ОБЛАСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к способу гидрообработки углеводородного сырья с применением двух реакционных зон для удаления загрязняющих веществ и/или снижения содержания нежелательных соединений в сырье.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Всемирный спрос на чистые топлива, такие как ультрамалосернистое дизельное топливо (ULSD), быстро увеличился, так как многие государства установили экологические нормы, которые требуют существенно более низких уровней содержания серы для более чистого горения или просто ”чистых топлив”, чтобы уменьшить выбросы диоксида серы (SO2) от применения таких топлив.
Способы гидрообработки, такие как гидродесульфурация (HDS) и гидроденитрификация (HDN), при которых удаляют серу и азот соответственно, применяются для обработки углеводородных топлив для производства чистых топлив.
Традиционные трехфазные реакторы гидрообработки, как правило, известные как реакторы с орошаемым слоем, требуют переноса газообразного водорода из газообразной фазы через углеводородное сырье в жидкой фазе для вступления в реакцию с сырьем на поверхности твердого катализатора. Таким образом, присутствуют три фазы (газообразная, жидкая и твердая). Непрерывная фаза через реактор представляет собой газообразную фазу. Реакторы с орошаемым слоем могут быть дорогими в работе. Они требуют использования большого избытка водорода по отношению к сырью. Избыточный водород нагнетается обратно большими компрессорами, чтобы избежать потери количества водорода. К тому же, значительное образование кокса, вызывающее дезактивацию катализатора, создает проблему из-за локального перегрева, так как функционирование орошаемого слоя может не справляться с эффективным рассеиванием тепла, вырабатываемого во время гидрообработки.
Ackerson и др. в патенте США № 6123835 раскрывают двухфазную систему гидрообработки, которая исключает необходимость в переносе газообразного водорода из газообразной фазы через углеводород в жидкой фазе на поверхность твердого катализатора. В двухфазной системе гидрообработки растворитель, который может быть рециркулярной частью подвергшегося гидроочистке жидкого эффлюента, исполняет функции разбавителя и смешивается с углеводородным сырьем. Водород растворяют в смеси сырье/разбавитель для обеспечения водорода в жидкой фазе. По существу весь требуемый в реакции гидроочистки водород доступен в растворе.
Kokayeff и др. в публикации патентной заявки США № 2009/0321310 описывают способ, который сочетает главным образом жидкофазную (двухфазную) зону гидрообработки с главным образом трехфазной зоной гидрообработки таким образом, что необходимый водород для обеих реакционных зон подается из внешнего источника в трехфазную зону. Kokayeff и др. определяют “главным образом жидкофазный“ как содержащий до 5000 процентов содержания предельных углеводородов. Использование рециркуляции водорода или компрессора для рециркуляции газа считается ненужным и может быть исключено. Эффлюент из трехфазной зоны содержит избыточный водород и направляется в жидкофазную зону, где водород, присутствующий в эффлюенте, удовлетворяет потребность в водороде для жидкофазных реакций. Для облегчения потока газообразного водорода из трехфазной зоны в жидкофазную зону, Kokayeff и др. предпочтительно эксплуатировали трехфазную зону при более высоком давлении, чем жидкофазная зона.
Хотя Kokayeff и др. стремятся сочетать преимущества жидкофазной (двухфазной) гидрообработки с трехфазной гидрообработкой, проблемы остаются из-за эффективности жидкофазной зоны, опираясь на трехфазную зону для водорода. Конверсия в жидкофазной зоне может быть ограничена из-за растворимости водорода, так что существенная конверсия может требоваться в трехфазной зоне, которая является большим реактором (реакторами), чтобы добиться желаемой конверсии.
Остается желательным обеспечение эффективного способа для гидрообработки углеводородного сырья, который обеспечивает высокую степень конверсии в показателях удаления серы и азота, снижение плотности и повышение цетанового числа. Желательным является сочетание экономии, обеспечиваемой жидкофазным процессом, в котором могут использоваться меньшие реакторы, с эффективностью трехфазного процесса, при котором могут обеспечиваться высокие показатели конверсии в кинетически ограниченных областях. Также остается желательным иметь способ гидрообработки для производства продукта, удовлетворяющего ряду требований к топливу для коммерческого транспорта, включая нормы Euro V ULSD.
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Настоящее изобретение обеспечивает способ гидрообработки углеводородного сырья. Этот способ включает:
(a) предоставление установки для гидрообработки, содержащей первую двухфазную зону гидрообработки в последовательности и в жидкостном сообщении с трехфазной зоной гидрообработки, при этом первая двухфазная зона гидрообработки содержит рециркуляцию жидкости и по меньшей мере два слоя катализатора, расположенных в последовательности и в жидкостном сообщении, при этом каждый слой катализатора расположен в заполненном жидкостью реакторе и содержит катализатор, имеющий объем, причем объем катализатора увеличивается в каждом последующем слое; трехфазная зона гидрообработки содержит слой катализатора с одним проходом жидкости, расположенный в реакторе с орошаемым слоем, при этом каждый слой катализатора с одним проходом жидкости находится вне любого рециркуляционного потока жидкости;
(b) приведение в контакт углеводородного сырья с (i) разбавителем и (ii) водородом для получения смеси углеводородное сырье/разбавитель/водород перед двухфазной зоной гидрообработки, при этом водород растворяется в смеси для получения жидкого сырья;
(c) приведение в контакт жидкого сырья с первым катализатором в первом слое катализатора двухфазной зоны гидрообработки для получения эффлюента продукта;
(d) приведение в контакт эффлюента продукта с предыдущего слоя катализатора с текущим катализатором на текущем слое катализатора первой двухфазной зоны гидрообработки, при этом предыдущий слой катализатора расположен непосредственно перед текущим слоем катализатора и в жидкостном сообщении с ним для получения текущего эффлюент продукта, так что когда предыдущий слой катализатора является первым слоем катализатора, эффлюент продукта с предыдущего слоя катализатора является эффлюентом продукта с первого слоя катализатора, полученным на этапе (c);
(e) повторное использование части текущего эффлюента продукта с конечного слоя катализатора двухфазной зоны гидрообработки в качестве рециркуляции жидкости для использования в разбавителе на этапе (b) при коэффициенте рециркуляции от приблизительно 0,1 до приблизительно 10, предпочтительно от приблизительно 0,5 до приблизительно 6, более предпочтительно от приблизительно 1 до приблизительно 3, при этом конечный слой катализатора содержит конечный катализатор и является текущим слоем катализатора, не имеющим последующего (ниже по схеме процесса) слоя катализатора в первой двухфазной зоне гидрообработки;
(f) приведение в контакт водорода и остальной части текущего эффлюента продукта с конечного слоя катализатора первой двухфазной зоны гидрообработки с одним или несколькими катализаторами в одном или нескольких слоях катализатора с одним проходом жидкости, при этом каждый слой катализатора с одним проходом жидкости на этом этапе (f) располагают в (i) заполненном жидкостью реакторе во второй двухфазной зоне гидрообработки или (ii) реакторе с орошаемым слоем в трехфазной зоне гидрообработки для получения эффлюента продукта,
при условии что когда остальную часть текущего эффлюента продукта приводят в контакт с катализатором в слое катализатора с одним проходом жидкости, расположенном в заполненном жидкостью реакторе, присутствует дополнительный этап, включающий:
(f') приведение в контакт эффлюента продукта со слоя катализатора с одним проходом жидкости, расположенного в заполненном жидкостью реакторе и водородсодержащего газа, с катализатором в слое катализатора с одним проходом жидкости, расположенном в реакторе с орошаемым слоем в трехфазной зоне гидрообработки;
и дополнительно, при условии того, что когда слой катализатора с одним проходом жидкости расположен в реакторе с орошаемым слоем, водород подают в качестве водородсодержащего газа, при этом по меньшей мере часть водородсодержащего газа представляет собой поток циркуляционного газа, богатого водородом, и при этом водородсодержащий газ добавляют в количестве, достаточном для поддержания непрерывной газообразной фазы в реакторе с орошаемым слоем, и эффлюент продукта представляет собой эффлюент продукта орошаемого слоя; и
(g) направление эффлюента продукта орошаемого слоя в сепаратор для получения потока циркуляционного газа, богатого водородом, для использования на этапе (f) и жидкого продукта.
Факультативно способ согласно настоящему изобретению дополнительно включает повторение этапа (d) один или несколько раз. Например, этап (d) выполняют от одного до девяти раз (то есть, этап (d) повторяют от нуля до девяти раз), так что первая двухфазная зона гидрообработки в общем имеет от двух до десяти слоев. Если этап (d) повторяют один раз, эта двухфазная зона гидрообработки содержит три слоя катализатора: первый слой катализатора, второй слой катализатора и конечный слой катализатора. Соответственно, второй и конечный слои катализатора являются “текущими слоями катализатора” на этапе (d). В последовательности слоев катализатора каждый слой катализатора, идущий за первым слоем катализатора, то есть каждый слой катализатора после первого слоя катализатора, является текущим слоем катализатора на этапе (d).
В одном варианте способа согласно этому изобретению этап (d) не повторяется, и первая двухфазная зона гидрообработки содержит только два слоя катализатора - первый слой катализатора и конечный слой катализатора.
Как изложено здесь, слои катализатора расположены в последовательности. Таким образом, первый слой катализатора не имеет предыдущего слоя катализатора (перед первым слоем катализатора нет слоя катализатора) и конечный слой катализатора не имеет последующего слоя катализатора (после конечного слоя катализатора нет слоя катализатора). Таким образом, первая двухфазная зона гидрообработки содержит по меньшей мере первый слой катализатора и конечный слой катализатора или по меньшей мере один предыдущий слой катализатора и по меньшей мере один последующий слой катализатора.
