ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к способу гидрообработки углеводородного сырья и, более конкретно, к способу гидрообработки легкого рециклового газойля в полностью жидкофазных реакторах с обеспечением избирательного превращения легкого рециклового газойля в продукт из номенклатуры дизельных топлив.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
С увеличением распространения транспортных топлив быстро вырос мировой спрос на дизельное топливо. В то же время нормативы на свойства транспортного дизельного топлива стали более жесткими для уменьшения влияния на окружающую среду. Европейские стандарты, например, требуют, чтобы плотность составляла менее 860 килограмм на кубический метр (кг/м3), содержание полициклических ароматических соединений составляло менее 11 мас.%, а содержание серы составляло менее 10 частей на миллион по массе (wppm); такое топливо часто называют дизельным топливом с ультранизким содержанием серы, или ДТУНСС. Перспективные стандарты требуют, чтобы плотность составляла менее 845 кг/м3.
Существует потребность в расширении номенклатуры углеводородного сырья, предназначенных для применения в качестве сырья для получения дизельного топлива, включая ДТУНСС. Нефтеперерабатывающий завод производит ряд углеводородных продуктов, имеющих различные области применения и разную ценность. Существует потребность в сокращении производства продуктов более низкой ценности или повышении их качества до более ценных продуктов. К продуктам более низкой ценности относятся рецикловые газойли, которые традиционно используют в качестве компонента смешения для жидкого топлива. Однако такие газойли нельзя непосредственно примешивать в современные дизельные топлива из-за высокого содержания в них серы, высокого содержания азота, высокого содержания ароматических соединений (особенно высокого содержания полиароматических соединений), высокой плотности и низкого цетанового числа.
Для удаления серы и азота из углеводородного сырья могут использоваться различные способы гидрообработки, такие как гидродесульфуризация и гидроденитрогенизация. Кроме того, для расщепления тяжелых углеводородов (с высокой плотностью) на более легкие продукты (более низкой плотности) с добавлением водорода может использоваться гидрокрекинг. Однако высокое содержание азота может приводить к отравлению цеолитового катализатора гидрокрекинга, и режим гидрокрекинга, который является очень тяжелым, может вызывать образование значительных количеств лигроина и более легких углеводородов, которые считаются менее ценными продуктами.
Thakkar et al. в “LCO Upgrading A Novel Approach for Greater Value and Improved Returns” AM, 05-53, NPRA, (2005) предложена прямоточная технологическая схема гидроочистки и гидрокрекинга, предназначенная для облагораживания легкого рециклового газойля (ЛРГ) для получения смеси сжиженного нефтяного газа (СНГ), бензина и дизельных топлив. Thakkar et al. раскрывает получение дизельного топлива с низким содержанием серы (ДТУНСС). Однако Thakkar et al. используют традиционные реакторы с орошаемым слоем. В раскрываемом способе гидрокрекинга получают значительные количества легкого газа и лигроина. Дизельное топливо составляет всего лишь приблизительно 50% или менее от общего количества жидкого продукта, в котором в качестве сырья используется ЛРГ.
В патенте США №7794585 авторов изобретения Leonard et al. раскрыт способ гидроочистки и гидрокрекинга углеводородного сырья в "по существу, жидкой фазе", которая определяется как таковая, когда в потоке сырья содержание жидкой фазы превышает содержание газовой фазы. Более конкретно, водород может присутствовать в газовой фазе при насыщении вплоть до 1000%. Авторы изобретения Leonard et al. объясняют необходимость таких высоких концентраций тем, что по мере потребления водорода может использоваться водород из газовой фазы. Таким образом, реакционная система у авторов изобретения Leonard et al. представляет собой систему с орошаемым слоем.
Для обычных трехфазных (с орошаемым слоем) установок для гидрообработки, применяемых для гидроочистки и гидрокрекинга высокого давления, необходимо, чтобы осуществлялся переход водорода из паровой фазы в жидкую фазу, где он может быть использован для взаимодействия с углеводородным сырьем на поверхности катализатора. Эти установки являются дорогостоящими, требуют больших количеств водорода, большая часть которого должна подвергаться рециркуляции через дорогостоящие водородные компрессоры, и приводят к значительному коксообразованию на поверхности катализатора и деактивации катализатора.
В патенте США №6123835 раскрыта двухфазная ("полностью жидкофазная") система гидрообработки, которая лишена некоторых недостатков систем с орошаемым слоем.
В публикации заявки на патент США №2012/0205285 раскрыт двухстадийный способ специальной предварительной обработки и избирательного размыкания цикла в полностью жидкофазных реакторах с одной петлей рециркуляции, направленный на превращение тяжелых углеводородов и легких рецикловых газойлей в жидкий продукт, содержание которого в температурном интервале кипения дизельного топлива составляет свыше 50%.
И все же существует необходимость в создании систем гидрообработки, которые осуществляют превращение тяжелого углеводородного сырья, в частности ЛРГ, в дизельное топливо при более высоком выходе продукта и/или качестве.
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
В соответствии с настоящим изобретением предлагается способ гидрообработки углеводородного сырья, включающий: (a) приведение в контакт углеводородного сырья с водородом и первым разбавителем для образования первого жидкого сырьевого потока, при этом водород растворяют в указанном первом жидком сырьевом потоке и при этом углеводородное сырье представляет собой легкий рецикловый газойль (ЛРГ), в котором содержание полиароматических соединений составляет более 25 мас.%, содержание азота составляет более 300 частей на миллион по массе (wppm) и плотность превышает 890 кг/м3; (b) приведение в контакт смеси первого жидкого сырьевого потока с первым катализатором в первой зоне полностью жидкофазной реакции для получения первого исходящего потока; (c) осуществление рециркуляции части первого исходящего потока для применения в качестве всего или части первого разбавителя на стадии (а); (d) отделение аммиака и, необязательно, других газов от нерециркулируемой части первого исходящего потока для получения второго исходящего потока, в котором содержание азота составляет менее 100 wppm; (e) приведение в контакт второго исходящего потока с водородом и вторым разбавителем для получения второго жидкого сырьевого потока, причем водород растворяют в указанном втором жидком сырьевом потоке; (f) приведение в контакт второго жидкого сырьевого потока со вторым катализатором во второй зоне полностью жидкофазной реакции для получения третьего исходящего потока с плотностью менее 865 кг/м3 15,6°C и содержанием полиароматических соединений менее 11 мас.%; (g) осуществление рециркуляции части третьего исходящего потока для применения в качестве всего или части второго разбавителя на стадии (е); и (h) отбор нерециркулируемой части третьего исходящего потока в качестве потока продукта.
В соответствии с настоящим изобретением предлагается еще один способ гидрообработки углеводородного сырья, включающий: (а) приведение в контакт углеводородного сырья с водородом и первым разбавителем для образования первого жидкого сырьевого потока, при этом водород растворяют в указанном первом жидком сырьевом потоке и при этом углеводородное сырье представляет собой легкий рецикловый газойль (ЛРГ), в котором содержание полиароматических соединений составляет более 25 мас.%, содержание азота составляет более 300 частей на миллион по массе (wppm) и плотность составляет более 890 кг/м3; (b) приведение в контакт смеси первого жидкого сырьевого потока с первым катализатором в первой зоне полностью жидкофазной реакции для получения первого исходящего потока; (c) осуществление рециркуляции части первого исходящего потока для применения в качестве всего или части первого разбавителя на стадии (а); (d) разделение по меньшей мере нерециркулируемой части первого исходящего потока в зоне разделения по меньшей мере на три фракции, включающие: (i) низкокипящую фракцию, содержащую аммиак и, необязательно, другие газы; (ii) дизельную фракцию, содержащую продукт из номенклатуры дизельных топлив с плотностью не более 870 кг/м3 при 15,6°C, содержанием полиароматических соединений не более 13 мас.% и содержанием серы не более 60 wppm; и (iii) высококипящую фракцию с содержанием азота менее 100 wppm; (е) приведение в контакт по меньшей мере части высококипящей фракции с водородом и вторым разбавителем для получения второго жидкого сырьевого потока, при этом водород растворяют в указанном втором жидком сырьевом потоке; (f) приведение в контакт второго жидкого сырьевого потока со вторым катализатором во второй зоне полностью жидкофазной реакции для получения второго исходящего потока с плотностью менее 875 кг/м3 при 15,6°С и содержанием полиароматических соединений менее 15 мас.%; и (g) осуществление рециркуляции части второго исходящего потока для применения в качестве всего или части второго разбавителя на стадии (е).
В соответствии с настоящим изобретением предлагается еще один способ гидрообработки углеводородного сырья, включающий: (а) приведение в контакт углеводородного сырья с водородом и первым разбавителем для образования первого жидкого сырьевого потока, при этом водород растворяют в указанном первом жидком сырьевом потоке и при этом углеводородное сырье представляет собой легкий рецикловый газойль (ЛРГ) с содержанием полиароматических соединений более 25 мас.%, содержанием азота более 300 частей на миллион по массе (wppm) и плотностью более 890 кг/м3; (b) приведение в контакт смеси первого жидкого сырьевого потока с первым катализатором в первой зоне полностью жидкофазной реакции для получения первого исходящего потока; (с) осуществление рециркуляции части первого исходящего потока для применения в качестве всего или части первого разбавителя на стадии (а); (d) направление по меньшей мере нерециркулируемой части первого исходящего потока и второго компонента в зону разделения для образования по меньшей мере трех фракций, включающих: (i) низкокипящую фракцию, содержащую аммиак и, необязательно, другие газы; (ii) дизельную фракцию, содержащую продукт из номенклатуры дизельных топлив с плотностью не более 870 кг/м3 при 15,6°С, содержанием полиароматических соединений не более 13 мас.% и содержанием серы не более 60 wppm; и (iii) высококипящую фракцию с содержанием азота менее 100 wppm; (е) приведение в контакт по меньшей мере части высококипящей фракции с водородом и вторым разбавителем для получения второго жидкого сырьевого потока, при этом водород растворяют в указанном втором жидком сырьевом потоке; (f) приведение в контакт второго жидкого сырьевого потока со вторым катализатором во второй зоне полностью жидкофазной реакции для получения второго исходящего потока с плотностью менее 875 кг/м3 при 15,6°С и содержанием полиароматических соединений менее 15 мас.%; (g) осуществление рециркуляции части второго исходящего потока для применения в качестве всего или части второго разбавителя на стадии (е); и (h) представление по меньшей мере нерециркулируемой части второго исходящего потока в качестве всего или части второго компонента на стадии (d).
Реакции гидрообработки протекают в первой и второй зонах полностью жидкофазной реакции. Выражение "полностью жидкофазная" означает, что по существу весь водород растворяют в жидкофазном углеводородном сырье, который окружает катализатор в реакционной зоне.
Преимущество способа, предлагаемого согласно настоящему изобретению, заключается в том, что он обеспечивает превращение ЛРГ в продукт из номенклатуры дизельных топлив при высоком выходе продукта. Для более малоценного лигроина потеря углеводорода мала. Полученное таким образом дизельное топливо является высококачественным и хорошо подходит для применения в тех областях, в которых предъявляются жесткие требования к физическим свойствам, таких как транспортные топлива.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На Фиг. 1 представлена технологическая схема гидрообработки легкого рециклового газойля в полностью жидкофазных реакторах согласно одному варианту осуществления способа в соответствии с настоящим изобретением.
На Фиг. 2 представлена технологическая схема гидрообработки легкого рециклового газойля в полностью жидкофазных реакторах согласно другому варианту осуществления способа в соответствии настоящим изобретением.
ПОДРОБНОЕ ОПИСАНИЕ
Термин "гидрообработка" относится к любому процессу, который осуществляется в присутствии водорода, включая без ограничения гидрогенизацию, гидроочистку, гидрокрекинг, депарафинизацию, гидроизомеризацию и гидродеароматизацию.
