ОБЛАСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к способу гидрообработки углеводородного сырья, осуществляемому полностью в жидкой фазе с неравномерным распределением объема катализатора среди нескольких слоев катализатора.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Мировой спрос на чистые виды топлива, такие как дизельное топливо со сверхнизким содержанием серы (ULSD), быстро возрос ввиду множества норм по охране окружающей среды, установленных для существенного снижения уровней серы в видах топлива, чтобы уменьшить выбросы диоксида серы (SO2) при использовании таких видов топлива.
С целью получения чистых видов топлива для обработки углеводородного сырья применяли способы гидрообработки. Такие способы включают гидродесульфурацию (HDS) и гидродеазотирование (HDN), с помощью которых из сырья извлекают серу и азот, соответственно.
В общепринятых способах гидрообработки применяются реакторы с орошаемым слоем, в которых водород перемещается из паровой фазы через жидкую фазу углеводородного сырья и вступает в реакцию с сырьем на поверхности твердого катализатора. Таким образом, присутствуют три фазы (газовая, жидкая и твердая). Реакторы с орошаемым слоем являются дорогостоящими в эксплуатации и требуют больших количеств водорода, значительную часть которого необходимо рециркулировать через дорогостоящие водородные компрессоры. Отвод тепла при сильно экзотермических способах гидрообработки неэффективен. В реакторах с орошаемым слоем на поверхностях катализатором происходит значительное образование кокса, вызывая дезактивацию катализатора.
Ackerson в патенте США 6123835 раскрывает двухфазную систему гидрообработки, которая устраняет необходимость циркулировать водород через катализатор. В двухфазной системе гидрообработки растворитель или рецикловая часть подверженного гидрообработке жидкого выходящего потока выполняет функцию разбавителя и смешивается с углеводородным сырьем. Водород растворяется в смеси сырье/разбавитель с получением водорода в жидкой фазе. Все количество водорода, требуемого в реакции гидрообработки, доступно в растворе.
Petri в заявке на патент США с номером публикации US 2010/0326884 раскрывает способ гидрообработки, в котором применяют ступенчатые реакционные зоны гидрообработки. Petri раскрывает, что по меньшей мере начальная реакционная зона представляет собой по сути трехфазную зону гидрообработки. Petri также раскрывает, что углеводородное сырье делится на части, и часть необработанного свежего сырья, смешанного с обработанным выходящим потоком, подается в каждую реакционную зону. Вышеуказанный обработанный выходящий поток выполняет функцию как разбавителя, так и источника водорода.
Желательно иметь способ гидрообработки углеводородного сырья в меньшей и более простой системе с пониженным коэффициентом рециркуляции и увеличенной степенью конверсии серы и азота. Также желательно иметь способ гидрообработки для получения чистых видов топлива с множеством желательных свойств, таких как низкая плотность и высокое цетановое число.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение предусматривает способ гидрообработки углеводородного сырья, который включает: (a) обеспечение двух или более слоев катализатора, размещенных последовательно и в жидкой среде, где каждый слой катализатора содержит катализатор, характеризующийся объемом катализатора, при этом объем катализатора увеличивается в каждом последующем слое катализатора; (b) приведение в контакт сырья с (i) разбавителем и (ii) водородом с получением смеси сырье/разбавитель/водород, где водород растворяют в смеси с получением жидкого сырья; (c) приведение в контакт смеси сырье/разбавитель/водород с первым катализатором в первом слое катализатора с получением выходящего потока продукта; (d) приведение в контакт выходящего потока продукта с конечным катализатором в конечном слое катализатора с получением конечного выходящего потока продукта, где выходящий поток продукта, контактирующий с конечным катализатором, представляет собой выходящий поток продукта из слоя катализатора непосредственно перед конечным слоем катализатора; при этом предпочтительно соотношение объема первого катализатора к объему конечного катализатора находится в диапазоне от приблизительно 1:1,1 до приблизительно 1:10; и где каждый этап приведения в контакт (c) и (d) осуществляют при условиях реакции, протекающей полностью в жидкой фазе.
Необязательно способ в соответствии с настоящим изобретением дополнительно включает (e) рециркуляцию части конечного выходящего потока продукта в виде рециклового потока продукта для применения в разбавителе на этапе (b)(i) при коэффициенте рециркуляции от приблизительно 0,1 до приблизительно 10, или при коэффициенте рециркуляции от приблизительно 0,1 до приблизительно 6, или при коэффициенте рециркуляции от приблизительно 0,1 до приблизительно 1. Коэффициент рециркуляции основан на отношении объема рециклового потока к объему сырья, поданного в каталитический слой.
Способ в соответствии с настоящим изобретением применяют как способ, осуществляемый полностью в жидкой фазе, и каждый этап приведения в контакт (c) и (f) осуществляют при условиях реакции, протекающей полностью в жидкой фазе. Под “способом, осуществляемым полностью в жидкой фазе” подразумевают в данном документе, что весь водород, добавленный в способе для этапа гидрообработки, может быть растворен в технологических жидкостях. Под “реакцией, протекающей полностью в жидкой фазе” подразумевают, что в ходе реакции приведения в контакт водорода и сырья с катализатором газообразный водород отсутствует.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
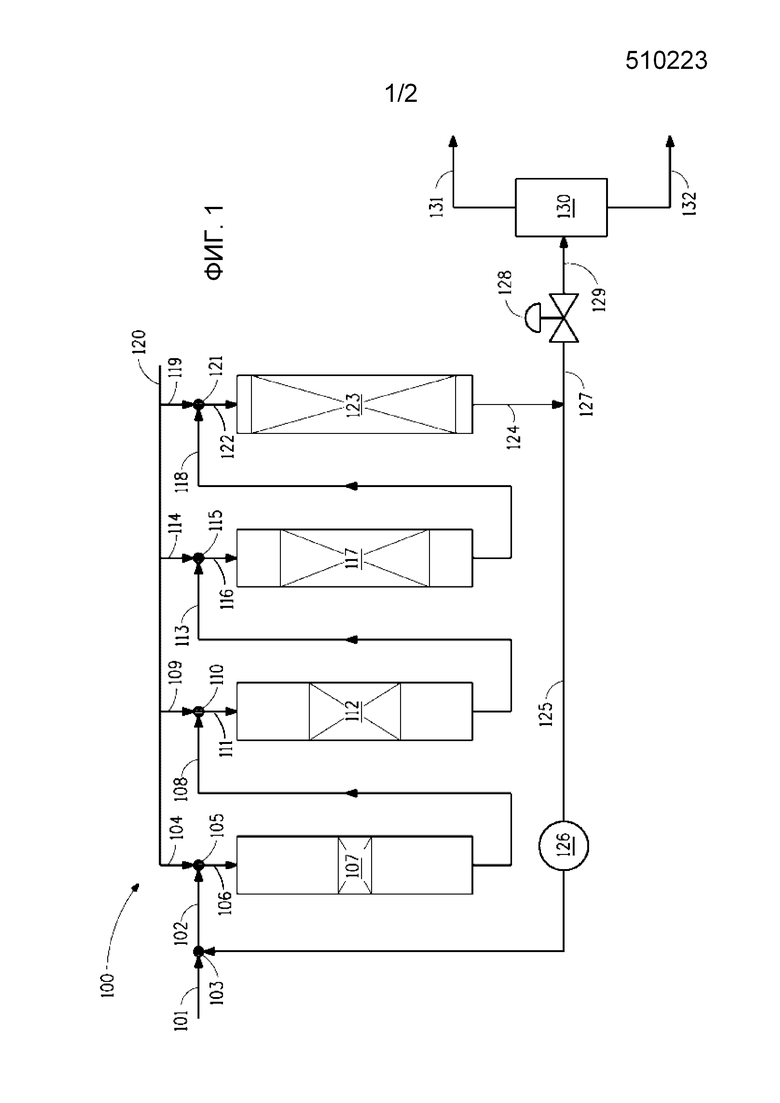
На фиг. 1 показана технологическая схема, иллюстрирующая способ конверсии углеводородов в соответствии с настоящим изобретением при неравномерном распределении объема катализатора.