Трехфазная зона гидрообработки содержит слой катализатора с одним проходом жидкости, расположенный в реакторе с орошаемым слоем. Здесь предполагается, что трехфазная зона гидрообработки может содержать два или более слоя катализатора с одним проходом жидкости, расположенные в одном или нескольких реакторах с орошаемым слоем. Например, эта зона может состоять из одного слоя катализатора с одним проходом жидкости, расположенного в реакторе с орошаемым слоем. Эта зона может содержать два или более слоя катализатора с одним проходом жидкости, расположенные в одном или нескольких реакторах с орошаемым слоем, при этом два или более отдельных слоев могут быть расположены в одном колонном реакторе с орошаемым слоем или отдельные слои могут быть расположены в отдельных реакторах с орошаемым слоем.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКОГО МАТЕРИАЛА
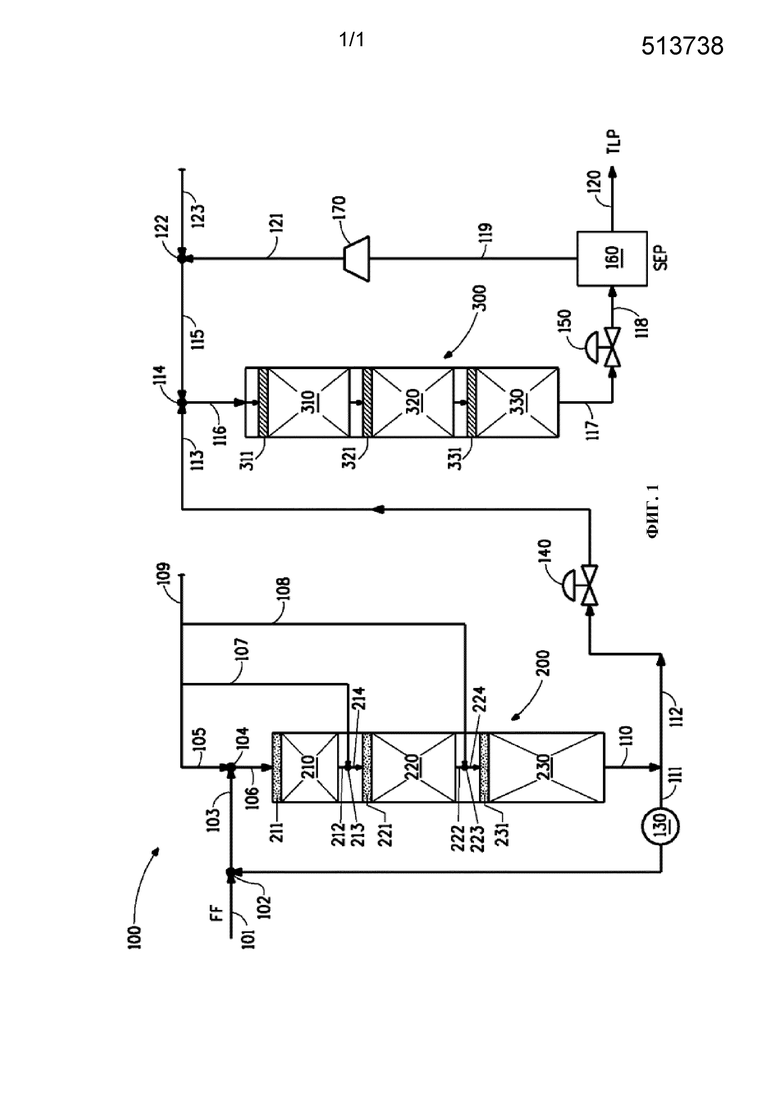
На фиг. 1 изображена блок-схема, отображающая один вариант осуществления способа согласно этому изобретению для предварительной обработки углеводородного сырья в двухфазной зоне гидрообработки перед гидрообработкой предварительно обработанного сырья в трехфазной зоне гидрообработки.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение обеспечивает способ гидрообработки углеводородного сырья. Способ обеспечивает высокую общую конверсию относительно удаления серы и азота, снижение плотности и повышение цетанового числа. Применяя способ согласно этому изобретению, содержание серы типичного углеводородного сырья, которое может превышать 10000 число частей на миллион по весу (wppm), можно снизить, например, до 7 wppm или 8 wppm, что удовлетворяет нормам Euro V (<10 wppm) для ультрамалосернистого дизельного топлива (ULSD).
В способе согласно настоящему изобретению первая двухфазная зона гидрообработки содержит по меньшей мере два слоя катализатора. Под “двухфазной зоной гидрообработки” здесь подразумевают, что катализатор, добавляемый в процесс, пребывает в твердой фазе, а реагенты (сырье, водород), а также разбавитель и эффлюенты продукта пребывают в жидкой фазе. Каждый реактор двухфазной зоны гидрообработки работает как заполненный жидкостью реактор, в котором водород растворяют в жидкой фазе, и реактор по существу свободен от газообразной фазы.
Верхний предел числа слоев в первой двухфазной зоне гидрообработки может быть основан на практических причинах, таких как управление стоимостью и сложностью в этой зоне гидрообработки. В этой двухфазной зоне гидрообработки используются два или более слоев катализаторов, например, от двух до десяти слоев (повторять этап (d) от нуля до восьми раз) или от двух до четырех слоев (повторять этап (d) от нуля до двух раз). Для каждого последующего слоя в этой зоне объем катализатора увеличивается.
Два слоя катализатора могут присутствовать в первой двухфазной зоне гидрообработки согласно настоящему изобретению. Объем катализатора первого слоя катализатора меньше объема катализатора второго слоя катализатора. Первый эффлюент продукта с первого слоя катализатора направляют на второй слой катализатора, который является конечным слоем катализатора. Часть эффлюента продукта с конечного слоя катализатора подают обратно в качестве рециркуляции жидкости для использования в разбавителе.
Если в первой двухфазной зоне гидрообработки присутствует более чем два слоя, этап (d) повторяют один или несколько раз. Термин “текущий слой катализатора” используется здесь в значении отдельного слоя катализатора, в котором проводят этап (d) приведения в контакт. В данном описании текущий слой катализатора следует (находится за) за первым слоем катализатора, и, таким образом, каждый “текущий слой катализатора” имеет по меньшей мере один предыдущий слой катализатора. Если текущий слой катализатора является вторым слоем катализатора в последовательности, первый слой катализатора является непосредственно предыдущим слоем катализатора.
Специалист в данной области поймет связь между первым слоем катализатора, не имеющим предыдущего (выше по схеме процесса) слоя катализатора, текущим слоем катализатора, который имеет по меньшей мере один предыдущий слой катализатора, и конечным слоем катализатора, который не имеет последующего (ниже по схеме процесса) слоя катализатора и является текущим слоем катализатора на этапе (d).
Предпочтительно каждый слой катализатора первой двухфазной зоны гидрообработки потребляет приблизительно одинаковое количество (по объему) водорода. Отношение объема первого катализатора (катализатора в первом слое катализатора) к объему конечного катализатора (катализатора в конечном слое катализатора) в первой двухфазной зоне гидрообработки предпочтительно находится в диапазоне от приблизительно 1:1,1 до приблизительно 1:20, предпочтительно от 1:1,1 до 10. В предпочтительном варианте осуществления объем катализатора распределяется среди слоев катализатора этой зоны гидрообработки таким образом, что потребление водорода для каждого слоя катализатора является по существу равным. Под “по существу равным” здесь подразумевается то, что по существу одинаковое количество водорода потребляется в каждом слое катализатора, в диапазоне ±10% по объему водорода. Специалист в области гидрообработки сможет определить распределение объема катализатора для достижения желаемого потребления водорода в этих слоях катализатора.
Слои катализатора в первой двухфазной зоне гидрообработки настоящего изобретения могут быть расположены в одном колонном реакторе, имеющем несколько отдельных слоев, при условии что слои являются несовпадающими и разделенными. Альтернативно, могут использоваться несколько реакторов, имеющих один или несколько слоев в каждом отдельном реакторе.
В первой двухфазной зоне гидрообработки свежий водород добавляют в смесь жидкое сырье/разбавитель/водород перед первым слоем катализатора и предпочтительно в эффлюент продукта с предыдущего слоя катализатора перед приведением в контакт эффлюента с текущим слоем катализатора. Под “свежим водородом” здесь подразумевают, что водород не получают из рециркуляционного потока. Свежий водород растворяют в смеси или эффлюенте продукта перед приведением в контакт смеси, которая является жидким сырьем или эффлюентом продукта, с катализатором в слое катализатора.
В способе согласно этому изобретению углеводородное сырье приводят в контакт с разбавителем и газообразным водородом перед первым слоем катализатора первой двухфазной зоны гидрообработки. Углеводородное сырье могут сначала приводить в контакт с водородом, а затем с разбавителем или предпочтительно сначала с разбавителем, а затем с водородом для обеспечения смеси сырье/разбавитель/водород, которая является жидким сырьем. Жидкое сырье приводят в контакт с первым катализатором в первом слое катализатора для получения первого эффлюента продукта.
Углеводородное сырье может представлять собой любой углеводородный состав, содержащий нежелательное количество загрязняющих веществ (серы, азота, металлов) и/или ароматических соединений. Углеводородное сырье может иметь вязкость по меньшей мере 0,5 сП, плотность по меньшей мере 750 кг/м3 при температуре 15,6°C (60°F) и конечную температуру кипения в диапазоне от приблизительно 350°C (660°F) до приблизительно 700°C (1300°F). Углеводородное сырье может быть минеральным топливом, синтетическим топливом, нефтяными фракциями, или комбинациями из двух или более из них. Нефтяные фракции могут быть сгруппированы в три основных категории, такие как (a) легкие дистилляты, такие как сжиженный нефтяной газ (LPG), газолин, лигроин; (b) средние дистилляты, такие как, керосин, дизельное топливо; и (c) тяжелые дистилляты и остаток, такой как тяжелое нефтяное топливо, смазочные масла, парафин, битум. Эти классификации основаны на основных способах для перегонки сырой нефти и разделения на фракции (дистилляты).