Термин "гидроочистка" относится к процессу, в котором углеводородное сырье вступает в реакцию с водородом в присутствии катализатора гидроочистки, и в результате происходит гидрирование олефинов и/или ароматических соединений или удаление гетероатомов, таких как сера (гидродесульфуризация), азот (гидроденитрогенация, также называемая гидроденитрификацией), кислород (гидродеоксигенация), металлы (гидродеметаллирование), асфальтены и их комбинаций.
Термин "гидрокрекинг" относится к процессу, в котором углеводородное сырье вступает в реакцию с водородом в присутствии катализатора гидрокрекинга, и в результате происходит разрыв связей углерод-углерод и образование углеводородов с более низкой средней температурой кипения и/или меньшей средней молекулярной массой, чем начальные средняя температура кипения и средняя молекулярная масса углеводородного сырья. Гидрокрекинг также включает размыкание нафтеновых циклов для образования углеводородов с более линейной цепью.
Термин "полиароматическое соединение(ия)" относится к полициклическим ароматическим углеводородам и охватывает молекулы с ядром из двух или более конденсированных ароматических колец, такие как, например, нафталина, антрацена, фенантрена и так далее, а также их производных.
Согласно настоящему изобретению предполагает протекание реакций гидрообработки в зоне полностью жидкофазной реакции. Термин "полностью жидкофазный" означает, что по существу весь водород растворяют в жидкофазном углеводородном сырье до реакционной зоны, в которой сырье контактирует с катализатором.
В способе согласно настоящему изобретению углеводородное сырье представляет собой легкий рецикловый газойль (ЛРГ) и аналогичный материал. У легкого рециклового газойля, как правило, значение цетанового числа меньше 30, например значение в пределах от приблизительно 15 до приблизительно 26; содержание полиароматических соединений составляет более 25% и обычно находится в пределах от приблизительно 40% до приблизительно 60 мас.%; содержание моноароматических соединений составляет более 10% и обычно находится в пределах от приблизительно 15 до приблизительно 40 мас.%; общее содержание ароматических соединений составляет более 50% и обычно находится в пределах от приблизительно 60 до приблизительно 90 мас.%; и плотность, измеренная при температуре 15,6°С, больше или равна 890 кг/м3 (0,890 г/мл) и обычно плотность, измеренная при температуре 15,6°С, составляет более 900 кг/м3. В легком рецикловом газойле, кроме того, содержание азота составляет более 300 частей на миллион по массе (wppm) и доля серы составляет более 500 wppm. В способе, согласно настоящему изобретению до высококачественного дизельного топлива облагораживается очень высокий процент ЛРГ.
Катализаторы
Первый катализатор является катализатором гидроочистки и содержит металл и оксид-носитель. Металл представляет собой неблагородный металл, выбираемый из группы, состоящей из никеля и кобальта, а также их комбинаций, предпочтительно в сочетании с молибденом и/или вольфрамом. Носитель первого катализатора представляет собой моно- или смешанный оксид металла, предпочтительно выбранный из группы, состоящей из оксида алюминия, диоксида кремния, диоксида титана, диоксида циркония, кизельгура, алюмосиликата и комбинаций двух или более из них. Более предпочтительно, носитель первого катализатора представляет собой оксид алюминия.
Второй катализатор является катализатором размыкания циклов и также содержит металл и оксид-носитель. Металл также представляет собой неблагородный металл, выбираемый из группы, состоящей из никеля или кобальта, а также их комбинаций, предпочтительно в сочетании с молибденом и/или вольфрамом. Носитель второго катализатора представляет собой цеолит, или аморфный диоксид кремния, или их комбинацию.
Предпочтительно металл как для первого катализатора, так и для второго катализатора представляет собой комбинацию металлов, выбранных из группы, состоящей из никеля-молибдена (NiMo), кобальта-молибдена (CoMo), никеля-вольфрама (NiW) и кобальта-вольфрама (CoW).
Первый и второй катализаторы дополнительно могут содержать другие материалы, в том числе углерод, такие как активированный уголь, графит и нанотрубки из углеродных волокон, а также карбонат кальция, силикат кальция и сульфат бария.
Предпочтительно, чтобы первый катализатор и второй катализатор были в виде частиц, более предпочтительно в виде формованных частиц. Под “формованными частицами ” следует понимать катализатор в виде экструдата. Экструдаты включают цилиндры, гранулы или сферы. Цилиндрические формы могут быть полыми внутри и могут иметь одно или несколько ребер жесткости. Можно применять катализаторы в форме трилистника, клеверного листа, прямоугольных и треугольных трубочек, крестообразной формы и C-образной формы. Предпочтительно, чтобы в случае применения реактора со слоем насадки размер формованной частицы катализатора в диаметре составлял приблизительно 0,25-13 мм (приблизительно 0,01-0,5 дюйма). Более предпочтительно, чтобы размер частицы катализатора в диаметре составлял приблизительно 0,79-6,4 мм (приблизительно 1/32-1/4 дюйма). Такие катализаторы являются коммерчески доступными.
Коммерческие источники подходящих катализаторов хорошо известны специалистам в области техники. К числу поставщиков катализаторов относятся, например, фирмы Albemarle, CRI Criaterion и Haldor-Topsoe. Конкретными примерами катализаторов гидроочистки служат KF860 и KF848 от фирмы Albemarle. Конкретными примерами катализаторов гидрокрекинга служат КС2610 и КС3210, тоже от фирмы Albemarle.
Катализаторы можно сульфидировать перед и/или во время использования путем приведения катализатора в контакт с серосодержащим соединением при повышенной температуре. К подходящим серосодержащим соединениям относятся тиолы, сульфиды, дисульфиды, H2S или комбинации двух или более из них. Катализатор можно сульфидировать до его применения (“предварительное сульфидирование”) или во время процесса (“сульфидирование”) путем введения небольшого количества серосодержащего соединения в сырье или разбавитель. Катализаторы можно предварительно сульфидировать in situ или ex situ, и в сырье или разбавитель можно периодически добавлять содержащее серу соединение для поддержания катализаторов в сульфидированном состоянии. Процедура проведения предварительного сульфидирования поясняется в примерах.
Вариант А осуществления изобретения
В соответствии с настоящим изобретением предлагается способ гидрообработки углеводородного сырья. Способ включает: (a) приведение в контакт углеводородного сырья с водородом и первым разбавителем для образования первого жидкого сырьевого потока, при этом водород растворяют в указанном первом жидком сырьевом потоке и при этом углеводородное сырье представляет собой легкий рецикловый газойль (ЛРГ), в котором содержание полиароматических соединений составляет более 25 мас.%, содержание азота составляет более 300 частей на миллион по массе (wppm) и плотность превышает 890 кг/м3; (b) приведение в контакт смеси первого жидкого сырьевого потока с первым катализатором в первой зоне полностью жидкофазной реакции для получения первого исходящего потока; (c) осуществление рециркуляции части первого исходящего потока для применения в качестве всего или части первого разбавителя на стадии (а); (d) отделение аммиака и, необязательно, других газов от нерециркулируемой части первого исходящего потока для получения второго исходящего потока, в котором содержание азота составляет менее 100 wppm; (e) приведение в контакт второго исходящего потока с водородом и вторым разбавителем для получения второго жидкого сырьевого потока, причем водород растворяют в указанном втором жидком сырьевом потоке; (f) приведение в контакт второго жидкого сырьевого потока со вторым катализатором во второй зоне полностью жидкофазной реакции для получения третьего исходящего потока с плотностью менее 865 кг/м3 15,6°C и содержанием полиароматических соединений менее 11 мас.%; (g) осуществление рециркуляции части третьего исходящего потока для применения в качестве всего или части второго разбавителя на стадии (е); и (h) отбор нерециркулируемой части третьего исходящего потока в качестве потока продукта.
В одном варианте осуществления изобретения предлагаемый согласно изобретению способ включает (i) осуществление фракционирования потока продукта для выделения по меньшей мере дизельной фракции.
В другом варианте осуществления способа согласно настоящему изобретению на стадии (а) содержание серы в ЛРГ составляет более 500 wppm, а на стадии (h) содержание серы в потоке продукта составляет менее 50 wppm и, предпочтительно, менее 10 wppm.
Первой стадией способа, предлагаемого согласно настоящему изобретению, является гидроочистка. Свежее углеводородное сырье ЛРГ приводят в контакт с водородом и первым разбавителем для образования однокомпонентной жидкофазной смеси (первый жидкий сырьевой поток), в которой растворен водород. Операция приведения в контакт для получения смеси первого жидкого сырьевого потока или аналогичной смеси второго жидкого сырьевого потока, описанная ниже, может быть выполнена в любом подходящем смесительном устройстве, известном из уровня техники. Первый разбавитель может содержать описанный ниже первый рециркулируемый поток, состоять в основном из него или состоять из него.
Смесь первого жидкого сырьевого потока приводят в контакт с первым катализатором в первой зоне полностью жидкофазной реакции для получения первого исходящего потока. Выбор первого катализатора, который является катализатором гидроочистки, и параметров рабочего режима в первой зоне полностью жидкофазной реакции, а именно температуры, давления и часовой объемной скорости жидкости (ЧОСЖ), выполняют таким образом, чтобы выполнить по меньшей мере гидроденитрификацию и насыщение полиароматическими соединениями первого жидкого сырьевого потока. Одновременно с этим в большинстве случаев будет также происходить гидродесульфуризация, которая является желательной. Осуществляют рециркуляцию части первого исходящего потока для применения в качестве всего первого разбавителя целиком или его части в первом жидком сырьевом потоке.
Нерециркулируемую часть первого исходящего потока подвергают стадии разделения, при которой аммиак, образовавшийся в результате гидроденитрификации, и, необязательно, другие газы, такие как сероводород, образовавшийся в результате гидродесульфуризации, разделяют для получения второго исходящего потока, который служит сырьем для второй стадии осуществления способа. Во втором исходящем потоке будет содержаться значительно меньше азота и полиароматических соединений, чем в свежем сырье ЛРГ. Например, во втором исходящем потоке в большинстве случаев будет содержаться менее 100 частей на миллион (wppm), как правило, менее 10 wppm, и ароматических соединений менее 11%. У второго исходящего потока в большинстве случаев цетановое число будет больше цетанового числа свежего ЛРГ, например цетановое число больше 30, но обычно меньше 40. Во втором выходящем продукте в общем случае содержание серы также будет значительно меньшим, чем в свежем ЛРГ, например содержание серы будет составлять менее 50 wppm и, предпочтительно, менее 10 wppm, когда содержание серы в свежем ЛРГ составляла более 500 wppm. Во время первой стадии гидроочистки образование лигроина по существу не происходит, и, следовательно, объемная доля лигроина в первом или втором исходящих потоках близка к нулю.
На второй стадии способа, стадии гидрокрекинга, второй исходящий поток приводят в контакт с водородом и вторым разбавителем для образования однокомпонентной жидкофазной смеси (второго жидкого сырьевого потока), в которой растворен водород. Разбавитель содержит второй рециркулируемый поток, в основном состоит из него или состоит из него, как описано ниже. Смесь второго жидкого сырьевого потока приводят в контакт со вторым катализатором во второй зоне полностью жидкофазной реакции для получения третьего исходящего потока. Выбирают второй катализатор, который является катализатором гидрокрекинга, и параметры рабочего режима во второй зоне полностью жидкофазной реакции, такие как температура, давление и часовая объемная скорость жидкости (ЧОСЖ), чтобы вызвать размыкание цикла смеси второго жидкого сырьевого потока и избежать расщепления сырья на более легкие (например, лигроиновые) фракции. Реакции на этой стадии вызывают полезное уменьшение плотности и увеличение цетанового числа по сравнению с цетановым числом второго исходящего потока. Часть третьего исходящего потока подвергают рециркуляции для применения в качестве второго разбавителя в целом или его части во втором жидком сырьевом потоке.
Нерециркулируемую часть третьего исходящего потока собирают в качестве потока продукта. Плотность потока продукта, измеренная при температуре 15,6°С, будет составлять менее 865 кг/м3, обычно меньше или равна 860 кг/м3 , и, предпочтительно, меньше или равна 845 кг/м3. К тому же, в потоке продукта содержание азота будет составлять менее 100 wppm и содержание полиароматических соединений будет составлять менее 11 мас.%. Кроме того, цетановое число потока продукта обычно будет больше 35 и, предпочтительно, больше 40.
