Область техники, к которой относится изобретение
Настоящее изобретение относится к устройству для транспортирования углеродистой пасты, получаемой из смеси жидкого пека и измельченного кокса и предназначенной для подачи в машины для формования блоков, используемых для получения электродов, в частности анодов, для электролиза алюминия.
Уровень техники
Для электролиза алюминия, где используется процесс Холла-Эру, требуются предварительно изготовленные углеродистые аноды. Аноды производятся из жидкого пека и измельченного кокса, смешанных для получения относительно однородной пасты. Полученная паста затем должна формоваться в блоки в машинах, которые уплотняют их посредством вибрации. Далее формованные блоки загружаются в кольцевые печи, где они обжигаются для получения анодов для электролиза.
Известны машины для виброуплотнения, которые также носят название виброформовочные машины, машины для вибросжатия или виброуплотнители. Они, в основном, включают в себя форму, которая, в общем, является параллелепипедом прямоугольного поперечного сечения и устанавливается с возможностью разборки на вибрационный стол, образующий дно формы, и нажимной груз, который вводится в осевом направлении в вышеуказанную форму через верхний конец формы. Вибрационный стол крепится к раме с помощью подвески и совершает вибрации, по существу, в вертикальном направлении вдоль оси формы за счет воздействия средств создания вибраций.
В патенте US 3,767,351 описывается машина для производства блоков и, в частности, анодных блоков из гранул. Устройство состоит из вибрационного или качающегося стола, который упруго установлен на пружинах и к которому крепится форма. Под вибрационным столом расположены по меньшей мере два вращающихся неуравновешенных груза, которые установлены так, что горизонтальные составляющие колебаний, которые они создают в столе, уравновешивают друг друга. Вращение неуравновешенных грузов вызывает, по существу, гармонические вертикальные колебания вибрационного стола, при этом вибрации сжимают гранулы, загруженные в форму, и формуют из них плотный блок.
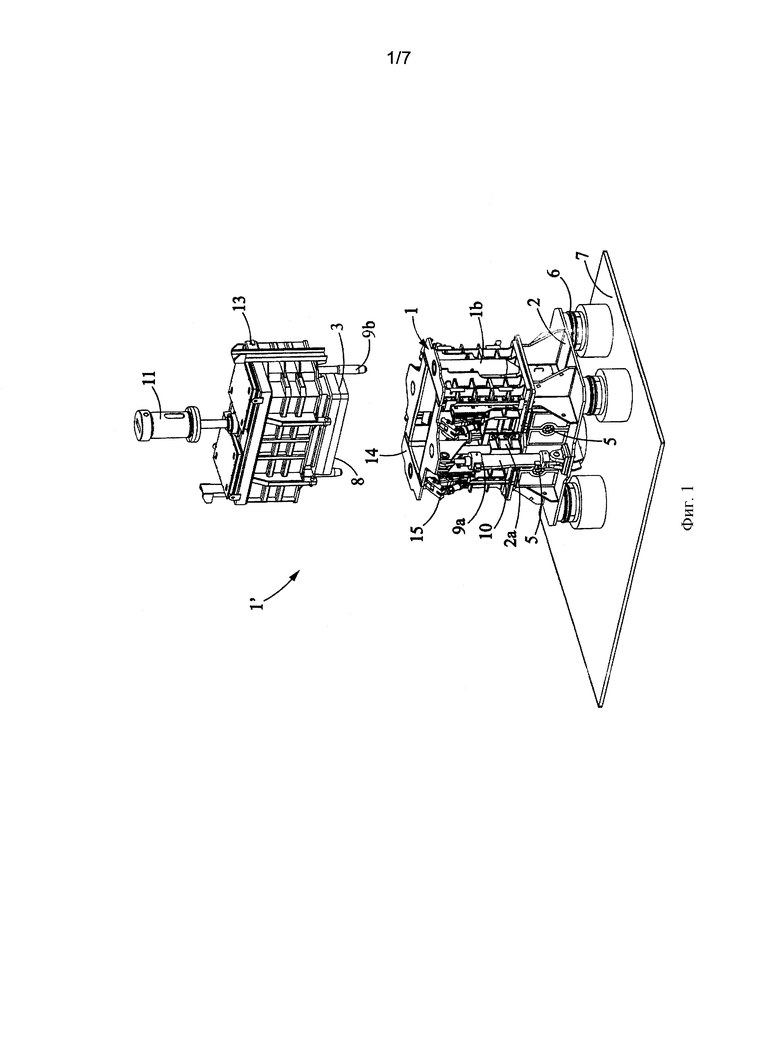
Такая известная машина 1', показанная на Фиг.1 и 2, по существу, состоит из формы 1, которая является параллелепипедом прямоугольного поперечного сечения с вертикальной осью и может перемещаться в вертикальном направлении и установлена с возможностью разборки на вибрационном столе 2, и нажимного груза 3. После загрузки пасты 4, состоящей из жидкого пека и измельченного кокса, в форму 1 паста уплотняется нажимным грузом 3. С этой целью неуравновешенные валы 5 вращаются в противоположных направлениях и приводят в действие стол 2, который затем совершает синусоидальное движение. Обычно стол 2 устанавливается на упругую подвеску 6, которая ограничивает передачу вибраций на грунт 7 и/или в пространство рядом с машиной 1'.
Нижний конец нажимного груза 3, известный как участок 8 контакта, входит в форму 1 для придания профиля его нижней поверхности формуемому блоку. Благодаря эффекту вертикальных перемещений стол 2 воздействует на пасту 4, при этом нажимной груз 3 во время формовании прижимается к блоку с верхней стороны.
Вышеуказанная форма 1 обычно устанавливается на направляющие 9а, которые совершают движение со скольжением по вертикали во втулках 2а, прикрепленных к столу 2, и приводятся в действие гидравлическими цилиндрами 10, присоединенными с помощью свободных концов штоков к форме 1 и с помощью нижних концов цилиндров к столу 2; вышеуказанные гидравлические цилиндры 10 служат для ограничения перемещения формы 1 на столе 2 и используются при извлечении блоков из формы для подъема формы 1 над столом 2 для извлечения формованного блока сверху стола 2.
Уплотняющая машина 1' также содержит систему для создания вакуума в форме 1; крышка 13 взаимодействует с верхней поверхностью 14 формы, обеспечивая герметичность с помощью подвижных устройств 15, которые уплотнят крышку 13 на форме 1, при этом крышка 13 вертикально перемещается относительно формы 1 вместе с нажимным грузом 3 с помощью наружного средства 11, такого как подъемник или гидравлический цилиндр, прикрепленного к рамной конструкции (не показана), и направляется вертикальными направляющими 9b крышки 13 во втулках 1b, неразъемно прикрепленных к форме 1.
