компонента отходящего газа, а в случае, если разность между количествами кислорода, участвующего в реакции, не превышает заданное значение, вычисление эффективной доли воздуха в каждой вакуум-камере в соответствии со средним значением количеств кислорода, участвующего в реакции, которые соответственно определяются двумя смежными определениями компонента отходящего газа.
6. Система прогнозирования места окончания процесса спекания агломерата на конвейере агломерационной машины, содержащая
блок определения количества воздуха, выполненный с возможностью определения количества воздуха для каждой вакуум-камеры на агломерационном конвейере агломерационной машины,
блок определения компонента отходящего газа, выполненный с возможностью определения компонента отходящего газа в большом дымоходе,
блок определения количества кислорода, выполненный с возможностью вычисления количества кислорода, участвующего в реакции на основании компонента большого дымохода,
блок вычисления эффективной доли воздуха, выполненный с возможностью вычисления эффективной доли воздуха для каждой вакуум-камеры в соответствии с количеством кислорода, участвующим в реакции,
блок вычисления эффективного количества воздуха, выполненный с возможностью вычисления эффективного количества воздуха для каждой вакуум-камеры на основании количества воздуха и эффективной доли воздуха для каждой вакуум-камеры, где эффективное количество воздуха = количество воздуха * эффективная доля воздуха,
блок вычисления вертикальной скорости спекания, выполненный с возможностью определения вертикальной скорости спекания слоя материала на основании соответствующего соотношения между эффективным количеством воздуха и вертикальной скоростью спекания,
блок получения, выполненный с возможностью получения скорости агломерационного конвейера, длины вакуум-камеры и толщины слоя материала агломерационного конвейера агломерационной машины, и
блок определения положения, выполненный с возможностью определения положения соответствующей вакуум-камеры, в котором толщина спеченного слоя равна толщине слоя материала, в качестве положения места окончания процесса спекания на основании скорости агломерационного конвейера, длины вакуум-камеры и вертикальной скорости спекания,
при этом блок определения положения содержит
блок вычисления переменной толщины, выполненный с возможностью вычисления времени перемещения слоя материала на каждой вакуум-камере на основании скорости агломерационного конвейера и длины вакуум-камеры, и вычисления увеличения толщины спеченного слоя на n-й вакуум-камере,
блок вычисления времени, выполненный с возможностью вычисления времени для слоя материала, перемещаемого от начальной точки спекания до того положения, в котором толщина спеченного слоя равна толщине слоя материала на основании увеличения толщины слоя материала на n-й вакуум-камере, и
блок вычисления положения, выполненный с возможностью вычисления положения соответствующей вакуум-камеры, в котором толщина спеченного слоя равна толщине слоя материала, и определения положения в качестве положения места окончания процесса спекания.
7. Система по п. 6, в которой блок определения количества воздуха содержит
блок определения отрицательного давления, выполненный с возможностью определения отрицательного давления большого дымохода,
блок получения сопротивления слоя материала, выполненный с возможностью получения сопротивления слоя материала, соответствующего соотношению материалов в слое материала, и
блок вычисления количества воздуха, выполненный с возможностью вычисления количества воздуха в каждой вакуум-камере на основании соответствующей зависимости между известным отрицательным давлением в большом дымоходе и сопротивлением слоя материала.
8. Система по п. 7, в которой блок определения компонента отходящего газа определяет содержание компонента отходящего газа в единице объема отходящего газа в большом дымоходе в заданном интервале времени,
дополнительно содержащая
блок вычисления разности, выполненный с возможностью вычисления разности между количествами кислорода, участвующего в реакции, которые определяются двумя смежными определениями компонента отходящего газа, и
блок определения разности, выполненный с возможностью определения того, не превышает ли разность между количествами кислорода, участвующего в реакции, заданное значение,
в случае, если разность между количествами кислорода, участвующего в реакции, не превышает заданное значение, эффективная доля воздуха в каждой вакуум-камере вычисляется блоком вычисления эффективной доли воздуха на основании количества кислорода, участвующего в реакции, которое определяется текущим определением компонента отходящего газа, в случае, если разность между количествами кислорода, участвующего в реакции, превышает заданное значение, эффективная доля воздуха в каждой вакуум-камере вычисляется блоком вычисления эффективной доли воздуха на основании среднего значения количеств кислорода, участвующего в реакции, которые определяются двумя смежными определениями компонента отходящего газа.
| Способ определения места законченности спекания | 1974 |
|
SU894008A1 |
| Способ автоматического регулирования процесса спекания агломерата | 1960 |
|
SU144859A1 |
| АВТОМАТИЗИРОВАННАЯ СИСТЕМА УПРАВЛЕНИЯ КАЧЕСТВОМ АГЛОМЕРАТА | 2008 |
|
RU2375659C1 |
| JP 56127733 A, 06.10.1981 | |||
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ АГЛОМЕРАЦИИ | 2002 |
|
RU2222614C1 |