При необходимости поток продукта может быть в дальнейшем подвергнут обработке. В одном варианте осуществления изобретения поток продукта фракционируют для выделения по меньшей мере дизельную фракцию. Например, поток продукта может быть фракционирован с образованием легкой (лигроиновой) фракции, средней (дизельной) фракции и нижней (тяжелой) фракции. Предпочтительно, объемное содержание дизельной фракции составляет по меньшей мере 60% от всего объема дизельной и лигроиновой фракций. Более предпочтительно, объемное содержание дизельной фракции составляет по меньшей мере 75% от всего объема дизельной и лигроиновой фракций. Еще предпочтительнее, объемное содержание дизельной фракции составляет по меньшей мере 88% от всего объема дизельной и лигроиновой фракций. Для целей настоящего изобретения лигроин определяют как объемную долю дистиллята при температуре ниже 150°С и дизельное топливо определяют как объемную долю дистиллята при температуре от 150 до 360°С. Тяжелая фракция с температурой кипения свыше 360°С может быть отделена и, необязательно, отправлена в установку для крекинга для уменьшения молекулярной массы.
Первый и второй рециркулируемые потоки составляют по меньшей мере часть разбавителя соответственно для первой и второй стадий осуществления способа. Для одной из первой или второй стадий коэффициент рециркуляции может находиться в пределах от приблизительно 1 до приблизительно 8, предпочтительно коэффициент рециркуляции находится в пределах от приблизительно 1 до приблизительно 5. Кроме того, что он является продуктом рециркуляции, разбавитель может содержать любую другую органическую жидкость, которая является совместимой с углеводородным сырьем и катализаторами. Когда разбавитель или на первой, или на второй из стадий содержит органическую жидкость в дополнение к регулируемому потоку, органическая жидкость предпочтительно представляет собой жидкость, в которой водород обладает сравнительно высокой растворимостью. Разбавитель может содержать органическую жидкость, выбранную из группы, состоящей из легких углеводородов, легких дистиллятов, лигроина, дизельного топлива и комбинаций двух или более из них. Когда разбавитель содержит органическую жидкость, органическая жидкость обычно присутствует в количестве не более 50-80%.
Потребность в водороде и его расход в течение обеих стадий могут быть высокими. Общее количество водорода, подаваемое в первую и вторую зоны полностью жидкофазной реакции, составляет более 100 нормальных литров водорода на один литр углеводородного сырья (нл/л), или более 560 ст.куб.фт/бар. Предпочтительно, общее количество водорода, подаваемого в первую и вторую зоны полностью жидкофазной реакции, составляет 200-530 нл/л (1125-3000 ст.куб.фт/бар), предпочтительнее 250-450 нл/л (1400-2500 ст.куб.фт/бар). Сочетание сырья и разбавителя дает возможность предоставить весь водород в жидкой фазе без необходимости в газовой фазе при столь высоком расходе водорода. То есть зоны обработки представляют собой зоны полностью жидкофазной реакции.
Реакции первой и второй стадий протекают в отдельных реакторах. Каждая из первой и второй зон полностью жидкофазной реакции могут независимо друг от друга содержать один реактор, или два, или более (несколько) реакторов, соединенных последовательно. Каждый реактор в одной из зон полностью жидкофазной реакции представляет собой реактор с неподвижным слоем катализатора и может быть конструктивно выполнен в виде реактора с поршневым режимом потока, трубчатого реактора или реактора другой конструкции, который заполнен твердым катализатором и в котором жидкий сырьевой поток пропускается через катализатор. Каждый реактор в каждой зоне полностью жидкофазной реакции может независимо содержать один слой катализатора, или два, или более (несколько) слоев катализатора, соединенных последовательно. Катализатором заполняют каждый слой. Все реакторы и слои катализаторов первой зоны полностью жидкофазной реакции гидравлически связаны и соединены друг с другом последовательно. Аналогичным образом все реакторы и слои катализаторов второй зоны полностью жидкофазной реакции гидравлически связаны и соединены друг с другом последовательно. В реакторе колонного типа или другой одинарной емкости, содержащих два или более слоев катализатора, или между несколькими реакторами слои физически разделены зонами, свободными от катализатора. Предпочтительно, между слоями может подаваться водород для возмещения израсходованной доли водорода в жидкой фазе. Свежий водород растворяется в жидкости до момента его соприкосновения с катализатором, тем самым обеспечивается поддержание условий протекания полностью жидкофазной реакции. Свободная от катализатора зона до слоя катализатора показана, например, в патенте США №7569136.
Отделение аммиака и, необязательно, других газов для получения второго исходящего потока может осуществляться в любом подходящем для этого устройстве, известном из уровня техники, включая, например, сепаратор низкого давления, сепаратор высокого давления или фракционирующую колонну.
Рабочие режимы процессов в первой и второй зонах полностью жидкофазной реакции, другими словами, соответственно режим гидроочистки и режим гидрокрекинга, могут изменяться независимо друг от друга и изменяются в пределах от умеренного до крайне тяжелого. Температуры реакции для любой зоны полностью жидкофазной реакции могут колебаться в пределах от приблизительно 300 до приблизительно 450°С, предпочтительно от приблизительно 300 до приблизительно 400°С и предпочтительнее от приблизительно 340 до приблизительно 400°С. Давление в той и другой зоне полностью жидкофазной реакции может составлять от приблизительно 3,45 МПа (34,5 бар) до 17,3 МПа (173 бар), предпочтительно от приблизительно 6,9 до 13,9 МПа (69-138 бар). На первой и второй стадиях может использоваться широкий диапазон подходящих концентраций катализатора. Предпочтительно, доля катализатора составляет от приблизительно 10 до приблизительно 50 мас.% содержимого реактора для каждой реакционной зоны. Жидкий сырьевой поток доставляется с часовой объемной скоростью жидкости (ЧОСЖ), составляющей от приблизительно 0,1 до приблизительно 10 ч-1, предпочтительно от приблизительно 0,4 до приблизительно 10 ч-1, более предпочтительно от приблизительно 0,4 до приблизительно 4,0 ч-1. Специалист в области техники легко может выбрать подходящие рабочие режимы процесса без затруднений или неоправданного экспериментирования.
Преимущество способа, предлагаемого согласно настоящему изобретению, состоит в том, что он обеспечивает возможность превращения ЛРГ в продукт из номенклатуры дизельных топлив при высоком выходе продукта. Полученное таким образом дизельное топливо является высококачественным дизельным топливом с плотностью приблизительно 865 кг/м3 (0,865 г/мл) или менее при температуре 15,6°С; содержанием полиароматических соединений в количестве менее 11 мас.%; содержанием серы в количестве менее 50 wppm, предпочтительно менее 10 wppm; и цетановым числом более 35. Продукт в виде дизельного топлива получают путем фракционирования общего жидкого продукта предлагаемого согласно изобретению способа и выделения дистиллята из номенклатуры дизельных топлив.
В нефтезаводской установке обычной практикой является смешивание углеводородного сырья, такого как сырье для получения дизельного топлива с различными свойствами, для получения конечного продукта, который представляет собой среднее оптимальное всех свойств. Продукт в виде дизельного топлива, полученный предлагаемым согласно настоящему изобретению способом является пригодным для его применения в таких операциях смешивания.
Вариант В осуществления изобретения
Согласно настоящему изобретению предлагается еще один способ гидрообработки углеводородного сырья. Способ включает: (а) приведение в контакт углеводородного сырья с водородом и первым разбавителем для образования первого жидкого сырьевого потока, при этом водород растворяют в указанном первом жидком сырьевом потоке и при этом углеводородное сырье представляет собой легкий рецикловый газойль (ЛРГ), в котором содержание полиароматических соединений составляет более 25 мас.%, содержание азота составляет более 300 частей на миллион по массе (wppm) и плотность составляет более 890 кг/м3; (b) приведение в контакт смеси первого жидкого сырьевого потока с первым катализатором в первой зоне полностью жидкофазной реакции для получения первого исходящего потока; (c) осуществление рециркуляции части первого исходящего потока для применения в качестве всего или части первого разбавителя на стадии (а); (d) разделение по меньшей мере нерециркулируемой части первого исходящего потока в зоне разделения по меньшей мере на три фракции, включающие: (i) низкокипящую фракцию, содержащую аммиак и, необязательно, другие газы; (ii) дизельную фракцию, содержащую продукт из номенклатуры дизельных топлив с плотностью не более 870 кг/м3 при 15,6°С, содержанием полиароматических соединений не более 13 мас.% и содержанием серы не более 60 wppm; и (iii) высококипящую фракцию с содержанием азота менее 100 wppm; (е) приведение в контакт по меньшей мере части высококипящей фракции с водородом и вторым разбавителем для образования второго жидкого сырьевого потока, при этом водород растворяют в указанном втором жидком сырьевом потоке; (f) приведение в контакт второго жидкого сырьевого потока со вторым катализатором во второй зоне полностью жидкофазной реакции для образования второго исходящего потока с плотностью менее 875 кг/м3 при 15,6°С и содержанием ароматических соединений менее 15 мас.%; и (g) осуществление рециркуляции части второго исходящего потока для применения в качестве всего или части второго разбавителя на на стадии (е). В некоторых вариантах осуществления настоящего изобретения способ дополнительно включает стадию (h): разделение по меньшей мере нерециркулируемой части второго исходящего потока для образования по меньшей мере дизельной фракции, содержащей продукт из номенклатуры дизельных топлив с плотностью не более 870 кг/м3 при 15,6°С, содержанием полиароматических соединений не более 13 мас.% и содержанием серы не более 60 wppm. В некоторых вариантах осуществления настоящего изобретения указанные по меньшей мере три фракции на стадии (d) разделения дополнительно содержат лигроиновую фракцию, и доля дизельной фракции составляет по меньшей мере 75 об.%, или по меньшей мере 90 об.%, или по меньшей мере 95 об.% от общего объема дизельной и лигроиновой фракций. В некоторых вариантах осуществления настоящего изобретения разделение по меньшей мере нерециркулируемой части первого исходящего потока в зоне разделения по существу не приводит к образованию лигроиновой фракции.
Согласно настоящему изобретению предлагается еще один способ гидрообработки углеводородного сырья. Способ включает: (а) приведение в контакт углеводородного сырья с водородом и первым разбавителем для образования первого жидкого сырьевого потока, при этом водород растворяют в указанном первом жидком сырьевом потоке и при этом углеводородное сырье представляет собой легкий рецикловый газойль (ЛРГ) с содержанием полиароматических соединений более 25 мас.%, содержанием азота более 300 частей на миллион по массе (wppm) и плотностью более 890 кг/м3; (b) приведение в контакт смеси первого жидкого сырьевого потока с первым катализатором в первой зоне полностью жидкофазной реакции для получения первого исходящего потока; (с) осуществление рециркуляции части первого исходящего потока для применения в качестве всего или части первого разбавителя на стадии (а); (d) направление по меньшей мере нерециркулируемой части первого исходящего потока и второго компонента в зону разделения для образования по меньшей мере трех фракций, включающих: (i) низкокипящую фракцию, содержащую аммиак и, необязательно, другие газы; (ii) дизельную фракцию, содержащую продукт из номенклатуры дизельных топлив с плотностью не более 870 кг/м3 при 15,6°С, содержанием полиароматических соединений не более 13 мас.% и содержанием серы не более 60 wppm; и (iii) высококипящую фракцию с содержанием азота менее 100 wppm; (е) приведение в контакт по меньшей мере части высококипящей фракции с водородом и вторым разбавителем для получения второго жидкого сырьевого потока, при этом водород растворяют в указанном втором жидком сырьевом потоке; (f) приведение в контакт второго жидкого сырьевого потока со вторым катализатором во второй зоне полностью жидкофазной реакции для получения второго исходящего потока с плотностью менее 875 кг/м3 при 15,6°С и содержанием полиароматических соединений менее 15 мас.%; (g) осуществление рециркуляции части второго исходящего потока для применения в качестве всего или части второго разбавителя на стадии (е); и (h) представление по меньшей мере нерециркулируемой части второго исходящего потока в качестве всего или части второго компонента на стадии (d). В некоторых вариантах осуществления изобретения указанные по меньшей мере три фракции на стадии (d) разделения дополнительно содержат лигроиновую фракцию, и дизельная фракция составляет по меньшей мере 60 об.%, или по меньшей мере 75 об.%, или по меньшей мере 90 об.% от общего объема дизельной и лигроиновой фракций.