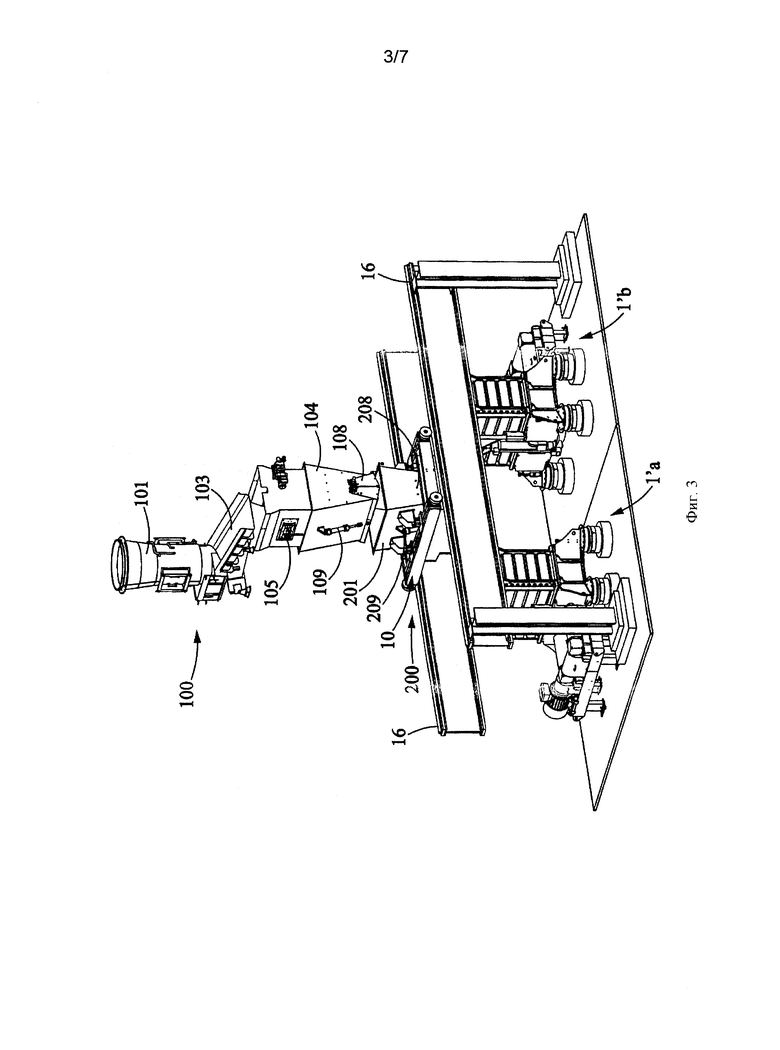
Для подачи углеродистой пасты в уплотняющую машину, описанную выше, требуется комплект дополнительного оборудования. Известное устройство подачи 100 показано на Фиг.3. Оно, по существу, состоит из накопительного бункера 101, закрепленного относительно двух уплотняющих машин 1'a и 1'b, расположенных на одной линии. Этот бункер используется для сбора углеродистой пасты, изготавливаемой выше по технологическому потоку, при этом вышеуказанный накопительный бункер 101 действует как промежуточный накопитель между, в общем, непрерывным потоком пасты выше по потоку и прерывистым потоком пасты, необходимой для ее подачи в уплотняющие машины 1'a и 1'b.
Вибропитатель 103, расположенный под накопительным бункером 101, принимает углеродистую пасту и транспортирует ее для выгрузки в бункер-дозатор 104;
вышеуказанный бункер-дозатор 104 подвешен на пружинных балансирах, которые позволяют определять точный вес пасты, содержащейся в бункере-дозаторе. Распределительная заслонка 105 с электроприводом, приводимая в возвратно-поступательное движение, направляет поток пасты между выпуском вибропитателя 103 и впуском бункера-дозатора 104, равномерно распределяя пасту по всей длине бункера-дозатора 104. Когда заданная масса пасты, соответствующая формуемому блоку, подлежащему изготовлению, попадает в бункер-дозатор 104, вибропитатель 103 незамедлительно останавливается, обеспечивая точность дозирования. Бункер-дозатор 104 имеет у основания систему открывания/закрывания, содержащую две полурамки 108, которые перемещаются синхронно, при этом вышеуказанные полурамки 108 приводятся в действие гидравлическим цилиндром 109.
Когда полурамки 108 бункера-дозатора 104 открываются, углеродистая паста падает в транспортирующий бункер 201 транспортирующего устройства 200. Как только бункер-дозатор 104 опорожняется, синхронизированные полурамки 108 закрываются гидравлическим цилиндром 109, после чего бункер-дозатор 104 готов к выполнению нового цикла дозирования. Как только транспортирующий бункер 201 будет загружен, транспортирующее устройство 200 перемещается по двум поддерживающим и направляющим рельсам 16, например, к первой уплотняющей машине 1'a, и когда транспортирующий бункер 201 достигает требуемого положения, углеродистая паста, содержащаяся в транспортирующем бункере 201, выгружается в форму 1 машины 1'a с помощью устройства открывания/закрывания, аналогичного устройству для бункера-дозатора 104.
После выгрузки пасты транспортирующее устройство 200 снова перемещается для возврата транспортирующего бункера 201 под бункер-дозатор 104, где он снова загружается для подачи пасты ко второй уплотняющей машине 1'b.
Эта система обеспечивает одновременную работу двух уплотняющих машин 1'a и 1'b от одной точки загрузки углеродистой пасты, что вдвое увеличивает производительность отдельной уплотняющей установки, при этом во время загрузки первой машины 1'а пастой с помощью транспортирующего устройства 200, которое перемещается от устройства 100 подачи, вторая машина 1'b может функционировать с крышкой, герметизирующей форму 1.
Следует отметить, что для эффективной загрузки вязкой углеродистой пасты в форму 1 транспортирующий бункер 201 преимущественно располагается точно над формой. Это означает, что узел, состоящий из крышки 13 и нажимного груза, как показано на Фиг.1 для каждой из машин 1'a и 1'b, должен быть отделен от формы 1 и достаточно приподнят, так чтобы транспортирующий бункер 201 мог проходить мимо этих машин.
Однако установка, описанная выше, может содержать только одну или, самое большее, две уплотняющие машины 1'. Транспортирующий бункер 201 не может, к примеру, обслуживать третью уплотняющую машину 1' совместно с первыми двумя машинами.