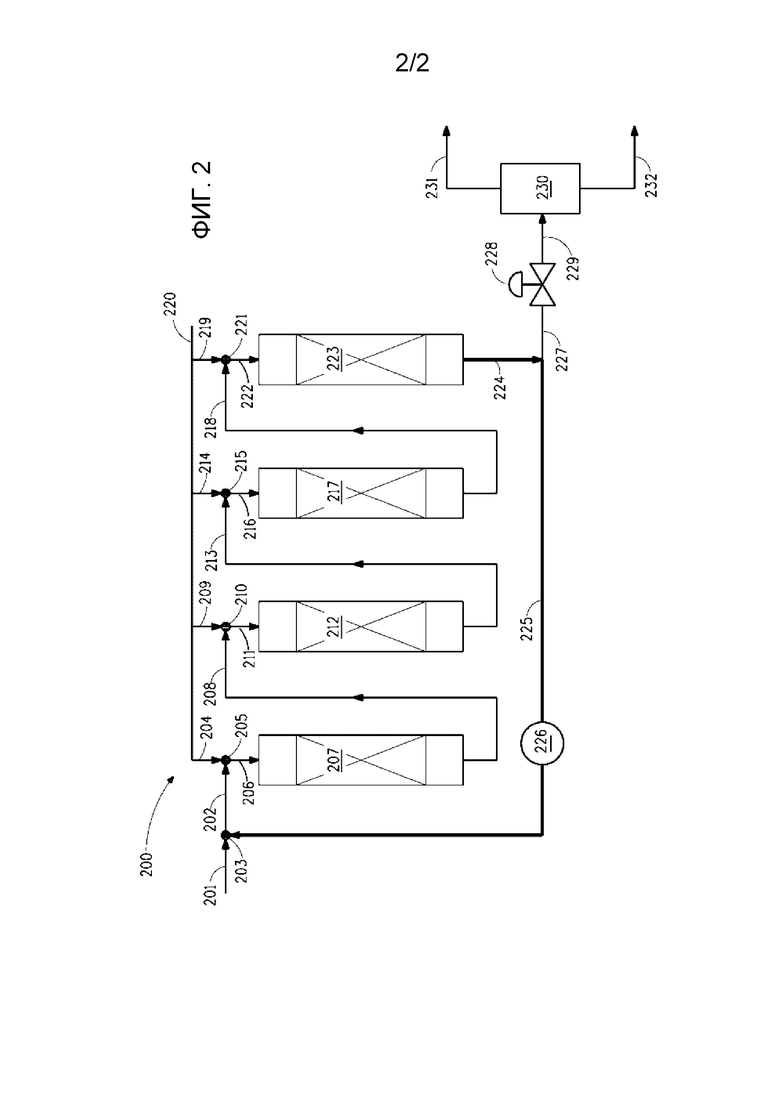
На фиг. 2 показана технологическая схема, иллюстрирующая сравнительный способ конверсии углеводородов при равномерном распределении объема катализатора.
ПОДРОБНОЕ ОПИСАНИЕ
Способ в соответствии с настоящим изобретением представляет собой способ гидрообработки, осуществляемый полностью в жидкой фазе, который предусматривает улучшенную конверсию и качество продукта относительно известных способов. В данном способе два или более слоев катализатора размещены последовательно, и объем катализатора увеличивается в каждом последующем слое катализатора. В результате, потребление водорода более равномерно распределяется среди слоев.
Удивительно, если распределение катализатора неравномерное и объем катализатора увеличивается с каждым последующим слоем катализатора, тот самый катализатор и тот же объем катализатора обеспечивает более высокую степень конверсии серы и азота по сравнению с равномерным распределением объема катализатора. В результате более высокой степени конверсии содержание серы в углеводородном сырье может понизиться до 8 м.д., что соответствует требованиям Euro V (<10 м.д.), для дизельного топлива со сверхнизким содержанием серы (ULSD), а содержание азота понижается ниже 10 м.д.
Способ в соответствии с настоящим изобретением включает: (a) обеспечение двух или более слоев катализатора, размещенных последовательно и в жидкой среде, где каждый слой катализатора содержит катализатор, характеризующийся объемом катализатора, при этом объем катализатора увеличивается в каждом последующем слое катализатора; (b) приведение в контакт сырья с (i) разбавителем и (ii) водородом с получением смеси сырье/разбавитель/водород, где водород растворяют в смеси с получением жидкого сырья; (c) приведение в контакт смеси сырье/разбавитель/водород с первым катализатором в первом слое катализатора с получением выходящего потока продукта; (d) приведение в контакт выходящего потока продукта с конечным катализатором в конечном слое катализатора с получением конечного выходящего потока продукта, где выходящий поток продукта, контактирующий с конечным катализатором, представляет собой выходящий поток продукта из слоя катализатора непосредственно перед конечным слоем катализатора. Каждый этап приведения в контакт (c) и (d) осуществляют при условиях реакции, протекающей полностью в жидкой фазе.
Необязательно способ в соответствии с настоящим изобретением дополнительно включает (e) рециркуляцию части конечного выходящего потока продукта в виде рециклового потока продукта для применения в разбавителе на этапе (b) при коэффициенте рециркуляции от приблизительно 0,1 до приблизительно 10 или при коэффициенте рециркуляции от приблизительно 0,1 до приблизительно 6, или при коэффициенте рециркуляции от приблизительно 0,1 до приблизительно 1. Даже при более низких коэффициентах рециркуляции степень конверсии повышается относительно способов, осуществляемых при подобных условиях, но в случае постоянного объема катализатора во множестве слоев.
На этапе (a) можно применять любое число слоев катализатора, два или более. Верхний предел числа слоев может обуславливаться практическими соображениями, такими как стоимость и сложность регулирования установки гидрообработки. Применяют два или более слоев катализатора, например от двух до десяти слоев или от двух до четырех слоев.
В одном варианте осуществления в способе в соответствии с настоящим изобретением присутствуют два слоя катализатора. Объем катализатора первого слоя катализатора меньше объема катализатора второго слоя катализатора. Выходящий поток продукта из первого слоя катализатора направляется ко второму слою катализатора, который является конечным слоем катализатора. Необязательно, часть выходящего потока продукта из второго слоя катализатора рециркулируют в качестве рециклового потока продукта к первому слою катализатора.
В способе в соответствии с настоящим изобретением могут присутствовать больше двух слоев катализатора. От первого слоя катализатора до конечного слоя катализатора присутствует один или несколько слоев катализатора. Объем катализатора увеличивается с каждым последующим слоем катализатора. Выходящий поток продукта из слоя катализатора направляется к следующему слою катализатора. Например, выходящий поток продукта из первого слоя катализатора направляется ко второму слою катализатора. Если способ включает необязательный этап рециркуляции, то часть выходящего потока продукта из конечного слоя катализатора направляется к одному из предыдущих слоев катализатора.
Способ в соответствии с настоящим изобретением может быть выполнен в несколько этапов. Под этапами подразумевают, что один или несколько слоев катализатора могут быть сгруппированы в качестве этапа. Если имеется два или больше этапов, то часть выходящего потока продукта из слоя может рециркулироваться к тому самому или предыдущему слою в пределах одного этапа, или часть выходящего потока продукта из последующего этапа может рециркулироваться к слою катализатора предыдущего этапа в виде рециклового потока продукта. Например, выходящий поток второго этапа может рециркулироваться к первому этапу или в пределах второго этапа. Если этап рециркуляции осуществляется на более позднем этапе, то любой предыдущий этап также будет иметь этап рециркуляции, а коэффициент рециркуляции последующего этапа будет меньше коэффициента рециркуляции предыдущего этапа. Коэффициенты рециркуляции, касающиеся отношения рециклового потока продукта к сырью, находятся в перечисленных ранее диапазонах.
Слои катализатора в соответствии с настоящим изобретением могут находиться в одном колоночном реакторе с множеством слоев катализатора при условии, что слои отличаются и разделены. Предпочтительно водород может подаваться к месту между слоями для увеличения содержания водорода в выходящем потоке продукта между слоями. Свежий водород может добавляться в смесь жидкое сырье/разбавитель/водород или выходящий поток из предыдущего слоя катализатора на входе каждого слоя катализатора, где добавленный водород растворяется в смеси или выходящем потоке перед приведением в контакт со слоем катализатора.
