Область изобретения
Настоящее изобретение относится к способу гидрообработки тяжелого углеводородного сырья в одной фазе в заполненных жидкостью реакторах.
Предпосылки изобретения
Смеси тяжелых углеводородов включают соединения с высокими точками кипения и обычно отличаются тем, что обладают высоким содержанием асфальтенов, высокой вязкостью и высокой плотностью. На сегодняшний день у производителей смесей тяжелых углеводородов есть несколько вариантов их применения, и доступные из них имеют относительно низкую ценность с точки зрения промышленного использования.
В смесях тяжелых углеводородов присутствуют асфальтены, и их буквально называют “осадком” при очистке нефтепродуктов. То есть асфальтены присутствуют в таких смесях тяжелых углеводородов, как вакуумные остатки, после удаления ценных продуктов, например, лигроина (для бензина) и солярки (для дизельного топлива). Смеси тяжелых углеводородов можно дополнительно подвергать деасфальтизации растворителем для получения деасфальтизата (DAO), который можно применять, например, в качестве сырья для установки крекинга с флюидизированным катализатором (FCC).
Некоторые смеси тяжелых углеводородов применяют в качестве остаточного жидкого нефтяного топлива (нефтепродукт № 6), которое представляет собой низкосортный нефтепродукт низкой стоимости и имеет ограниченное применение из-за высокой вязкости (требуется нагревание перед применением, и его нельзя применять в современных транспортных средствах) и относительно высокого содержания загрязнителей, таких как сера. Смеси тяжелых углеводородов можно подавать в установки коксования для получения кокса. Тем не менее установки коксования обычно малоэффективны, дороги в эксплуатации и подвержены частым сбоям процесса и отключениям, зачастую из-за высокого содержания ароматических асфальтеновых структур. Асфальтены можно применять как твердое топливо, но содержание серы, азота и металла может быть слишком высоким, чтобы топливо соответствовало предъявляемым требованиям к качеству и выбросам при их использовании.
Качество смесей тяжелых углеводородов можно повысить при помощи таких способов гидрообработки, как гидроочистка и гидрокрекинг. Для гидрообработки смесей тяжелых углеводородов необходимы большие объемы водорода, и применяют очень дорогостоящие реакторы большого объема. Поглощение большого количества водорода, которое происходит при гидрообработке смесей тяжелых углеводородов, приводит к интенсивному выделению тепла, что может привести к быстрому спеканию катализатора и его дезактивации. Введение большого количества водорода также приводит к значительному рециклу водорода, что обуславливает необходимость в высокопроизводительной печи (крупногабаритной печи предварительного нагрева) и большие затраты на сжатие газообразного водорода. Кроме того, смеси тяжелых углеводородов обычно имеют ограничение, связанное с переносом массы из-за высокой вязкости (низкий выход за один цикл, необходимость в повторном использовании сырья).
Особенно сложна гидрообработка смесей, включающих относительно высокое содержание асфальтенов. Содержащие асфальтены смеси следует нагревать перед применением для получения жидкого состояния для подачи в реактор. Тем не менее даже в жидкости асфальтены могут образовывать агрегаты и забивать трубы. Также известно, что асфальтены дезактивируют катализаторы, в том числе посредством отложения кокса или простого осаждения на поверхностях катализаторов (см., например, Absi-Halabi, et al., Appl. Catal. 72 (1991) 193-215 и Vogelaar, et al., Catalysis Today, 154 (2010), 256-263). Поэтому возможности традиционных вариантов улучшения качества сырья с высоким содержанием асфальтенов ограничены.
Более того, удаление азота из асфальтенов считается сложной задачей. Азот в асфальтенах в основном содержится в гетероароматических кольцах, поэтому перед удалением азота необходима стадия гидрирования. Пространственные эффекты могут также препятствовать удалению азота (см. Trytten, et al., Ind. Eng. Chem. Res., 29 (1990), 725-730).
Таким образом, традиционные способы гидрообработки тяжелых углеводородов имеют много недостатков. Они обычно довольно дорогие (крупногабаритные реакторы, крупногабаритные компрессоры, затраты на повторное использование как сырья, так и водорода, затраты на остановку схемы и на замену и/или восстановление дезактивированного катализатора). Существует и дополнительная неэффективность, связанная с повторным использованием сырья из-за низкой степени превращения. Более того, содержания серы, азота, металла и ароматических соединений создают трудности для некоторых систем.
Ряд смесей тяжелых углеводородов доступен от нефтеперерабатывающих заводов и других источников. Осветленный нефтешлам (CSO) является смесью тяжелых углеводородов, что представляет собой кубовые остатки установки крекинга с флюидизированным катализатором (FCC). CSO составляет около 6% сырья FCC. Смеси тяжелых углеводородов также можно получить из нефтеносных песков. Полученный из битума тяжелый газойль (HGO) можно получить из нефтеносных песков экстракцией. Другое тяжелое углеводородное сырье может быть получено с помощью других более дорогостоящих процессов.
Таким образом, существует потребность в разработке способа обработки смесей тяжелых углеводородов, которые имеют относительно высокие содержания асфальтенов, который лишен вышеупомянутых недостатков, связанных с неэффективностью и сложностью, которыми характеризуются известные способы гидрообработки. Настоящее изобретение предусматривает способ улучшения качества смесей тяжелых углеводородов и, соответственно, увеличения ценности для промышленности, которой можно добиться при использовании упомянутых выше смесей.
Краткое описание изобретения
Настоящее изобретение предусматривает способ обработки тяжелого углеводородного сырья, который включает (a) приведение в контакт сырья с (i) разбавителем и (ii) водородом с получением смеси сырья/разбавителя/водорода, где водород растворяют в смеси для получения жидкого сырья; (b) приведение в контакт смеси сырья/разбавителя/водорода с катализатором в заполненном жидкостью реакторе для получения смеси продуктов и (c) повторное использование части смеси продуктов в виде потока повторно используемого продукта путем объединения потока повторно используемого продукта с сырьем для получения по меньшей мере части разбавителя на стадии (a) при кратности рецикла в диапазоне от приблизительно 1 до приблизительно 10; где сырье имеет содержание асфальтенов по меньшей мере 3% от общего веса сырья; и где водород подают в эквивалентном количестве по меньшей мере 160 литров водорода на литр сырья (900 ст. куб. фт./барр. н.); и где разбавитель состоит в основном из потока повторно используемого продукта. На стадии приведения в контакт (a) сырье может вступать в реакцию с разбавителем и водородом по отдельности в любом порядке, а именно (i) сначала с разбавителем с получением смеси сырья/разбавителя, а затем с водородом с получением смеси сырья/разбавителя/водорода, или (ii) сначала с водородом с получением смеси сырья/водорода, а затем с разбавителем с получением смеси сырья/разбавителя/водорода. Предпочтительно, если сначала сырье вступает в реакцию с разбавителем. Способ выполняют в одном или двух, или более заполненных жидкостью реакторах, в которых водород распределен в жидкую фазу.
Тяжелое углеводородное сырье имеет вязкость по меньшей мере 5 сантипуаз (сП), плотность по меньшей мере 900 кг/м3 при температуре 50°C (120°F) и конечную точку кипения в диапазоне от приблизительно 450°C (840°F) до приблизительно 700°C (1300°F). Сырье также характеризуется бромным числом, которое является показателем ненасыщенности алифатических соединений сырья, по меньшей мере 5, предпочтительно по меньшей мере 10.
Катализатор представляет собой канализатор гидрообработки, включающий один или несколько неблагородных металлов, выбранных из группы, состоящей из никеля, кобальта, молибдена и вольфрама, и комбинаций двух или более из них; и катализатор является нанесенным на оксид одного металла или смесь оксидов металлов, цеолит или комбинацию двух или более из них.
Подробное описание изобретения
Настоящее изобретение предусматривает способ гидрообработки тяжелого углеводородного сырья, который включает (a) приведение в контакт сырья с (i) разбавителем и (ii) водородом с получением смеси сырья/разбавителя/водорода, где водород растворяют в смеси для получения жидкого сырья; (b) приведение в контакт смеси сырья/разбавителя/водорода с катализатором в заполненном жидкостью реакторе для получения смеси продуктов и (c) повторное использование части смеси продуктов в виде потока повторно используемого продукта путем объединения потока повторно используемого продукта с сырьем для получения по меньшей мере части разбавителя на стадии (a) при кратности рецикла в диапазоне от приблизительно 1 до приблизительно 10. Разбавитель включает, состоит в основном из, или состоит из потока повторно используемого продукта. Сырье имеет содержание асфальтенов по меньшей мере 3% от общего веса сырья. Сырье также обладает вязкостью по меньшей мере 5 сП, плотностью по меньшей мере 900 кг/м3 при температуре 50°C (120°F) и конечной точкой кипения в диапазоне от приблизительно 450°C (840°F) до приблизительно 700°C (1300°F). Сырье также имеет бромное число по меньшей мере 5, предпочтительно по меньшей мере 10. Водород подают на этапе приведения в контакт в эквивалентном количестве по меньшей мере 160 l/l (900 ст. куб. фт./барр. н.). Предпочтительно водород подают в эквивалентном количестве 180-530 l/l (1000-3000 ст. куб. фт./барр. н.), более предпочтительно 360-530 l/l (2000-3000 ст. куб. фт./барр. н.).