Кроме того, преимущественно уплотняющие устройства 1' должны быть выровнены вдоль одной оси для облегчения извлечения изготовленных формованных блоков.
При такой конфигурации отсутствует возможность повышения производительности за счет увеличения количества уплотняющих машин 1' до трех и более.
Фактически, когда функционирует одна машина 1' с крышкой 13, уплотняющей форму 1, транспортирующий бункер 201 не может походить над ней, поскольку крышка 13 и нажимной груз 3 блокируют траекторию транспортирующего бункера. В результате транспортирующий бункер 201 может перемещаться только между двумя машинами 1'a, 1'b. Наличие одной или несколько машин 1', установленных в линию с двумя первыми машинами, потребует, чтобы транспортирующий бункер 201 проходил за пределами машин, уже загруженных пастой, что невозможно, если эти машины функционируют.
Это ограничивает производительность при изготовлении блоков.
Как следствие, для повышения производительности существует необходимость в новом транспортирующем устройстве для транспортирования углеродистой пасты для установки по производству блоков с помощью уплотняющих машин.
Краткое описание изобретения
Задача изобретения состоит в том, чтобы устранить ограничения в отношении устройства для транспортирования пасты, описанного выше, с помощью устройства, способного обслуживать более двух виброуплотняющих машин с помощью одного средства транспортирования и из одной точки подачи.
С этой целью изобретение предлагает устройство транспортирования углеродистой пасты, содержащее транспортирующий бункер, главная рама которого катится по пути для роликов, продолжающемся в главном направлении, параллельном оси выравнивания, и расположенному на достаточном расстоянии, так чтобы вышеуказанный транспортировочный бункер мог свободно перемещаться в главном направлении без столкновения с компонентами виброуплотняющих машин. Транспортировочное устройство может располагаться напротив любой уплотняющей машины независимо от рабочего состояния других машин. Транспортировочный бункер, предназначенный для удерживания углеродистой пасты, крепится к вспомогательной раме, при этом вышеуказанная вспомогательная рама смонтирована, к примеру, на роликах и установлена на рельсах пути, прикрепленных к главной раме, и вышеуказанные рельсы пути расположены во втором направлении, перпендикулярном оси перемещения главной рамы.
В частности, по первому аспекту изобретения предлагается устройство транспортирования пасты, способное перемещаться вдоль главного пути для роликов, продолжающегося в первом направлении, которое носит название главное направление, для подачи пасты в машины для формования блоков, используемых для образования электродов, в частности анодов, для электролиза алюминия.
Устройство содержит:
- по меньшей мере одну главную раму, содержащую главные вращающиеся средства, предназначенные для взаимодействия с главным путем для роликов с целью перемещения главной рамы в главном направлении,
- по меньшей мере один транспортирующий бункер, поддерживаемый главной рамой и пригодный для загрузки углеродистой пастой, и
- по меньшей мере одно устройство открывания/закрывания транспортирующего бункера, с помощью которого паста подается в формовочные машины.
Отверстия вышеуказанных машин смещены в одну сторону от рельсов главного пути для роликов во втором направлении, носящем название вспомогательное направление, перпендикулярном главному направлению.
Главная рама содержит направляющие, образующие вспомогательный путь для роликов, продолжающийся во вспомогательном направлении. Устройство также содержит вспомогательную раму, соединенную с транспортирующим бункером для перемещения в главном направлении и вспомогательном направлении и имеющую вспомогательные вращающиеся средства, взаимодействующие с направляющими главной рамы с целью перемещения вспомогательной рамы по вспомогательному пути для роликов во вспомогательном направлении между:
- убранным положением, в котором вспомогательная рама отодвинута внутрь главной рамы и размещена между рельсами главного пути для роликов, и
- выдвинутым положением, в котором транспортирующий бункер и устройство открывания/закрывания находятся на одной линии с отверстием одной из машин.
Перемещение транспортирующего бункера в двух перпендикулярных направлениях обеспечивает подачу углеродистой пасты из одного места подачи в несколько уплотняющих машин, практически, по меньшей мере, в три машины, при этом машины могут функционировать во время перемещения транспортирующего бункера.
Преимущественно и, в частности, в области производства анодов для электролиза алюминия устройство открывания/закрывания транспортирующего бункера неразъемно крепится к вышеуказанному бункеру. Паста подается в форму формовочной машины, когда транспортирующий бункер находится над формой, что, в частности, является преимуществом в случае, когда паста должна использоваться для производства анодов для электролиза алюминия.
Предпочтительно вращающиеся средства главной рамы и вспомогательной рамы являются роликами, которые представляют собой эффективные и низкие по стоимости средства для обеспечения перемещения главной рамы по главному пути для роликов и перемещения вспомогательной рамы по вспомогательному пути для роликов.
В варианте выполнения во время перемещения транспортирующего бункера во вспомогательном направлении он попеременно перемещается по направляющим, прикрепленным к главной раме и по краям верхней поверхности формы или по поперечинам, расположенным с каждой стороны формы. Расположение направляющих для транспортирующего бункера, которые как единое целое крепятся к главной раме, обеспечивает точное позиционирование в одну линию с краями верхней поверхности формы или поперечин, расположенных с каждой стороны формы.
Исполнительные средства, которые, к примеру, являются, гидравлическими или пневматическими цилиндрами, расположены между вспомогательной рамой и главной рамой для обеспечения перемещения вспомогательной рамы относительно главной рамы во вспомогательном направлении.
В конкретной компоновке опоры вспомогательной рамы содержат три пары роликов, при этом одна пара роликов расположена на стороне, которую можно называть задней стороной вспомогательной рамы, и две пары роликов, установленные на заданном расстоянии друг от друга, расположены на стороне, которая которую можно называть передней стороной вспомогательной рамы. Эта компоновка обеспечивает непрерывность опорной системы вспомогательной рамы, если из практических соображений необходимо предусмотреть пространство без опоры между направляющими, неразъемно прикрепленными к главной раме и форме. Например, эта компоновка обеспечивает использование дополнительной тележки, такой как тележка для технического обслуживания, перемещающейся над формами в главном направлении.
Преимущественно транспортирующее устройство содержит средство для измерения количества углеродистой пасты, помещенной в транспортирующий бункер.