Каждый реактор представляет собой реактор с неподвижным слоем и может быть реактором идеального вытеснения, трубчатым реактором или другой конструкции, заполненным твердым катализатором (т.е. реактором с уплотненным слоем). Реактором может быть один колоночный реактор с одним или несколькими слоями катализатора. Каждый реактор функционирует как заполненный жидкостью реактор, в котором весь водород растворяется в жидкой фазе, и в реакторе нет газовой фазы. Через катализатор проходит смесь жидкое сырье/разбавитель/водород.
На этапе (b) способа настоящего изобретения сырье приводят в контакт с разбавителем и водородом. Сырье можно сначала привести в контакт с водородом, а затем с разбавителем, или, предпочтительно, сначала с разбавителем, а затем с водородом с получением смеси сырье/разбавитель/водород. Смесь сырье/разбавитель/водород приводят в контакт с первым катализатором в первом слое катализатора с получением первого выходящего потока продукта.
Комбинация сырья и разбавителя способна растворить весь водород в жидкой фазе, при отсутствии потребности в водороде в газовой фазе. Значит, способ гидрообработки в соответствии с настоящим изобретением является способом, осуществляемым полностью в жидкой фазе.
Например, каждый слой катализатора может иметь зону над катализатором, куда вводится смесь сырье/разбавитель/водород до приведения в контакт смеси с катализатором. В эту зону может добавляться дополнительный газообразный водород и смешиваться и/или дросселироваться со смесью так, что водород растворяется в смеси. Для обеспечения зон реакции, протекающей полностью в жидкой фазе, с помощью введения водорода, газообразный водород приводят в контакт с сырьем, разбавителем и/или комбинациями сырья и разбавителя. При необходимости может присутствовать сепаратор, чтобы извлечь избыток газообразного водорода из смеси сырье/разбавитель/водород для поддержания способа в качестве способа, осуществляемого полностью в жидкой фазе.
Разбавитель, как правило, содержит, главным образом, или состоит из рециклового потока продукта. Рецикловым потоком является часть выходящего потока продукта, которая рециркулируется и объединяется с углеводородным сырьем до или после приведения в контакт сырья с водородом, предпочтительно до приведения в контакт сырья с водородом.
Разбавитель может содержать любую органическую жидкость, которая совместима с углеводородным сырьем и катализаторами. Если разбавитель содержит органическую жидкость, предпочтительно, чтобы органическая жидкость являлась жидкостью, в которой водород обладает сравнительно высокой растворимостью. Разбавитель может содержать органическую жидкость, выбранную из группы, состоящей из легких углеводородов, легких дистиллятов, лигроина, дизельного топлива и комбинаций двух или более из них. Более конкретно, органическую жидкость выбирают из группы, состоящей из рециклового потока продукта, пропана, бутана, пентана, гексана или их комбинаций. Разбавитель, как правило, присутствует в количестве не более 90% от общего веса сырья и разбавителя, предпочтительно 20-85% и более предпочтительно 50-80%. Предпочтительно разбавитель состоит из рециклового потока продукта, включая растворенные легкие углеводороды.
В способе гидрообработки в соответствии с настоящим изобретением органический азот и органическая сера превращаются в аммиак и сероводород, соответственно, за один или несколько этапов приведения в контакт (c) и (d). Отделение аммиака, сероводорода и остающегося водорода от выходящего потока продукта из первого слоя катализатора или выходящего потока продукта из предыдущего слоя перед подачей выходящего потока к следующему слою не происходит. Полученные в результате аммиак и сероводород после этапов гидрообработки растворяются в жидком выходящем потоке продукта. Рецикловый поток продукта объединяется со свежим сырьем без отделения аммиака, а также сероводорода и оставшегося водорода от конечного выходящего потока продукта. Все же, катализаторы в способе гидрообработки в соответствии с настоящим изобретением не проявляют дезактивации или коксования на поверхности катализатора.
Необязательно, по меньшей мере часть жидкого выходящего потока продукта из этапа реакции может быть направлена в сепаратор высокого давления или дроссельное устройство, где извлекаются отходящие газы, такие как H2S и NH3, с получением очищенного потока, прежде чем очищенный поток будет направлен на следующий этап реакции. Очищение улучшает эффективность катализатора следующего этапа(ов) реакции, так как повышаются степени конверсии серы и азота.
В настоящем изобретении водород рециркулируется с рецикловым потоком продукта.
По меньшей мере часть конечного выходящего потока продукта этапа (f) направляется к регулировочному клапану, где конечный выходящий поток продукта дросселируется до атмосферного давления с получением дросселированного потока. Если применяется конечный рецикловый поток, то к регулировочному клапану направляется только часть конечного выходящего потока продукта. В случае, когда конечного рециклового потока нет, к регулировочному клапану направляется весь выходящий поток продукта. Дросселированный поток направляется в сепаратор, где легкие продукты (такие как легкий лигроин, сероводород, аммиак, C1-C4 газообразные углеводороды и т.п.) отделяются от основного жидкого продукта, который собирают и называют совокупным жидким продуктом (TLP).
Углеводородным сырьем может быть любая углеводородная композиция, содержащая нежелательные количества загрязнителей (серы, азота, металлов) и/или ароматических соединений и/или обладающая вязкостью по меньшей мере 0,5 сП, плотностью по меньшей мере 750 кг/м3 при температуре 15,6°C (60°F) и конечной температурой кипения в диапазоне от приблизительно 350°C (660°F) до приблизительно 700°C (1300°F). Углеводородным сырьем может быть минеральное масло, синтетическое масло, нефтяные фракции или комбинации двух или более из них. Нефтяные фракции представляют собой топливо для реактивных двигателей, керосин, прямогонное дизельное топливо, легкий рецикловый газойль, легкий рецикловый газойль коксования, газойль, тяжелый рецикловый газойль, тяжелый газойль коксования, тяжелый газойль, любой другой нефтяной дистиллят, кубовые остатки, дизельное топливо, деасфальтизат, воск, смазочные масла, специальные продукты или комбинации двух или более из них. Предпочтительно углеводородное сырье выбирают из группы, состоящей из топлива для реактивных двигателей, керосина, прямогонного дизельного топлива, легкого рециклового газойля, легкого рециклового газойля коксования, газойля, тяжелого рециклового газойля, тяжелого газойля коксования, тяжелого газойля, кубовых остатков, деасфальтизата и комбинаций двух или более из них. Способ в соответствии с настоящим изобретением может применяться для конверсии таких видов сырья в продукт, который соответствует требованиям ULSD. Углеводородное сырье в способе гидрообработки в соответствии с настоящим изобретением не делится на части.
Способ в соответствии с настоящим изобретением можно осуществлять при большом разнообразии условий, от слабых, до умеренных и до предельных. Температура способа гидрообработки в соответствии с настоящим изобретением изменяется в диапазоне от приблизительно 204°C до приблизительно 450°C, предпочтительно от приблизительно 300ºC до приблизительно 450°C, более предпочтительно от приблизительно 300°C до приблизительно 400°C. Давление в способе гидрообработки в соответствии с настоящим изобретением изменяется в диапазоне от приблизительно 3,45 МПа (34,5 бар) до 17,3 МПа (173 бар).
Углеводородное сырье подается в первый слой катализатора с такой скоростью, чтобы обеспечить часовую объемную скорость жидкости (LHSV) от приблизительно 0,1 до приблизительно 10 час-1, предпочтительно от приблизительно 0,4 до приблизительно 8 час-1, более предпочтительно от приблизительно 0,4 до приблизительно 5,0 час-1.