В настоящем изобретении неожиданно обнаружено, что растворимость водорода в смесях тяжелых углеводородов в присутствии разбавителя при температурах гидрообработки 250-450°C является высокой, и поэтому осуществление способа согласно настоящему изобретению, в котором применяют заполненные жидкостью реакторы с растворенным в жидкости водородом, является очень эффективным. Под “высокой” растворимостью водорода подразумевают, что водород обладает растворимостью, равной или большей таковой в “обычной” смеси дизельного топлива (т.е. 70 ст. куб. фт./барр. н. или 12,5 нормальных литров водорода на литр дизельного топлива при 1000 фунт/кв. дюйм изб. или 6,9 МПа и 350°C). Высокая растворимость водорода является важной, поскольку обработка тяжелого углеводородного сырья требует больших объемов водорода для существенного превращения, связанного с большим расходом водорода. Водород необходим при обработке тяжелого углеводородного сырья, например, для насыщения олефинов; удаления загрязнителей, таких как сера, азот и металлы, и для крекинга.
Способ согласно настоящему изобретению является полностью жидкостным. Под “жидкостным способом” в данном документе подразумевают, что весь присутствующий в способе водород растворен в жидкости. Подобным образом заполненный жидкостью реактор представляет собой реактор, в котором весь водород растворен в жидкой фазе. Таким образом, следует ожидать, что при гидрообработке тяжелых углеводородов полностью жидкостный способ будет неэффективным, если в жидкости водород не будет обладать высокой растворимостью.
Удивительно, но в настоящем изобретении подходящий и относительно низкая кратность рецикла 1 к 10 при полностью жидкостном способе может соответствовать требованиям расхода водорода в гидрообработке тяжелого углеводородного сырья. Весь водород, требуемый для реакции гидрообработки, является доступным и растворяется в жидкой смеси разбавитель-сырье. В способе согласно настоящему изобретению смесь водород-разбавитель-сырье подают в реактор. Избегают рециркуляции газообразного водорода, и наличие орошаемого слоя (при котором газообразный водород должен раствориться в жидком сырье, а затем перенестись на поверхность катализатора) является лишним. Реакторные системы меньших размеров и более простые заменяют крупногабаритные системы с орошаемым слоем с действующими требованиями к системам с орошаемым слоем для крупногабаритных водородных компрессоров для управления оборотом водорода. Таким образом, все капитальные затраты на гидрообработку тяжелого углеводородного сырья существенно уменьшены по сравнению с традиционной (с орошаемым слоем) технологией гидрообработки или даже, как можно ожидать, с полностью жидкостной гидрообработкой.
Определения
“Гидрообработка”, как используется в настоящем документе, означает любой процесс, осуществляемый в присутствии водорода, включая, без ограничения, гидрирование, гидроочистку, обессеривание, гидродеазотирование, гидродеоксигенацию, гидродеметаллизацию, гидродеароматизацию, гидроизомеризацию и гидрокрекинг.
“FCC”, как используется в настоящем документе, означает флюид-каталитический крекинг или способ флюид-каталитического крекинга.
“Битум”, как используется в настоящем документе, относится к смесям органических материалов, которые являются высоковязкими и состоят главным образом из сильно конденсированных полициклических ароматических углеводородов. Природный или неочищенный битум является липкой, дегтеобразной формой нефти, который настолько густой и тяжелый, что должен быть нагрет и разбавлен, прежде чем он станет текучим. Нефтеносные пески являются источником природного битума. Очищенный битум представляет собой остаточную (кубовую) фракцию, получаемую фракционной перегонкой сырого нефтепродукта.
Сырье
Тяжелое углеводородное сырье представляет собой сырье, которое включает один или несколько углеводородов, где сырье имеет содержание асфальтенов по меньшей мере 3% от общего веса сырья. Содержание асфальтенов тяжелых углеводородов обычно находится в диапазоне от приблизительно 3% до приблизительно 15%, и иногда может быть до 25%, от общего веса сырья. Содержание углерода по Конрадсону находится в диапазоне от приблизительно 0,25% до приблизительно 8,0% по весу от общего веса сырья. Сырье имеет вязкость по меньшей мере 5 сП, плотность по меньшей мере 900 кг/м3 при температуре 50°C (120°F), конечную точку кипения в диапазоне от приблизительно 450°C (840°F) до приблизительно 700°C (1300°F). Таким образом, тяжелый углеводород имеет высокую точку кипения, высокую вязкость, высокую плотность относительно более легких потоков сырья, используемых нефтеперерабатывающими заводами, такими как средние дистилляты и вакуумный газойль. Плотность смесей тяжелых углеводородов (композиция, включающая два или белее тяжелых углеводородов) при стандартной температуре и давлении (STP, приблизительно 15,5°C (60°F) и 1 атмосфера (101 кПа)) обычно находится в диапазоне от приблизительно 900 кг/м3 до приблизительно 1075 кг/м3; вязкость при STP обычно находится в диапазоне от приблизительно 5 сП до приблизительно 400 сП; плотность в градусах API обычно находится в диапазоне от приблизительно 25 до приблизительно 0.
Точка кипения тяжелого углеводородного сырья находится в диапазоне от приблизительно 200°C до приблизительно 700°C (400°F-1300°F), и, соответственно, конечная точка кипения смеси тяжелых углеводородов находится в диапазоне от приблизительно 450°C (840°F) до приблизительно 700°C (1300°F).
Существуют различные типы и ресурсы доступного тяжелого углеводородного сырья, большинство сырья является результатом работы нефтеперерабатывающих заводов, что позволяет повысить их качество при помощи полностью жидкостного способа гидрообработки согласно настоящему изобретению.
Одним из примеров тяжелого углеводородного сырья является осветленный нефтешлам (CSO), который получают на нефтеперерабатывающем заводе в виде кубовой фракции установки FCC. Катализаторную пыль отделяют от нижней фракции FCC, обычно осаждением, перед применением CSO. Большие объемы CSO доступны от FCC установок. Например, по имеющимся сведениям мировая производительность FCC установок нефтеперерабатывающих заводов составляет приблизительно 1900000 метрических тонн в день (т/день), и CSO составляет приблизительно 113000 т/день, а в Соединенных Штатах производительность FCC установок составляет приблизительно 800000 т/день, и CSO составляет приблизительно 49000 т/день (см. “Fluid Catalytic Cracking and Light Olefins Production Plus Latest Refining Technology Developments and Licensing”, Hydrocarbon Publishing Company, Southeastern, PA 19399 (2009)).
Несмотря на большие объемы доступного CSO, его обычно применяют в качестве смеси в низкосортном продукте, таком как нефтепродукт № 6. Применение CSO ограничено содержанием серы и азота, что может быть неблагоприятным для конкретных областей применения. Например, для применения в FCC установке в качестве сырья содержание азота должно быть меньше 1700 частей на миллион (ppm), чтобы избежать дезактивации катализатора FCC. Неожиданно оказалось, что способ согласно настоящему изобретению можно применять для обработки CSO с получением продукта с более высокой промышленной ценностью для нефтеперерабатывающего завода, включая применение в качестве сырья для FCC установок, поскольку обработанный продукт может иметь содержание азота меньше 1700 ppm.
Помимо CSO другое тяжелое углеводородное сырье включает продукт коксования, нефть, полученная ожижением углей, продукт процесса термического крекинга тяжелых нефтепродуктов, продукт гидроочистки и/или гидрокрекинга тяжелых нефтепродуктов, фракцию, полученную прямой перегонкой, из установки обработки неочищенных нефтепродуктов и смеси двух или более из них. Такие тяжелые углеводороды известны специалистам данной области.
Тяжелое углеводородное сырье также может включать битум, включая битум, экстрагируемый из нефтеносных песков. Нефтеносные пески представляют собой огромные залежи природных смесей из битума, воды, песка, глины и других неорганических соединений, обнаруженных на поверхности земли. Битум экстрагируют из нефтеносных песков и отделяют от других компонентов с последующей очисткой. Самые большие залежи нефтеносных песков обнаружены в Канаде и Венесуэле.
Катализатор
В способе гидрообработки согласно настоящему изобретению применяют катализатор для катализа реакции водорода с тяжелым углеводородным сырьем, чтобы обеспечить снижение ненасыщенности (как олефиновых, так и ароматических двойных углерод-углеродных связей), удаления или уменьшения серы, азота, кислорода, металлов или других загрязнений в сырье и крекинга (понижение молекулярного веса).
Катализаторы, применяемые в способе согласно настоящему изобретению, включают металл и оксидную подложку. Металл представляет собой неблагородный металл, выбранный из группы, состоящей из никеля и кобальта, и их комбинаций. Никель и/или кобальт обычно объединяют с молибденом или вольфрамом, или с их комбинацией. Предпочтительно металл представляет собой комбинацию металлов, выбранных из группы, состоящей из никеля-молибдена (NiMo), кобальта-молибдена (CoMo), никеля-вольфрама (NiW) и кобальта-вольфрама (CoW).
Металлы наносят на оксидную подложку. Оксид представляет собой оксид одного металла или смесь оксидов металлов, или комбинацию двух или нескольких из них. Оксид может быть выбран из группы, состоящей из оксида алюминия, диоксида кремния, оксида титана, диоксида циркония, диатомита, алюмосиликата и комбинаций двух или более из них. Для целей настоящего изобретения алюмосиликат включает цеолиты. Особенно предпочтительные катализаторы в способе согласно настоящему изобретению представляют собой кобальт-молибден, нанесенный на γ-оксид алюминия (CoMo/Al2O3), и никель-молибден, нанесенный на γ-оксид алюминия (NiMo/Al2O3).