По второму аспекту изобретение предлагает установку для производства формованных блоков, используемых для образования электродов, в частности анодов, для электролиза алюминия; установка содержит:
- транспортирующее устройство, представленное выше,
- устройство для подачи углеродистой пасты, в которое углеродистая паста поступает со стороны процесса производства пасты, выполняемого выше по технологическому потоку,
- путь для роликов, продолжающийся в основном направлении,
- по меньшей мере одну формовочную машину, смещенную во вспомогательном направлении относительно главного пути для роликов, перпендикулярном главному направлению, при этом вышеуказанная машина содержит по меньшей мере одну форму, имеющую отверстие в верхней части.
Таким образом, транспортирующее устройство перемещается от устройства подачи к формовочной машине за счет перемещения главной рамы по главному пути для роликов в главном направлении, и затем транспортирующий бункер с помощью вспомогательной рамы перемещается во вспомогательном направлении по направляющим основной рамы на вспомогательном пути для роликов до тех пор, пока вышеуказанный бункер не будет обращен к верхнему отверстию формы машины.
В конкретном преимущественном варианте выполнения установка для производства формованных блоков, описанная выше, содержит по меньшей мере три формовочные машины, при этом каждая машина содержит по меньшей мере одну форму, имеющую верхнее отверстие. Верхние отверстия форм формовочных машин выравнены друг с другом в главном направлении и смещены во вспомогательном направлении относительно главного пути для роликов. Транспортирующее устройство может доставлять пасту от одного устройства подачи к любой из трех машин, в то время как две другие машины находятся в действии, без столкновения с системой перемещения крышки функционирующих машин.
Таким образом, вспомогательное перемещение транспортирующего бункера, перпендикулярное главному перемещению, параллельному оси выравнивания виброуплотняющих машин, создает преимущества в отношении использования транспортирующего бункера. Это вспомогательное перемещение позволяет перемещать транспортирующий бункер, содержащий пасту, над отверстием формы виброуплотняющих машин. Нижняя часть бункера, содержащего пасту, снабжена системой открывания/закрывания, состоящей, к примеру, из двух симметричных шарнирных полурамок, которые синхронно поворачиваются с помощью шестерней, прикрепленных к их осям вращения, при этом вышеуказанные полурамки приводятся в действие гидравлическим цилиндром, который закрывает транспортирующий бункер во время этапов загрузки и транспортирования и открывает его для выгрузки углеродистой пасты в форму.
Краткое описание чертежей
Другие отличительные характеристики и преимущества изобретения станут понятными после изучения приведенного ниже описания со ссылкой на приложенные чертежи, на которых:
Фиг.1 - вид в перспективе типовой виброуплотняющей формовочной машины, в которой крышка и нажимной груз подняты над формой, которая прикреплена к вибрационному столу;
Фиг.2 - вид спереди в разрезе виброуплотняющей формовочной машины из Фиг.1;
Фиг.3 - вид в перспективе существующей установки для производства формованных блоков, содержащей две формовочные машины, где показана система подачи углеродистой пасты;
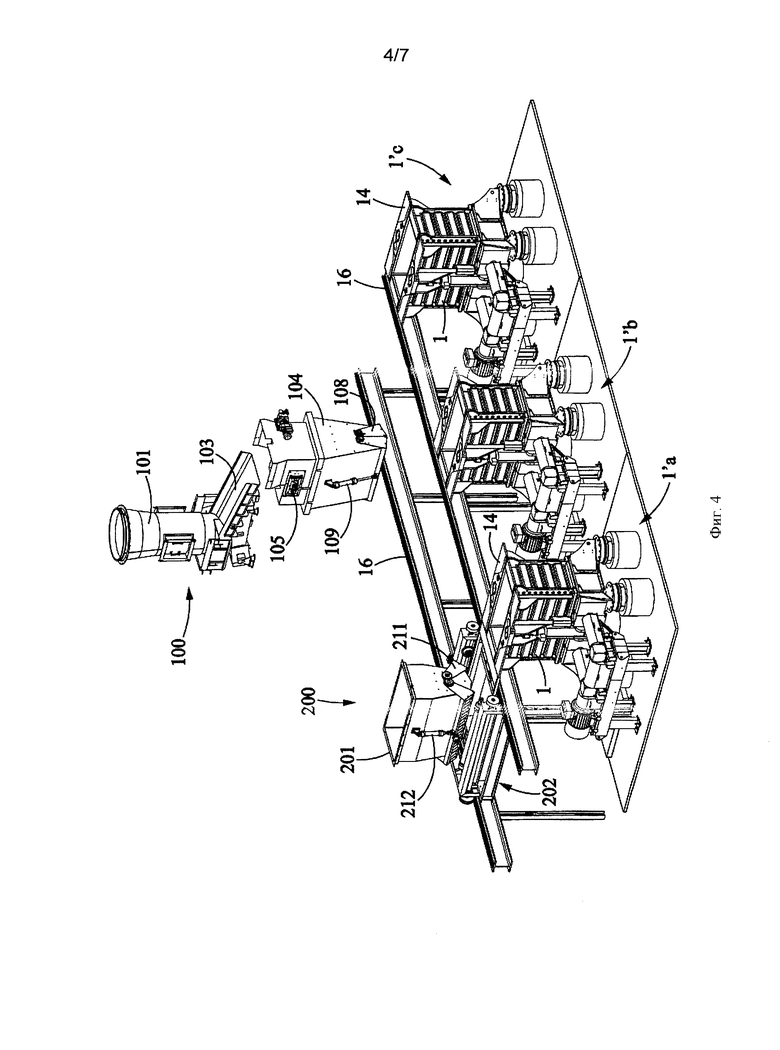
Фиг.4 - вид в перспективе установки для производства формованных блоков по варианту выполнения изобретения, содержащей три формовочные машины, где показана система подачи углеродистой пасты;
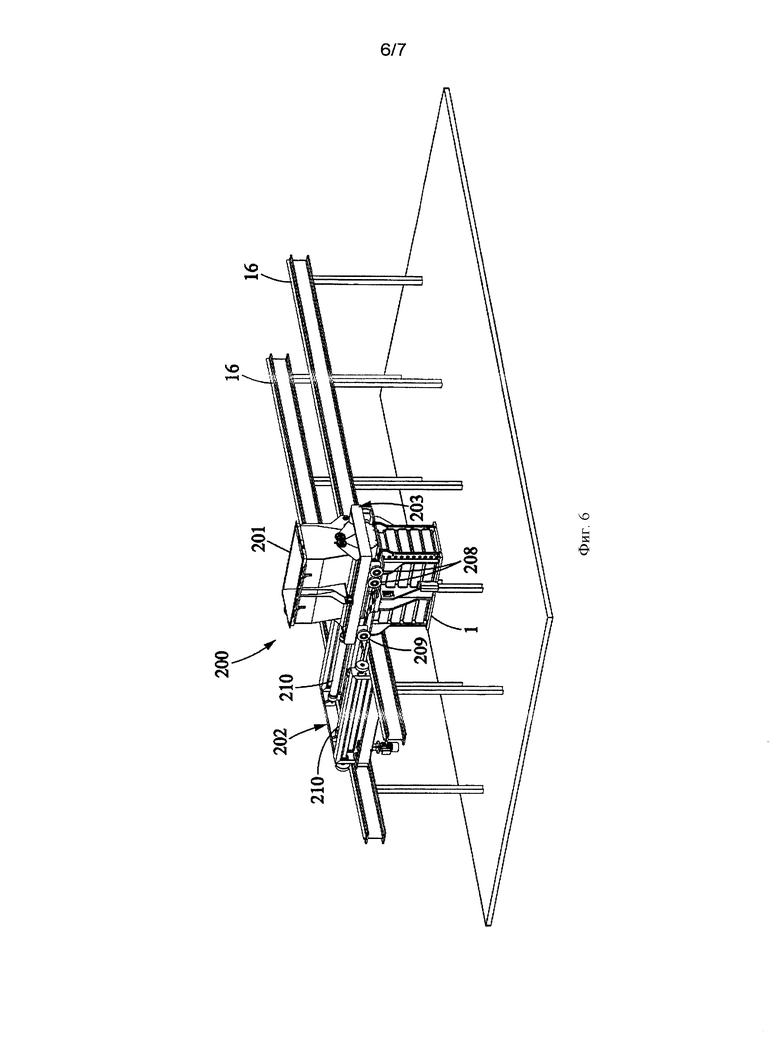
Фиг.5 - вид в перспективе устройства транспортирования углеродистой пасты из установки, показанной на Фиг.4, в убранном положении; устройство перемещается по двум путям для роликов, при этом показана форма формовочной машины;
Фиг.6 - вид, аналогичный виду из Фиг.5; транспортирующее устройство находится в выдвинутом положении над формой;
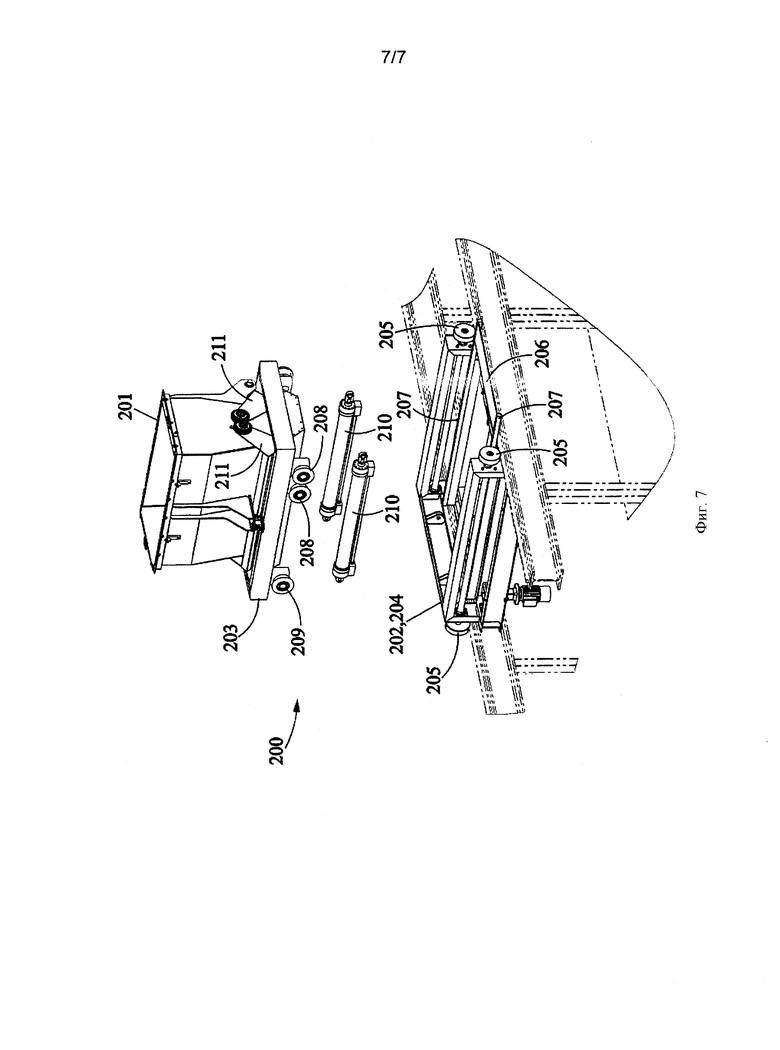
Фиг.7 - изображение в разобранном виде транспортирующего устройства, при этом пути для роликов показаны пунктирными линиями.
Подробное описание изобретения
Ниже приводится описание не ограничивающего примера установки для производства формованных блоков, в частности для производства анодов с использованием углеродистой пасты.
В приведенном ниже описании термины «нижний» и «верхний» и выражения «выше» и «ниже» относятся к естественной ориентации производственной установки и формовочных машин, как показано на фигурах.
Установка содержит устройство 100 подачи углеродистой пасты, как описано во введении, в которое углеродистая паста поступает со стороны процесса производства пасты, выполняемого выше по технологическому потоку.
Установка дополнительно содержит формовочные машины, которые формуют блоки посредством уплотнения. Установка преимущественно содержит по меньшей мере три формовочные машины 1'a, 1'b и 1'c, как будет описано ниже.
Как описано выше со ссылкой на Фиг.1 и 2, каждая машина 1'a, 1'b и 1'c для формования анодов посредством виброуплотнения по изобретению традиционно содержит форму, которая, в общем, является параллелепипедом прямоугольного поперечного сечения и открыта с двух противоположных сторон, которые образуют ее основание и верхнюю поверхность 14, при этом форма крепится с возможностью разборки к вибрационному столу 2, образующему дно формы 1, и нажимной груз 3, который предназначен для входа в форму 1 через верхнюю поверхность 14 формы 1 и опирается снизу на крышку 13, которая крепится с возможностью разборки к верхней поверхности 14 формы 1 для обеспечения непроницаемого для жидкости закрывания. Кроме того, стол 2 установлен на упругую подвеску 6, предназначенную для ограничения передачи вибраций на грунт.