Предпочтительное углеводородное сырье выбирают из группы, состоящей из топлива для ракетных двигателей, керосина, прямогонного дизельного топлива, легкого рециклового газойля, легкого рециклового газойля коксования, газойля, тяжелого рециклового газойля, тяжелого газойля коксования, тяжелого газойля, кубовых остатков перегонки нефти, деасфальтизированного масла, парафинов, горюче-смазочных материалов и их комбинаций из двух или более компонентов.
Другим предпочтительным углеводородным сырьем является среднедистиллятная смесь, которая является смесью из двух или более средних дистиллятов, например, прямогонного дизельного топлива и легкого рециклового газойля. Под “средними дистиллятами” подразумевают совокупную нефтяную дистиллятную фракцию, кипящую над лигроином (точка кипения выше приблизительно 300°F или 149°C) и ниже нефтяного остатка (точка кипения выше приблизительно 800°F или 427°C). Средние дистилляты могут продаваться как керосин, топливо для ракетных двигателей, дизельное топливо и мазуты (печное топливо).
Предпочтительно в первой двухфазной зоне гидрообработки эффлюент продукта с предыдущего слоя катализатора приводят в контакт со свежим водородом перед приведением в контакт эффлюента продукта с катализатором в текущем слое катализатора. Таким образом, водород предпочтительно добавляют между слоями для увеличения содержания водорода в эффлюенте продукта и, таким образом, получения жидкости эффлюент продукта/водород. Водород могут смешивать и/или расширять с эффлюентом продукта для получения жидкости эффлюент продукта/водород.
Двухфазная зона гидрообработки является заполненной жидкостью реакционной зоной, по существу не имеющей водорода в газообразной фазе. Под “по существу не имеющая водорода в газообразной фазе” подразумевается то, что не более 5%, предпочтительно не более 1% и предпочтительно 0% водорода присутствует в газообразной фазе. Излишний газообразный водород могут удалять из жидкого сырья или жидкости эффлюент продукта/водород перед подачей на слой катализатора для поддержания процесса в форме полностью заполненного жидкостью процесса.
Разбавитель, используемый в этом изобретении, обычно содержит, по существу состоит из, или состоит из рециркуляционного потока эффлюента продукта с конечного слоя катализатора в двухфазной зоне гидрообработки. Рециркуляционный поток представляет собой рециркуляцию жидкости и является частью эффлюента продукта с конечного слоя катализатора, который подают обратно и соединяют с углеводородным сырьем перед или после приведения в контакт углеводородного сырья с водородом. Предпочтительно углеводородное сырье приводят в контакт с разбавителем перед приведением в контакт углеводородного сырья с водородом.
Дополнительно к рециркулируемому эффлюенту продукта разбавитель может дополнительно содержать любую органическую жидкость, которая совместима с углеводородным сырьем и катализаторами. Если разбавитель содержит органическую жидкость, предпочтительно, чтобы органическая жидкость являлась жидкостью, в которой водород обладает сравнительно высокой растворимостью. Разбавитель может содержать органическую жидкость, выбранную из группы, состоящей из легких углеводородов, легких дистиллятов, лигроина, дизельного топлива и комбинаций из двух или более из них. Более конкретно, органическую жидкость выбирают из группы, состоящей из пропана, бутана, пентана, гексана или их комбинаций.
Разбавитель обычно представлен в количестве, не большем чем 90%, на основании общего веса сырья и разбавителя, предпочтительно 20-85% и более предпочтительно 50-80%. Предпочтительно разбавитель состоит из потока рециркулируемого продукта, который содержит растворенные легкие углеводороды, например пропан, бутан, пентан, гексан или комбинации из двух или более из них.
Часть эффлюента продукта с конечного слоя катализатора первой двухфазной зоны гидрообработки подается обратно в качестве рециркуляционного потока для использования в разбавителе при коэффициенте рециркуляции от приблизительно 0,1 до приблизительно 10, предпочтительно от приблизительно 0,5 до приблизительно 6, более предпочтительно от приблизительно 1 до приблизительно 3. Коэффициенты рециркуляции коррелируют с количеством добавленного разбавителя (процент по весу сырья и разбавителя), изложенного выше. Рециркуляционный поток объединяют со свежим углеводородным сырьем без отделения аммиака и сероводорода и остающегося водорода из конечного эффлюента продукта.
Комбинация углеводородного сырья и разбавителя допускает растворение всего водорода в жидкой фазе, без необходимости водорода в газовой фазе в двухфазной зоне гидрообработки. То есть как первая, так и факультативная вторая двухфазная зона гидрообработки функционируют как заполненные жидкостью процессы. Под “заполненным жидкостью процессом” здесь следует понимать, что водород по существу растворен в жидкости, т.е. по существу водород без газообразной фазы.
Первая двухфазная зона гидрообработки находится в последовательности с и в жидкостном сообщении с трехфазной зоной гидрообработки. Факультативно, жидкостное сообщение между первой двухфазной зоной гидрообработки прерывается второй двухфазной зоной гидрообработки. Факультативная вторая двухфазная зона гидрообработки следует за (находится ниже по схеме процесса) первой двухфазной зоной гидрообработки и пребывает в жидкостном сообщении с ней, а также находится перед (находится выше по схеме процесса) трехфазной зоной гидрообработки и пребывает в жидкостном сообщении с ней, как описано выше.
Водород и остальную часть текущего эффлюента продукта с конечного слоя катализатора первой двухфазной зоны гидрообработки приводят в контакт с одним или несколькими катализаторами в одном или нескольких слоях катализатора с одним проходом жидкости, при этом каждый слой катализатора с одним проходом жидкости на этом этапе располагают в (i) заполненном жидкостью реакторе во второй двухфазной зоне гидрообработки или в (ii) реакторе с орошаемым слоем в трехфазной зоне гидрообработки для получения эффлюента продукта, Под “слоем катализатора с одним проходом жидкости” подразумевается, что рециркуляция жидкой фазы эффлюента продукта со слоя катализатора с одним проходом жидкости на предыдущий (расположенный выше по схеме процесса) слой катализатора отсутствует.
В первом варианте осуществления слой катализатора с одним проходом жидкости расположен в реакторе с орошаемым слоем и эффлюент продукта является эффлюентом продукта орошаемого слоя. В данном варианте осуществления трехфазная зона гидрообработки содержит слой катализатора с одним проходом жидкости. В дальнейшем водород подают как водородсодержащий газ, при этом по меньшей мере часть водородсодержащего газа представляет собой поток циркуляционного газа, богатого водородом, впоследствии получаемого после отделения жидкого продукта от эффлюента продукта орошаемого слоя. Водородсодержащий газ добавляют в количестве, достаточном для поддержания непрерывной газообразной фазы в реакторе с орошаемым слоем.
Термин “реактор с орошаемым слоем” здесь следует понимать как реактор, в котором потоки как жидкости, так и газа проходят через слой насадки из твердых частиц катализатора, а газообразная фаза является непрерывной фазой.
Употребление выражения “слой катализатора с одним проходом жидкости” здесь следует понимать так, что могут быть использованы один или несколько слоев катализатора с одним проходом жидкости, при условии что слои находятся в последовательности и в жидкостном сообщении, так что для текущего слоя эффлюент предыдущего слоя приводят в контакт с катализатором в текущем слое. Таким образом, здесь рассматриваются два или более слоев катализатора с одним проходом жидкости, расположенные в реакторе с орошаемым слоем. В процессе отсутствует рециркуляция жидкой составляющей эффлюента со слоя на предыдущий (расположенный выше по схеме процесса) слой в процессе.
Если трехфазная зона гидрообработки содержит более чем один слой катализатора с одним проходом жидкости, слои могут быть расположены в одном колонном реакторе, если слои являются несовпадающими и раздельными. Альтернативно, могут использоваться несколько реакторов с орошаемым слоем, имеющих один или несколько слоев катализатора с одним проходом в каждом отдельном реакторе.
В условии что если трехфазная зона гидрообработки содержит более одного слоя катализатора с одним проходом жидкости, слои расположены в последовательности, подобно слоям в первой двухфазной зоне гидрообработки. В реакторе с орошаемым слоем присутствует по меньшей мере первый слой катализатора с одним проходом жидкости и конечный слой катализатора с одним проходом жидкости. Этот первый слой катализатора с одним проходом жидкости не имеет предыдущего (расположенного выше по схеме процесса) слоя катализатора с одним проходом жидкости, и конечный слой катализатора с одним проходом жидкости не имеет последующего (расположенного ниже по схеме процесса) слоя катализатора с одним проходом жидкости, при этом каждый из слоев расположен в реакторе с орошаемым слоем. Эффлюент продукта орошаемого слоя является эффлюентом с конечного слоя катализатора с одним проходом жидкости в трехфазной зоне гидрообработки.
Во втором варианте осуществления слой катализатора с одним проходом жидкости расположен в заполненном жидкостью реакторе во второй двухфазной зоне гидрообработки после первой двухфазной зоны гидрообработки и перед трехфазной зоной гидрообработки. Предпочтительно объем катализатора в слое катализатора с одним проходом жидкости в заполненном жидкостью реакторе во второй двухфазной зоне гидрообработки меньше объема катализатора в конечном слое катализатора предыдущей двухфазной зоны гидрообработки.
В этом втором варианте осуществления способ дополнительно включает приведение в контакт водородсодержащего газа и эффлюента продукта со слоя катализатора с одним проходом жидкости, расположенного в заполненном жидкостью реакторе, с катализатором в слое катализатора с одним проходом жидкости, расположенным в реакторе с орошаемым слоем в трехфазной зоне гидрообработки, для получения эффлюента продукта орошаемого слоя, при этом по меньшей мере часть водородсодержащего газа является потоком циркуляционного газа, богатого водородом, и при этом водородсодержащий газ добавляют в количестве, достаточном для поддержания непрерывной газообразной фазы в реакторе с орошаемым слоем. Этот последний этап выполняют, как изложено выше в отношении первого варианта осуществления.