Катализатор дополнительно может включать другие материалы, включая углерод, такие как активированный уголь, графит и нанотрубки из углеродных волокон, а также карбонат кальция, силикат кальция и сульфат бария.
Необязательно в способе согласно настоящему изобретению можно применять промотор с активным металлом. Подходящие металлические промоторы включают: (1) металлы группы I и II (щелочные металлы и щелочноземельные металлы, особенно литий, натрий, калий); (2) олово, медь, золото, серебро и их комбинации и (3) металлы группы VIII (Fe, Ru, Os, Co, Rh, Ir, Ni, Pd, Pt). Катализатор также можно промотировать фтором, бором и/или фосфором. Прежде чем подвергнуть катализатор реакциям гидрообработки, его активируют путем одновременного восстановления и сульфидирования.
Катализатор можно получить с применением любого из различных способов, известных в настоящей области техники. Предпочтительно применять предварительно подготовленный (например, заранее прокаленный) оксид металла. Например, оксид металла предпочтительно прокаливают до применения активного металла. Способ нанесения активного металла на первый оксид не является принципиальным. В уровне техники известно несколько способов. Многие подходящие катализаторы имеются в продаже.
Предпочтительно, чтобы катализатор был в виде частиц, более предпочтительно в виде частиц определенной формы. Под “частицами определенной формы” подразумевают катализатор в виде экструдата. Экструдаты включают цилиндры, гранулы и сферы. Цилиндрические формы могут иметь полую внутреннюю часть с одним или несколькими ребрами жесткости. Можно применять катализаторы в форме трилистника, клеверного листа, прямоугольных и треугольных трубочек, крестообразной формы и "C"-формы. Предпочтительно, чтобы в случае применения реактора со слоем насадки частицы катализатора определенной формы в диаметре составляли приблизительно 0,25-13 мм (приблизительно 0,01-0,5 дюйма). Более предпочтительно, чтобы частицы катализатора в диаметре составляли приблизительно 0,79-6,4 мм (приблизительно 1/32-1/4 дюйма).
Катализатор можно сульфидировать перед и/или во время применения путем приведения в контакт катализатора с содержащим серу соединением при повышенной температуре. Подходящие содержащие серу соединения включают тиолы, сульфиды, дисульфиды, H2S или комбинации двух или более из них. Катализатор можно сульфидировать до его применения (“предварительное сульфидирование”) или во время процесса гидроочистки (“сульфидирование”) путем введения небольшого количества содержащего серу соединения в тяжелое углеводородное сырье или разбавитель. Катализатор можно предварительно сульфидировать in situ или ex situ, и сырье или разбавитель можно периодически восполнять с помощью добавления содержащего серу соединения для поддержания катализатора в сульфидированном состоянии. Предварительное сульфидирование особенно предпочтительно, если катализатор включает молибден. В примерах предусмотрена процедура предварительного сульфидирования.
Способ
Способ гидрообработки согласно настоящему изобретению для гидрообработки тяжелого углеводородного сырья включает (a) приведение в контакт сырья с содержанием асфальтенов по меньшей мере 3% от общего веса сырья с (i) разбавителем и (ii) водородом с получением смеси сырья/разбавителя/водорода, где водород растворяли в смеси для получения жидкого сырья; (b) приведение в контакт смеси сырья/разбавителя/водорода с катализатором в заполненном жидкостью реакторе для получения смеси продуктов и (c) повторное использование части смеси продуктов в виде потока повторно используемого продукта для получения по меньшей мере части разбавителя на стадии (a). На стадии (c) поток повторно используемого продукта объединяют с сырьем при кратности рецикла в диапазоне от приблизительно 1 до приблизительно 10, предпочтительно от 1 до 5. Сырье обладает вязкостью по меньшей мере 5 сП, плотностью по меньшей мере 900 кг/м3 при температуре 50°C, конечной точкой кипения по меньшей мере от приблизительно 450°C (840°F) до приблизительно 700°C (1300°F). Катализатор включает никель и/или кобальт, предпочтительно объединенный с молибденом или вольфрамом, и подложку из оксида металла. Водород подают в эквивалентном количестве по меньшей мере 160 l/l (900 ст. куб. фт./барр. н.).
В способе согласно настоящему изобретению сырье приводят в контакт с разбавителем и водородом. Сырье может сперва вступить в реакцию с водородом, а затем с разбавителем, или, предпочтительно, сперва с разбавителем, а затем с водородом, с получением смеси сырья/разбавителя/водорода. Смесь сырья/разбавителя/водорода приводят в контакт с катализатором с получением смеси продуктов. Разбавитель включает, состоит в основном из, или состоит из потока повторно используемого продукта. Поток повторно используемого продукта представляет собой часть смеси продуктов, которую возвращают для повторного использования и объединяют с углеводородным сырьем перед или после взаимодействия сырья с водородом, предпочтительно перед взаимодействием сырья с водородом, при кратности рецикла от приблизительно 1 до приблизительно 10. Поток повторно используемого продукта обеспечивает по меньшей мере часть разбавителя при кратности рецикла в диапазоне от приблизительно 1 до приблизительно 10, предпочтительно при кратности рецикла от приблизительно 1 до приблизительно 5.
Вдобавок к потоку повторно используемого продукта разбавитель может включать любую другую органическую жидкость, которая совместима с тяжелым углеводородным сырьем. Если разбавитель включает органическую жидкость вдобавок к потоку повторно используемого продукта, органическая жидкость предпочтительно представляет собой жидкость, в которой водород обладает относительно высокой растворимостью. Разбавитель может включать органическую жидкость, выбранную из группы, состоящей из легких углеводородов, легких дистиллятов, лигроина, дизельного топлива и комбинаций двух или более из них. Более конкретно, органическая жидкость выбрана из группы, состоящей из пропана, бутана, пентана, гексана или их комбинаций. Если разбавитель включает органическую жидкость, то органическая жидкость обычно присутствует в количестве не более 90% от общего веса сырья и разбавителя, предпочтительно 1-80% и более предпочтительно 10-80%. Наиболее предпочтительно, если растворитель состоит из потока повторно используемого продукта, включая растворенные C3-C6 легкие углеводороды.
Настоящее изобретение предусматривает способ гидрообработки тяжелого углеводородного сырья, в котором водород смешивают и/или пропускают вместе с сырьем для обеспечения водорода в растворе.
Сырье может вступать в реакцию с водородом с образованием смеси сырья/водорода до взаимодействия смеси сырья/водорода с разбавителем с получением смеси сырья/разбавителя/водорода. Разбавитель предпочтительно вступает в реакцию с сырьем до взаимодействия сырья с водородом. Согласно данному предпочтительному способу смесь сырья/разбавителя затем вступает в реакцию с водородом с образованием смеси сырья/разбавителя/водорода. Смесь сырья/разбавителя/водорода затем вступает в реакцию с катализатором.
Катализатор помещают в реактор, который в рабочих условиях представляет собой заполненный жидкостью реактор. Под “заполненным жидкостью реактором” подразумевают реактор, который практически не содержит газовой фазы. Реактор представляет собой двухфазную систему, где катализатор представляет собой твердую фазу, а все реагенты (сырье, водород, разбавитель) и продукты (обрабатываемое сырье, водород и разбавитель) находятся в жидкой фазе. Реактор представляет собой реактор с неподвижным слоем, трубчатым или другого исполнения, который набивают твердым катализатором (т.е. реактор со слоем насадки), и может работать в режиме идеального вытеснения, и где жидкую смесь сырья/разбавителя/водорода пропускают через катализатор. В присутствии катализатора и разбавителя сырье вступает в реакцию с водородом с получением смеси продуктов. Применяемые катализаторы описаны выше.
Следует понимать, что реактор со слоем насадки может быть с одним слоем насадки или двумя или более (несколькими) слоями. Два или более слоев могут быть расположены последовательно или параллельно или находятся в комбинации. Свежий водород можно добавлять в смесь жидкого сырья/разбавителя/водорода через впускное отверстие каждого реактора, чтобы позволить добавляемому водороду раствориться в смеси.
Способ гидрообработки согласно настоящему изобретению включает приведение в контакт жидкой смеси сырья/разбавителя/водорода с катализатором в заполненном жидкостью реакторе при повышенной температуре и давлении для гидрообработки сырья в смеси продуктов. Температуры находятся в диапазоне от приблизительно 250°C до приблизительно 450°C, предпочтительно от 300°C до 400°C, наиболее предпочтительно от 325°C до 375°C. Давление находится в диапазоне от приблизительно 500 до 2500 фунт/кв. дюйм изб. (3,45-17,25 МПа), предпочтительно от 1000 до 2000 фунт/кв. дюйм изб. (6,9-13,9 МПа). Можно применять широкий диапазон подходящих концентраций катализатора. Предпочтительно, катализатор составляет от 10 до 50 вес.% содержимого в реакторе. Объемная скорость подачи углеводородного сырья LHSV обычно находится в диапазоне от 0,1 до 10 ч-1, предпочтительно от 0,5 до 10 ч-1, более предпочтительно от 0,5 до 5,0 ч-1.