Первой стадией способа, предлагаемого согласно настоящему изобретению, является гидроочистка. Углеводородное сырье свежего ЛРГ приводят в контакт с водородом и первым разбавителем для образования однокомпонентной жидкофазной смеси (первый жидкий сырьевой поток), в которой растворен водород. Операция приведения в контакт для получения смеси первого жидкого сырьевого потока или аналогичной смеси второго жидкого сырьевого потока, описанная ниже, может быть выполнена в любом подходящем смесительном устройстве, известном из уровня техники. Первый разбавитель может содержать описанный ниже первый рециркулируемый поток, состоять в основном из него или состоять из него.
Смесь первого жидкого сырьевого потока приводят в контакт с первым катализатором в первой зоне полностью жидкофазной реакции для получения первого исходящего потока. Выбор первого катализатора, который является катализатором гидроочистки, и параметров рабочего режима в первой зоне полностью жидкофазной реакции, а именно температуры, давления и часовой объемной скорости жидкости (ЧОСЖ), выполняют таким образом, чтобы выполнить по меньшей мере гидроденитрификацию и насыщение полиароматическими соединениями первого жидкого сырьевого потока. Одновременно с этим в большинстве случаев будет также происходить гидродесульфуризация, которая является желательной. Осуществляют рециркуляцию части первого исходящего потока для применения в качестве всего первого разбавителя или его части в первом жидком сырьевом потоке.
По меньшей мере часть, а в некоторых вариантах осуществления изобретения весь первый нерециркулирумый исходящий поток подвергают стадии разделения. В некоторых вариантах осуществления настоящего изобретения по меньшей мере часть, а в некоторых вариантах осуществления весь нерециркулируемый первый исходящий поток направляют в зону разделения для разделения по меньшей мере три фракции, включающие: (i) низкокипящую фракцию, содержащую аммиак и, необязательно, другие газы, (ii) дизельную фракцию, содержащую продукт из номенклатуры дизельных топлив с плотностью не более 870 кг/м3 при 15,6°С, содержанием полиароматических соединений не более 13 мас.% и содержанием серы не более 60 wppm; и (iii) высококипящую фракцию с содержанием азота менее 100 wppm.
В некоторых вариантах осуществления изобретения по меньшей мере часть, а в некоторых вариантах осуществления изобретения весь нерециркулируемый первый исходящий поток и второй компонент направляют в зону разделения для разделения по меньшей мере на три фракции, включающие: (i) низкокипящую фракцию, содержащую аммиак и, необязательно, другие газы; (ii) дизельную фракцию, содержащую продукт из номенклатуры дизельных топлив с плотностью не более 870 кг/м3 при 15,6°С, содержанием полиароматических соединений не более 13 мас.% и содержанием серы не более 60 wppm; и (iii) высококипящую фракцию с содержанием азота менее 100 wppm. По меньшей мере часть, а в некоторых вариантах осуществления изобретения весь нерециркулируемый первый исходящий поток может быть смешан со вторым компонентом до момента его введения в зону разделения. В некоторых вариантах осуществления настоящего изобретения зона разделения содержит испарительную емкость, за которой следует дистилляционная колонна, и по меньшей мере часть, а в некоторых вариантах осуществления изобретения весь нерециркулируемый первый исходящий поток смешивают со вторым компонентом до момента введения в испарительную емкость. В некоторых вариантах осуществления настоящего изобретения по меньшей мере часть, а в некоторых вариантах осуществления изобретения весь нерециркулируемый первый исходящий поток и второй компонент вводят в зону разделения по отдельности. Второй компонент содержит, в основном состоит из или состоит из по меньшей мере части, а в некоторых вариантах осуществления изобретения из всего нерециркулируемого второго исходящего потока, как описано ниже. Приведенные выше варианты осуществления изобретения обеспечивают возможность фракционирования первого и второго исходящих потоков с использованием одной и той же дистилляционной колонны.
Низкокипящая фракция, как правило, содержит аммиак от гидроденитрификации и, необязательно, другие газы, такие как экстраводород, сероводород от гидродесульфуризации и/или углеводороды от С1 до С4.
Дизельная фракция, образовавшаяся при выполнении стадий (d) и (h) разделения, описанных выше, содержит, в основном состоит из или состоит из продукта из номенклатуры дизельных топлив с плотностью не более 870 кг/м3 при 15,6°С, содержанием полиароматических соединений не более 13 мас.% и содержанием серы не более 60 wppm. В некоторых вариантах осуществления настоящего изобретения дизельная фракция содержит, в основном состоит из или состоит из продукта из номенклатуры дизельных топлив с плотностью не более 860 кг/м3 при 15,6°С, содержанием ароматических соединений не более 11 мас.% и содержанием серы не более 50 wppm. В некоторых вариантах осуществления настоящего изобретения дизельная фракция содержит, в основном состоит из или состоит из продукта из номенклатуры дизельных топлив с плотностью не более 845 кг/м3 при 15,6°С, содержанием полиароматических соединений не более 11 мас.% и содержанием серы не более 10 wppm. В некоторых вариантах осуществления настоящего изобретения продукт из номенклатуры дизельных топлив содержит полиароматические соединения в количестве не более 8 мас.%. Как правило, в дизельной фракции содержание азота составляет менее 100 wppm, а в некоторых вариантах осуществления изобретения - менее 10 wppm. Кроме того, дизельная фракции, как правило, имеет цетановое число больше 35, а в некоторых вариантах осуществления изобретения больше 40. Как правило, температуры кипения дизельной фракции выше температур кипения лигроиновой фракции и ниже температур кипения высококипящей фракции. Температуры кипения дизельной фракции могут находиться в пределах от приблизительно 150°C до приблизительно 370°C, а в некоторых вариантах осуществления изобретения от приблизительно 150 до приблизительно 360°C, а в некоторых вариантах осуществления изобретения от приблизительно 175 до приблизительно 360°C.
В некоторых вариантах осуществления настоящего изобретения дизельные фракции, образованные при выполнении стадий (d) и (h) разделения, описанных выше, могут быть или собраны по отдельности, или объединены любым способом в качестве дизельного топлива. В нефтезаводской установке обычной практикой является смешивание углеводородного сырья, такого как сырье для получения дизельного топлива с различными свойствами, для получения конечного продукта, который представляет собой среднее оптимальное всех свойств. Дизельные фракции, полученные способом, предлагаемым согласно настоящему изобретению, вполне пригодны для применения при таких операциях смешения. В некоторых вариантах осуществления настоящего изобретения дизельные фракции, образованные при выполнении операций (d) и/или (h) разделения, описанных выше, могут быть или собраны по отдельности, или объединены любым способом в качестве компонента(ов) смеси для получения дизельного топлива.
В высококипящей фракции содержание азота и полиароматических соединений будет значительно меньше их содержания в свежем сырье ЛРГ. Например, содержание азота в высококипящей фракции в большинстве случаев будет составлять менее 100 частей на миллион по массе (wppm), в некоторых вариантах осуществления изобретения менее 50 wppm, а в некоторых других вариантах осуществления изобретения менее 10 wppm. Как правило, содержание полиароматических соединений в высококипящей фракции составляет менее 13 мас.%. В некоторых вариантах осуществления настоящего изобретения содержание полиароматических соединений в высококипящей фракции составляет менее 11 мас.% или менее 8 мас.%. У высококипящей фракции цетановое число в основном больше цетанового числа свежего ЛРГ, например цетановое число больше 30, но обычно меньше 40. В высококипящей фракции, кроме того, содержание серы будет в большинстве случаев больше, чем в свежем ЛРГ, например содержание серы будет составлять мене 100 wppm, или менее 50 wppm, или даже менее 10 wppm в случае, если в свежем сырье ЛРГ содержание серы составляло более 500 wppm. Как правило, температура кипения высококипящей фракции выше температуры кипения дизельной фракции. Например, если температуры кипения дизельной фракции находятся в пределах от приблизительно 150 до приблизительно 360°C, температура кипения высококипящей фракции будет приблизительно выше 360°C. К тому же, высококипящая фракция, как правило, имеет более высокую плотность, чем дизельная фракция. Например, если плотность дизельной фракции не более приблизительно 860 кг/м3 при 15,6°С, то плотность высококипящей фракции будет составлять более приблизительно 860 кг/м3 при 15,6°С. В некоторых вариантах осуществления настоящего изобретения часть высококипящей фракции подвергают продувке или направляют в процесс крекинга с псевдоожиженным слоем катализатора (КПОСК).
В некоторых вариантах осуществления настоящего изобретения по меньшей мере три фракции на стадии (d) разделения дополнительно включают лигроиновую фракцию. Как правило, лигроиновая фракция содержит лигроин. Температура кипения лигроиновой фракции обычно выше температуры кипения низкокипящей фракции, но ниже температуры кипения дизельной фракции. В некоторых вариантах осуществления изобретения температура кипения лигроиновой фракции может находиться в пределах от приблизительно 4 до менее приблизительно 200°C, или от приблизительно 4 до менее приблизительно 175°C, или от приблизительно 4 до менее приблизительно 160°C. Реакция первой стадии (гидроочистка), как правило, приводит к образованию лишь небольшого количества лигроина. Следовательно, объемная доля лигроина в первом выходящем продукте близка к нулю.
Зона разделения может быть представлена любым подходящим для данной цели устройством, известным из уровня техники. В некоторых вариантах осуществления настоящего изобретения зона разделения содержит, состоит в основном из или состоит из одной или нескольких дистилляционных колонн, таких как фракционирующие колонны дистилляции. К вариантам конструкции дистилляционной колонны относятся также атмосферная дистилляционная колонна и вакуумная дистилляционная колонна. В некоторых вариантах осуществления настоящего изобретения зона разделения содержит, в основном состоит из или состоит из комбинации одной или нескольких испарительных емкостей или отпарных емкостей, таких как горячая испарительная емкость высокого давления, с одной или несколькими дистилляционными колоннами. Как правило, испарительные емкости или отпарные емкости идут перед дистилляционными колоннами для разделения.
Как правило, когда зона разделения представляет собой дистилляционную колонну, низкокипящая фракция выпускается из верхнего конца колонны, лигроиновая фракция выходит из верхней части колонны, дизельная фракция выходит из части колонны, расположенной относительно ниже лигроина, и высококипящая фракция вытекает из нижней части колонны. Если испарительный резервуар стоит перед дистилляционной колонной, то, как правило, по меньшей мере часть низкокипящей фракции отводится из верхней части испарительного резервуара, а остальная жидкость отправляется в дистилляционную колонну. Часть остаточной низкокипящей фракции (например, углеводороды С1-С4) можно отбирать из верхней части дистилляционной колонны, лигроиновую фракцию отбирают из верхней части колонны, дизельную фракцию отбирают из части колонны, расположенной сравнительно ниже отбора лигроина, и высококипящую фракцию отбирают из нижней части колонны.