Предпочтительно как в первом, так и во втором варианте осуществления, как описано выше, остальную часть текущего эффлюента продукта с конечного слоя катализатора двухфазной зоны гидрообработки смешивают с водородсодержащим газом перед приведением в контакт с катализатором в слое катализатора с одним проходом жидкости для получения жидкого сырья или комбинированного сырья жидкость/газ в зависимости от того, слой катализатора расположен в заполненном жидкостью реакторе или слой катализатора расположен в реакторе с орошаемым слоем соответственно. После этого этапа смешивания результирующее комбинированное сырье направляют на слой катализатора с одним проходом жидкости для получения эффлюента продукта.
Каждый реактор зон гидрообработки представляет собой реактор с неподвижным слоем и может иметь трубчатую конструкцию, содержащую насадку из твердого катализатора (т.е. реактор со слоем насадки).
Водород подают отдельно в двухфазную и трехфазную зоны гидрообработки. Общее количество водорода, подаваемое в двухфазную зону гидрообработки, составляет от приблизительно 17,81 л/л (100 ст.куб.фт./барр.н.) до приблизительно 445,25 л/л (2500 ст.куб.фт./барр.н.), и общее количество водорода, подаваемого в трехфазную зону гидрообработки, составляет от приблизительно 89,05 л/л (500 ст.куб.фт./барр.н.) до приблизительно 890,5 л/л (5000 ст.куб.фт./барр.н.).
Любой слой катализатора в первой двухфазной зоне гидрообработки, второй двухфазной зоне гидрообработки или трехфазной зоне гидрообработки может иметь зону распределения, расположенную выше и прикрепленную к каждому слою катализатора. Сырье (жидкость или комбинированное жидкость/газ) могут вводить в зону распределения выше слоя катализатора, перед приведением в контакт жидкого сырья с катализатором. Эффлюент продукта с предыдущего слоя катализатора могут вводить в зону распределения выше текущего слоя катализатора.
В двухфазных зонах гидрообработки зона распределения может способствовать растворению добавляемого газообразного водорода между слоями катализаторов в эффлюенте продукта с предыдущего слоя катализатора. Дополнительно зона распределения может способствовать распределению жидкого сырья или жидкости эффлюент продукта/водород по слою катализатора.
В трехфазной зоне гидрообработки зона распределения, расположенная выше и прикрепленная к каждому слою катализатора, может способствовать распределению жидкости и газа, подаваемого на слой, по катализатору.
Зона распределения может быть столь же простой, как распределение инертного материала над слоем, такого как стеклянные гранулы, как показано в примерах.
Поток жидкости через первую или вторую двухфазную зону гидрообработки может быть в режиме нисходящего потока. Альтернативно, поток жидкости через первую или вторую двухфазную зону гидрообработки может быть в режиме восходящего потока.
Поток как газа, так и жидкости через трехфазную зону гидрообработки может быть в режиме нисходящего потока. Альтернативно, поток как газа, так и жидкости через трехфазную зону гидрообработки может быть в режиме восходящего потока. В другом альтернативном варианте поток газа может быть направлен встречно потоку жидкости через трехфазную зону гидрообработки. В последнем альтернативном варианте поток газа может быть восходящим или нисходящим, предпочтительно восходящим.
На этапе (g) способа согласно этому изобретению эффлюент продукта орошаемого слоя с конечного слоя катализатора с одним проходом жидкости трехфазной зоны гидрообработки направляют в сепаратор для получения потока циркуляционного газа, богатого водородом, и жидкого продукта. Жидкий продукт здесь называют итоговым жидким продуктом (TLP). Жидкий продукт может подходить для ряда применений, в том числе в качестве компонента чистых топлив, имеющих низкое содержание серы и азота, а также высокое цетановое число.
Способ согласно этому изобретению выполняют при повышенных температурах и давлениях. Каждый слой катализатора двухфазных зон гидрообработки имеет температуру от приблизительно 200°C до приблизительно 450°C, предпочтительно от приблизительно 250°C до приблизительно 400°C, более предпочтительно от приблизительно 340°C до приблизительно 390°C, и скорость подачи углеводородов для обеспечения часовой объемной скорости жидкости от приблизительно 0,1 до приблизительно 10 ч-1, предпочтительно приблизительно 0,4 до приблизительно 8,0 ч-1, более предпочтительно приблизительно 0,4 до приблизительно 6,0 ч-1. Каждый слой катализатора двухфазных зон гидрообработки имеет давление от приблизительно 3,45 МПа (34,5 бар) до приблизительно 17,3 МПа (173 бар).
Каждый слой катализатора трехфазной зоны гидрообработки имеет температуру от приблизительно 200°C до приблизительно 450°C, предпочтительно от приблизительно 250°C до приблизительно 400°C, более предпочтительно от приблизительно 340°C до приблизительно 390°C. Каждый слой катализатора трехфазной зоны гидрообработки имеет давление от приблизительно 2,1 МПа (21 бар) до приблизительно 17,3 МПа (173 бар).
Предпочтительно двухфазные зоны гидрообработки работают при таком же или немного большем давлении, чем давление трехфазной зоны гидрообработки. Небольшая разность давлений между двухфазными и трехфазными зонами гидрообработки, с более высоким давлением в двухфазных зонах, является полезной по некоторым причинам, например для того, чтобы согласовать перепад давления через двухфазные зоны.
Каждый слой катализатора согласно этому изобретению содержит катализатор, который является катализатором гидроочистки или катализатором гидрокрекинга. Под “гидроочисткой” здесь следует понимать способ, в котором углеводородное сырье вступает в реакцию с водородом для удаления гетероатомов, таких как сера, азот, кислород, металлы и их комбинации, или для гидрогенизации олефинов и/или ароматических соединений в присутствии катализатора гидроочистки. Под “гидрокрекингом” здесь следует понимать способ, в котором углеводородное сырье вступает в реакцию с водородом для разрушения углерод-углеродных связей для образования углеводородов с более низкой средней точкой кипения и более низким средним молекулярным весом, чем начальная средняя точка кипения и средний молекулярный вес, в присутствии катализатора гидрокрекинга.
В одном варианте осуществления по меньшей мере один катализатор двухфазной зоны гидрообработки является катализатором гидроочистки. В другом варианте осуществления по меньшей мере один катализатор двухфазной зоны гидрообработки является катализатором гидрокрекинга.
В одном варианте осуществления по меньшей мере один катализатор трехфазной зоны гидрообработки является катализатором гидроочистки. В другом варианте осуществления по меньшей мере один катализатор трехфазной зоны гидрообработки является катализатором гидрокрекинга.
Катализатор гидроочистки содержит металлическую и оксидную подложку. Металл представляет собой неблагородный металл, выбранный из группы, состоящей из никеля, кобальта и их комбинаций, предпочтительно скомбинированных с молибденом и/или вольфрамом. Подложка катализатора гидроочистки является моно- или смешанным оксидом металла, предпочтительно выбранным из группы, состоящей из оксида алюминия, оксида кремния, оксида титана, диоксида циркония, кизельгура, алюмосиликата и комбинаций из двух или более из них.
Катализатор гидрокрекинга также содержит металлическую и оксидную подложку. Металл также представляет собой неблагородный металл, выбранный из группы, состоящей из никеля, кобальта и их комбинаций, предпочтительно скомбинированных с молибденом и/или вольфрамом. Подложка катализатора гидрокрекинга представляет собой цеолит, аморфный диоксид кремния или их комбинацию.
Предпочтительно катализаторы для использования как в двухфазных, так и в трехфазных зонах гидрообработки согласно настоящему изобретению содержат комбинацию металлов, выбранных из группы, состоящей из никель-молибдена (NiMo), кобальт-молибдена (CoMo), никель-вольфрама (NiW) и кобальт-вольфрама (CoW) и их комбинаций.
Катализаторы для применения в настоящем изобретении могут дополнительно содержать другие материалы, содержащие углерод, такие как активированный уголь, графит, углеродные нанотрубки для волокна, а также карбонат кальция, силикат кальция и сульфат бария.
Катализаторы для применения в настоящем изобретении включают известные доступные в продаже катализаторы гидрообработки. Хотя металлы и подложки могут быть подобными или одинаковыми, производители катализаторов имеют знания и опыт для получения составов или для катализаторов гидроочистки, или для катализаторов гидрокрекинга.
В объеме настоящего изобретения существует вариант применения более одного типа катализатора гидрообработки в двухфазной зоне гидрообработки и/или в трехфазной зоне гидрообработки.
Предпочтительно катализатор выполнен в виде частиц, более предпочтительно профилированных частиц. Под “профилированными частицами” следует понимать, что катализатор выполнен в форме экструдата. Экструдаты включают цилиндры, гранулы или сферы. Цилиндрические формы могут иметь полые внутренние части с одним или несколькими усиливающими ребрами. Могут быть использованы катализаторы трехлопастной формы, катализаторы в форме клеверного листа, катализаторы в виде трубок прямоугольной и треугольной формы, катализаторы в форме креста и буквы C. Предпочтительно профилированная частица катализатора имеет диаметр от приблизительно 0,25 до приблизительно 13 мм (от приблизительно 0,01 до приблизительно 0,5 дюйма), если используют реактор с псевдоожиженным слоем. Более предпочтительно частица катализатора имеет диаметр от приблизительно 0,79 до приблизительно 6,4 мм (от приблизительно 1/32 до приблизительно 1/4 дюйма). Такие катализаторы доступны в продаже.
Катализаторы могут быть сульфидированы посредством приведения в контакт катализатора с содержащим серу соединением при повышенной температуре. Подходящее содержащее серу соединение включает тиолы, сульфиды, дисульфиды, H2S или комбинации из двух или более из них. Под “повышенной температурой” подразумевают больше 230°C (450°F) до 340°C (650°F). Катализатор могут сульфидировать перед использованием (“предварительное сульфидирование”) или во время способа.