Неожиданно оказалось, что с помощью способа согласно настоящему изобретению можно устранять или минимизировать коксование катализатора, что является одной из самых серьезных проблем, связанных с традиционной гидрообработкой тяжелого углеводородного сырья. Поскольку сильное поглощение водорода при гидроочистке тяжелого сырья (например, 160-535 l/l, 900-3000 ст. куб. фт./барр. н.) приводит к сильному разогреву, то предполагают, что будет иметь место сильное растрескивание поверхности катализатора. Если количество доступного для катализатора водорода является недостаточным, то может происходить коксообразование, что приводит к дезактивации катализатора. С помощью способа согласно настоящему изобретению становится доступным в жидкой смеси сырья/разбавителя/водорода весь необходимый для реакции водород, тем самым устраняется необходимость циркуляции газообразного водорода в реакторе. Несмотря на то, что растворимость водорода была проблемой для гидрообработки тяжелых углеводородов, поскольку в растворе и так достаточно доступного водорода, коксования катализатора в значительной степени удавалось избежать. Более того, заполненные жидкостью реакторы согласно настоящему изобретению рассеивают тепло намного лучше, чем обычные реакторы с орошаемым слоем. Таким образом, срок службы катализатора продлевается.
Растворимость водорода в тяжелом углеводородном сырье оказалась неожиданно “высокой”, обычно выше 18 l/l (100 ст. куб. фт./барр. н.) нефтепродукта при рабочих температурах и давлениях, иногда до 36 l/l (200 ст. куб. фт./барр. н.) нефтепродукта или более. Это удивительно, так как ожидали, что растворимость водорода в смесях тяжелых углеводородов будет намного ниже. Ожидалось, что при низкой растворимости гидрообработка тяжелой углеводородной смеси даже при высоких кратностях рецикла (например, выше 10:1) приведет к относительно слабому превращению, тем самым делая заполненные жидкостью реакторы менее конкурентоспособными (более дорогими в эксплуатации), чем обычные реакторы с орошаемым слоем (см. Cai, et al. Fuel, 80 (2001), 1055-1063; и Riazi and Roomi, Chem. Eng. Sci. 62 (2007), 6649-6658).
Ожидалось, что расход, необходимый для обработки тяжелых углеводородов, будет требовать применения очень высоких значений кратности рецикла, больше 10 в заполненном жидкостью реакторе, что сделает гидрообработку в заполненном жидкостью реакторе неконкурентноспособной из-за слабого превращения за один проход через реактор.
Настоящее изобретение предусматривает оправданную и относительно небольшую кратность рецикла 1-10, предпочтительно 1-5, который, на удивление, способен удовлетворить требования по расходу водорода для получения необходимого продукта. То есть, поскольку в смеси водород-разбавитель-сырье доступно достаточное количество водорода, что подают в заполненный жидкостью реактор согласно способу настоящего изобретения, то дополнительного газообразного водорода не требуется, и удается избежать дорогостоящих операций устройств для рециркуляции газа. Таким образом, при применении способа согласно настоящему изобретению крупногабаритные реакторы с орошаемым слоем можно заменить намного меньшими и более простыми реакторами, такими как трубчатые или другие реакторы, работающие в режиме идеального вытеснения.
Преимущественно, с помощью способа согласно настоящему изобретению можно также устранить или снизить необходимость наличия высокопроизводительной печи, такой как крупногабаритная печь для предварительного нагрева, которая необходима при обычном способе гидрообработки, основанном на реакторах с орошаемым слоем с циркуляцией газообразного водорода. В настоящем изобретении, например, нагретый и неиспользованный водород вводят в поток повторно используемого продукта, тогда как в обычных способах неиспользованный водород отделяют от продукта и применяют компрессор для приведения давления водорода к рабочему давлению.
Большинство реакций при гидрообработке являются сильно экзотермическими, и в результате в реакторе выделяется большое количество тепла. В настоящем изобретении определенный объем выходящего из реактора потока - смеси продуктов - возвращают обратно как поток повторно используемого продукта во входную часть реактора и смешивают со свежим сырьем и водородом. Поток повторно используемого продукта поглощает некоторое количество тепла, выделяемого в реакторе. Таким образом, температуру смеси сырье-разбавитель-водород и температуру реактора можно регулировать путем регулирования температуры свежего сырья и количества повторно используемого продукта.
Продукт
Смесь продуктов гидрообрабатываемого тяжелого углеводородного сырья согласно настоящему изобретению имеет пониженную вязкость, плотность, содержания серы и азота, содержание углерода по Конрадсону и содержание асфальтенов, с повышенным цетановым числом.
Вязкость смеси продуктов согласно настоящему изобретению обычно понижают от приблизительно 10-50 сП до приблизительно 1-5 сП. Смесь продуктов имеет плотность от приблизительно 900 до приблизительно 1075 кг/м3 и обладает плотностью в градусах API от приблизительно 25 до приблизительно 0. Содержание асфальтенов в смеси продуктов уменьшают от приблизительно 1-10% до приблизительно 0,1-1%. Смесь продуктов имеет содержание углерода по Конрадсону (MCR) от приблизительно 0,1% до приблизительно 3%. Смесь продуктов имеет точку кипения в диапазоне от приблизительно 150°C до приблизительно 600°C (от приблизительно 300°F до приблизительно 1100°F). Содержания соединений серы и азота в углеводородном сырье существенно уменьшают посредством способа гидрообработки согласно настоящему изобретению.
После извлечения более легких фракций (лигроина и дизельного топлива) смесь продуктов можно подвергнуть дальнейшей обработке, такой как, например, в установке для крекинга остатков, а именно, в установке FCC. Извлеченные смеси легких продуктов из лигроина или дизельного топлива можно подмешать в газолин, дизельное топливо или другие повышающие ценность потоки на предприятии нефтяной переработки.
Примеры
Аналитические способы и выражения
“LHSV” означает часовую объемную скорость жидкости, которая представляет собой объемный расход жидкого сырья, деленный на объем катализатора, и определена как ч−1.
“WABT” означает средневзвешенную температуру слоя.
Количества серы, азота, азотистых оснований, металлов (алюминия, железа, никеля, кремния, ванадия) обеспечены в частях на миллион по весу, wppm.
13C ароматичность определяли ЯМР-спектроскопией.
“Зола, отфильтрованная” означает определение содержания золы в жидком материале. Золу, отфильтрованную, определяли фильтрацией и собирали твердые вещества, которые затем сжигали и взвешивали.
Стандарты ASTM. Все стандарты ASTM доступны от ASTM International, West Conshohocken, PA, www.astm.org.
Плотность, удельный вес и плотность в градусах API измеряли с применением стандарта ASTM D4052 (2009), “Standard Test Method for Density, Relative Density, and API Gravity of Liquids by Digital Density Meter”, DOI: 10.1520/D4052-09.
“Плотность в градусах API” относится к плотности Американского нефтяного института, которая является мерой того, является ли нефтяная жидкость тяжелой или легкой по сравнению с водой. Если плотность в градусах API нефтяной жидкости больше 10, то она легче воды и плавает на поверхности; если меньше 10, то она тяжелее воды и оседает. Таким образом, плотность в градусах API представляет собой обратную величину относительной плотности нефтяной жидкости и плотности воды, и ее применяют для сравнения относительных плотностей нефтяных жидкостей.
Формула получения плотности в градусах API нефтяных жидкостей из удельного веса (SG) является следующей:
Плотность в градусах API=(141,5/SG)-131,5
Плотность в градусах API определяют с применением стандарта ASTM D4052 (2005), “Standard Test Method for Density, Relative Density and API Gravity of Liquids by Digital Density Meter”, ASTM International, West Conshohocken, PA, 2003, DOI: 10.1520/D4052-09.
“Содержание асфальтенов” относится к содержанию асфальтенов в сырье. Асфальтены представляют собой высокополярные и высокомолекулярные соединения, которые находятся в неочищенной нефти. Содержание асфальтенов определяют как процентное содержание нерастворимой в гептане смеси углеводородов, и определяли с применением стандарта ASTM D6560, 2000 (2005), “Standard Test Method for Determination of Asphaltens (Heptane Insolubles) in Crude Petroleum and Petroleum Products”, DOI: 10.1520/D6560-00R05.
Анилиновая точка позволяет оценить содержание ароматических углеводородов в смеси углеводородов. Содержание анилина определяли с применением стандарта ASTM D611, 2007, “Standard Test Methods for Aniline Point and Mixed Aniline Point of Petroleum Products and Hydrocarbon Solvents”, DOI: 10.1520/D0611-07.
Азотистое основание определяли с применением стандарта ASTM D2896 (2007a), “Standard Test Method for Base Number of Petroleum Products by Potentiometric Perchloric Acid Titration”, DOI: 10.1520/D2896-07A.
“Углерод по Конрадсону” также упоминается как процентное содержание микроуглеродного остатка или % MCR, представляет собой показатель величины углеродного остатка нефтяных материалов, что служит показателем материала, характеризующим склонность к образованию углеродистых отложений. Для целей настоящего изобретения углерод по Конрадсону и MCR применяли взаимозаменяемо. Углерод по Конрадсону или MCR определяли с применением стандарта ASTM D4530, 2007, “Standard Test Method for Determination of Carbon Residue (Micro Method),” DOI: 10.1520/D4530-07.
Бромное число является показателем алифатической ненасыщенности образцов нефти. Бромное число определяли с применением стандарта ASTM D1159, 2007, “Standard Test Method for Bromine Numbers of Petroleum Distillates and Commercial Aliphatic Olefins by Electrometric Titration”, DOI: 10.1520/D1159-07.