На второй стадии способа, стадии гидрокрекинга по меньшей мере часть а в некоторых вариантах осуществления изобретения всю высококипящую фракцию приводят в контакт с водородом и вторым разбавителем для образования однокомпонентной жидкофазной смеси (второго жидкого сырьевого потока), в которой растворен водород. Разбавитель содержит второй рециркулируемый поток, в основном состоит из него или состоит из него, как описано ниже. Смесь второго жидкого сырьевого потока приводят в контакт со вторым катализатором во второй зоне полностью жидкофазной реакции и в результате получают второй исходящий поток. Выбирают второй катализатор, который является катализатором гидрокрекинга, и параметры рабочего режима во второй зоне полностью жидкофазной реакции, такие как температура, давление и часовая объемная скорость жидкости (ЧОСЖ), чтобы вызвать размыкание цикла смеси второго жидкого сырьевого потока и избежать расщепления сырья на более легкие (например, лигроиновые) фракции. Реакции на этой стадии вызывают дающие полезный результат уменьшение плотности и увеличение цетанового числа по отношению к этим параметрам у высококипящей фракции. Второй исходящий поток обычно имеет цетановое число не менее 35, а в некоторых вариантах осуществления изобретения, не менее 40. Второй исходящий поток также, как правило, имеет содержание серы не более 50 wppm, а в некоторых вариантах осуществления изобретения не более 10 wppm.
Как правило, второй исходящий поток имеет плотность менее 875 кг/м3при 15,6°С и содержание полиароматических соединений менее 15 мас.%. В некоторых вариантах осуществления настоящего изобретения второй исходящий поток имеет плотность менее 865 кг/м3 при 15,6°С и содержание полиароматических соединений менее 13 мас.%. В некоторых вариантах осуществления настоящего изобретения второй исходящий поток имеет плотность менее 860 кг/м3 при 15,6°С и содержание полиароматических соединений менее 11 мас.%. В некоторых вариантах осуществления настоящего изобретения второй исходящий поток может иметь плотность менее 845 кг/м3 при 15,6°С. В некоторых вариантах осуществления настоящего изобретения второй исходящий поток может иметь содержание полиароматических соединений менее 8 мас.%.
Второй исходящий поток, как правило, имеет значительно меньшее содержание серы и значительно более высокое цетановое число по сравнению со свежим ЛРГ. В некоторых вариантах осуществления настоящего изобретения ЛРГ на стадии (а) имеет содержание серы более 500 wppm и второй исходящий поток на стадии (f) имеет содержание серы не более 50 wppm или даже не более 10 wppm. В некоторых вариантах осуществления настоящего изобретения ЛРГ на стадии (а) имеет цетановое число менее 30 и второй исходящий поток на стадии (f) имеет цетановое число не менее 35 или даже не менее 40.
Часть второго исходящего потока подвергают рециркуляции для применения в качестве всего или части второго разбавителя во втором жидком сырьевом потоке. В некоторых вариантах осуществления настоящего изобретения по меньшей мере часть, а в некоторых вариантах осуществления изобретения весь нерециркулируемый второй исходящий поток собирают в качестве компонента смешивания для получения жидкого топлива или в качестве жидкого топлива. В некоторых вариантах осуществления изобретения по меньшей мере часть, а в некоторых вариантах осуществления изобретения весь нерециркулируемый второй исходящий поток разделяют для образования по меньшей мере дизельной фракции, содержащей продукт из номенклатуры дизельных топлив с плотностью не более 870 кг/м3 при 15,6°С, содержанием полиароматических соединений не более 13 мас.% и содержанием серы не более 60 wppm. Такая дизельная фракция может быть собрана в качестве компонента смешивания для получения дизельного топлива или в качестве дизельного топлива.
В некоторых вариантах осуществления настоящего изобретения по меньшей мере часть, а в некоторых вариантах осуществления изобретения весь нерециркулируемый второй исходящий поток представляют в качестве всего или части второго компонента на стадии (d), описанной выше.
Первый или второй рециркулируемые потоки представляют по меньшей мере часть, а в некоторых вариантах осуществления изобретения весь разбавитель соответственно для первой или второй стадий способа. Для того и другого из первой и второй стадий коэффициент рециркуляции может находиться в пределах от приблизительно 1 до приблизительно 8, предпочтительно коэффициент рециркуляции находится в пределах от приблизительно 1 до приблизительно 5. Кроме того, что он является продуктом рециркуляции, разбавитель может содержать любую другую органическую жидкость, которая является совместимой с углеводородным сырьем и катализаторами. Когда разбавитель или на первой, или на второй из стадий содержит органическую жидкость в дополнение к рециркулируемому потоку, органическая жидкость предпочтительно представляет собой жидкость, в которой водород обладает сравнительно высокой растворимостью. Разбавитель может содержать органическую жидкость, выбранную из группы, состоящей из легких углеводородов, легких дистиллятов, лигроина, дизельного топлива и комбинаций двух или более из них. Когда разбавитель содержит органическую жидкость, органическая жидкость обычно присутствует в количестве не более 50-80%.
Потребность в водороде и его расход в течение обеих стадий могут быть высокими. Общее количество водорода, подаваемого в первую и вторую зоны полностью жидкофазной реакции, составляет более 100 нормальных литров водорода на один литр углеводородного сырья (нл/л) или более 560 ст.куб.фт/бар (стандартный кубический фут/баррель нефти). Предпочтительно общее количество водорода, подаваемое в первую и вторую зоны полностью жидкофазной реакции, составляет 200-530 нл/л (1125-3000 ст.куб.фт./бар), предпочтительнее 250-450 нл/л (1400-2500 ст.куб.фт./бар). Сочетание сырья и разбавителя дает возможность предоставить весь водород в жидкой фазе без необходимости в газовой фазе при столь высоком расходе водорода. То есть зоны обработки представляют собой зоны полностью жидкофазной реакции.
Реакции первой и второй стадий протекают в отдельных реакторах. Каждая из первой и второй зон полностью жидкофазной реакции могут независимо друг от друга содержать один реактор, или два, или более (несколько) реакторов, соединенных последовательно. Каждый реактор в одной из зон полностью жидкофазной реакции представляет собой реактор с неподвижным слоем катализатора и может быть конструктивно выполнен в виде реактора с поршневым режимом потока, трубчатого реактора или реактора другой конструкции, который заполнен твердым катализатором и в котором жидкий поток сырья пропускается через катализатор. Каждый реактор в каждой зоне полностью жидкофазной реакции может независимо содержать один слой катализатора, или два, или более (несколько) слоев катализатора, соединенных последовательно. Катализатором заполняют каждый слой. Все реакторы и слои катализаторов первой зоны полностью жидкофазной реакции гидравлически связаны и соединены друг с другом последовательно. Аналогичным образом все реакторы и слои катализаторов второй зоны полностью жидкофазной реакции гидравлически связаны и соединены друг с другом последовательно. В реакторе колонного типа или другой одинарной емкости, содержащих два или более слоев катализатора, или между несколькими реакторами слои физически разделены зонами, свободными от катализатора. Предпочтительно, между слоями может подаваться водород для возмещения израсходованной доли водорода в жидкой фазе. Свежий водород растворяется в жидкости до момента его соприкосновения с катализатором, тем самым обеспечивается поддержание условий протекания полностью жидкофазной реакции. Свободная от катализатора зона до слоя катализатора проиллюстрирована, например, в патенте США 7569136.
Рабочие режимы процессов в первой и второй зонах полностью жидкофазной реакции, другими словами, соответственно режим гидроочистки и режим гидрокрекинга, могут изменяться независимо друг от друга и изменяются в пределах от умеренного до крайне тяжелого. Температуры реакции для любой зоны полностью жидкофазной реакции могут колебаться в пределах от приблизительно 300 до приблизительно 450°С, предпочтительно от приблизительно 300 до приблизительно 400°С и предпочтительнее от приблизительно 340 до приблизительно 400°С. Давление в той и другой зоне полностью жидкофазной реакции может составлять от приблизительно 3,45 МПа (34,5 бар) до 17,3 МПа (173 бар), предпочтительно от приблизительно 6,9 до 13,9 МПа (69-138 бар). На первой и второй стадиях может использоваться широкий диапазон подходящих концентраций катализатора. Предпочтительно, доля катализатора составляет от приблизительно 10 до приблизительно 50 мас.% содержимого реактора для каждой реакционной зоны. Жидкий сырьевой поток подают с часовой объемной скоростью жидкости (ЧОСЖ), составляющей от приблизительно 0,1 до приблизительно 10 ч-1, предпочтительно от приблизительно 0,4 до приблизительно 10 ч-1, более предпочтительно от приблизительно 0,4 до приблизительно 4,0 ч-1. Специалист в области техники легко может выбрать подходящие рабочие режимы процесса без затруднений или неоправданного экспериментирования.
Преимущество способа, предлагаемого согласно настоящему изобретению, состоит в том, что он обеспечивает возможность превращения ЛРГ в продукт из номенклатуры дизельных топлив при высоком выходе продукта. Дизельное топливо, полученное таким образом, является высококачественным дизельным топливом с плотностью приблизительно 860 (0,860 г/мл) или менее при температуре 15,6°С; содержанием полиароматических соединений не более 11 мас.%; содержанием серы не более 50 wppm, предпочтительно не более 10 wppm; и цетановым числом более 35.
ОПИСАНИЕ ЧЕРТЕЖЕЙ
На фиг. 1 и 2 представлены технологические схемы процесса гидрообработки легкого рециклового газойля в полностью жидкофазных реакторах согласно вариантам осуществления способа согласно настоящему изобретению. Некоторые детальные элементы предлагаемого способа, такие как насосы и компрессоры, разделительное оборудование, питающие резервуары, теплообменники, емкости для приема продукта и другое вспомогательное оборудование не показаны для простоты, а также с целью продемонстрировать основные элементы способа. Такие вспомогательные элементы будут понятны специалисту в данной области техники. Также следует понимать, что такое вспомогательное и дополнительное оборудование может быть легко спроектировано и использовано специалистом в данной области без каких-либо затруднений, или неоправданного экспериментирования, или изобретательства.
На фиг. 1 показана установка 10 для гидрообработки согласно иллюстративному варианту А осуществления изобретения. Свежий углеводородное сырье, в данном случае легкий рецикловый газойль, подводится по трубопроводу 15 и в точке 18 смешения входит в контакт с водородом 16, поступающим из основного трубопровода 14 для водорода, и первым разбавителем 17 для образования первого жидкого сырьевого потока, который подается по трубопроводу 19 в верхний конец реактора 20 гидроочистки. Первый жидкий сырьевой поток в нисходящем потоке входит в контакт с первым катализатором, который, как показано, состоит из двух слоев 21 и 22 катализатора, расположенных последовательно внутри реактора 20 гидроочистки. Первый исходящий поток 25 выходит из реактора гидроочистки и делится 26 на две части. Одна часть первого исходящего потока рециркулируется в качестве первого разбавителя 17. Остающаяся, нерециркулируемая часть 28 первого исходящего потока направляется в сепаратор 30, в котором аммиак и другие газы удаляются 32. Дегазированный второй исходящий поток 35 выпускается из сепаратора и входит в контакт в точке 36 смешения с водородом 37 и вторым разбавителем 38 для образования второго жидкого сырьевого потока 39, который подается в верхний конец реактора 40 гидрокрекинга. Этот второй исходящий поток в нисходящем потоке входит в контакт со вторым катализатором, который, как показано, состоит из одного слоя 43 катализатора внутри реактора 40 гидрокрекинга. Третий исходящий поток 46 выходит из реактора гидрокрекинга и делится 47 на две части. Одна часть третьего исходящего потока рециркулируется в качестве второго разбавителя 38. Остальная, нерециркулируемая часть второго исходящего потока отбирается в качестве потока 49 продукта. Поток продукта может быть фракционирован (дистиллирован) в другом месте для разделения дизельной фракции и (меньшей) лигроиновой фракции.
Как видно из фиг. 1, предпочтительным является нисходящий поток жидкого сырьевого потока через реакторы. Однако данный документ предусматривает также возможность осуществления способа при восходящем потоке.