Катализатор могут предварительно сульфидировать ex situ или in situ. Катализатор предварительно сульфидируют ex situ посредством приведения в контакт катализатора с содержащим серу соединением снаружи слоя катализатора - то есть снаружи установки для гидрообработки, содержащей двухфазные и трехфазные зоны гидрообработки. Катализатор предварительно сульфидируют in situ посредством приведения в контакт катализатора с содержащим серу соединением в слое катализатора (т.е. в установке для гидрообработки, содержащей двухфазные и трехфазные зоны гидрообработки). Предпочтительно катализаторы двухфазных и трехфазных зон гидрообработки являются предварительно сульфидированными in situ.
Катализатор могут сульфидировать во время процесса посредством периодического приведения в контакт сырья или разбавителя с содержащим серу соединением перед приведением в контакт жидкого сырья с первым катализатором.
В способе согласно этому изобретению органический азот и органическую серу преобразуют в аммиак и сероводород соответственно на одном или нескольких этапах (c), (d) и (f) приведения в контакт способа согласно настоящему изобретению. Следует отметить, что перед подачей эффлюента продукта на текущий слой в двухфазной зоне гидрообработки отделение аммиака, сероводорода и остающегося водорода от любого эффлюента продукта с предыдущего слоя отсутствует. Аммиак и сероводород, полученный на этапах способа, растворяют в эффлюенте продукта. Как ни странно, несмотря на присутствие аммиака и сероводорода, на эффективность катализатора как в двухфазных, так и в трехфазных зонах гидрообработки это особенно не влияет.
Способ согласно настоящему изобретению сочетает преимущества двух разных способов гидрообработки: двухфазного способа гидрообработки, основанного на заполненных жидкостью реакторах, и трехфазного способа гидрообработки, основанного на реакторах с орошаемым слоем. Двухфазная зона (зоны) гидрообработки, которая расположена (расположены) перед трехфазной зоной гидрообработки, обеспечивает преимущества, заключающиеся в меньшем размере заполненных жидкостью реакторов, и избегает рециркуляции газообразного водорода. Трехфазный способ, который осуществляют с использованием одного или нескольких слоев катализатора с одним проходом жидкости в одном или нескольких реакторах с орошаемым слоем, обеспечивает преимущество, заключающееся в преобразовании серы в кинетически ограниченной области в отличии от ограниченной области массопереноса, как будет понятно специалисту в данной области техники. Под “кинетически ограниченной областью” здесь подразумевается область, где концентрация органической серы низкая (например, приблизительно 10-100 wppm, после конверсии из двухфазной зоны (зон)). При таких низких концентрациях серы скорость реакции конверсии органической серы уменьшается, то есть кинетически ограничивается, но несмотря на это, при работе в соответствии со способом согласно этому изобретению, достигается конверсия серы до желаемых уровней. Такую конверсию трудно получить иным способом при применении или только заполненного жидкостью реактора, или только реактора с орошаемым слоем.
Таким образом, настоящее изобретение обеспечивает улучшенный способ гидрообработки углеводородного сырья с применением первой двухфазной зоны гидрообработки или первой и второй двухфазных зон гидрообработки для предварительной обработки углеводородного сырья перед трехфазной зоной гидрообработки. Способ согласно настоящему изобретению создает синергизм для конверсии серы и азота, которая не была достигнута или одной зоной гидрообработки, или в известных комбинациях. В результате согласно этому изобретению содержание серы в углеводородном сырье может быть снижено от более чем 10000, например, до 7 wppm или 8 wppm, таким образом удовлетворяя нормам Euro V (<10 wppm) для ультрамалосернистого дизельного топлива (ULSD). Преимущественно даже очень “жесткие соединения серы”, например, алкилзамещенные дибензотиофены, могут быть удалены из углеводородного сырья с применением способа согласно этому изобретению.
ПОДРОБНОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
На фиг. 1 представлена блок-схема технологического процесса, соответствующего одному варианту осуществления способа гидрообработки согласно данному изобретению. Определенные детальные элементы способа, такие как насосы, компрессоры, сепарационное оборудование, сырьевые резервуары, теплообменники, емкости для полученного продукта и другое вспомогательное оборудование согласно способу, не показаны ради упрощения и с целью демонстрации основных элементов способа. Такие вспомогательные элементы будут понятны специалистам в данной области техники. Также понятно, что такое вспомогательное и второстепенное оборудование может быть легко спроектировано и применено специалистами в данной области техники без каких-либо трудностей или лишних экспериментов или изобретения.
На фиг. 1 изображена объединенная приведенная в качестве примера установка 100 для гидрообработки. Свежее углеводородное сырье (FF = свежее сырье) 101, такое как средний дистиллят, сочетается с рециркуляционным потоком 111 для использования в качестве разбавителя эффлюента 110 продукта с конечного слоя катализатора 230 через насос 130 в точке 102 смешивания для обеспечения смеси 103 углеводородное сырье/разбавитель. Газообразный водород 105 смешивается со смесью 103 углеводородное сырье/разбавитель в точке 104 смешивания для обеспечения смеси 106 углеводородное сырье/разбавитель/водород. Смесь 106 углеводородное сырье/разбавитель/водород течет через зону 211 распределения на первый слой 210 катализатора.
Основная головка 109 подачи водорода является источником свежего водорода для всех слоев 210, 220 и 230 катализатора в двухфазной зоне гидрообработки. Слои 210, 220 и 230 катализатора расположены в одном двухфазном колонном реакторе 200.
Первый эффлюент 212 продукта с первого слоя 210 катализатора смешивается со свежим газообразным водородом 107 в точке 213 смешивания для обеспечения второго сырья 214, которое течет через зону 221 распределения на второй слой 220 катализатора.
Второй эффлюент 222 продукта со второго слоя 220 катализатора смешивается со свежим газообразным водородом 108 в точке 223 смешивания для обеспечения конечного сырья 224, которое течет через зону 231 распределения на третий слой 230 катализатора.
Конечный эффлюент 110 продукта c конечного слоя 230 катализатора разделяется. Часть конечного эффлюента 110 продукта возвращается на первый слой 210 катализатора как рециркуляционный поток 111 через насос 130 в точку 102 смешивания. Соотношение рециркуляционного потока 111 к углеводородному сырью 101 составляет от 0,1 до 10 (коэффициент рециркуляции).
Остальная часть 112 конечного эффлюента 110 продукта с третьего слоя 230 катализатора поступает через регулирующий клапан 140 для обеспечения сырья 113 в виде эффлюента, которое смешивается с водородсодержащим газом 115 в точке 114 смешивания для обеспечения составного жидкостно-газового сырья 116, которое течет через зону 311 распределения на первый слой 310 катализатора с одним проходом жидкости и продолжает течь через зону 321 распределения на второй слой 320 катализатора с одним проходом жидкости, и продолжает течь через зону 331 распределения на конечный слой 330 катализатора с одним проходом жидкости для дальнейшей гидроочистки и/или гидрокрекинга для производства эффлюента 117 продукта орошаемого слоя. Слои 310, 320 и 330 катализатора установлены в одном трехфазном колонном реакторе 300.
Газообразный водород 123 смешивается с потоком 121 рециркуляционного газа, богатого водородом, от компрессора 170 в точке 122 смешивания для снабжения водородсодержащим газом 115. Эффлюент 117 продукта орошаемого слоя со слоя 330 катализатора течет через регулирующий клапан 150 для обеспечения эффлюента 118 восстановленного продукта под более низким давлением, который подается в сепаратор 160 (SEP) для расширения, охлаждения и разделения на итоговый жидкий продукт 120 (TLP) и поток 119 рециркуляционного газа, который течет через компрессор 170 для обеспечения потока 121 циркуляционного газа, богатого водородом. Хотя на фиг. 1 не показано, поток 121 газа, богатого водородом, охлаждается для отделения конденсата, затем очищается от H2S и NH3 и после этого смешивается с газообразным водородом 123 в точке 122 смешивания, и подается обратно в трехфазный реактор 300.
Итоговый жидкий продукт 120 может быть далее разделен на фракции (дистиллирован), например, для отделения более легкой фракции от более тяжелой фракции и для обеспечения ряда продуктов, таких как керосин, топливо для ракетных двигателей, дизельное топливо и мазутов. Такие этапы процесса разделения на фракции (дистилляции) не показаны.
Поток жидкости (сырье, разбавитель, который включает рециркуляционный поток, и водород) на фиг. 1 изображен как нисходящий поток через все слои 210, 220, 230, 310, 320 и 330 катализатора. Как изображено на фиг. 1, смесь 106 сырье/разбавитель/водород и эффлюенты продукта/сырье 212, 214, 222, 224 и 116 подаются в реакторы в режиме нисходящего потока.
Как показано на фиг. 1, размер слоев катализатора увеличивается от первого слоя 210 катализатора ко второму слою 220 катализатора и от второго слоя 220 катализатора к конечному слою 230 катализатора. Хотя масштаб не соблюден, увеличение размера предназначено для передачи увеличения объема слоя катализатора для каждого следующего слоя катализатора в двухфазной зоне гидрообработки.
ПРИМЕРЫ
Аналитические способы и термины
Все стандарты ASTM доступны в ASTM International, Западный Коншохокен, шт. Пенсильвания, www.astm.org.
Количества серы, азота и азотистого основания выражены в частях на миллион по весу, wppm.
Общее содержание серы было измерено с применением двух способов, а именно ASTM D4294 (2008), “Standard Test Method for Sulfur in Petroleum and Petroleum Products by Energy Dispersive X-ray Fluorescence Spectrometry,” DOI: 10.1520/D4294-08 и ASTM D7220 (2006), “Standard Test Method for Sulfur in Automotive Fuels by Polarization X-ray Fluorescence Spectrometry,” DOI: 10.1520/D7220-06.
Общее содержание азота было измерено с применением ASTM D4629 (2007), “Standard Test Method for Trace Nitrogen in Liquid Petroleum Hydrocarbons by Syringe/Inlet Oxidative Combustion and Chemiluminescence Detection,” DOI: 10.1520/D4629-07 и ASTM D5762 (2005), “Standard Test Method for Nitrogen in Petroleum and Petroleum Products by Boat-Inlet Chemiluminescence,” DOI: 10.1520/D5762-05.