Показатель преломления (RI) определяли с применением стандарта ASTM D1218 (2007), “Standard Test Method for Refractive Index and Refractive Dispersion of Hydrocarbon Liquids”, DOI: 10.1520/D1218-02R07.
Цетановый индекс применим для оценки цетанового числа, если испытываемый двигатель не доступен или если величина пробы слишком мала для непосредственного определения этого свойства. Цетановый индекс определяли с помощью стандарта ASTM D4737 (2009a), “Standard Test Method for Calculated Cetane Index by Four Variable Equation”, DOI: 10.1520/D4737-09a.
Распределение точек кипения (данные в таблице 6) определяли с применением стандарта ASTM D7169 (2005), “Standard Test Method for Boiling Point Distribution of Samples with Residues Such as Crude Oils and Atmospheric and Vacuum Residues by High Temperature Gas Chromatography”, DOI: 10.1520/D7169-05.
Распределение пределов кипения (данные в таблице 9) определяли с применением ASTM D2887 (2008), “Standard Test Method for Boiling Range Distribution of Petroleum Factions by Gas Chromatography”, DOI: 10.1520/D2887-08.
Нижеследующие примеры приведены для пояснения конкретных вариантов осуществления настоящего изобретения и не должны рассматриваться как ограничивающие каким-либо образом объем настоящего изобретения.
Пример 1. Тяжелый газойль (HGO) из нефтеносных песков
Тяжелый газойль (HGO) получали путем водной экстракции битум-содержащей руды из нефтеносных песков. Собирали несколько фракций экстракции для получения тяжелого газойля, обладающего свойствами, приведенными в таблице 1.
Свойства тяжелого газойля, применяемого в примерах 1-13
HGO подвергали гидрообработке в экспериментальной опытной установке, содержащей серию из трех последовательных реакторов с неподвижными слоями. Каждый реактор с неподвижным слоем представлял собой трубку из нержавеющей стали 316L с OD (внешним диаметром) 19 мм (ѕ") и длиной приблизительно 50 см (19"), с редукторами до 6 мм (ј") с каждого конца. Сперва оба конца реакторов закрывали металлической сеткой для предотвращения потери катализатора. Под металлической сеткой реакторы с обоих концов набивали слоями из 1 мм стеклянных гранул. Катализатор набивали в середину трубки.
Первый реактор (реактор #1) содержал катализатор защитного слоя для насыщения олефинов и удаления металлов (таких как Ni, V, Si). Катализатор защитного слоя представлял собой катализатор Ni-Mo на γ-Al2O3, полученный от Criterion Catalysts & Technologies, Хьюстон, штат Техас (RN-410). За этим катализатором следовал катализатор гидроочистки, также Ni-Mo на γ-Al2O3 подложке в том же реакторе #1 (катализатор критерия DN-200). Оба катализатора были в виде экструдатов приблизительно диаметром 1,3 мм и длиной 10 мм. Слой глубиной ~1,2 см из стеклянных гранул диаметром 1 мм отделял катализатор защитного слоя от катализатора гидроочистки в реакторе #1. Отношение объема катализатора защитного слоя к объему катализатора гидроочистки, содержащихся во всех трех катализаторах, равнялось 5.
Реактор #2 и реактор #3 с обоих концов набивали слоями из 1 мм стеклянных гранул, 44 мл сверху и 10 мл снизу, и реакторы содержали только катализатор гидроочистки (Criterion Catalyst DN-200).
Каждый реактор помещали в терморегулируемую песочную баню с трубкой с OD 7,6 см (3") и длиной 120 см, заполненной мелким песком. Температуры контролировали на входе и на выходе каждого реактора, а также в каждой песочной бане. Температуру регулировали с применением нагревательной ленты, соединенной с регуляторами температуры. Нагревательную ленту обматывали вокруг песочной бани, содержащей отделы нагрева и реакций реактора. Трубку обматывали двумя отдельными нагревательными лентами для поддержания необходимых температур на входе и на выходе из реакторов. После выхода из реактора #3 (последнего реактора) смесь продуктов разделяли на поток повторно используемого продукта и продукт. Поток повторно используемого продукта пропускали через дозирующий поршневой насос с тремя головками Eldex, который подавал поток для объединения со свежим углеводородным сырьем. В этом примере поток повторно используемого продукта служил в качестве разбавителя.
Водород подавали из баллонов со сжатым газом, и поток измеряли с применением регуляторов массового расхода. Водород нагнетали через встроенный тройник перед реактором #1. Водород смешивали с HGO сырьем и потоком повторно используемого продукта. Смесь HGO сырья/водорода/потока повторно используемого продукта текла сверху вниз через первую песочную баню с регулируемой температурой, а затем в режиме восходящего потока через реактор #1. После выхода из реактора #1 к продукту реактора #1 добавляли дополнительное количество водорода и растворяли (сырье для реактора #2), и сырье для реактора #2 с растворенным водородом текло сверху вниз через вторую песочную баню с регулируемой температурой, а затем в режиме восходящего потока через реактор #2. После выхода из реактора #2 к продукту реактора #2 еще добавляли водород и растворяли (сырье для реактора #3), и сырье для реактора #3 с растворенным водородом текло сверху вниз через третью песочную баню с регулируемой температурой, а затем в режиме восходящего потока через реактор #3.
И катализатор защиты (18 мл) и катализатор гидроочистки (всего 90 мл) сушили в течение ночи при 130°C под потоком азота 200 стандартных кубических сантиметров за минуту (sccm). Высушенные катализаторы загружали в реакторы, как описано выше. Реакторы с загруженными катализаторами нагревали до 230°C с потоком более легкого жидкого активированного угля через слои катализаторов. Обогащенное серой средство (1 вес.% серы добавляли в виде 1-додекантиола) и газообразный водород вводили в более легкий жидкий активированный уголь при 230°C (450°F) для предварительного сульфидирования катализаторов. Давление равнялось 6,9 МПа (1000 фунт/кв. дюйм изб. или 69 бар). Температуру реакторов постепенно повышали до 320°C (610°F). Предварительное сульфидирование продолжали при 320°C до тех пора, пока на выходе из ректора #3 не наблюдали выход сульфида водорода (H2S). После предварительного сульфидирования катализатор стабилизировали пропусканием прямой гонки дизельного топлива (SRD) через катализаторы в реакторах при температуре, варьирующей от 320°C (610°F) до 355°C (670°F), и при давлении 6,9 МПа (1000 фунт/кв. дюйм изб. или 69 бар) в течение приблизительно 8 часов.
После предварительного сульфидирования и стабилизации катализатора при помощи SRD в пределах давления гидроочистки дизельного топлива (6,9 МПа) исходную смесь тяжелого газойля (HGO) предварительно нагревали до 50°C и закачивали в реактор #1 при скорости потока 2,25 мл/минута с применением шприцевого насоса. Общая норма подачи водорода составляла 180 l/l (1000 ст. куб. фт./барр. н.) свежего углеводородного сырья. Температура реакторов (WABT) составляла 387°C (728°F), и давление составляло приблизительно 10,8 МПа (1560 фунт/кв. дюйм изб., 109 бар изб.). Кратность рецикла составляла 4,25. Реакторы работали при вышеуказанных условиях в течение трех дней, чтобы удостовериться в том, что катализатор полностью предварительно коксованный и система введена в установленный режим в случае тяжелого сырья во время испытания касательно как общего количества серы, так и общего количества азота.
Образец всего жидкого продукта (TLP) и образец отходящего газа отбирали при условиях установившегося режима. Серу, азот и общие материальные балансы измеряли с применением GC-FID. Из общего количества подаваемого водорода и водорода в отходящих газах рассчитывали расход водорода (расх. H2), который составлял 161 l/l (904 ст. куб. фт./барр. н.).
Такая высокая норма расхода водорода не проявлялась при гидрообработке более легких углеводородных смесей, таких как дизельное топливо или реактивное топливо, где обычный расход водорода может находиться в диапазоне от 35 до 55 литр/литр (200-300 ст. куб. фт./барр. н.). Такие высокие нормы расхода водорода, влекущие за собой сильное выделение тепла, также могут приводить к локализированным резким увеличениям температуры на поверхности катализатора в обычных реакторах с орошаемым слоем, приводя в конечном итоге к образованию кокса. Таким образом, в данном примере показано, что заполненные жидкостью реакторы гидрообработки можно успешно применять для нагнетания больших норм водорода в смеси тяжелых углеводородов для улучшения качества настолько, чтобы их можно было подавать в FCC устройство на нефтеперерабатывающем заводе.
Установили, что содержания серы и азота в отобранных TLP образцах во время испытания составляли 2856 ppm и 1327 ppm, соответственно. Образец TLP с содержанием азота 1327 ppm находился в пределах требуемых технических характеристик касательно азота 1400 ppm и, таким образом, смесь продуктов являлась подходящей для применения в качестве сырья для FCC устройства, где она бы не отравила катализатор крекинга на основе цеолита.
Образец TLP, отобранный во время данного эксперимента, представлял собой партию, подвергнутую перегонке, чтобы отобрать фракцию лигроина (начальная точка кипения, IBP, 177°C) и фракцию дизельного топлива (177°C-343°C) с получением на выходе состава суммарного продукта, представленного в таблице 2.