В способе гидрообработки в соответствии с настоящим изобретением применяют два или более слоев катализатора, где каждый слой катализатора содержит катализатор. Каждый катализатор представляет собой катализатор гидроочистки или катализатор гидрокрекинга. Под “гидроочисткой” в данном документе подразумевают способ, при котором углеводородное сырье подвергают реакции с водородом для извлечения гетероатомов, таких как сера, азот, кислород, металлы и их комбинации, или для гидрогенизации олефинов и/или ароматических соединений в присутствии катализатора гидроочистки. Под “гидрокрекингом” в данном документе подразумевают способ, при котором углеводородное сырье подвергают реакции с водородом для разрыва связей углерод-углерод с образованием углеводородов с более низкой средней температурой кипения и более низким средним молекулярным весом в присутствии катализатора гидрокрекинга.
В одном варианте осуществления по меньшей мере один катализатор представляет собой катализатор гидроочистки. В другом варианте осуществления по меньшей мере один катализатор представляет собой катализатор гидрокрекинга. Каждый катализатор может быть катализатором гидроочистки. За одним или несколькими слоями катализатора, которые содержат катализатор гидроочистки, могут следовать один или несколько слоев катализатора, которые содержат катализатор гидрокрекинга.
Катализатор гидроочистки содержит металл и оксид-носитель. Металл представляет собой неблагородный металл, выбранный из группы, состоящей из никеля, кобальта и их комбинаций, предпочтительно объединенный с молибденом и/или вольфрамом. Носитель катализатора гидроочистки представляет собой оксид одного металла или смесь оксидов металлов, предпочтительно выбранные из группы, состоящей из оксида алюминия, оксида кремния, оксида титана, оксида циркония, кизельгура, оксида кремния-оксида алюминия и комбинаций двух или более из них.
Катализатор гидрокрекинга также включает металл и оксид-носитель. Металл также представляет собой неблагородный металл, выбранный из группы, состоящей из никеля, кобальта и их комбинаций, предпочтительно объединенный с молибденом и/или вольфрамом. Носитель катализатора гидрокрекинга представляет собой цеолит, аморфный оксид кремния или их комбинацию.
Предпочтительно металл для катализаторов, применяемых в настоящем изобретении, представляет собой комбинацию металлов, выбранных из группы, состоящей из никеля-молибдена (NiMo), кобальта-молибдена (CoMo), никеля-вольфрама (NiW) и кобальта-вольфрама (CoW).
Катализаторы для применения в настоящем изобретении могут дополнительно содержать другие материалы, включающие углерод, такие как активированный уголь, графит и волокна из углеродных нанотрубок, а также карбонат кальция, силикат кальция и сульфат бария.
Катализаторы для применения в настоящем изобретении включают известные коммерчески доступные катализаторы гидрообработки. Применение в одном колоночном реакторе с множеством слоев больше одного типа катализаторов гидрообработки находится в объеме настоящего изобретения.
Предпочтительно, когда катализатор находится в виде частиц, более предпочтительно частиц, имеющих определенную форму. Под “частицами, имеющими определенную форму” подразумевают катализатор в виде экструдата. Экструдаты включают цилиндры, гранулы или шарики. Цилиндрические формы могут иметь полые внутренние части с одним или несколькими ребрами жесткости. Могут использоваться катализаторы трехлепестковой формы, в виде "клеверного листа", трубок прямоугольной и треугольной формы, крестообразной и "C"-формы. Предпочтительно, в случае применения реактора с уплотненным слоем, имеющая определенную форму частица катализатора в диаметре составляет от приблизительно 0,25 до приблизительно 13 мм (от приблизительно 0,01 до приблизительно 0,5 дюйма). Более предпочтительно частица катализатора в диаметре составляет от приблизительно 0,79 до приблизительно 6,4 мм (от приблизительно 1/32 до приблизительно 1/4 дюйма). Такие катализаторы коммерчески доступны.
Катализаторы могут быть подвержены сульфидированию до и/или во время применения посредством приведения в контакт катализатора с серосодержащим соединением при повышенной температуре. Подходящее серосодержащее соединение включает тиолы, сульфиды, дисульфиды, H2S или комбинации двух или более из них. Катализатор может быть подвержен сульфидированию до применения (“предварительное сульфидирование”) или во время осуществления способа (“сульфидирование”) посредством введения в сырье или разбавитель небольшого количества серосодержащего соединения. Катализаторы могут подвергаться предварительному сульфидированию in situ или ex situ, а сырье или разбавитель могут пополняться периодически добавляемым серосодержащим соединением для поддержания катализаторов в сульфидированном состоянии.
ПОДРОБНОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На фиг. 1 представлена иллюстрация одного варианта осуществления способа гидрообработки в соответствии с настоящим изобретением. Конкретные подробно описанные элементы предложенного способа, такие как насосы, компрессоры, сепарационное оборудование, питающие резервуары, теплообменники, емкости для извлеченных продуктов и другое вспомогательное оборудование способа не показаны для упрощения, и чтобы отобразить основные элементы способа. Такие вспомогательные элементы должны быть очевидны специалисту в данной области. Кроме того, очевидно, что такое вспомогательное и вторичное оборудование может быть легко разработано и использовано специалистом в данной области без каких-либо трудностей или лишнего проведения экспериментов или исследований.
На фиг. 1 проиллюстрирована составляющая единое целое установка гидрообработки 100. Свежее углеводородное сырье 101 объединяют с частью рециклового потока продукта 125 из четвертого выходящего потока 124 слоя катализатора 123 посредством насоса 126 в точке смешивания 103 с получением объединенного жидкого сырья 102. Газообразный водород 104 смешивается с объединенным жидким сырьем 102 в точке смешивания 105, чтобы ввести достаточное количество водорода для насыщения объединенного жидкого сырья 102. Полученная в результате объединенная смесь жидкое сырье/водород 106 поступает в первый слой катализатора 107 (слой 1).
Основная головка подачи водорода 120 является источником водорода, подпитывающим три слоя катализатора 107 (слой 1), 112 (слой 2), 117 (слой 3) и 123 (слой 3).
Выходящий поток 108 из первого слоя катализатора 107 смешивается с добавочным свежим газообразным водородом 109 в точке смешивания 110 с получением объединенного потока жидкости 111, который течет во второй слой катализатора 112 (слой 2).
Выходящий поток 113 из второго слоя катализатора 112 смешивается с дополнительным свежим газообразным водородом 114 в точке смешивания 115 с получением объединенного потока жидкости 116, который течет к третьему слою катализатора 117 (слой 3).
Выходящий поток 118 из третьего слоя катализатора 117 смешивается с добавочным свежим газообразным водородом 119 в точке смешивания 121 с получением объединенного потока жидкости 122, который течет к четвертому слою катализатора 123 (слой 4).
Выходящий поток 124 из четвертого слоя катализатора 123 делится на части, где часть выходящего потока 124 возвращается в первый слой катализатора 107 в виде рециклового потока продукта 125 посредством насоса 126 в точку смешивания 103. Соотношение рециклового потока продукта 125 к свежему углеводородному сырью 101 составляет от 0,1 до 10 (коэффициент рециркуляции).
Другая часть 127 выходящего потока 124 направляется к регулировочному клапану 128. Часть 127 выходящего потока 124 течет через регулировочный клапан 128 с получением выходящего потока 129, который подается в сепаратор 130. Газы 131 отводятся из верхней части сепаратора 130. Весь жидкий продукт 132 отводится из нижней части сепаратора 130. Весь жидкий продукт 132 может быть подвержен фракционированию (перегнан) в другом месте, чтобы отделить более легкую фракцию от более тяжелого продукта, идущего на смешение.
Поток жидкости (сырье, разбавитель, включая рецикловый поток продукта, и водород) на фиг. 1 иллюстрируется как нисходящий через слои 1-4 поток. Предпочтительно, когда смесь сырье/разбавитель/водород и выходящие потоки продукта подаются в реакторы в режиме нисходящего потока. Способ с восходящим потоком также предусмотрен в данном документе.
Схема на фиг. 1 иллюстрирует, что объем слоя катализатора увеличивается с каждым последующим этапом от первого слоя катализатора 107 до четвертого слоя катализатора 123, хотя не предусмотрено вычерчивание этого в масштабе, чтобы передать разницу в нагрузке катализатора по сравнению со случаем равномерного распределения, отображенного на фиг. 2.