Содержание ароматических соединений было определено с применением стандарта ASTM D5186-03(2009), “Standard Test Method for Determination of Aromatic Content and Polynuclear Aromatic Content of Diesel Fuels and Aviation Turbine Fuels by Supercritical Fluid Chromatography”, DOI: 10.1520/D5186-03R09.
Распределение интервала кипения было определено с применением ASTM D2887 (2008), “Standard Test Method for Boiling Range Distribution of Petroleum Fractions by Gas Chromatography,” DOI: 10.1520/D2887-08.
Плотность, удельная плотность и плотность в градусах API были измерены с применением стандарта ASTM D4052 (2009), “Standard Test Method for Density, Relative Density, and API Gravity of Liquids by Digital Density Meter,” DOI: 10.1520/D4052-09.
“Плотность в градусах API” относится к плотности согласно Американскому институту нефтепродуктов, которая является величиной того, на сколько тяжелее или легче жидкий нефтепродукт по отношению к воде. Если плотность в градусах API жидкого нефтепродукта больше 10, то он легче воды и плавает; если меньше 10, он тяжелее воды и тонет. Плотность в градусах API, таким образом, является обратной величиной относительной плотности жидкого нефтепродукта и плотности воды и применяется для сравнения относительных плотностей жидких нефтепродуктов.
Формула получения плотности в градусах АРI нефтяных жидкостей из удельного веса (SG) является следующей:
Плотность в градусах АРI=(141,5/SG)-131,5
Бромное число является величиной алифатической ненасыщенности в образцах нефтепродуктов. Бромное число было определено с применением стандарта ASTM D1159, 2007, “Standard Test Method for Bromine Numbers of Petroleum Distillates and Commercial Aliphatic Olefins by Electrometric Titration,” DOI: 10.1520/D1159-07.
Цетановый индекс применим для оценки цетанового числа (показателя свойства воспламеняемости дизельного топлива) дизельного топлива, если экспериментальный двигатель не доступен или если величина образца слишком мала, чтобы определить эту характеристику напрямую. Цетановый индекс определяется с применением стандарта ASTM D4737 (2009a), “Standard Test Method for Calculated Cetane Index by Four Variable Equation,” DOI: 10.1520/D4737-09a.
“LHSV” обозначает часовую объемную скорость жидкости, которая является объемным расходом жидкого сырья, разделенным на объем катализатора, и подана в ч−1.
Коэффициент преломления (RI) был определен с применением стандарта ASTM D1218 (2007), “Standard Test Method for Refractive Index and Refractive Dispersion of Hydrocarbon Liquids,” DOI: 10.1520/D1218-02R07.
“WABT” обозначает средневзвешенную температуру слоя.
Следующие примеры представлены для изображения специальных вариантов осуществления настоящего изобретения и не рассматриваются как каким-либо образом ограничивающие объем изобретения.
Пример 1
Образец среднедистиллятной (MD) сырьевой смеси, имеющий свойства, показанные в таблице 1, был подвержен гиброобработке в экспериментальной опытной установке, содержащей ряд из трех заполненных жидкостью реакторов (LFR, отдельно, R1, R2 и R3), за которыми следует традиционный реактор с орошаемым слоем (TBR), установленных один за другим, все последовательно. Двухфазная зона гидрообработки во всех примерах является первой двухфазной зоной гидрообработки с рециркуляцией жидкости. Образец сырья был получен смешиванием двух образцов тяжелого прямогонного дизельного топлива (HSRD), образца легкого рециклового газойля (LCO) из установки крекинга с флюидизированным катализатором (FCC) и образца LCO из установки FCC кубовых остатков, все из промышленного нефтеперерабатывающего завода.
Три заполненных жидкостью реактора были установлены последовательно с одним рециркуляционным потоком жидкости, а TBR не имел рециркуляции жидкости. Подача водорода в TBR составляла приблизительно в 5 раз большее потребляемого количества. Избыточный водород из TBR рециркулировал бы нормально вокруг промышленного TBR, но не циркулировал в этом примере 1.
Жидкое сырье, рециркуляционный поток и водород подавались в режиме восходящего потока в реакторы. Следует отметить, что промышленные реакторы обычно используют режим нисходящего потока для всего этого.
Характеристики сырья MD для примеров 1-5
Каждый LFR был сконструирован из трубок из нержавеющей стали 316L, внешний диаметр которых равен 19 мм (¾"), а длина равна 49 см (19 ¼"), с переходниками в 6 мм (¼") в диаметре на каждом конце. TBR имел длину 122 см (48"), в противном случае идентичный LFR. Оба конца реакторов были сначала закрыты металлическими экранами для предотвращения вытекания катализатора. Под металлической сеткой реакторы с обоих концов набивали слоями из 1 мм стеклянных гранул. Среднюю часть реактора заполняли требуемым объемом катализатора.
R1, R2 и R3 содержали 7 мл, 28 мл и 37 мл катализатора гидроочистки соответственно. Катализатор KF-860-1.3Q представлял собой Ni-Mo на γ-Al2O3 от Albemarle Corp., Баттон-Руж, Луизиана. KF-860 состоял из четырехлистников, диаметром 1,3 мм и длиной приблизительно 10 мм. Традиционный реактор TBR содержал 93 мл того же катализатора KF-860-1.3Q.
Каждый LFR был помещен в песчаную баню с управляемой температурой, состоящей из стальной трубы длиной 120 см (длиной 180 см для TBR), наполненной мелким песком, имеющую внешний диаметр, равный 8,9 см (3” номинал, перечень 40). Температуры мониторили на входе и на выходе каждого реактора. Температурой на входе и выходе каждого реактора управляли, используя отдельные нагревательные ленты, обернутые вокруг песчаной бани диаметром 8,9 см. Труба песчаной бани для TBR содержала три независимых нагревательных ленты.
Катализатор гидроочистки (общим объемом 72 мл для LFR и 93 мл для TBR) был загружен в реакторы и сушился всю ночь при 115°C при суммарном потоке в 400 стандартных кубических сантиметров в минуту (sccm) газообразного водорода. Реакторы разогрели до 176°C с потоком жидкости для разжигания древесного угля (CLF) через слои катализатора. CLF с введенной серой (1 вес.% серы, добавленный как 1-додекантиол) и газообразный водород проходили через реакторы при 176°C для предварительного сульфидирования катализаторов. Давление составляло 6,9 МПа (1000 фунтов на квадратный дюйм или 69 бар).
Температура реакторов была увеличена постепенно до 320°C. Предварительное сульфидирование продолжали при 320°C, пока на выходе из TBR не наблюдали прорыв сероводорода (H2S).
После предварительного сульфидирования катализаторы были стабилизированы посредством течения прямогонного дизельного топлива (SRD) через катализаторы в реакторах при температуре, изменяющейся от 320°C до 355°C и при давлении 6,9 МПа (1000 фунтов на квадратный дюйм или 69 бар) в течение приблизительно 10 часов.
После предварительного сульфидирования и стабилизации катализатора с SRD при давлении (6,9 МПа) температуры в LFR (WABT) были установлены равными 354°C, 357°C и 363°C соответственно в R1, R2 и R3. Температура TBR была установлена равной 366°C. Объемный сырьевой насос был настроен на скорость потока 3,86 мл/мин для LHSV гидроочистки в заполненном жидкостью реакторе, равной 3,2 ч-1, для LHSV гидроочистки в TBR, равной 2,5 ч-1, и общей LHSV, равной 1,4 ч-1. Общая скорость подачи водорода в LFR составляла 152 нормальных литров газообразного водорода на литр (нл/л) свежего углеводородного сырья (854 ст.куб.фт./барр.н.) на основании свежего сырья MD. Скорость общей подачи водорода в TBR составляла 412 нл/л (2313 ст.куб.фт./барр.н.) снова на основании подачи свежего MD. Номинально давление составляло 13,4 МПа (1940 фунтов на кв. дюйм, абсолютное, 134 бар) в двухфазной зоне гидрообработки и 10,2 МПа (1475 фунтов на кв. дюйм, 102 бар) в трехфазной зоне гидрообработки.
Коэффициент рециркуляции составлял 2,5 для двухфазной зоны гидрообработки. Реакторы поддерживали при вышеуказанных условиях в течение по меньшей мере 24 часов для достижения стационарного режима, чтобы катализатор был полностью предварительно покрыт коксом, а система была введена в установленный режим с сырьем MD при тестировании на общее содержание серы, азота и плотность.
Водород подавали из баллонов со сжатым газом и измеряли поток с применением специальных регуляторов массового расхода. В двухфазной зоне гидрообработки газообразный водород смешивали с потоком сырья MD и частью эффлюента продукта из R3, в качестве рециркуляционного потока разбавителя, в трубках из нержавеющей стали с внешним диаметром, равным 6 мм, перед каждым реактором. Смесь свежее сырье MD/водород/разбавитель предварительно нагревали в трубках с внешним диаметром, равным 6 мм, в песчаной бане с управляемой температурой в режиме нисходящего потока и затем вводили в R1 в режиме восходящего потока.
После выхода из R1 дополнительный водород растворяли в эффлюенте продукта из R1 (сырье для R2). Сырье для R2 снова предварительно нагревали в трубках с внешним диаметром 6 мм, и обеспечивали его протекание вниз через вторую песчаную баню с управляемой температурой перед введением в R2 в режиме восходящего потока.
После выхода из R2 дополнительный водород растворяли в эффлюенте продукта из R2 (сырье для R3). Сырье для R3 снова предварительно нагревали в трубках с внешним диаметром 6 мм и обеспечивали его протекание вниз через вторую песчаную баню с управляемой температурой перед введением в R3 в режиме восходящего потока.