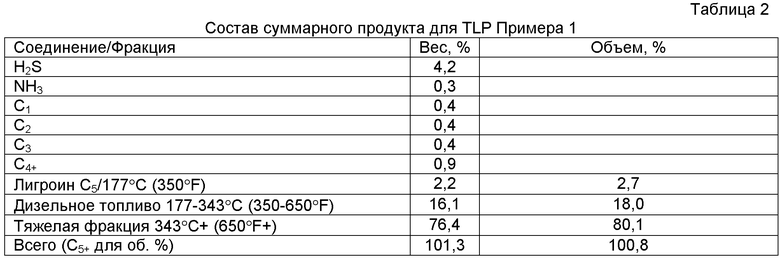
В первой колонке Таблицы 2 показаны количества H2S, NH3, легких углеводородов (HC), лигроина, дизельного топлива и тяжелых HC, исходя из весового процента свежего сырья. Общая сумма превышает 100% за счет нагнетания в сырье H2. Во второй колонке показаны только жидкие продукты из лигроина, дизельного топлива и тяжелой фракции (343°C+), исходя из объемного процента свежего сырья. В этом случае также общий выход жидкого продукта превышает 100% (даже без учета всех газов), поскольку плотность сырья снижена из-за нагнетания газа H2 (увеличение объема). Это выгодно для нефтеперерабатывающего завода, поскольку транспортное топливо продают по объему.
Каждую жидкую фракцию анализировали на плотность содержание серы и азота и касательно нескольких других важных свойств топлива. Результаты представлены в таблице 3.
Свойства продукта примера 1
Диапазон
177°C/343°C
343°C+
Результаты данного примера показывают, что тяжелая фракция (343°C+) гидрообработанного смешанного образца (TLP) имела меньше 1700 ppm азота. Таким образом, содержание серы в тяжелой фракции уменьшилось более чем на 93%, содержания асфальтенов и углерода по Конрадсону (MCR) уменьшились более чем на порядок величины по сравнению с сырьем. Таким образом, тяжелая фракция (343°C+) TLP, как кажется, является подходящей для применения в качестве исходного сырья для устройства FCC на нефтеперерабатывающем заводе без отравления FCC катализатора. Фракцию дизельного топлива можно продавать в качестве печного топлива или можно смешивать в резервуаре с дизельным топливом со сверхнизким содержанием серы (ULSD) после дополнительной обработки для уменьшения в ней содержания серы. В этом примере продемонстрировано, что низкое качество тяжелых HC смесей, таких как CSO, можно улучшить путем глубокой гидроочистки в заполненном жидкостью реакторе.
Примеры 2-13
Пример 1 повторяли при различных условиях процессов в примерах 2-13. В двенадцати дополнительных точках собирали данные и результаты представили в таблице 4. В примерах 1-3 подача H2 составляла 180 l/l (1000 ст. куб. фт./барр. н.), тогда как в примерах 4-13 подача H2 составляла 150 l/l (850 ст. куб. фт./барр. н.).
Обобщенные результаты примеров 1-13
В результатах примеров 1, 2 и 3 показано, что в объединенном общем жидком продукте (TLP) можно добиться меньше 1400 ppm азота с применением способа гидрообработки настоящего изобретения. Наличие у TLP общего содержания азота менее 1400 ppm является важным для соответствия у TLP максимального содержания азота требуемым техническим характеристикам 1700 ppm (по весу) во фракции 343°C+. Таким образом, образцы продуктов, представленные в таблице 4, подходят для применения в качестве сырья для FCC устройства на нефтеперерабатывающем заводе без отравления катализаторов FCC на основе цеолита. Примеры 4-13 проводили для получения кинетической информации касательно способа.
Большой расход водорода, представленный в примерах 1-13, демонстрирует способность заполненных жидкостью реакторов гидрообработки выполнять операции при таким высоких уровнях выделения тепла, в чем убедились на опыте при улучшении качества тяжелого углеводородного сырья низкого качестве, не ставя под угрозу срок службы и активность твердого катализатора гидрообработки из-за образования кокса.
Следует отметить, что содержание асфальтенов в примерах 1-13 уменьшилось более чем на порядок величины (от свыше 3% в сырье до ниже 0,3% в продукте). Это снова показывает способность заполненных жидкостью реакторов гидроочистки легко улучшать качество таких смесей тяжелых углеводородов с высоким содержанием асфальтенов до более ценного исходного сырья.
Пример 14. Осветленный нефтешлам (CSO) из установки крекинга с флюидизированным катализатором (FCC) нефтеперерабатывающего завода
Осветленный нефтешлам (CSO) из FCC установки предприятия нефтяной переработки подвергали гидрообработке в экспериментальной установке, описанной в примере 1, с определенными модификациями установки. Свойства этого сырья представлены в таблицах 5 и 6.
Свойства образца осветленного нефтешлама
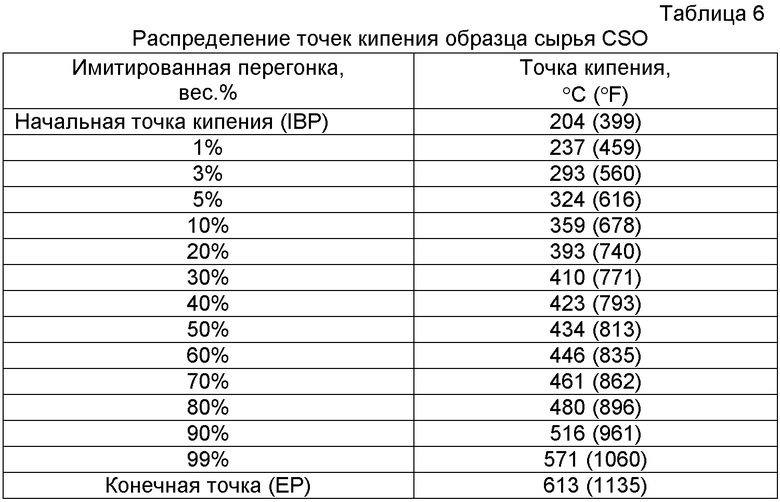
В Таблицах 5 и 6 показано, что смесь сырья CSO чрезвычайно тяжелая и малоценная, имея содержание асфальтенов 12%, микроуглеродистый остаток (или углерод по Конрадсону) 5%, плотность 1058 кг/м3 при 15,5°C (60°F) и конечную точку кипения 613°C (1135°F). Она имеет общее содержание серы 1,4 вес.% и общее содержание азота более 0,3 вес.%. Цель состоит в гидроочистке данной смеси сырья для определения, будет ли целесообразным улучшать ее качество, чтобы этого было достаточно для подачи ее в FCC установку предприятия нефтяной переработки. В колонке “целевое значение” представлены значения соответствующих свойств, которыми должен обладать продукт, чтобы быть подходящим сырьем FCC для установки. Эти значения можно получить путем уменьшения плотности, содержания серы, азота, асфальтенов и MCR, одновременно с сильным поглощением водорода.
В данном эксперименте применяли только два реактора (Пример 14). Реакторы набивали катализатором гидроочистки, как описано в Примере 1. Катализатор защитного слоя не применяли. То есть применяли только реакторы #2 и #3. В каждый из реакторов #2 и #3 подавали 60 мл коммерческого катализатора Ni-Mo на γ-Al2O3 (TK-561), доступного от Haldor Tops⌀e, Lyngby, Denmark. Повторяли способ Примера 1.
Катализаторы сушили и предварительно сульфидировали, как описано в Примере 1. Затем в SRD загружали сырье для стабилизации катализатора, как описано в Примере 1, при температуре, варьирующей от 320°C (610°F) до 355°C (670°F), и при давлении 6,9 МПа (1000 фунт/кв. дюйм изб. или 69 бар) в течение одного дня, как на начальном этапе предварительного коксования. Подачу затем переключали на CSO для завершения предварительного коксования катализатора путем подачи CSO в течение по меньшей мере 8 часов и с проверкой на серу, пока система не выровняется. Способ примера 1 повторяли с применением CSO в качестве сырья для получения смеси продуктов, имеющей пониженные вязкость, плотность, содержания серы и азота, коксовый остаток и содержание асфальтенов.
Более конкретно, CSO сырье предварительно нагревали до 50°C и перекачивали в экспериментальную установку с применением шприцевого насоса при скорости потока 1,50 мл/минуту для достижения LHSV 0,75 ч-1 от всего объема катализатора. Норма подачи всего водорода составляла 320 l/l (1800 ст. куб. фт./барр. н.). Температура реакторов (WABT) составляла 343°C (650°F), и давление составляло 138 бар (2015 фунт/дюйм2, 14 МПа). Кратность рецикла равнялась 8,2. Установку запускали на 12 часов для достижения стационарного состояния.