На фиг. 2 показана установка 100 для гидрообработки согласно другому иллюстративному варианту В осуществления изобретения. Свежее углеводородное сырье, в данном случае легкий рецикловый газойль, подводится по трубопроводу 115 и в точке 118 смешения входит в контакт с водородом 116, поступающим из основного трубопровода 114 для водорода, и первым разбавителем 117 для образования первого жидкого сырьевого потока, который подается по трубопроводу 119 в верхний конец реактора 200 гидроочистки. Первый жидкий сырьевой поток в нисходящем потоке входит в контакт с первым катализатором, который, как показано, состоит из трех слоев 201, 202 и 203 катализатора, расположенных последовательно внутри реактора 200 гидроочистки. Первый исходящий поток 125 выходит из реактора гидроочистки и делится 126 на две части. Одна часть первого исходящего потока рециркулируется в качестве первого разбавителя 117. Остающаяся, нерециркулируемая часть 127 первого исходящего потока и второй компонент 516 смешиваются 128 и вводятся 129 в испарительную емкость 300, в которой аммиак и другие газы удаляются 311. Остающаяся жидкость 312 направляется в дистилляционную колонну 400, в которой остаточная низкокипящая фракция выходит 411 из верхнего конца колонны, дизельная фракция 413 и, необязательно, лигроиновая фракция 412 собираются, и высококипящая фракция 414 направляется 416 в реактор 500 гидрокрекинга. Необязательно, часть 415 высококипящей фракции подвергается продувке или направляется в процесс крекинга с псевдоожиженным слоем катализатора (КПОСК). Высококипящая фракция 416 входит в контакт в точке 511 смешения с водородом 512 и вторым разбавителем 515 для образования второго жидкого сырьевого потока 513, который подается в верхний конец реактора 500 гидрокрекинга. Второй жидкий сырьевой поток в нисходящем потоке входит в контакт со вторым катализатором, который, как показано, состоит из двух слоев 501 и 502 катализатора внутри реактора 500 гидрокрекинга. Второй исходящий поток 514 выходит из реактора гидрокрекинга и делится 517 на две части. Одна часть второго исходящего потока рециркулируется в качестве второго разбавителя 515. Остающаяся, нерециркулиремая часть второго исходящего потока отбирается в качестве второго компонента 516.
Как видно из фиг.2, предпочтительным является режим нисходящий поток жидкого сырья через реакторы. Однако данный документ предусматривает также возможность осуществления способа в режиме восходящего потока.
ПРИМЕРЫ
Нижеследующие примеры приведены для пояснения конкретных вариантов осуществления настоящего изобретения и не должны рассматриваться как ограничивающие каким-либо образом объем настоящего изобретения.
Все стандарты ASTM, на которые дана ссылка в данном описании изобретения, могут быть получены от ASTM International, West Conshohocken, PA, www.astm.org.
Количества серы, азота или азотистого основания даны в частях на миллион по массе (wppm).
Содержание серы (общее содержание серы) измеряли с использованием стандарта ASTM D4294 (2008) “Standard Test Method for Sulfur in Petroleum and Petroleum Products by Energy Dispersive X-ray Fluorescence Spectrometry,” DOI: 10.1520/D4294-08 и стандарта ASTM D7220 (2006) “Standard Test Method for Sulfur in Automotive Fuels by Polarization X-ray Fluorescence Spectrometry,” DOI: 10.1520/D7220-06.
Содержание азота (общее содержание азота) измеряли с использованием стандарта ASTM D4629 (2007) “Standard Test Method for Trace Nitrogen in Liquid Petroleum Hydrocarbons by Syringe/Inlet Oxidative Combustion and Chemiluminescence Detection,” DOI: 10.1520/D4629-07 и ASTM D5762 (2005) “Standard Test Method for Nitrogen in Petroleum and Petroleum Products by Boat-Inlet Chemiluminescence,” DOI: 10.1520/D5762-05.
Содержание ароматических соединений, включая моноароматические соединения и полиароматические соединения, определяли с использованием стандарта ASTM D6591-1, озаглавленного “Standard Test Method for Determination of Aromatic Hydrocarbon Types in Middle Distillates-High Performance Liquid Chromatography Method with Refractive Index Detection“.
Распределение интервала температур кипения было определено с использованием стандарта ASTM D2887 (2008), “Standard Test Method for Boiling Range Distribution of Petroleum Fractions by Gas Chromatography,” DOI: 10.1520/D2887-08.
Плотность, удельную плотность и плотность в градусах API измеряли с использованием стандарта ASTM Standard D4052 (2009), “Standard Test Method for Density, Relative Density, and API Gravity of Liquids by Digital Density Meter,” DOI: 10.1520/D4052-09.
“Плотность в градусах API” относится к плотности Американского нефтяного института, которая является мерой того, является ли нефтяная жидкость тяжелой или легкой по сравнению с водой. Если плотность в градусах API нефтяной жидкости больше 10, то она легче воды и плавает на поверхности; если меньше 10, то она тяжелее воды и оседает. Таким образом, плотность в градусах API представляет собой обратную величину относительной плотности нефтяной жидкости и плотности воды, и ее применяют для сравнения относительных плотностей нефтяных жидкостей.
Формула получения плотности в градусах API нефтяных жидкостей из удельной плотности (SG) является следующей:
Плотность в градусах API = (141,5/SG) - 131,5
Цетановое число применимо для оценки цетанового номера (показатель способности гореть дизельного топлива), если испытываемый двигатель не доступен или если величина пробы слишком мала для непосредственного определения этого свойства. Цетановое число определяли с помощью стандарта ASTM D4737 (2009a), “Standard Test Method for Calculated Cetane Index by Four Variable Equation,” DOI: 10.1520/D4737-09a.
"ЧОСЖ" означает часовую объемную скорость жидкости, которая представляет собой объемный расход жидкого сырьевого потока, деленный на объем катализатора, и дается как ч−1.
"СВТС" означает средневзвешенную температуру слоя.
Эксперименты проводили в опытной установке, вмещавшей пять реакторов с неподвижным слоем катализатора, соединенных последовательно. Каждый реактор представлял собой трубопровод из нержавеющей стали марки 316L с наружным диаметром 19 мм (3/4 дюйма). Реакторы 1 и 2 имели длину 49 см, а реактор 3 имел длину 61 см. Длина и того и другого из реакторов 4 и 5 составляла 49 см (в примерах 2-4) или 61 см (в сравнительном примере А). Катализатором заполнили среднюю секцию реактора. Для удержания катализатора на месте использовали металлическую сетку, и снаружи металлической сетки на обоих концах находился слой стеклянных шариков размером 1 мм. Концы реакторов были снабжены восстановителями до 6 мм (1/4 дюйма).
Каждый реактор был помещен в терморегулируемую песчаную баню в заполненной мелкозернистым песком длинной трубе длиной 120 см с наружным диаметром 7,6 см (3 дюйма). Температуру контролировали на входе и на выходе каждого реактора, а также в каждой песчаной бане. Температуру в каждом реакторе регулировали с использованием нагревательных лент, обернутых вокруг трубы с наружным диаметром 7,6 см и подсоединенных к регуляторам температуры.
Водород подавали из баллонов со сжатым газом, и с помощью регуляторов массового расхода измеряли значения расхода. Водород инжектировали и смешивали с объединенными свежим сырьем ЛРГ и потоком рециклового продукта перед реактором 1. Объединенный поток "свежее ЛРК/водород/рецикловый продукт" проходил в направлении вниз через первую терморегулируемую песчаную баню в трубе с наружным диаметром 6 мм и затем снизу вверх проходил через реактор 1. В исходящий из реактора 1 поток (сырье для реактора 2), после его выхода их реактора 1, вводили дополнительное количество водорода. Сырье, поданное в реактор 2, проходило в направлении вниз через вторую терморегулируемую песчаную баню в трубе с наружным диаметром 6 мм, а затем в режиме восходящего потока через реактор 2. В исходящем из реактора 2 потоке (сырье для реактора 3), после его выхода из реактора 2, дополнительно растворяли водород. Подача жидкого сырьевого потока в реактор 3 и все, что следовало далее, осуществлялось аналогично. После выхода из реактора 3 исходящий поток делили на рециркулируемый поток и исходящий поток продукта. Жидкий рециркулируемый поток проходил через поршневой дозировочный насос и далее присоединялся к потоку свежего сырья ЛРГ на входе первого реактора.
Катализатор был предварительно сульфидирован и стабилизирован до момента проведения иллюстративного испытания. Катализатор высушивали с вечера и всю ночь при 115°С при общем расходе водорода 210 стандартных кубических сантиметров в минуту (ст.куб.см/мин). Давление было равно 1,7 МПа (17 бар). Загруженные катализатором реакторы нагревали до 176°С потоком текучей среды, более легкой чем древесный уголь, проходившим через слои катализатора. В текучую среду легче древесного угля при 176°С вводили обогащенное серой средство (1 мас.% серы, добавленный в виде 1-додеканетиола) и газообразный водород для того, чтобы началось предварительное сульфидирование катализаторов. Давление было равно 6,9 МПа (69 бар). Температуру в каждом реакторе постепенно увеличивали до 320°C. Предварительное сульфидирование продолжали при 320°C до момента прорыва сероводорода (H2S) на выходе последнего реактора. После предварительного сульфидирования катализаторы стабилизировали посредством пропускания сквозь слои катализатора потока прямогонной дизельной фракции (ПДФ) при температуре от 320 до 355°С и при давлении 6,9 МПа (манометрическое давление 1000 фунт/кв. дюйм или 69 бар) в течение 10 ч.
Легкий рецикловый газойль (ЛРГ), использовавшийся в этих экспериментах, был получен от промышленной нефтеперарабытающей установки и имел характеристики, приведенные в таблице 1.
в примерах
Цетановое число
Содержание ароматических соединений
Моноароматические соединения
Полиароматические соединения
Общее содержание ароматических соединений
мас.%
мас.%
23
18,2
55,2
73,4
Пример 1
Этот пример проиллюстрировал первую стадию способа, предлагаемого согласно настоящему изобретению. Реакторы 1-3 были оснащены катализатором гидроочистки для осуществления гидроденитрогенизации (ГДНГ), гидродесульфуризации (ГДС) и гидродеароматизации (ГДА) Катализатор, KF-860 (NiMo на подложке из γ-Al2O3), от фирмы Albemarle Corp., Baton Rouge, LA, был в виде экструдатов четырехлистника диаметром приблизительно 1,3 мм и длиной приблизительно 10 мм. В первый, второй и третий реакторы загрузили соответственно 22 мл, 62 мл и 96 мл (всего 180 мл) катализатора. Реактор 1 заполнили слоем стеклянных шариков 30 мл (внизу) и 30 мл (вверху). Реактор 2 заполнили слоем стеклянных шариков 10 мл (внизу) и 11 мл (вверху). Реактор 3 заполнили слоем стеклянных шариков 7 мл (внизу) и 3 мл (вверху).
Свежее сырье ЛРГ нагнетали в реактор 1 с помощью возвратно-поступательного насоса со скоростью потока в пределах от 1 до 3 мл/мин. Общее количество поданного в реакторы водорода находилось в пределах от 310 до 350 нл/л (1730-2180 ст.куб.фт/бар). Реакторы 1-3 имели СВТС в пределах от 360 до 405°C. Давление было равно 13,8 МПа (138 бар). Исходящий поток реактора 3, делили на рециркулируемый поток и исходящий поток продукта. Жидкий рециркулируемый поток пропускали через дозирующий поршневой насос для объединения со свежим сырьем на входе первого реактора. Коэффициент рециркуляции находился в пределах от 4 до 6. ЧОСЖ находился в пределах от 0,33 до 1 ч-1.
Исходящий поток продукта, выходящий из реактора 3, был доведен до температуры и давления окружающей среды. Растворенные газы выпускали из продукта путем насыщения жидкости азотом, и полученный в результате дегазированный продукт (упоминаемый как продукт стадии 1) сохраняли для применения в последующих примерах. Характеристики продукта стадии 1 приведены в таблице 2.
Пример 2
В этом примере показана вторая стадия способа согласно настоящему изобретению, в которой продукт стадии 1 из примера 1 использован в качестве сырья.
Реакторы 4 и 5 наполнили катализатором гидрокрекинга, КС2610 (NiW на цеолитовой подложке) от фирмы Albemarle в виде цилиндрических экструдатов диаметром приблизительно 1,5 мм и длиной 10 мм. Каждый реактор был заполнен 60 мл катализатора и вмещал слой стеклянных шариков величиной 12 мл (внизу) и величиной 24 мл (вверху). Водород вводили только в сырье, подаваемый в реактор 4; исходящий поток из реактора 4 поступал непосредственно в реактор 5. Исходящий поток из реактора 5 делили на рециркулируемый поток и исходящий поток продукта. Жидкий рециркулируемый поток проходил через дозирующий поршневой насос для объединения с сырьем на входе реактора 4.