Эффлюент продукта из R3 разделяли на рециркуляционный поток жидкости (для использования в качестве разбавителя) и конечный эффлюент продукта из двухфазной зоны гидрообработки. Рециркуляционный поток жидкости пропускали через плунжерный дозировочный насос, чтобы соединить свежее сырье MD на входе в R1. В данном примере рециркуляционный поток жидкости служил в качестве разбавителя.
Конечный эффлюент продукта из двухфазной зоны гидрообработки выводили в трехфазную зону гидрообработки через регулирующий клапан. Разность давлений, равная 3,2 МПа (465 фунтов/кв. дюйм, 32 бар), была получена между двумя секциями (двухфазным LFR и трехфазным TBR). Так как в этих лабораторных экспериментах используется чистый водород, чтобы симулировать более низкое парциальное давление водорода в водородсодержащем газе, который будет подаваться в TBR в промышленном использовании, в этих примерах в TBR использовали более низкое давление. Более конкретно, в промышленном использовании, по меньшей мере, часть водородсодержащего газа, подаваемого в TBR, является потоком богатого водородом рециркуляционного газа, который имеет более низкое парциальное давление водорода из-за скопления летучих составляющих, например, метана, в потоке богатого водородом рециркуляционного газа.
Конечный эффлюент продукта из двухфазной зоны гидрообработки смешивали с водородом, который растворяли в конечном эффлюенте продукта перед введением в TBR, который являлся слоем катализатора с одним проходом жидкости вне любого рециркуляционного потока жидкости. Эффлюент продукта орошаемого слоя затем подвергали понижению давления, охлаждению и разделению на газ и потоки жидкого продукта.
Образец итогового жидкого продукта (TLP) и образец отходящего газа отбирали для этого и каждого примера при условиях устойчивого состояния. Измеряли скорости потока сырья и продукта, а также скорость подачи газообразного водорода и скорость потока отходящего газа. Содержания серы и азота измеряли в образце TLP, и общие балансы материалов рассчитывали с применением GC-FID для расчета легких фракций в отходящем газе. Результаты для примера 1 показаны в таблице 2.
Исходя из общей подачи водорода и водорода в отходящем газе, для примера 1 потребление водорода было рассчитано равным 193,4 нл/л (1086 ст.куб.фт./барр.н.).
В примере 1 содержания серы и азота в образце TLP составляли 9 ppm и 0 ppm соответственно. (В применяемом способе содержание азота было ниже пределов возможности обнаружения). Плотность при 15,6°C (60°F) образца TLP составляла 856 кг/м3, что соответствует плотности в градусах API, равной 33,6. Цетановый индекс был рассчитан равным 46,9, прирост составил приблизительно 12 по сравнению с сырьем. Прирост цетанового индекса отразился на приросте соответствующего цетанового числа.
Примеры 2-5
Примеры 2-5 проводили при условиях, подобных условиям в примере 1, со следующими исключениями. В примере 2 скорость потока свежего сырья MD увеличивали от 3,86 до 4,5 мл/мин (что соответствует увеличению LHSV от 3,2 до 3,8 ч-1 в LFR и от 2,5 до 2,9 ч-1 в TBR). В примере 3 как давление LFR, так и давление TBR удерживали постоянным 11,1 МПа (1615 фунтов на кв.дюйм, абсолютное, 111 бар). В примере 4 как LFR, так и TBR удерживали при одинаковом давлении 11,8 МПа (1715 фунтов на кв.дюйм, абсолютное, 118 бар). В примере 5 использовали условия примера 4, за исключением того, что температуру TBR поднимали до 374°C с 366°C. Условия и результаты для примеров 1-5 показаны в таблице 2. Коэффициент рециркуляции (RR) для примеров 1-5 составлял 2,5.
Итоговые значения для примеров 1-5
LFR/TBR
LFR/TBR
A
A
A
Результаты в таблице 2 показывают, что увеличение жесткости реакции (более низкая LHSV, более высокое давление и более высокая температура реактора) снижает содержание серы в TLP (итоговый жидкий продукт), снижает плотность TLP и повышает потребление водорода. Сера в продукте составляет от 9 wppm в примере 1 и до 16 wppm в примере 2 (при более высокой LHSV по сравнению с примером 1); 10 wppm в примере 3 (более низкое давление LFR, чем в примере 1); 8 wppm в примере 4 (более высокое давление TBR, чем в примере 1); и 7 wppm в примере 5 (более высокое давление и температура в TBR, чем в примере 1). Подобные эффекты наблюдаются с плотностью продукта.
Содержание азота ниже предела обнаружения способа ASTM приблизительно в 1 ч./млн, так что по существу полное удаление азота наблюдается во всех примерах, приведено как “0”.
Потребление водорода также увеличивается при увеличении жесткости условий, в основном из-за насыщения ароматических соединений. Повышенное потребление водорода соответствует большему насыщению ароматических соединений - то есть содержание ароматических соединений уменьшается с (находится в обратной зависимости) с потреблением водорода.
Результаты показывают, что применение слоев заполненных жидкостью реакторов перед традиционным TBR в режиме предварительной обработки является неожиданно благоприятным, так как указанное сочетание создает высокую общую конверсию относительно удаления серы или азота, снижения плотности и повышения цетанового числа.
Сравнительные примеры A-E
Тот же среднедистиллятный (MD) образец, использованный в примерах 1-5, был гидрообработан в сравнительных примерах A-E при условиях, подобных условиям в примере 1, со следующими исключениями. В сравнительных примерах A-D использовали конфигурацию реактора, описанную в примере 1, за исключением того, что сравнительные примеры A-D проводили без трехфазного реактора с орошаемым слоем (TBR). Сравнительный пример E проводили с использованием только трехфазного TBR, который содержал 90 мл катализатора KF-860.
В сравнительном примере A, после загрузки, сушки, предварительного сульфидирования и стабилизации катализатора, температуру слоя реактора регулировали до 357°C в R1, R2 и R3 со скоростью потока свежего MD 4,5 мл/мин (LHSV, равной 3,8 ч-1); скорость общей подачи H2 составляла 133,6 л/л (750 ст.куб.фт./барр.н.), и коэффициент рециркуляции составлял 2,5. Давление поддерживали постоянным, равным 13,4 МПа (1925 фунтов на квадратный дюйм, 134 бар).
R1, R2 и R3 поддерживали при этих условиях в течение 12 часов для предварительного покрытия коксом катализатора и изоляции системы. Были отобраны образцы TLP и отходящего газа. Реакционные условия и результаты для сравнительных примеров A-E показаны в таблице 3.
Сравнительные примеры A и B показывают процесс без TBR. Двухфазная зона гидрообработки была такой, как описано в примерах 1-5. В сравнительном примере A температуру поддерживали постоянной во всех трех LFR (двухфазных реакторах) на уровне 357°C. В сравнительном примере B температура во всех трех LFR составляла 366°C. Содержания серы в собранных образцах продукта составляли 1200 ч./млн и 600 ч./млн в сравнительных примерах A и B соответственно.
В вышеприведенных примерах 1, 3, 4 и 5 общая LHSV была постоянной при 1,4 ч-1. Эту LHSV, равную 1,4 ч-1, использовали в сравнительных примерах C и D, где использовали только три LFR. Температуры, использованные в примерах 1, 3, 4 и 5, также использовали в сравнительных примерах C и D. Коэффициент рециркуляции (RR) жидкости составлял 4,0 в сравнительном примере C, тогда как в сравнительном примере D RR жидкости составлял 2,5. В сравнительных примерах C и D содержания серы в продуктах составляли 220 ч./млн и 104 ч./млн соответственно.
Сравнительный пример E проводили с использованием только трехфазного (TBR) лабораторного реактора. Опять-таки, LHSV поддерживали равной 1,4 ч-1 для непосредственного сравнения с экспериментами, проводимыми в примерах 1, 3, 4 и 5. Содержание серы в TLP в сравнительном примере E составляло 19 ч./млн.
Результаты для сравнительных примеров A-E показаны в Таблице 3. Результаты для примеров 1-5 показаны в таблице 2. Сравнение этих результатов показывает, что способ согласно этому изобретению (двухфазные реакторы перед трехфазными реакторами) обеспечивает превосходные результаты относительно плотности, удаления серы и азота, а также цетанового индекса (который может быть связан с цетановым числом), по сравнению с использованием только LFR (двухфазных реакторов) или TBR (трехфазных реакторов), при иных эквивалентнных условиях процесса (температуре, давлении и LHSV). Таким образом, результаты, показанные в таблицах 2 и 3, наглядно иллюстрируют то, что эффективность LFR может быть увеличена, если они применяются перед трехфазными реакторами.
Конверсия серы существенно возрастает (см. сравнительный пример E), что делает приведенный здесь способ гидрообработки согласно этому изобретению более конкурентноспособным вариантом, чем применение или LFR, или только TBR отдельно.
Таким образом, сравнение результатов примеров 1-5 c результатами сравнительных примеров A-E иллюстрирует пользу и преимущества способа гидрообработки согласно этому изобретению.
Сравнение результатов примеров 1-5 с результатами сравнительных примеров A-E дополнительно иллюстрирует, что применение заполненных жидкостью реакторов перед TBR улучшает характеристики среднего дистиллята относительно характеристик, которые могут быть достигнуты с применением системы только с одним реактором.
Таким образом, примеры 1-5 и сравнительные примеры A-E иллюстрируют неожиданный синергизм от применения заполненных жидкостью реакторов в качестве аппаратов предварительной обработки для TBR реакторов.