Образец всего жидкого продукта (TLP) и образец отходящего газа отбирали при стационарных условиях. Результаты представлены в Таблице 7. Серу, азот и общие материальные балансы измеряли с применением GC-FID. Расход водорода рассчитывали, исходя из подачи водорода и водорода в отходящих газах, что составлял приблизительно 210 l/l (1200 ст. куб. фт./барр. н.). Обнаружили, что содержания серы и азота в образце составляли ~3900 ppm и 800 ppm, соответственно. Плотность сырья (при 60°F или 15,5°C) понизилась от 1058 кг/м3 до 1001 кг/м3 в смеси продуктов. Обнаружили, что у подаваемого в FCC установку продукта согласно данному способу глубокой гидроочистки уменьшение и серы, и азота происходило до отличных уровней. В частности, уровень азоты был намного ниже уровня 1700 ppm, который рассматривали как предельный для FCC катализатора. Уровень серы уменьшался от приблизительно 13600 ppm до ниже 4000 ppm, ниже целевого уровня 5800 ppm. Более того, у образца понижалось содержание асфальтенов от приблизительно 12 вес.% до ниже 1 вес.%. Вышеописанные результаты снова демонстрировали способность заполненных жидкостью реакторов гидрообработки улучшать качество таких тяжелых и малоценных HC смесей до весьма ценных потоков, подлежащих дальнейшей обработке и смешиванию в готовые топливные продукты на нефтеочистительном заводе.
Примеры 15-20
Пример 14 повторяли при различных условиях процессов в примерах 15-20. Кратность рецикла для примеров 14-20 равнялась 8,2. При различных рабочих условиях в шести дополнительных точках собирали данные для проверки качества гидроочищенного продукта. Экспериментальные условия и результаты для примеров 14-20 представлены в Таблице 7.
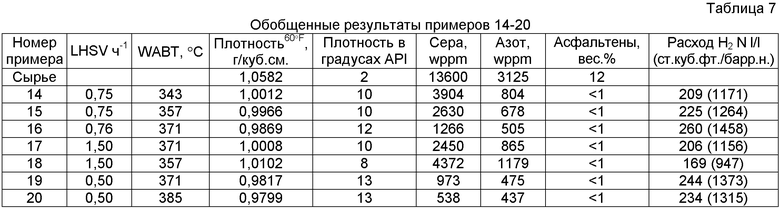
Как видно из Таблицы 7, расход водорода был чрезвычайно высоким, в некоторых примерах превышал 250 нормальных литров H2 на литр нефти, N l/l (1400 ст. куб. фт./барр. н.), являясь поразительно высоким по сравнению с нормами расхода, обычно наблюдаемыми при ULSD применениях, находящихся в диапазоне от 35 до 55 N l/l (200-300 ст. куб. фт./барр. н.). При более жестких условиях, более высоком WABT или более низком LHSV, снижение плотности и более интенсивное превращение серы и азота (Примеры 15, 16 19 и 20) показали, что гидроочищенные продукты CSO являются потенциально подходящими для смешивания в FCC сырье для дальнейшего улучшения качества. Более того, содержание асфальтенов в сырье уменьшилось более чем на порядок величины, и плотность уменьшилась на 8%.
Таким образом, сведенные в Таблице 7 результаты показывают, что CSO поток можно успешно подвергнуть глубокой гидроочистке в заполненном жидкостью реакторе для уменьшения содержания серы, азота и асфальтенов, для снижения его плотности после существенного поглощения H2. Поразительно, что в данном способе гидроочистки происходило такое сильное поглощение H2, наряду в основном с поддержанием регулировки температуры при отсутствии проблем коксования катализатора, с чем сталкивались ранее в операциях со слоем насадки с орошаемым слоем.
Пример 21. Углеводородное сырье, полученное из горючего сланца (сланцевого масла)
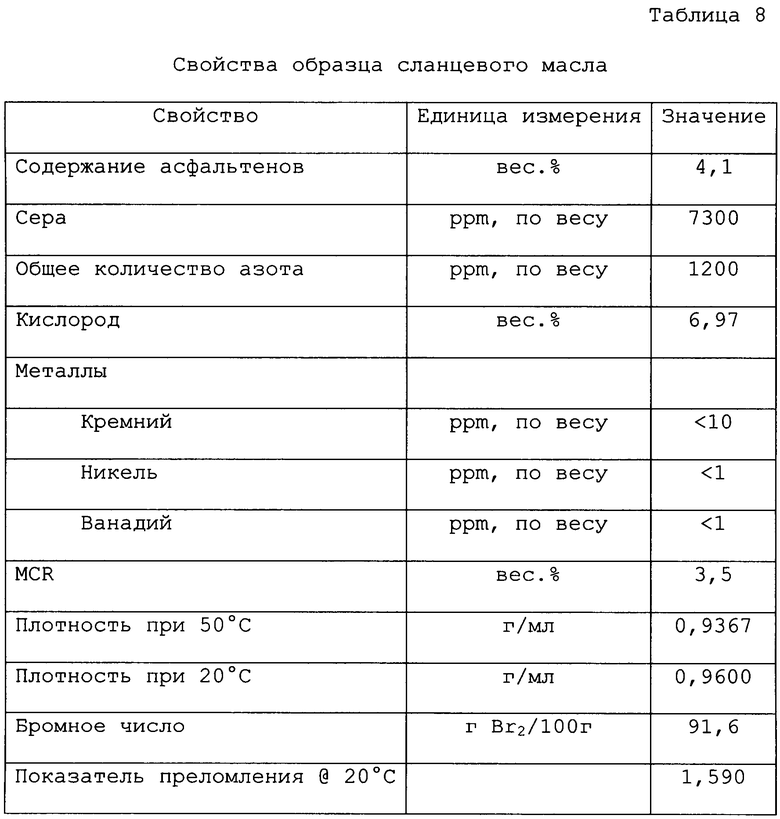
Тяжелое углеводородное сырье получали из горючего сланца путем термического крекинга и простой перегонки горючего сланца. Сырье обладает свойствами, раскрытыми в Таблицах 8 и 9.
Распределение пределов кипения сланцевого масла
Способ примера 1 повторяли с применением трех реакторов. Реактор #1 содержал слой защитного катализатора, KF-647, и реакторы #2 и #3 содержали катализатор гидрообработки, KF-860, оба из которых представляли собой Ni-Mo, нанесенный на γ-Al2O3, от Albemarle Corp., Baton Rouge, LA. Все остальные этапы были такими же. Катализаторы сушили, сульфидировали и стабилизировали SRD, как было ранее описано в Примерах 1 и 14.
Сырье сначала пропускали через реактор #1 в качестве предварительной обработки для удаления/уменьшения количества тяжелых металлов и кислорода (гидродеоксигенирование) и для насыщения олефиновых двойных связей. Предварительно обработанный образец затем подвергали гидрообработке непрерывным способом в реакторах #2 и #3 с неподвижным слоем, как описано в Примере 1.
В частности, сырье сланцевого масла предварительно нагревали до 50°C и перекачивали в реактор #1 при скорости потока 2 мл/минута для достижения LHSV 3,0 ч-1 от общего объема катализатора. Норма всей подачи водорода составляла 250 l/l (1400 ст. куб. фт./барр. н.). Температура реакторов составляла 316°C (600°F), и давление составляло 93 бар (1350 фунт/дюйм2, 9,3 МПа). Кратность рецикла равнялась 5.
Результаты представлены в Таблице 10. Смесь продуктов обладала значительно более низкой вязкостью, пониженной плотностью 886 кг/м3 при 20°C, содержанием серы 1169 ppm и содержанием азота 1000 ppm, как показано в Таблице 8. Общее поглощение водорода, как рассчитали, составляло 230 l/l (1300 ст. куб. фт./барр. н.). Содержание асфальтенов было вновь понижено более чем на порядок величины (от выше 4% до ниже 0,3%). Содержание кислорода было также уменьшено от приблизительно 7 вес.% до ниже уровня обнаружения (<0,1%). Гидроочищенный образец был гораздо более текучим (менее вязким), чем сырье. Сырье было настолько вязким, что для перекачивания в процесс его необходимо было нагревать до 50°C. Эксперимент показал, что высоковязкий образец сланцевого масла был успешно гидроочищенный до продукта, который можно применять как разбавитель исходного сырья для получения #2 печного топлива или дизельного топлива.
Примеры 22-27
Пример 21 повторяли при различных условиях процесса. В шести дополнительных точках собирали данные. Условия примера и результаты представлены в Таблице 10. Все примеры 21-27 проводили при объемной скорости (LHSV) 3,0 ч-1 и при кратности рецикла 5,0.
Обобщенные результаты примеров 21-27
°C
N l/l
(ст.куб.фт./барр.н.)
при 20°C
ppm
Как показано в Таблице 10, по мере ужесточения условий гидрообработки путем повышения температуры реактора содержания серы и азота в продукте также уменьшались. В примере 23 расход водорода был близким к подаче водорода, следовательно, норма подачи водорода увеличилась от 214 l/l (1200 ст. куб. фт./барр. н.) до 267 l/l (1500 ст. куб. фт./барр. н.), что помогло уменьшить содержание серы в продукте от 500 ppm до 250 ppm. В примере 27 содержание серы уменьшилось до 60 ppm от 7300 ppm в сырье. Содержание азота в образце продукта примера 27 не измеряли (“нет данных”). Содержание асфальтенов во всех образцах примеров 21-27 вновь уменьшилось более чем на порядок величины.
Во всей серии примеров применяли один и тот же катализатор. Активность сохранялась - т.е. не возникало дезактивации - после всех вышеупомянутых экспериментов.
Данные примеры показали, что полученную из горючего сланца смесь тяжелых углеводородов можно успешно подвергать обработке в заполненном жидкостью реакторе гидроочистки для улучшения ее качества настолько, чтобы можно было применять в качестве компонента смешения для топлива.