На фиг. 2 проиллюстрирована сравнительная установка для обработки углеводородов 200. На фиг. 1 проиллюстрирована технологическая схема для способа в соответствии с настоящим изобретением, включающая четыре реактора (или слоя катализатора) с увеличивающимся объемом катализатора от первого до четвертого слоя. В отличие от этого, на фиг. 2 иллюстрируется технологическая схема для способа из уровня техники, включающая четыре реактора с равным объемом катализатора. Число четырех реакторов на фиг. 1 и 2 было выбрано только в качестве примера, при этом число реакторов может изменяться, а настоящее изобретение по-прежнему применяться.
На фиг. 2 отображаются слои катализатора 207, 212, 217 и 223 одинаковой величины, хотя не предусмотрено вычерчивание этого в масштабе, чтобы передать разницу в нагрузке катализатора по сравнению со случаем неравномерного распределения, отображенного на фиг. 1. Кроме того, требуемый более высокий коэффициент рециркуляции, необходимый для такой сборки с равномерным распределением, выделен с применением более толстой линии на рецикловом потоке 225, чтобы указать, что он должен быть больше по величине для соответствия большему потреблению водорода в слое катализатора 207.
В способ вводят свежее углеводородное сырье 201 и в точке смешивания 203 объединяют с рецикловым потоком продукта 225 выходящего потока 224 из четвертого слоя катализатора 223 (слоя 4). Газообразный водород 204 в точке смешивания 205 смешивается с объединенным жидким сырьем 202, чтобы добавить достаточное количество водорода для насыщения объединенного жидкого сырья. Полученная в результате смесь объединенное жидкое сырье/рецикловый поток продукта/водород 206 поступает в первый слой катализатора 207 (слой 1).
Основная головка подачи водорода 220 является источником водорода, подпитывающим слои.
Выходящий поток 208 из слоя 207 смешивается с дополнительным свежим газообразным водородом 209 в точке смешивания 210. Объединенный поток жидкости 211 течет ко второму слою катализатора 212 (слою 2). Выходящий поток 213 со второго слоя катализатора 212 еще смешивается с водородом 214 в точке смешивания 215. Объединенный поток жидкости 216 течет к третьему слою катализатора 217 (слою 3). Выходящий поток 218 из слоя 217 смешивается с дополнительным свежим газообразным водородом 219 в точке смешивания 221. Объединенный поток жидкости 222 течет к четвертому слою катализатора 223 (слою 4).
Выходящий поток 224 из четвертого слоя катализатора 223 делится на части. Часть выходящего потока 224 представляет собой рецикловый поток продукта 225, который возвращается к входу в слой 207 посредством насоса 226 в точку смешивания 203 с получением объединенного жидкого сырья 202. Соотношение рециклового потока продукта 225 к свежему углеводородному сырью 201 предпочтительно составляет от 0,1 до 10 (коэффициент рециркуляции).
Другая часть 227 выходящего потока 224 направляется к регулировочному клапану 228. Часть 227 выходящего потока 224 течет через регулировочный клапан 228 с получением выходящего потока 229, который подается в сепаратор 230. Газы 231 отводятся из верхней части сепаратора 230. Весь жидкий продукт 232 отводятся из нижней части сепаратора 230. Весь жидкий продукт 232 может быть подвержен фракционированию (перегнан) в другом месте, чтобы отделить более легкую фракцию от более тяжелого продукта, идущего на смешение.
ПРИМЕРЫ
Аналитические способы и выражения
Стандарты ASTM. Все стандарты ASTM доступны от ASTM International, Западный Коншохокен, Пенсильвания, США, www.astm.org.
Количества серы, азота и азотистых оснований предусматриваются в частях на миллион по весу, масс.м.д.
Общее содержание серы измеряли с применением ASTM D4294 (2008), “Стандартный способ определения содержания серы в нефти и нефтепродуктах с помощью энергодисперсионной рентгеновской флуоресцентной спектрометрии”, DOI: 10.1520/D4294-08 и ASTM D7220 (2006), “Стандартный способ определения содержания серы в автомобильных топливах с помощью поляризационной рентгеновской флуоресцентной спектрометрии”, DOI: 10.1520/D7220-06.
Общее содержание азота измеряли с применением ASTM D4629 (2007), “Стандартный способ определения следов азота в жидких углеводородах нефти при окислительном сгорании пробы, введенной с помощью шприца или впускного отверстия, и хемилюминесцентном обнаружении”, DOI: 10.1520/D4629-07 и ASTM D5762 (2005), “Стандартный способ определения содержания азота в нефти и нефтепродуктах с помощью хемилюминесценции и ввода пробы через впускное отверстие”, DOI: 10.1520/D5762-05.
Содержание ароматических соединений определяли с применением стандарта ASTM D5186-03(2009), “Стандартный способ определения содержания ароматических соединений и полициклических ароматических соединений в дизельных топливах и авиационных турбинных топливах с помощью сверхкритической жидкостной хроматографии”, DOI: 10.1520/D5186-03R09.
Распределение температурных пределов кипения определяли с применением ASTM D2887 (2008), “Стандартный способ распределения температурных пределов кипения нефтяных фракций с помощью газовой хроматографии”, DOI: 10.1520/D2887-08.
Плотность, удельную плотность и плотность в градусах API измеряли с применением стандарта ASTM D4052 (2009), “Стандартный способ определения плотности, относительной плотности и плотность в градусах API жидкостей с помощью цифрового денситометра”, DOI: 10.1520/D4052-09.
“Плотность в градусах API” относится к плотности в градусах Американского института нефти, которая представляет собой показатель, является ли жидкость на основе нефти тяжелее или легче по сравнению с водой. Если плотность в градусах API жидкости на основе нефти больше 10, то она легче воды и плавает на поверхности; если меньше 10, то она тяжелее воды и тонет. Таким образом, плотность в градусах API представляет собой обратную величину относительной плотности жидкости на основе нефти и плотности воды и применяется для сравнения относительных плотностей жидкостей на основе нефти.
Формула для получения плотности в градусах API жидкостей на основе нефти из удельной плотности (SG) представляет собой:
Плотность в градусах API = (141,5/SG)–131,5.
Цетановый индекс применим для оценки цетанового числа (показателя свойства воспламеняемости дизельного топлива), если экспериментальный двигатель не доступен или если величина образца слишком мала, чтобы определить эту характеристику напрямую. Цетановый индекс определяли с помощью стандарта ASTM D4737 (2009a), “Стандартный способ определения расчетного цетанового индекса по уравнению с четырьмя переменными”, DOI: 10.1520/D4737-09a.
Бромное число представляет собой показатель алифатической ненасыщенности в образцах нефти. Бромное число определяли с применением стандарта ASTM D1159, 2007, “Стандартный способ определения бромных чисел нефтяных дистиллятов и товарных алифатических олефинов с помощью потенциометрического титрования”, DOI: 10.1520/D1159-07.
“LHSV” означает часовую объемную скорость жидкости, которая представляет собой объемный расход подаваемой жидкости, деленный на объем катализатора, и задается в час−1.
Показатель преломления (RI) определяли с применением стандарта ASTM D1218 (2007), “Стандартный способ определения показателя преломления и его дисперсии показателя преломления для углеводородных жидкостей”, DOI: 10.1520/D1218-02R07.
“WABT” означает средневзвешенную температуру слоя.
Следующие примеры представлены для иллюстрации конкретных вариантов осуществления настоящего изобретения и не должны рассматриваться каким-либо образом как ограничение объема настоящего изобретения.
Примеры 1-3
Прямогонное дизельное топливо, полученное непосредственно от коммерческого нефтеперерабатывающего завода, обладающее свойствами, представленными в таблице 1, подвергали гидрообработке на экспериментальной опытной установке, содержащей систему из двух соединенных последовательно реакторов с неподвижным слоем.
Каждый реактор с неподвижным слоем представлял собой трубку из нержавеющей стали 316L с OD 19 мм (¾") и длинной приблизительно 49 см (19¼") с переходниками до 6 мм (¼") на каждом конце. Оба конца реакторов сначала закрывали металлической сеткой во избежание потери катализатора. Под металлической сеткой реакторы с обоих концов заполняли слоями из 1 мм стеклянных шариков. Среднюю часть реактора заполняли требуемым объемом катализатора.