Сырье (продукт стадии 1 из примера 1) нагнетали в реактор 4 с помощью возвратно-поступательного насоса с объемной скоростью потока 1,5 мл/мин для ЧОСЖ величиной 0,75 ч-1 . Водород подавали при 1,25 нл/л (710 ст.куб.фт/бар). Давление было равно 13,8 МПа (138 бар). Коэффициент рециркуляции был равен 6. Испытания проводили при двух разных температурах реакции. Реакторы 4 и 5 имели СВТС величиной 343°C при одном испытании и 360°C при другом испытании. Характеристики сырья и продукта от каждой температуры реакции сведены в таблицу 3.
Пример 3
В этом пример показана вторая стадия способа согласно настоящему изобретению, на котором продукт стадии 1 из примера 1 фракционировали перед его использованием в качестве сырья. В остальном условия реакции аналогичны примеру 2.
Часть продукта стадии 1 из примера 1 загрузили в дистилляционную колонну, рассчитанную на порцию в 3 л. Колонна вмещала 5 тарелок, конденсатор полной конденсации и делитель флегмы. Колонна работала в условиях вакуума. Для нагрева колонны применяли электронагревательный кожух. Колонна работала с флегмовым числом 2:1. Перегонку продолжали до тех пор, пока средняя плотность дистиллята не достигала 850 кг/м3. Остатки от периодической перегонки использовали в качестве сырья для второй стадии примера 3.
Сырье (остатки от перегонки) нагнетали в реактор 4 с помощью возвратно-поступательного насоса со скоростью потока, равной 1,5 мл/мин, для ЧОСЖ, составлявшей 0,75 ч-1. Водород подавали при 125 нл/л (710 ст.куб.фт/барр.). Давление было равно 13,8 МПа (138 бар). Коэффициент рециркуляции был равен 6. Испытания были проведены повторно при двух разных температурах реакции. В одном испытании СВТС реакторов 4 и 5 была равна 343°C, а в другом испытании она была равна 360°C Характеристики сырья (остатки от перегонки) и продукта от каждой температуры реакции сведены в таблицу 4.
Пример 4
В этом примере показано применение в реакторах 4 и 5 другого типа катализатора гидрокрекинга. Условия реакции в остальном аналогичны примеру 3, включая применение той же самой порции остатков от перегонки в качестве сырья.
Каждый из реакторов 4 и 5 вмещал 60 мл "аморфного" катализатора, KF1023-1,5Q, произведенного фирмой Albemarle, который представляет собой никель/молибден на активированном оксиде алюминия в виде экструдата в форме четырехлистника диаметром приблизительно 1,5 мм. Предварительное сульфидирование и стабилизация катализатора были такими же, как и для других катализаторов.
Сырье (остатки от перегонки, упомянутые в пример 3) нагнетали в реактор 4 с помощью возвратно-поступательного насоса со скоростью потока 1,5 мл/мин при ЧОСЖ, составлявшей 0,75/ч. Водород подавали при 113 нл/л (636 ст.куб.фт/бар). Давление было равно 13,8 МПа (138 бар). Коэффициент рециркуляции был равен 6. Реакторы 4 и 5 имели СВТС, равную 343°C. Характеристики сырья (остатков от перегонки) и продукта, получено при температуре реакции, равной 343°C, сведены в таблицу 5.
Пример А (для сравнения)
В примере сравнения показано отличие в профиле продукта, полученном тогда, когда до реакторов гидрокрекинга дегазация для удаления летучих соединений, в частности аммиака, не осуществляется.
В реакторы 1-3 загрузили катализатор, описанный в примере 1. Реакторы 4 и 5 заполнили катализатором гидрокрекинга KC2610, который описан в пример 2, с той разницей, что в данном случае каждый из реакторов 4 и 5 был заполнен 90 мл катализатора и вмещал слой 10 мл (в нижней части) и 15 мл (в верхнем конце) стеклянных шариков.
Все реакторы были соединены последовательно; после реактора 3 не было прерывания процесса для дегазации. Кроме того, была только одна петля рециркуляции. Исходящий поток из реактора 5 делили на рециркулируемый поток и на исходящий поток продукта, и жидкий рециркулируемый поток проходил через дозирующий поршневой насос для объединения с сырьем на входе реактора 1. Перед реакторами 1-4 в поток сырья вводили водород до перенасыщения сырья.
Свежее сырье (ЛРГ) нагнетали в реактор 1 с помощью возвратно-поступательного насоса соответственно со скоростью потока приблизительно 2,24 мл/мин для целевой гидроочистки и ЧОСЖ, составлявшей 0,75 ч-1 для гидрокрекинга. Общее количество водорода, подаваемое в катализатор гидроочистки (реакторы 1-3), было аналогичным примеру 1 (360 нл/л). Общее количество водорода, подаваемое в катализатор гидрокрекинга (реакторы 4-5), составляло 100 нл/л (560 ст.ку.фт/бар). СВТС реакторов 1-3 была равна 360°С, а СВТС реакторов 4-5 была равна 370°С. Давление было равно 13,8 МПа (138 бар). Коэффициент рециркуляции был равен 6. Условия поддерживали в течение 3 часов для обеспечения введения системы в установленный режим. Характеристики продукта примера А сведены в таблицу 6 и сопоставлены с характеристиками обладающего признаками изобретения, соответствующего примеру 2, полученного при 343°C продукта.
Данные показывают преимущество настоящего изобретения, при удаленном азоте до осуществления гидрокрекинга, по сравнению с аналогичной реакцией, при которой азот не удаляли до осуществления гидрокрекинга. Несмотря на то, что оба способа по существу обеспечивают обогащение ЛРГ при отсутствии образования значительных количеств лигроина, предлагаемый согласно изобретению способ дает важные и значительно лучшие результаты в отношении более низкой плотности и более высокого цетанового числа.
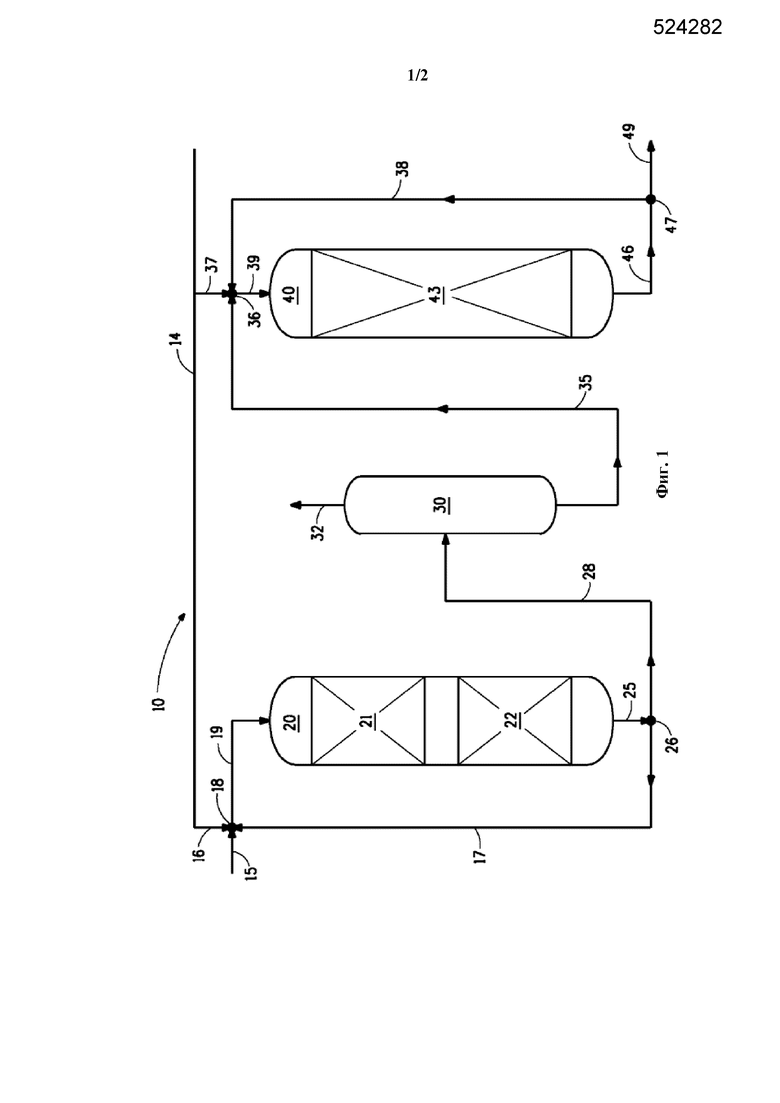
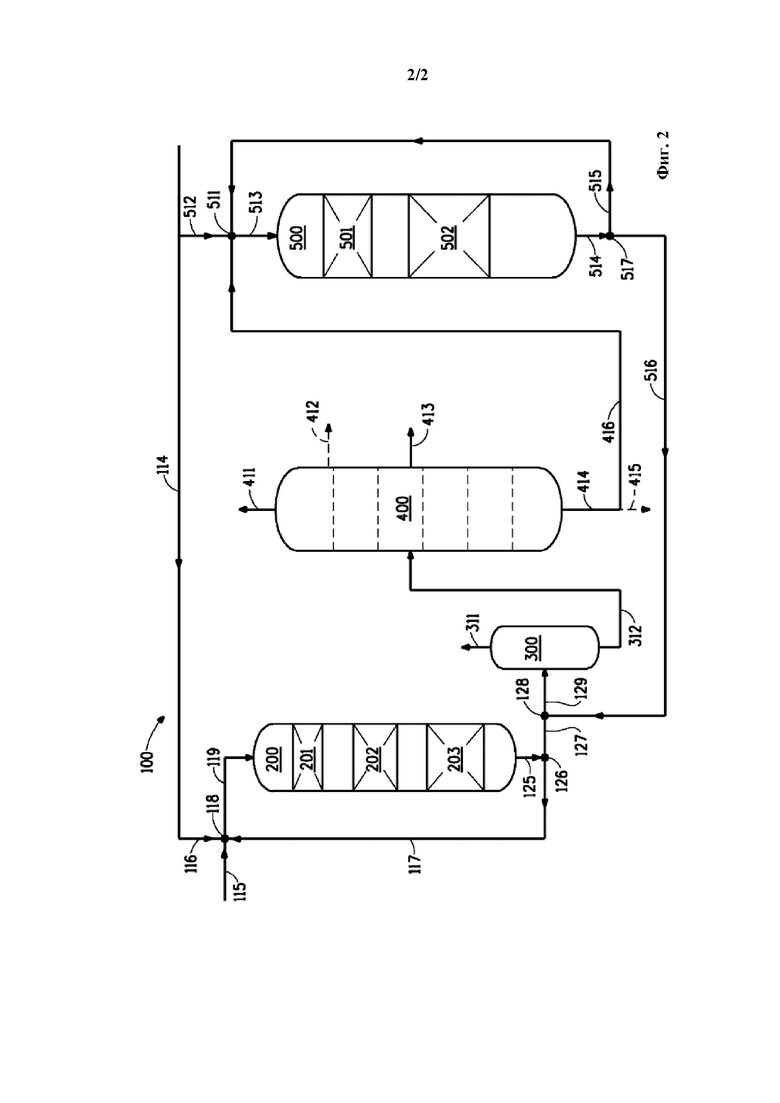
Изобретение относится к способам гидрообработки углеводородного сырья, где способ, в частности, включает (a) приведение в контакт углеводородного сырья с водородом и первым разбавителем для образования первого жидкого сырьевого потока, при этом водород растворяют в указанном первом жидком сырьевом потоке и при этом углеводородное сырье представляет собой легкий рецикловый газойль (ЛРГ) с содержанием полиароматических соединений более 25 мас.%, содержанием азота более 300 частей на миллион по массе (wppm) и плотностью более 890 кг/м3 при 15,6°С при 15,6°С; (b) приведение в контакт смеси первого жидкого сырьевого потока с первым катализатором в первой зоне полностью жидкофазной реакции для получения первого исходящего потока; (c) осуществление рециркуляции части первого исходящего потока для применения в качестве всего или части первого разбавителя на стадии (a); (d) отделение аммиака и, необязательно, других газов из нерециркулируемой части первого исходящего потока для получения второго исходящего потока с содержанием азота менее 100 wppm; (e) приведение в контакт второго исходящего потока с водородом и вторым разбавителем для получения второго жидкого сырьевого потока, при этом водород растворяют в указанном втором жидком сырьевом потоке; (f) приведение в контакт второго жидкого сырьевого потока со вторым катализатором во второй зоне полностью жидкофазной реакции для получения третьего исходящего потока с плотностью менее 865 кг/м3 при 15,6°С и содержанием полиароматических соединений менее 11 мас.%; (g) осуществление рециркуляции части третьего исходящего потока для применения в качестве всего или части второго разбавителя на стадии (e); и (h) отбор нерециркулируемой части третьего исходящего потока в качестве потока продукта, причем первый катализатор представляет собой катализатор гидрирования и второй катализатор представляет собой катализатор размыкания циклов. Преимущество заключается в том, что сырье ЛРГ превращается в дизельное топливо с высоким выходом продукта при малой потере углеводорода на образование лигроина. 4 н. и 11 з.п. ф-лы, 2 ил., 6 табл., 4 пр.