Сравнительный пример. Легкий рецикловый газойль (LCO) из установки флюид-каталитического крекинга нефтеперерабатывающего завода
Образец легкого рециклового газойля (LCO) с представленными в Таблице 11 свойствами из FCC установки предприятия нефтяной переработки подвергали гидрообработке в экспериментальной установке, описанной в Примере 1, с определенными модификациями установки.
Свойства сырья легкого рециклового газойля и образцов продукта
В данном примере применяли только два слоя в реакторе. Реакторы набивали катализатором гидроочистки, как описано в Примере 1. Слой защитного катализатора не применяли. То есть применяли только реакторы #2 и #3. Каждый из реактора #2 и реактора #3 содержал по 60 мл коммерческого катализатора Ni-Mo на γ-Al2O3 (TK-607), доступного от Haldor Tops⌀e, Lyngby, Denmark. Способ Примера 1 повторяли для случая загрузки катализаторов и испытания экспериментальной установки под давлением.
Катализатор снова сушили, сульфидировали, как описано в Примере 1. Экспериментальную установку также отрабатывали SRD, как описано в Примере 1, при температуре, варьирующей от 320°C (610°F) до 355°C (670°F), и при давлении 6,9 МПа (1000 фунт/кв. дюйм изб. или 69 бар) в течение одного дня для стабилизации катализатора и в качестве начального этапа предварительного коксования. Подачу затем переключали в LCO. Способ Примера 1 повторяли с применением LCO в качестве сырья для получения смеси продуктов, обладающей пониженной вязкостью, плотностью, содержанием серы, азота, остатков и асфальтенов.
Более конкретно, сырье LCO перекачивали в экспериментальную установку, применяя шприцевой насос, при скорости потока 4,0 мл/минуту для достижения LHSV 2,0 ч-1 на основе общего объема катализатора. Общий расход водорода составлял 250 l/l (1400 ст. куб. фт./барр. н.). Температура реакторов (WABT) составляла 371°C (700°F), и давление составляло 138 бар (2000 фунт/дюйм2, 13,8 МПа). Кратность рецикла равнялась 6,0. Устройство запускали на 12 часов для достижения стационарного состояния. Образец всего жидкого продукта (TLP) и образец отходящего газа отбирали при стационарных условиях. Серу, азот и общие материальные балансы измеряли с применением GC-FID. Расход водорода рассчитывали, исходя из подачи водорода и водорода в отходящих газах, что составлял приблизительно 225 l/l (1265 ст. куб. фт./барр. н.). Обнаружили, что содержания серы и азота в образце составляли 35 ppm и 3 ppm, соответственно. Плотность сырья (при 60°F или 15,5°C) понизилась от 945 кг/м3 до 900 кг/м3 в продукте.
Неожиданно установили, что улучшать качество трудного в обработке тяжелого HC сырья, применяемого в вышеописанных Примерах 1-27, до более ценных HC смесей путем их гидроочистки в заполненных жидкостью реакторах так же просто, как и более легкого в обработке сырья LCO, что показано в сравнительном примере A выше.
Изобретение относится к способу обработки тяжелого углеводородного сырья. Способ включает: (a) приведение в контакт сырья с (i) разбавителем и (ii) водородом с получением смеси сырья/разбавителя/водорода, где водород растворяют в смеси для получения жидкого сырья; (b) приведение в контакт смеси сырья/разбавителя/водорода с катализатором в заполненном жидкостью реакторе с неподвижным слоем идеального вытеснения или трубчатого исполнения для получения смеси продуктов и (c) повторное использование части смеси продуктов в виде потока повторно используемого продукта путем объединения потока повторно используемого продукта с сырьем для получения по меньшей мере части разбавителя на стадии (а) при кратности рецикла в диапазоне от приблизительно 1 до приблизительно 10. При этом сырье имеет содержание асфальтенов по меньшей мере 3% от общего веса сырья, водород подают в эквивалентном количестве по меньшей мере 160 l/l (900 ст. куб. фт./барр. н.), и разбавитель включает, состоит в основном из, или состоит из потока повторно используемого продукта. Способ позволяет избежать коксования катализатора, продлить его срок службы, заменить крукногабаритные реакторы на меньшие и более простые и улучшить качество смесей тяжелых углеводородов с высоким содержанием асфальтенов до более ценных потоков. 18 з.п. ф-лы, 11 табл., 27 пр.
1. Способ обработки тяжелого углеводородного сырья, включающий:
(a) приведение в контакт сырья с (i) разбавителем и (ii) водородом с получением смеси сырья/разбавителя/водорода, где водород растворяют в смеси для получения жидкого сырья;
(b) приведение в контакт смеси сырья/разбавителя/водорода с катализатором в заполненном жидкостью реакторе с неподвижным слоем идеального вытеснения или трубчатого исполнения для получения смеси продуктов и
(c) повторное использование части смеси продуктов в виде потока повторно используемого продукта путем объединения потока повторно используемого продукта с сырьем для получения по меньшей мере части разбавителя на стадии (а) при кратности рецикла в диапазоне от приблизительно 1 до приблизительно 10;
где сырье имеет содержание асфальтенов по меньшей мере 3% от общего веса сырья; и где водород подают в эквивалентном количестве по меньшей мере 160 l/l (900 ст. куб. фт./барр. н.); и где разбавитель включает, состоит в основном из, или состоит из потока повторно используемого продукта.
2. Способ по п. 1, где водород подают в эквивалентном количестве 180-530 l/l (1000-3000 ст. куб. фт./барр. н.).
3. Способ по п. 2, где водород подают в эквивалентном количестве 360-530 l/l (2000-3000 ст. куб. фт./барр. н.).
4. Способ по п. 1, где сырье сперва приводят в контакт с разбавителем для получения смеси сырья/разбавителя, а затем смесь сырья/разбавителя приводят в контакт с водородом для получения смеси сырья/разбавителя/водорода.
5. Способ по п. 1, где тяжелое углеводородное сырье имеет вязкость по меньшей мере 5 сП, плотность по меньшей мере 900 кг/м3 при температуре 50°C (120°F), конечную точку кипения в диапазоне от приблизительно 450°C (840°F) до приблизительно 700°C (1300°F) и содержание углерода по Конрадсону в диапазоне от приблизительно 0,25% до приблизительно 8,0% по весу.
6. Способ по п. 1, где тяжелое углеводородное сырье выбирают из группы, состоящей из осветленного нефтешлама, битума, продукта коксования, разжиженной угольной нефти, продукта процесса термического крекинга тяжелых нефтепродуктов, продукта гидроочистки и/или гидрокрекинга тяжелых нефтепродуктов, фракции, полученной прямой перегонкой, из установки обработки неочищенных нефтепродуктов и смесей двух или более из них.
7. Способ по п. 5, где тяжелое углеводородное сырье представляет собой битум, экстрагированный из нефтеносных песков.
8. Способ по п. 1, где катализатор представляет собой катализатор гидрообработки, включающий металл, выбранный из группы, состоящей из никеля и кобальта, и их комбинаций, и катализатор наносят на оксид одного металла или смесь оксидов металлов, цеолит или комбинацию двух или более из них.
9. Способ по п. 8, где металл представляет собой комбинацию металлов, выбранных из группы, состоящей из никеля-молибдена (NiMo), кобальта-молибдена (CoMo), никеля-вольфрама (NiW) и кобальта-вольфрама (CoW).
10. Способ по п. 9, где оксид одного металла или смесь оксидов металлов представляет собой оксид алюминия, диоксид кремния, оксид титана, диоксид циркония, диатомит, алюмосиликат или комбинацию двух или более из них.
11. Способ по п. 1, перед стадией (а) дополнительно включающий сульфидирование катализатора путем приведения в контакт катализатора с содержащим серу соединением при повышенной температуре.
12. Способ по п. 1, где коэффициент рециркуляции равняется от 1 до 5.
13. Способ по п. 1, где разбавитель состоит или состоит в основном из потока повторно используемого продукта.
14. Способ по п. 1, где разбавитель включает органическую жидкость, которую выбирают из группы, состоящей из легких углеводородов, легких дистиллятов, лигроина, дизельного топлива и комбинаций двух или более из них.
15. Способ по п. 1, где реактор с неподвижным слоем представляет собой реактор с одним слоем насадки.
16. Способ по п. 1, где реактор с неподвижным слоем представляет собой реактор с двумя или более (несколькими) слоями насадок, расположенными последовательно или параллельно или находящимися в комбинации.
17. Способ по п. 16, где свежий водород добавляют во впускное отверстие каждого слоя реактора.
18. Способ по п. 1, где температура находится в диапазоне от приблизительно 250°C до приблизительно 450°C; давление находится в диапазоне от 3,45 МПа до 17,25 МПа (500-2500 фунт/кв. дюйм изб.), и подача углеводорода (LHSV) находится в диапазоне от 0,1 ч-1 до 10 ч-1.
19. Способ по п. 18, где температура находится в диапазоне от приблизительно 300°C до 400°C; давление находится в диапазоне от 6,9 МПа до 13,9 МПа (1000-2000 фунт/кв. дюйм изб.).
| Молотильное устройство зерноуборочного комбайна | 1982 |
|
SU1232173A1 |
| US7569136 B2, 04.08.2009 | |||
| US4746419 A, 24.05.1988 | |||
| US3180820 A, 27.04.1965 | |||
| Способ гидроочистки асфальтенсодержащего углеводородного нефтяного сырья | 1972 |
|
SU511022A3 |