Как показано выше, формовочная машина 1'a, 1'b и 1'c содержит средства для фиксации крышки 13 на форме, при этом вышеуказанная крышка 13 пригодна для герметичного закрывания верхней стороны формы 1.
Кроме того, машина 1'a, 1'b и 1'c содержит систему для вертикального перемещения крышки 13 и нажимного груза с помощью штанги 11 подвески. Эта система перемещения, в общем, объединена с системой (детально не показана) для создания вакуума в форме 1 после ее герметизации с помощью крышки 13. Вышеуказанная система продолжается над формой 1.
Как описано выше со ссылкой на Фиг.3, в машины 1'a, 1'b и 1'c, формующие аноды посредством виброуплотнения, подается углеродистая паста с помощью устройства 100 подачи, традиционно содержащего накопительный бункер 101, используемый как промежуточный накопитель между непрерывным потоком пасты, поступающей в установку, и прерывистым потоком формованных блоков, выходящих из установки, вибропитатель 103, расположенный под накопительным бункером 101, и весовой бункер-дозатор 104, обеспечивающий равномерную подачу по длине с помощью распределительной заслонки 105 с электроприводом. Когда масса пасты в бункере-дозаторе 104 достигает заданного значения, функционирование вибропитателя незамедлительно прекращается во избежание подачи дополнительного количества пасты в бункер-дозатор 104.
Производственная установка дополнительно содержит транспортирующее устройство 200 для транспортирования и распределения пасты из устройства 100 подачи в формы 1 формовочных машин. С этой целью установка содержит главный путь для роликов транспортирующего устройства 200. Главный путь для роликов содержит два параллельных главных рельса 16, как показано, например, на фигурах, которые продолжаются в первом направлении, которое называется главным направлением.
Транспортирующее устройство 200 содержит транспортирующий бункер 201, в котороый подается углеродистая паста с помощью устройства подачи.
Установка для производства формованных блоков по изобретению, показанная на Фиг.4, содержит три формовочные машины 1'a, 1'b и 1'c, выравненные в главном направлении, при этом, в частности, выравнены главные отверстия форм 1 формовочных машин 1'a, 1'b и 1'c; понятно, что может быть предусмотрено любое количество выравненных форм 1.
Отверстия форм 1 смещены во втором направлении, которое называется вспомогательным направлением по отношению к главному пути 16 для роликов, при этом вышеуказанное вспомогательное направление перпендикулярно главному направлению. В частности, если смотреть в горизонтальной плоскости, продолжающейся в главном направлении и во вспомогательном направлении, отверстия форм 1 расположены не между двумя рельсами 16 главного пути для роликов, а смещены в одну сторону, в этом случае, во вспомогательном направлении в сторону, противоположную стороне, где расположено устройство 100 подачи.
Как результат для доставки пасты из устройства подачи в формы транспортирующий бункер 201 должен перемещаться как в главном направлении, так и во вспомогательном направлении.
С этой целью транспортирующее устройство содержит главную раму 202, поддерживающую вспомогательную раму 203, при этом транспортирующий бункер 201 соединен со вспомогательной рамой 203 таким образом, что транспортирующий бункер крепится к вспомогательной раме 203 с целью прямолинейного перемещения в горизонтальной плоскости. Другими словами, транспортирующий бункер 201 поступательно перемещается со вспомогательной рамой 203 в главном направлении и во вспомогательном направлении.
В варианте выполнения средство измерения количества углеродистой пасты, содержащейся в транспортирующем бункере 201, может быть установлено между транспортирующим бункером 201 и вспомогательной рамой 203. С этой целью транспортирующий бункер 201 может быть соединен со вспомогательной рамой 203 с помощью трех опор. Например, две первые опоры являются подшипниками, снабженными связующими средствами с низким коэффициентом трения, такими как шарики или ролики, и расположены с одной стороны транспортирующего бункера 201. Третья опора, расположенная с другой стороны транспортирующего бункера 201, может быть снабжена датчиком силы, таким как динамометр, который позволяет измерять количество углеродистой пасты, содержащейся в транспортирующем бункере 201. Когда динамометр растягивается или сжимается за счет массы пасты в транспортирующем бункере 201, бункер слегка колеблется. Средство измерения количества углеродистой пасты, содержащейся в транспортирующем бункере 201, обеспечивает выгрузку всей пасты из транспортирующего бункера 201 в форму 1.
Главная рама 202 содержит, к примеру, U-образный каркас 204, т.е. каркас, имеющий открытую сторону, и содержит главные вращающиеся средства, взаимодействующие с главными рельсами 16 главного пути для роликов, что позволяет транспортирующему устройству 200 перемещаться в главном направлении, параллельно направлению выравнивания форм 1. Например, главные вращающиеся средства представляют собой четыре ролика 205, соединенные попарно и установленные в четырех углах каркаса 204.
Главная рама 202 также содержит направляющую 206, прикрепленную к каркасу 204 и образующую вспомогательный путь для роликов, который проходит параллельно вспомогательному направлению. На практике направляющая может представлять собой два параллельных вспомогательных рельса 207, продолжающихся во вспомогательном направлении.
Вспомогательная рама 203 имеет форму прямоугольной рамы и установлена на главной раме с возможностью перемещения со скольжением с помощью вспомогательных вращающихся средств 208, 209, например роликов 208, 209, установленных на стороне, которая может носить название - передняя сторона вспомогательной рамы 203, и установленных на стороне, которая может носить название - задняя сторона вспомогательной рамы 203.
Вспомогательная рама 203 может, таким образом, перемещаться относительно главной рамы 202 за счет перемещения роликов 208, 209 по вспомогательным рельсам 207 главной рамы 202.
Исполнительные средства, такие как пневматический или гидравлический цилиндр 210, установлена на главной раме 202 для перемещения вспомогательной рамы 203 во вспомогательном направлении.
Транспортирующий бункер 201 также содержит устройство открывания/закрывания, которое позволяет выгружать углеродистую пасту в формы 1.
Устройство открывания/закрывания неразъемно крепится к транспортирующему бункеру 201 и расположено, например, на нижней стороне транспортирующего бункера 201. Устройство открывания/закрывания является устройством, как, к примеру, описано выше, и содержит две полурамки 211, приводимые в действие пневматическим или гидравлическим цилиндром 212. Фактически, как описано выше, природа углеродистой пасты, используемой в производстве анодов для электролиза алюминия, и, в частности, ее вязкость, требует, чтобы отверстие транспортирующего бункера 201 было максимально точно выравнено с отверстием формы. В этом случае паста более легко вытекает самотеком.