Реакторы №1 и №2 содержали катализатор гидроочистки для гидродеароматизации (HDA), гидродесульфурации (HDS) и гидродеазотирования (HDN). В первый и второй реакторы загружали приблизительно 40 и 80 мл катализатора, соответственно. Катализатор, KF-767, представлял собой катализатор Co-Mo на γ-Al2O3 от Albemarle, Corp., Батон-Руж, Луизиана. KF-767 состоял из частиц в форме четырехлистника диаметром приблизительно 1,3 мм и длиной 10 мм.
Каждый реактор помещали на песчаную баню с регулируемой температурой, состоящей из заполненной мелким песком трубки длинной 120 см, имеющей OD 7,6 см (3"). Температуры контролировали на входе и выходе каждого реактора, а также в каждой песчаной бане. Температуру в каждом реакторе регулировали с применением нагревательной ленты, обернутой вокруг трубки песчаной бани с OD 7,6 см и подключенной к регуляторам температуры.
Свойства прямогонного дизельного топлива
Катализатор гидроочистки (всего 180 мл) загружали в реакторы и сушили всю ночь при 115°C при полном расходе газообразного водорода 300 стандартных кубических сантиметров в минуту (sccm). Реакторы нагревали до 176°C с помощью потока более легкой жидкости для угля (CLF) через слои катализатора. Смесь обогащенной серой CLF (1 вес.% серы, добавлена в виде 1-додекантиола) и газообразного водорода пропускали через реакторы при 176°C для предварительного сульфидирования катализаторов.
Давление составляло 6,9 МПа (1000 фунт/кв. дюйм изб. или 69 бар). Температуру реакторов повышали постепенно до 320°C. Предварительное сульфидирование продолжали при 320°C, пока на выходе из реактора №2 не наблюдали прорыв сероводорода (H2S).
После предварительного сульфидирования катализатор стабилизировали посредством пропускания прямогонного дизельного топлива (SRD) через катализаторы в реакторах при температуре, варьирующей от 320°C до 355°C, и при давлении 6,9 МПа (1000 фунт/кв. дюйм изб. или 69 бар) в течение приблизительно 12 часов.
После предварительного сульфидирования и стабилизации катализатора с помощью SRD при давлении 6,9 МПа, SRD предварительно нагревали до 50°C и перекачивали в реактор №1, а затем через реактор №2 с применением поршневого насоса прямого вытеснения Eldex при объемной скорости потока 3 мл/минута для LHSV гидроочистки 1,5 час-1. Общая скорость подачи водорода составляла 30 нормальных литров газообразного водорода на литр (N l/l) свежего углеводородного сырья (167 ст.куб.фт./барр.н.). Температура реакторов №1 и №2 (средневзвешенная температура слоя или WABT) составляла 338°C (640°F), а давление составляло приблизительно 4,6 МПа (675 фунт/кв. дюйм изб., 46 бар). Коэффициент рециркуляции составлял 1,0. Реакторы поддерживали при вышеуказанных условиях в течение по меньшей мере 12 часов для достижения стационарного режима, чтобы катализатор был полностью предварительно покрыт коксом, а система была введена в установленный режим с прямогонным дизельным топливом при тестировании как на общее содержание серы, так и на плотность.
Водород подавали из баллонов со сжатым газом и измеряли поток с применением регуляторов массового расхода. Перед реактором №1 вводили водород и смешивали с прямогонным дизельным топливом и рецикловым потоком продукта. Объединенную смесь прямогонное дизельное топливо/водород/рецикловый поток продукта пропускали нисходящим потоком через первую песчаную баню с регулируемой температурой, а затем в режиме восходящего потока через реактор №1. После выхода из реактора №1 в выходящий поток реактора №1 вводили дополнительный водород (подавали в реактор №2). Сырье реактора №2 пропускали нисходящим потоком через вторую песчаную баню с регулируемой температурой, а затем в режиме восходящего потока через реактор №2. После выхода из реактора №2 выходящий поток делили на рецикловый поток и поток продукта. Жидкий рецикловый поток пропускали через плунжерный дозировочный насос, чтобы соединить свежее углеводородное сырье на входе в первый реактор. В данном примере рецикловый поток продукта служил в качестве разбавителя.
Примеры 2 и 3 осуществляли при условиях, подобных примеру 1, за исключением того, что примеры 2 и 3 проводили при температурах, ниже 321°C (610°F) и 304°C (580°F) соответственно.
Образец общего жидкого продукта (TLP) и образец отходящего газа отбирали для каждого примера при стационарном режиме. Измеряли содержания серы и азота и рассчитывали общие материальные балансы с применением GC-FID для учета головных погонов в отходящем газе. Результаты примеров 1-3 приведены в таблице 2.
Исходя из общего поданного водорода и водорода в отходящем газе, рассчитали затраченное количество водорода, которое составляло 21,7 l/l (122 ст.куб.фт./барр.н.), 20,7 l/l (116 ст.куб.фт./барр.н.) и 17,4 l/l (98 ст.куб.фт./барр.н.) для примера 1, примера 2 и примера 3 соответственно.
В примере 1 содержания серы и азота в образце TLP составляли 8 м.д. и 4 м.д. соответственно. Пониженный уровень серы 8 м.д. попадал в рамки требований Euro V (<10 м.д.) в отношении уровня в ULSD.
Все виды азота, присутствующие в сырье, были карбазольного типа, которые считали “тяжелыми видами азота”, чтобы сократить до однозначного уровня масс.м.д., что необходимо для достижения сверхнизких уровней серы, требуемых для ULSD, из-за конкуренции за активные участки катализатора.
Примеры 2 и 3 осуществляли при более низких температурах, чтобы лучше сравнить эти результаты с полученными в сравнительных примерах A-C с применением равного объема катализатора в каждом слое.
Обобщенные результаты для примеров 1-3
N l/l (ст.куб.фт./ барр.н.)
RR - коэффициент рециркуляции,
Затр. H2 - затраченное количество водорода
Результаты в таблице 2 показывают, что степени конверсии серы и азота посредством слоев гидроочистки, включающих неравномерно распределенные объемы катализаторов, для примеров 1-3 составляли 98, 95 и 85% соответственно. Во всех примерах уровни азота составляли меньше 10 м.д., а уровни серы составляли меньше 50 м.д. Результаты также показывают, что плотность и общее содержание ароматических соединений сырья были существенно уменьшены.
Сравнительные примеры A-C
То же самое прямогонное дизельное топливо, обладающее свойствами, представленными в таблице 1, подвергали гидрообработке в опытной установке, содержащей систему из двух последовательно соединенных реакторов с неподвижным слоем.
Реакторы заполняли тем же катализатором гидроочистки, как описано в примере 1. Примеры 1-3 повторяли в сравнительных примерах A-C за исключением следующего: в сравнительных примерах A-C реакторы №1 и №2 содержали по 60 мл катализатора каждый. В сравнительных примерах A-C коэффициент рециркуляции повышали до 3,5 для растворения всего требуемого водорода в реакторе №1. Каждый сравнительный пример проводили в течение 6 часов для достижения стационарного режима. Результаты представлены в таблице 3.
Катализаторы повторно сушили и предварительно сульфидировали, стабилизировали и предварительно покрывали коксом, как описано в примере 1.
Образец общего жидкого продукта (TLP) и образец отходящего газа отбирали для каждого сравнительного примера при условиях стационарного режима. Норму расхода водорода опять рассчитывали, исходя из подаваемого водорода и водорода в отходящем газе. Общие нормы химического расхода водорода составляли 16,9 l/l (95 ст.куб.фт./барр.н.), 14,4 l/l (81 ст.куб.фт./барр.н.) и 10,1 l/l (57 ст.куб.фт./барр.н.) для сравнительных примеров A, B и C, соответственно. Нормы расхода водорода для сравнительных примеров были ниже таковых в примерах 1, 2 и 3 (см. таблицу 2), что указывает на более низкое насыщение ароматических соединений в случае равномерного распределения катализатора.