Итоговые значения для сравнительных примеров A-E
LFR/TBR
H2 нл/л
Настоящее изобретение относится к способу гидрообработки углеводородного сырья, который включает контактирование жидкого сырья, полученного контактированием углеводородного сырья с разбавителем и водородом, с первым катализатором в первом слое катализатора первой двухфазной зоны гидрообработки для получения эффлюента продукта; приведение в контакт эффлюента продукта с предыдущего слоя катализатора с текущим катализатором на текущем слое катализатора первой двухфазной зоны гидрообработки; повторное использование части текущего эффлюента продукта с конечного слоя катализатора первой двухфазной зоны гидрообработки в качестве рециркуляции жидкости для использования в разбавителе на этапе получения жидкого сырья; приведение в контакт водорода и остальной части текущего эффлюента продукта с конечного слоя катализатора первой двухфазной зоны гидрообработки с одним или несколькими катализаторами в одном или нескольких слоях катализатора с одним проходом жидкости, при этом каждый слой катализатора с одним проходом жидкости на данном этапе располагают в заполненном жидкостью реакторе во второй двухфазной зоне гидрообработки или в реакторе с орошаемым слоем в трехфазной зоне гидрообработки для получения эффлюента продукта. При этом двухфазная зона гидрообработки содержит по меньшей мере два слоя катализатора, расположенных в последовательности и в жидкостном сообщении, при этом каждый слой катализатора расположен в заполненном жидкостью реакторе и содержит катализатор, имеющий объем, причем объем катализатора увеличивается в каждом последующем слое. Предлагаемый способ обеспечивает высокую степень конверсии в показателях удаления серы и азота, снижение плотности и повышение цетанового числа продукта. 19 з.п. ф-лы, 1 ил., 3 табл., 10 пр.
1. Способ гидрообработки углеводородного сырья, включающий:
(a) создание первой двухфазной зоны гидрообработки в последовательности и в жидкостном сообщении с трехфазной зоной гидрообработки, при этом двухфазная зона гидрообработки содержит рециркуляцию жидкости и по меньшей мере два слоя катализатора, расположенных в последовательности и в жидкостном сообщении, при этом каждый слой катализатора расположен в заполненном жидкостью реакторе и содержит катализатор, имеющий объем, причем объем катализатора увеличивается в каждом последующем слое; трехфазная зона гидрообработки содержит слой катализатора с одним проходом жидкости, расположенный в реакторе с орошаемым слоем, при этом слой катализатора с одним проходом жидкости находится вне любого рециркуляционного потока жидкости;
(b) приведение в контакт углеводородного сырья с (i) разбавителем и (ii) водородом для получения смеси углеводородное сырье/разбавитель/водород, при этом водород растворяют в смеси для получения жидкого сырья;
(c) приведение в контакт жидкого сырья с первым катализатором в первом слое катализатора первой двухфазной зоны гидрообработки для получения эффлюента продукта;
(d) приведение в контакт эффлюента продукта с предыдущего слоя катализатора с текущим катализатором на текущем слое катализатора первой двухфазной зоны гидрообработки, при этом предыдущий слой катализатора расположен непосредственно перед текущим слоем катализатора и в жидкостном сообщении с ним для получения текущего эффлюента продукта, так что когда предыдущий слой катализатора является первым слоем катализатора, эффлюент продукта с предыдущего слоя катализатора является эффлюентом продукта с первого слоя катализатора, полученным на этапе (c);
(e) повторное использование части текущего эффлюента продукта с конечного слоя катализатора первой двухфазной зоны гидрообработки в качестве рециркуляции жидкости для использования в разбавителе на этапе (b) при коэффициенте рециркуляции от приблизительно 0,1 до приблизительно 10, при этом конечный слой катализатора содержит конечный катализатор и является текущим слоем катализатора, не имеющим последующего слоя катализатора в первой двухфазной зоне гидрообработки;
(f) приведение в контакт водорода и остальной части текущего эффлюента продукта с конечного слоя катализатора первой двухфазной зоны гидрообработки с одним или несколькими катализаторами в одном или нескольких слоях катализатора с одним проходом жидкости, при этом каждый слой катализатора с одним проходом жидкости на этом этапе (f) располагают в (i) заполненном жидкостью реакторе во второй двухфазной зоне гидрообработки или в (ii) реакторе с орошаемым слоем в трехфазной зоне гидрообработки для получения эффлюента продукта, при условии, что когда остальную часть текущего эффлюента продукта приводят в контакт с катализатором в слое катализатора с одним проходом жидкости, расположенном в заполненном жидкостью реакторе, присутствует дополнительный этап, включающий:
(f’) приведение в контакт эффлюента продукта со слоя катализатора с одним проходом жидкости, расположенного в заполненном жидкостью реакторе, и водородсодержащего газа с катализатором в слое катализатора с одним проходом жидкости, расположенном в реакторе с орошаемым слоем в трехфазной зоне гидрообработки;
и дополнительно, при условии того, что когда слой катализатора с одним проходом жидкости расположен в реакторе с орошаемым слоем, водород подают в качестве водородсодержащего газа, при этом по меньшей мере часть водородсодержащего газа представляет собой поток циркуляционного газа, богатого водородом, и при этом водородсодержащий газ добавляют в количестве, достаточном для поддержания непрерывной газообразной фазы в реакторе с орошаемым слоем, и эффлюент продукта представляет собой эффлюент продукта орошаемого слоя; и
(g) направление эффлюента орошаемого слоя в сепаратор для получения потока циркуляционного газа, богатого водородом, для использования на этапе (f) или (f’) и жидкого продукта.
2. Способ по п. 1, отличающийся тем, что дополнительно включает повторение этапа (d), который повторяют один или несколько раз.
3. Способ по п. 2, отличающийся тем, что этап (d) повторяют от одного до девяти раз.
4. Способ по п. 3, отличающийся тем, что отношение объема первого катализатора к объему конечного катализатора составляет от приблизительно 1:1,1 до приблизительно 1:20.
5. Способ по п. 3, отличающийся тем, что объем катализатора распределяют среди слоев катализатора первой двухфазной зоны гидрообработки таким образом, что потребление водорода для каждого слоя катализатора находится в диапазоне ±10% по объему водорода.
6. Способ по п. 4, отличающийся тем, что объем катализатора распределяют среди слоев катализатора первой двухфазной зоны гидрообработки таким образом, что потребление водорода для каждого слоя катализатора находится в диапазоне ±10% по объему водорода.
7. Способ по п. 1, отличающийся тем, что водород подают в место между каждым из набора из предыдущего и текущего слоев катализатора в первой двухфазной зоне гидрообработки.
8. Способ по п. 6, отличающийся тем, что водород подают в место между каждым из набора из предыдущего и последующего слоев катализатора в первой двухфазной зоне гидрообработки.
9. Способ по п. 8, отличающийся тем, что коэффициент рециркуляции составляет от приблизительно 0,5 до приблизительно 6.
10. Способ по п. 1, отличающийся тем, что трехфазная зона гидрообработки содержит два или более слоя катализатора с одним проходом жидкости, расположенных в одном или нескольких реакторах с орошаемым слоем.
11. Способ по п. 1, отличающийся тем, что на этапе (f) водород и остальную часть текущего эффлюента продукта с конечного слоя катализатора первой двухфазной зоны гидрообработки приводят в контакт с одним или несколькими катализаторами в одном или нескольких слоях катализатора с одним проходом жидкости, при этом каждый слой катализатора с одним проходом жидкости на этапе (f) располагают в заполненном жидкостью реакторе во второй двухфазной зоне гидрообработки.
12. Способ по п. 1, отличающийся тем, что на этапе (f) водород и остальную часть текущего эффлюента продукта с конечного слоя катализатора первой двухфазной зоны гидрообработки приводят в контакт с одним или несколькими катализаторами в одном или нескольких слоях катализатора с одним проходом жидкости, при этом каждый слой катализатора с одним проходом жидкости на этапе (f) располагают в (ii) реакторе с орошаемым слоем в трехфазной зоне гидрообработки.
13. Способ по п. 1, отличающийся тем, что углеводородное сырье выбирают из группы, состоящей из топлива для ракетных двигателей, керосина, прямогонного дизельного топлива, легкого рециклового газойля, легкого рециклового газойля коксования, газойля, тяжелого рециклового газойля, тяжелого газойля коксования, тяжелого газойля, кубовых остатков перегонки нефти, деасфальтизированного масла и комбинаций из двух или более из них.
14. Способ по п. 1, отличающийся тем, что углеводородное сырье является средним дистиллятом.
15. Способ по п. 1, отличающийся тем, что первая двухфазная зона гидрообработки работает при давлении, более высоком, чем давление трехфазной зоны гидрообработки.
16. Способ по п. 1, отличающийся тем, что по меньшей мере один катализатор двухфазной зоны гидрообработки является катализатором гидроочистки.
17. Способ по п. 1, отличающийся тем, что дополнительно включает сульфидирование катализаторов как двухфазной, так и трехфазной зон гидрообработки посредством приведения в контакт катализаторов с содержащим серу соединением.
18. Способ по п. 1, отличающийся тем, что общее количество водорода, подаваемого в двухфазную зону гидрообработки, составляет от приблизительно 17,81 л/л до приблизительно 445,25 л/л, а общее количество водорода, подаваемого в трехфазную зону гидрообработки, составляет от приблизительно 89,05 л/л до приблизительно 890,5 л/л.
19. Способ по п. 8, отличающийся тем, что трехфазная зона гидрообработки содержит два или более слоя катализатора с одним проходом жидкости, расположенных в одном или нескольких реакторах с орошаемым слоем, при этом углеводородное сырье представляет собой средний дистиллят, причем первая двухфазная зона гидрообработки, при условии что остальную часть текущего эффлюента продукта приводят в контакт с катализатором в слое катализатора с одним проходом жидкости, расположенном в заполненном жидкостью реакторе, и вторая двухфазная зона гидрообработки работают при давлении, более высоком, чем давление трехфазной зоны гидрообработки.
20. Способ по п. 19, отличающийся тем, что по меньшей мере один катализатор двухфазной зоны гидрообработки представляет собой катализатор гидрообработки, и способ дополнительно включает сульфидирование катализаторов как двухфазной, так и трехфазной зон гидрообработки посредством приведения в контакт катализаторов с содержащим серу соединением.
| Колосоуборка | 1923 |
|
SU2009A1 |
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| Колосоуборка | 1923 |
|
SU2009A1 |
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| EA 200000945 A1, 23.04.2001. | |||