Понятно, что могут быть предусмотрены другие решения в зависимости от природы выгружаемой пасты. Фактически, в зависимости от вязкости пасты устройство открывания/закрывания транспортирующего бункера 201 может быть неотъемлемой частью главной рамы 202, так чтобы перемещение вспомогательной рамы 203 и, следовательно, транспортирующего бункера 201 обеспечивало открывание транспортирующего бункера 201 и выгрузку пасты в форму 1.
Как описано ниже, вспомогательная рама 203 и транспортирующий бункер 201 расположены над рельсами 16 главного пути для роликов.
Изначально транспортирующее устройство находится в убранном положении, при этом вспомогательная рама 203 находится в убранном положении внутри главной рамы 202 и расположена между двумя рельсами 16 главного пути для роликов. Передняя сторона вспомогательной рамы 203 обращена к открытой стороне каркаса 204 основной рамы. Транспортирующий бункер 201 загружается пастой, при этом его верхнее отверстие выравнено с отверстием бункера-дозатора 104 устройства 100 подачи, и бункер-дозатор обеспечивает, что количество пасты, загружаемой в транспортирующий бункер 201, соответствует точному количеству, необходимому для производства формованного блока.
Затем транспортирующее устройство 200 перемещается в главном направлении за счет того, что главная рама 202 катится по главному пути 16 для роликов. Когда устройство 200 будет находиться вровень с формой 1 первой формовочной машины 1'а, перемещение в главном направлении прекращается, вспомогательная рама 203 перемещается во вспомогательном направлении и оказывается по меньшей мере частично за пределами рельсов 16 главного пути для роликов. Таким образом, транспортирующий бункер 201 может смещаться за пределы рельсов 16 главного пути для роликов, т.е. если смотреть в горизонтальной плоскости, продолжающейся в главном направлении и вспомогательном направлении, транспортирующий бункер 201 расположен не между двумя рельсами 16 главного пути для роликов, а смещен в одну сторону, в этом случае во вспомогательном направлении в сторону, где расположены отверстия форм 1. В частности, с этой целью приводятся в действие цилиндры 210 главной рамы 202. Вспомогательная рама 203 выходит из главной рамы 202 через открытую сторону каркаса 204 и вместе с транспортирующим бункером 201 проходит над рельсами 16 главного пути для роликов во избежание столкновения с препятствиями, перемещаясь во вспомогательном направлении по вспомогательному пути для роликов за счет того, что вспомогательная рама катится по вспомогательным рельсам 207 на главной раме 202.
Теперь транспортирующее устройство 200 находится в выдвинутом положении, и транспортирующий бункер 201 и его устройство 211, 212 открывания выравнены с отверстием формы 1 первой машины 1'а; вышеуказанное отверстие смещено во вспомогательном направлении относительно главного пути 16 для роликов. За счет приведения в действие гидравлического цилиндра 212, который открывает две полурамки 211 устройства открывания/закрывания транспортирующего бункера 201, паста выгружается в форму 1.
В первом варианте выполнения, показанном на Фиг.6 и 7, ролики 208, 209 вспомогательной рамы 203 выкатываются со вспомогательных рельсов 207 главной рамы 202 и катятся по верхней поверхности 14 формы 1 до тех пор, пока транспортирующий бункер 201 не будет расположен над отверстием формы 1. Направляющие 207 главной рамы 202, по существу, расположены в той же плоскости, что и верхняя поверхность 14 формы 1.
Во время перемещения из убранного положения в выдвинутое положение передняя сторона вспомогательной рамы 203 первой покидает рельсы 207 главной рамы 202. Однако из практических соображений вспомогательные рельсы 207 главной рамы не расположены непосредственно рядом с формами. К примеру, производственная установка может включать в себя тележку для технического обслуживания, которая не показана на фигурах и перемещается над формами 1 в главном направлении. В частности, на практике производственная установка в добавление к двум рельсам 16 главного пути для роликов содержит третий рельс, который параллелен двум другим рельсам и образует с одним или двумя другими рельсами боковую направляющую для роликов над формами. Тележка для технического обслуживания занимает рельс совместно с транспортирующим устройством 200, и этот рельс в случае, показанном на фигурах, является рельсом, расположенным непосредственно рядом с формами 1.
Как результат для того чтобы тележка для технического обслуживания могла перемещаться по общему рельсу, транспортирующее устройство 200 в убранном положении и, в частности, главная рама 202, поддерживающая рельсы 207, должны быть расположены на некотором расстоянии от форм. Таким образом, для перемещения в выдвинутое положение вспомогательная рама 203 должна пересечь некоторое пространство, прежде чем ролики 208 с передней стороны придут в контакт с верхней поверхностью 14 формы 1. Для ограничения выступа роликов 209 с задней стороны во время пересечения этого пространства передняя сторона вспомогательной рамы 204 имеет две пары роликов 208, расположенных на заданном расстоянии друг о друга, которое превышает пространство, которое должно быть пересечено или равно этому пространству. Таким образом, когда первая пара роликов 208 вспомогательной рамы 203 покидает вспомогательные рельсы 207 главной рамы 202, вспомогательная рама 203 продолжает опираться на вспомогательные рельсы с помощью второй пары роликов 208 с передней стороны и пары роликов 209 с задней стороны. Таким образом, когда первая пара роликов 208 с передней стороны приходит в контакт с верхней поверхностью 14 формы, вторая пара роликов 208 с передней стороны также может выкатываться со вспомогательных рельсов 207.
В качестве непоказанного варианта производственная установка содержит поперечины, продолжающиеся во вспомогательном направлении с каждой стороны формы 1 каждой машины 1'. Вспомогательная рама 203 транспортирующего устройства 200 в выдвинутом положении может катиться по поперечинам для позиционирования транспортирующего бункера 201 над соответствующей формой.
Во время перемещения транспортирующего бункера 201 во вспомогательном направлении вышеуказанный бункер перемещается по вспомогательным рельсам 207, прикрепленным к главной раме 202, и затем по краям верхней поверхности 14 формы 1 или по поперечинам, расположенным с каждой стороны формы 1, которые продолжают вспомогательный путь для роликов. Положение вспомогательных рельсов 207, прикрепленных к главной раме 202, таково, что они могут быть установлены точно в одну линию с краями верхней поверхности 14 формы или с поперечинами, расположенными с каждой стороны формы 1.
Транспортирующее устройство 200 затем возвращается в убранное положение за счет приведения в действие цилиндров 210 между рамами 202. 203. Посредством реверсивного перемещения транспортирующего устройства 200 по рельсам 16 главного пути для роликов транспортирующий бункер 201 снова размещается вровень с отверстием бункера-дозатора 104 для загрузки углеродистой пастой. Затем начинается новый цикл транспортирования пасты к форме 1 другой формовочной машины 1'b, 1'c.