Обобщенные результаты для сравнительных примеров A-C
В сравнительном примере A (сравнение для примера 1) содержания серы и азота в образце TLP составляли 30 м.д. и 7 м.д., соответственно. Плотность (при 15,6°C или 60°F) сырья понижали от 822,3 кг/м3 до 820,1 кг/м3 в TLP. Уровни, как серы, так и азота, были выше полученных в примере 1.
Уровни общего содержания серы и азота в примерах 1-3 были ниже, чем в сравнительных примерах A-C, указывая на то, что неравномерное (меньше в реакторе №1 и больше в реакторе №2) распределение катализатора в слоях реактора улучшало степени конверсии серы и азота (HDS и HDN).
Продукты примеров 1-3 имели более низкую плотность и более высокую степень ароматической насыщенности, чем продукты сравнительных примеров A-C, что соответствует более высокому потреблению водорода в примерах 1-3. Таким образом, неравномерное распределение катализатора в примерах 1-3 привело в результате к более высокой деароматизации и более сильному набуханию (повышенный объемный выход продукта из-за снижения плотности).
Результаты показали, что неравномерное распределение катализатора имеет много преимуществ в гидрообработке углеводородного сырья по сравнению с равномерным распределением катализатора. Таким образом, более высокие уровни конверсии серы, азота и ароматических соединений достигаются, если первый слой катализатора заполняют меньшим объемом катализатора, чем второй и последующие слои.
В примерах 1-3 коэффициент рециркуляции (1) был более низкий, чем в сравнительных примерах A-C (коэффициент рециркуляции 3,5). Контроль потребления водорода для практически равного потребления водорода в каждом слое за счет неравномерного распределения катализатора позволяет свести к минимуму коэффициент рециркуляции. Пониженный коэффициент рециркуляции приводит в результате к увеличенному извлечению серы, азота, металлов и увеличенному насыщению ароматических соединений.
Примеры 4-6
100% легкий рецикловый газойль (LCO) из установки FCC нефтеперерабатывающего завода, обладающий свойствами, представленными в таблице 4, подвергали гидроочистке в опытной установке с тремя реакторами. Реакторы №1, №2 и №3 содержали коммерческий катализатор Ni-Mo на γ-Al2O3 (KF-860) от Albemarle Corp., Батон-Руж, Луизиана. Реактор №1 содержал 18 мл катализатора. Реактор №2 содержал 52 мл катализатора. Реактор №3 содержал 80 мл катализатора. Применяли общий объем катализатора 150 мл. Катализатор находился в виде экструдатов из частиц в форме четырехлистника диаметром приблизительно 1,3 мм и длинной 10 мм.
В примерах 4-6 катализаторы сушили и предварительно сульфидировали, как описано в примере 1. После предварительного сульфидирования сырье заменяли SRD для стабилизации катализатора, как описано в примере 1, при постоянной температуре 349°C и при давлении 6,9 МПа (69 бар) в течение 12 часов на начальном этапе предварительного коксования. Питание затем переключали на LCO для полного предварительного коксования катализаторов посредством подачи LCO в течение по меньшей мере 12 часов и тестировали на содержание серы, пока система не достигла стационарного режима.
В примерах 4-6 сырье LCO перекачивали при постоянной объемной скорости потока сырья 2,25 мл/мин, что привело в результате к LHSV 0,9 час-1. Другие технологические параметры, как показано в таблице 5, были следующими. Общая скорость подачи водорода составляла 383 l/l (2150 ст.куб.фт./барр.н.). Давление составляло 13,8 МПа (138 бар). Коэффициент рециркуляции равнялся 6. Установка работала в течение по меньшей мере 6 часов до достижения стационарного режима.
В примере 4 все три реактора поддерживали при 366°C (690°F). В примере 5 температуру (WABT) последнего реактора (реактора №3) понижали до 232ºC, чтобы в реакторе №3 не происходило наблюдаемой реакции. В примере 6 температуры последних двух реакторов (реакторов №2 и №3) понижали до 232ºC, чтобы активным был только реактор №1. В примерах 4-6 предусмотрены данные как об общем потреблении водорода, так и о распределении потребления водорода в каждом реакторе.
В условиях стационарного режима отбирали образцы жидкого продукта и анализировали. Результаты представлены в таблице 5.
Свойства легкого рециклового газойля
Краткое описание примеров 4-6
Rx 1 - реактор №1, Rx2 - реактор №2 и Rx 3 - реактор №3.
Общ. содерж. ароматич. соедин. - общее содержание ароматических соединений.
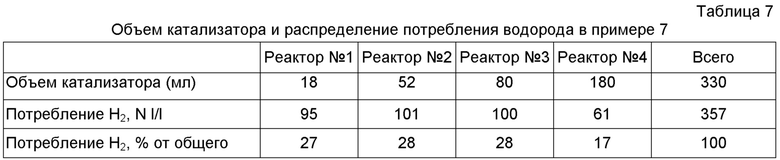
Объем катализатора и распределение потребления водорода для примеров 4-6
Примеры 4-6 отображают полный ряд экспериментов, проводимых для определения свойств после гидроочистки, включая плотность, общее содержание серы, общее содержание азота, общее содержание ароматических соединений, цетановый индекс, общее химически потребление водорода, а также распределение потребления водорода в каждом слое катализатора.
Объем катализатора и потребление водорода в каждом реакторе представлены в таблице 5. Общее химически потребление водорода поровну распределяется между тремя слоями катализатора. Равное потребление водорода позволяет применять минимальный коэффициент рециркуляции, требуемый для подвода достаточного количества растворенного водорода к каждому реактору. Результаты с пониженным коэффициентом рециркуляции показали повышенное цетановое число и лучшее извлечение серы и азота. Потребление водорода также было выше, что привело в результате к большему насыщению ароматических соединений и более низкой плотности (повышенному набуханию).
Примеры 7-9
То же самое сырье легкого рециклового газойля (LCO), применяемое в примерах 4-6, применяли в двухэтапной очистке гидрообработкой в опытной установке с 4 реакторами, похожей на технологическую схему, проиллюстрированной на фиг. 1. Однако в опытной установке в реакторы вводили сырье, рецикловые потоки и водород в режиме восходящего потока.
Первый этап включал три реактора, реакторы №1, №2 и №3. Второй этап включал один реактор, реактор №4.
Первые три реактора заполняли тем самым катализатором гидроочистки (KF-860-1.3Q) в тех же объемах (18 мл в реактор №1, 52 мл в реактор №2 и 80 мл в реактор №3), которые применяли в примерах 4-6. Реактор №4 заполняли 180 мл коммерческого катализатора гидрокрекинга, катализатора Ni-W на цеолите/γ-Al2O3 (KC 2610-1.5Q) от Albemarle Corp., Батон-Руж, Луизиана. Применяли общий объем катализатора гидроочистки 150 мл. Применяли общий объем катализатора гидрокрекинга 180 мл.
Катализаторы сушили и предварительно сульфидировали, как описано в примере 1. После предварительного сульфидирования сырье заменяли SRD для стабилизации катализатора, как описано в примере 1, при постоянной температуре 349°C и при давлении 6,9 МПа (69 бар) в течение 12 часов на начальном этапе предварительного коксования. Сырье затем переключали на LCO для полного предварительного коксования катализаторов путем подачи LCO в течение по меньшей мере 12 часов и тестирования на содержание серы, пока система не достигла стационарного режима.
В примере 7 сырье LCO перекачивали при постоянной объемной скорости потока сырья 2,25 мл/мин для LHSV 0,9 час-1 на первом этапе и 0,75 час-1 на втором этапе. Нормы подачи LHSV для примеров 8 и 9 представлены в таблице 6, где первое число из перечисленных под заголовком колонки LHSV, час-1, является объемной скоростью потока (как LHSV) первого этапа, а второе число из перечисленных под той же колонкой является объемной скоростью потока (как LHSV) второго этапа.
Для всех примеров 7-9 общая скорость подачи водорода составляла 436 l/l (2450 ст.куб.фт./барр.н.). Давление составляло 13,8 МПа (138 бар). Коэффициент рециркуляции составлял 6, при этом часть продукта из реактора №4 рециркулировали для смешивания с сырьем LCO в реакторе №1. Установка работала в течение по меньшей мере 6 часов до достижения стационарного режима.