1. Способ гидрообработки углеводородного сырья, включающий:
(a) приведение в контакт углеводородного сырья с водородом и первым разбавителем для образования первого жидкого сырьевого потока, при этом водород растворяют в указанном первом жидком сырьевом потоке и при этом углеводородное сырье представляет собой легкий рецикловый газойль (ЛРГ) с содержанием полиароматических соединений более 25 мас.%, содержанием азота более 300 частей на миллион по массе (wppm) и плотностью более 890 кг/м3 при 15,6°;
(b) приведение в контакт смеси первого жидкого сырьевого потока с первым катализатором в первой зоне полностью жидкофазной реакции для получения первого исходящего потока;
(c) осуществление рециркуляции части первого исходящего потока для применения в качестве всего или части первого разбавителя на стадии (a);
(d) отделение аммиака и, необязательно, других газов из нерециркулируемой части первого исходящего потока для получения второго исходящего потока с содержанием азота менее 100 wppm;
(e) приведение в контакт второго исходящего потока с водородом и вторым разбавителем для получения второго жидкого сырьевого потока, при этом водород растворяют в указанном втором жидком сырьевом потоке;
(f) приведение в контакт второго жидкого сырьевого потока со вторым катализатором во второй зоне полностью жидкофазной реакции для получения третьего исходящего потока с плотностью менее 865 кг/м3 при 15,6°С и содержанием полиароматических соединений менее 11 мас.%;
(g) осуществление рециркуляции части третьего исходящего потока для применения в качестве всего или части второго разбавителя на стадии (e); и
(h) отбор нерециркулируемой части третьего исходящего потока в качестве потока продукта, причем первый катализатор представляет собой катализатор гидрирования и второй катализатор представляет собой катализатор размыкания циклов.
2. Способ по п.1, дополнительно включающий
(i) фракционирование потока продукта для выделения по меньшей мере дизельной фракции.
3. Способ по п.1, отличающийся тем, что содержание азота во втором исходящем потоке, полученном на стадии (d), составляет менее 10 wppm.
4. Способ по п.1, отличающийся тем, что в потоке продукта содержание дизельного топлива составляет по меньшей мере 75 об.% от общего объема дизельной фракции и лигроиновой фракции.
5. Способ по п.1, отличающийся тем, что содержание серы в ЛРГ на стадии (а) составляет более 500 wppm и содержание серы в потоке продукта на стадии (h) составляет менее 50 wppm.
6. Способ гидрообработки углеводородного сырья, включающий:
(a) приведение в контакт углеводородного сырья с водородом и первым разбавителем для образования первого жидкого сырьевого потока, при этом водород растворяют в указанном первом жидком сырьевом потоке и при этом углеводородное сырье представляет собой легкий рецикловый газойль (ЛРГ) с содержанием полиароматических соединений более 25 мас.%, содержанием азота более 300 частей на миллион по массе (wppm) и плотностью более 890 кг/м3 при 15,60С;
(b) приведение в контакт смеси первого жидкого сырьевого потока с первым катализатором в первой зоне полностью жидкофазной реакции для получения первого исходящего потока;
(c) осуществление рециркуляции части первого исходящего потока для применения в качестве всего или части первого разбавителя на стадии (a);
(d) разделение по меньшей мере нерециркулируемой части первого исходящего потока в зоне разделения по меньшей мере на три фракции, включающие: (i) низкокипящую фракцию, содержащую аммиак и, необязательно, другие газы; (ii) дизельную фракцию, содержащую продукт из номенклатуры дизельных топлив с плотностью не более 870 кг/м3 при 15,6°С, содержанием полиароматических соединений не более 13 мас.% и содержанием серы не более 60 wppm; и (iii) высококипящую фракцию с содержанием азота менее 100 wppm;
(e) приведение в контакт по меньшей мере части высококипящей фракции с водородом и вторым разбавителем для получения второго жидкого сырьевого потока, при этом водород растворяют в указанном втором жидком сырьевом потоке;
(f) приведение в контакт второго жидкого сырьевого потока со вторым катализатором во второй зоне полностью жидкофазной реакции для получения второго исходящего потока с плотностью менее 875 кг/м3 при 15,6°С и содержанием полиароматических соединений менее 15 мас.%; и
(g) осуществление рециркуляции части второго исходящего потока для применения в качестве всего или части второго разбавителя на стадии (е);
причем по меньшей мере три фракции включают лигроиновую фракцию и содержание дизельной фракции составляет по меньшей мере 90 об.% от общего объема дизельной и лигроиновой фракций.
7. Способ по п.6, дополнительно включающий: (h) разделение по меньшей мере нерециркулируемой части второго исходящего потока для образования по меньшей мере дизельной фракции, содержащей продукт из номенклатуры дизельных топлив с плотностью не более 870 кг/м3 при 15,6°С, содержанием полиароматических соединений не более 13 мас.% и содержанием серы не более 60 wppm.
8. Способ гидрообработки углеводородного сырья, включающий:
(a) приведение в контакт углеводородного сырья с водородом и первым разбавителем для образования первого жидкого сырьевого потока, при этом водород растворяют в указанном первом жидком сырьевом потоке и при этом углеводородное сырье представляет собой легкий рецикловый газойль (ЛРГ) с содержанием полиароматических соединений более 25 мас.%, содержанием азота более 300 частей на миллион по массе (wppm) и плотностью более 890 кг/м3 при 15,60С;
(b) приведение в контакт смеси первого жидкого сырьевого потока с первым катализатором в первой зоне полностью жидкофазной реакции для получения первого исходящего потока;
(c) осуществление рециркуляции части первого исходящего потока для применения в качестве всего или части первого разбавителя на стадии (a);
(d) направление по меньшей мере нерециркулируемой части первого исходящего потока и второго компонента в зону разделения для образования по меньшей мере трех фракций, включающих: (i) низкокипящую фракцию, содержащую аммиак и, необязательно, другие газы; (ii) дизельную фракцию, содержащую продукт из номенклатуры дизельных топлив с плотностью не более 870 кг/м3 при 15,6°С, содержанием полиароматических соединений не более 13 мас.% и содержанием серы не более 60 wppm; и (iii) высококипящую фракцию с содержанием азота менее 100 wppm;
(e) приведение в контакт по меньшей мере части высококипящей фракции с водородом и вторым разбавителем для получения второго жидкого сырьевого потока, при этом водород растворяют в указанном втором жидком сырьевом потоке;
(f) приведение в контакт второго жидкого сырьевого потока со вторым катализатором во второй зоне полностью жидкофазной реакции для получения второго исходящего потока с плотностью менее 875 кг/м3 при 15,6°С и содержанием полиароматических соединений менее 15 мас.%;
(g) осуществление рециркуляции части второго исходящего потока для применения в качестве всего или части второго разбавителя на стадии (е); и
(h) предоставление по меньшей мере нерециркулируемой части второго исходящего потока в качестве всего или части второго компонента на стадии (d).
9. Способ по п.8, отличающийся тем, что по меньшей мере нерециркулируемую часть первого исходящего потока и второй компонент смешивают перед введением в зону разделения на стадии (d).
10. Способ по пп.1, 6 или 8, отличающийся тем, что общее количество водорода, подаваемое в первую и вторую зоны полностью жидкофазной реакции, составляет 200-530 нл/л (1125-3000 ст.куб.фт/бар).
11. Способ по пп.1, 6 или 8, отличающийся тем, что как первая зона полностью жидкофазной реакции, так и вторая зона полностью жидкофазной реакции имеют, независимо друг от друга, температуру в пределах от приблизительно 300 до приблизительно 450°С, давление в пределах от приблизительно 3,45 МПа (34,5 бара) до приблизительно 17,3 МПа (173 бара) и часовую объемную скорость жидкости (ЧОСЖ) от приблизительно 0,1 до приблизительно 10 ч-1.
12. Способ по п.8, отличающийся тем, что по меньшей мере три фракции дополнительно включают лигроиновую фракцию и содержание дизельной фракции составляет по меньшей мере 75 об.% от общего объема дизельной и лигроиновой фракций.
13. Способ по пп.6 или 8, отличающийся тем, что доля азота в высококипящей фракции составляет менее 10 wppm.
14. Способ по пп.6 или 8, отличающийся тем, что содержание серы в ЛРГ на стадии (а) составляет более 500 wppm и содержание серы во втором исходящем потоке на стадии (f) составляет не более 50 wppm.
15. Способ гидрообработки углеводородного сырья, включающий:
(a) приведение в контакт углеводородного сырья с водородом и первым разбавителем для образования первого жидкого сырьевого потока, при этом водород растворяют в указанном первом жидком сырьевом потоке и при этом углеводородное сырье представляет собой легкий рецикловый газойль (ЛРГ) с содержанием полиароматических соединений более 25 мас.%, содержанием азота более 300 частей на миллион по массе (wppm) и плотностью более 890 кг/м3 при 15,6°С;
(b) приведение в контакт смеси первого жидкого сырьевого потока с первым катализатором в первой зоне полностью жидкофазной реакции для получения первого исходящего потока;
(c) осуществление рециркуляции части первого исходящего потока для применения в качестве всего или части первого разбавителя на стадии (a);
(d) разделение по меньшей мере нерециркулируемой части первого исходящего потока в зоне разделения по меньшей мере на три фракции, включающие: (i) низкокипящую фракцию, содержащую аммиак и, необязательно, другие газы; (ii) дизельную фракцию, содержащую продукт из номенклатуры дизельных топлив с плотностью не более 870 кг/м3 при 15,6°С, содержанием полиароматических соединений не более 13 мас.% и содержанием серы не более 60 wppm; и (iii) высококипящую фракцию с содержанием азота менее 100 wppm;
(e) приведение в контакт по меньшей мере части высококипящей фракции с водородом и вторым разбавителем для получения второго жидкого сырьевого потока, при этом водород растворяют в указанном втором жидком сырьевом потоке;
(f) приведение в контакт второго жидкого сырьевого потока со вторым катализатором во второй зоне полностью жидкофазной реакции для получения второго исходящего потока с плотностью менее 875 кг/м3 при 15,6°С и содержанием полиароматических соединений менее 15 мас.%; и
(g) осуществление рециркуляции части второго исходящего потока для применения в качестве всего или части второго разбавителя на стадии (е);
где на стадии разделения (d) лигроиновая фракция по существу не образуется.
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| US 8066867 B2, 29.11.2011 | |||
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| US 3620962 A, 16.11.1971 | |||
| Прибор для записи промежутков времени при хронометрировании | 1926 |
|
SU13273A1 |