В примере 7 первый этап выполняли при температуре 366°C, а второй этап - при 382°C (720°F). Температуры для примеров 8 и 9 приведены в таблице 6, где первая температура из перечисленных под колонкой WABT, °C, является температурой первого этапа, а вторая температура из перечисленных в той же колонке, является температурой второго этапа.
В условиях стационарного режима отбирали образцы жидкого продукта и анализировали. Результаты представлены в таблице 6. Свойства сырья LCO также представлены в таблице 6.
Опираясь на результаты примеров 4-6, можно рассчитать распределение потребления водорода по всем четырем реакторам для примеров 7-9. Объем катализатора и потребление водорода в каждом реакторе представлены в таблице 7. Общее химически потребление водорода распределялось поровну между слоями катализатора на первом этапе. Потребление водорода в четвертом реакторе (второй этап) было меньше, так как гидрокрекинг, как известно, требует меньшего потребления водорода.
Краткое описание для примеров 7-9
вес.%
вес.%
Моноар. - моноароматические соединения.
Полиар. - полиароматические соединения.
Всего ар. - общее содержание ароматических соединений.
Равные нормы потребления водорода в каждом слое позволяют применять минимальный коэффициент рециркуляции, требуемый для подвода достаточного количества растворенного водорода к каждому слою катализатора. В случае понижения коэффициента рециркуляции также увеличивается цетановое число и увеличивается извлечение органической серы и азота из сырья. Уменьшенная рециркуляция также приводит к пониженной плотности жидкости и обеспечивает более высокий объем продукта (повышенное набухание).
В примерах продемонстрировали важность и преимущества способа в соответствии с настоящим изобретением. Неравномерное распределение объема катализатора привело в результате к более высокой степени конверсии, если сравнивать непосредственно с равномерным распределением объема катализатора (тем самым катализатором, тем самым количеством катализатора и теми же условиями реакции). Результаты также показали, что был получен ULSD-продукт, который соответствует требованиям Euro V. Результаты также продемонстрировали более низкий коэффициент рециркуляции с тем самым количеством катализатора, что приводит к более высокой степени конверсии.
Настоящее изобретение предусматривает способ гидрообработки углеводородов с неравномерным распределением объема катализатора среди двух или более слоев катализатора. Способ гидрообработки углеводородного сырья включает (а) обеспечение двух или более слоев катализатора, размещенных последовательно и связанных жидкой средой, где каждый слой катализатора является неподвижным и содержит катализатор, характеризующийся объемом катализатора, при этом объем катализатора увеличивается в каждом последующем слое катализатора; (b) приведение в контакт сырья с (i) разбавителем и (ii) водородом с получением смеси сырье/разбавитель/водород, где водород растворяют в смеси с обеспечением жидкого сырья; (с) приведение в контакт смеси сырье/разбавитель/водород с первым катализатором в первом слое катализатора с получением выходящего потока продукта; и (d) приведение в контакт выходящего потока продукта с конечным катализатором в конечном слое катализатора с получением конечного выходящего потока продукта, где выходящий поток продукта, контактирующий с конечным катализатором, представляет собой выходящий поток продукта из слоя катализатора непосредственно перед конечным слоем катализатора; где каждый этап приведения в контакт из этапа (с) и этапа (d) осуществляют при условиях реакции, протекающей полностью в жидкой фазе, и где способ характеризуется более высокой степенью конверсии серы и азота, по сравнению с равномерным объемным распределением такого же катализатора в таком же объеме. Кроме того, углеводороды могут превращаться в способе с получением жидкого продукта, включая чистые виды топлива, с рядом требуемых свойств, таких как низкая плотность и высокое цетановое число. 14 з.п. ф-лы, 2 ил., 7 табл., 9 пр.
1. Способ гидрообработки углеводородного сырья, который включает (а) обеспечение двух или более слоев катализатора, размещенных последовательно и связанных жидкой средой, где каждый слой катализатора является неподвижным и содержит катализатор, характеризующийся объемом катализатора, при этом объем катализатора увеличивается в каждом последующем слое катализатора; (b) приведение в контакт сырья с (i) разбавителем и (ii) водородом с получением смеси сырье/разбавитель/водород, где водород растворяют в смеси с обеспечением жидкого сырья; (с) приведение в контакт смеси сырье/разбавитель/водород с первым катализатором в первом слое катализатора с получением выходящего потока продукта; и (d) приведение в контакт выходящего потока продукта с конечным катализатором в конечном слое катализатора с получением конечного выходящего потока продукта, где выходящий поток продукта, контактирующий с конечным катализатором, представляет собой выходящий поток продукта из слоя катализатора непосредственно перед конечным слоем катализатора; где каждый этап приведения в контакт из этапа (с) и этапа (d) осуществляют при условиях реакции, протекающей полностью в жидкой фазе, и где способ характеризуется более высокой степенью конверсии серы и азота по сравнению с равномерным объемным распределением такого же катализатора в таком же объеме.
2. Способ по п. 1, отличающийся тем, что соотношение объема первого катализатора к объему конечного катализатора находится в диапазоне от 1:1,1 до 1:10.
3. Способ по п. 1, отличающийся тем, что распределение объемов катализатора между слоями катализатора определяют таким образом, чтобы потребление водорода для каждого слоя катализатора было практически равным.
4. Способ по п. 1, дополнительно включающий (е) рециркуляцию части конечного выходящего потока продукта в виде рециклового потока продукта для применения в разбавителе на этапе (b) (i) при коэффициенте рециркуляции от 0,1 до 10.
5. Способ по п. 4, отличающийся тем, что коэффициент рециркуляции составляет от 0,1 до 6.
6. Способ по п. 4, отличающийся тем, что коэффициент рециркуляции составляет от 0,1 до 1.
7. Способ по п. 4, отличающийся тем, что рецикловой поток продукта объединяют с углеводородным сырьем без отделения аммиака и сероводорода, и оставшегося водорода от конечного выходящего потока продукта.
8. Способ по п. 1, отличающийся тем, что каждый слой катализатора характеризуется температурой от 204°C до 450°C, а также давлением от 3,45 МПа (34,5 бар) до 17,3 МПа (173 бар) и скоростью подачи углеводорода для обеспечения часовой объемной скорости жидкости (LHSV) от 0,1 до 10 час-1.
9. Способ по п. 1, отличающийся тем, что разбавитель выбирают из группы, состоящей из рециклового потока продукта, легких углеводородов, легких дистиллятов, лигроина, дизельного топлива, пропана, бутана, пентана, гексана и их комбинации.
10. Способ по п. 1, отличающийся тем, что каждый катализатор представляет собой катализатор гидроочистки или катализатор гидрокрекинга.
11. Способ по п. 10, отличающийся тем, что за одним или несколькими слоями катализатора, которые содержат катализатор гидроочистки, следуют один или несколько слоев катализатора, которые содержат катализатор гидрокрекинга.
12. Способ по п. 10, отличающийся тем, что каждый катализатор содержит металл и оксид-носитель, причем металл представляет собой неблагородный металл.
13. Способ по п. 12, отличающийся тем, что металл представляет собой комбинацию металлов, выбранную из группы, состоящей из никеля-молибдена (NiMo), кобальта-молибдена (СоМо), никеля-вольфрама (NiW) и кобальта-вольфрама (CoW).
14. Способ по п. 1, отличающийся тем, что свежий водород добавляют на входе каждого слоя катализатора.
15. Способ по п. 1, отличающийся тем, что отделения аммиака, сероводорода и остающегося водорода от выходящего потока продукта из предыдущего слоя перед подачей выходящего потока к следующему слою не происходит.
| Колосоуборка | 1923 |
|
SU2009A1 |
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| Дорожная спиртовая кухня | 1918 |
|
SU98A1 |
| US 5332492 A, 26.07.1994 | |||
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| СПОСОБ ГИДРООБРАБОТКИ В КИПЯЩЕМ СЛОЕ | 1994 |
|
RU2110557C1 |