Например, когда функционирует машина 1'b, расположенная между двумя машинам 1'a и 1'c, т.е. крышка 13 герметизирует форму 1, транспортирующее устройство 200 может перемещаться между двумя машинами 1'a и 1'c в главном направлении, не препятствуя работающей машине 1'b.
Транспортирующее устройство 200 обеспечивает подачу материала более чем в две формовочные машины 1' из одного устройства 100 подачи. Таким образом, увеличивается производительность, при этом уменьшаются размеры производственной установки по сравнению существующими установками, содержащими более двух формовочных машин 1'.
| название | год | авторы | номер документа |
|---|---|---|---|
| СОЕДИНИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ ФОРМОВОЧНОЙ МАШИНЫ И СПОСОБ ОБРАБОТКИ СОЕДИНЕНИЯ | 2012 |
|
RU2573033C1 |
| Автомат для литья в вакуумно-пленочные формы | 1985 |
|
SU1247151A1 |
| ГИДРАВЛИЧЕСКАЯ ФОРМОВОЧНАЯ МАШИНА И МАШИНА ДЛЯ ФОРМОВАНИЯ МЕТАЛЛИЧЕСКИХ ШАРИКОВ | 2017 |
|
RU2732301C1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА СВАРНОЙ ТРУБЫ И СПОСОБ ПРОИЗВОДСТВА СВАРНОЙ ТРУБЫ | 2017 |
|
RU2712147C1 |
| СКЛАДЫВАЮЩИЙСЯ БУНКЕР | 2015 |
|
RU2673161C2 |
| ЗАГРУЗОЧНОЕ УСТРОЙСТВО ДЛЯ НАПОЛНЕНИЯ ФОРМ НАЛИВНЫМ ФОРМОВОЧНЫМ МАТЕРИАЛОМ | 2007 |
|
RU2468913C2 |
| БАНКОМАТ | 2013 |
|
RU2612928C2 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ВРЕМЕНИ ХОЛОСТОГО ХОДА ТОРМОЗНОЙ КОЛОДКИ МОНОРЕЛЬСОВОГО ПОДЪЕМНИКА И СПОСОБ ЕГО ОПРЕДЕЛЕНИЯ | 2022 |
|
RU2813931C1 |
| АВТОМАТИЧЕСКОЕ ВТЯГИВАЮЩЕЕ УСТРОЙСТВО И НАПРАВЛЯЮЩИЙ МЕХАНИЗМ ВЫДВИЖЕНИЯ | 2009 |
|
RU2506872C2 |
| ТЯГОВЫЙ ТРАНСФОРМАТОР | 2015 |
|
RU2691949C2 |


Изобретение относится к транспортирующему устройству для транспортирования углеродистой пасты, способному перемещаться вдоль главного пути для роликов, проходящему в первом главном направлении для подачи пасты в машины для формования блоков для изготовления электродов, в частности анодов алюминиевого электролизера. Устройство содержит главную раму с вращающимися средствами, взаимодействующими с главным путем для роликов для перемещения главной рамы в главном направлении, транспортирующий бункер, поддерживаемый главной рамой и пригодный для загрузки углеродистой пастой. Главная рама образует вспомогательный путь для роликов, проходящий во втором вспомогательном направлении перпендикулярно главному направлению. Устройство содержит вспомогательную раму, соединенную с транспортирующим бункером и имеющую вращающиеся средства для перемещения вспомогательной рамы по вспомогательному пути для роликов во вспомогательном направлении. Раскрыта также установка для производства формованных блоков для изготовления электродов, в частности анодов алюминиевого электролизера. Обеспечивается повышение производительности изготовления блоков. 2 н. и 6 з.п. ф-лы, 7 ил. 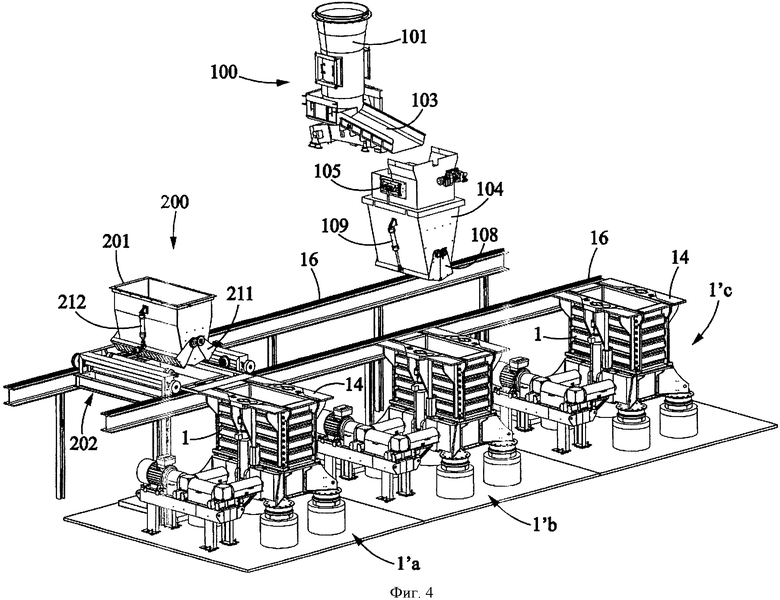
1. Устройство (200) для транспортирования углеродистой пасты, предназначенное для установки для производства формованных блоков, используемых для изготовления электродов, в частности анодов для электролиза алюминия, выполненное с возможностью перемещения вдоль главного роликового пути (16), расположенного в первом, главном направлении для подачи пасты в формовочные машины (1’а, 1’b, 1’c) с формами для формования блоков, имеющими верхнее отверстие, содержащее
по меньшей мере одну главную раму (202), содержащую главные вращающиеся средства (205), предназначенные для взаимодействия с главным роликовым путем (16) для перемещения главной рамы (202) в главном направлении,
по меньшей мере один транспортирующий бункер (201), поддерживаемый главной рамой (202) и предназначенный для загрузки углеродистой пастой, и
по меньшей мере одно устройство (211, 212) для открывания/закрывания транспортирующего бункера (201), с помощью которого упомянутая паста подается в формовочные машины (1’),
отличающееся тем, что
упомянутые верхние отверстия вышеуказанных машин (1’a, 1’b, 1’c) смещены в одну сторону от рельсов (16) главного пути для роликов во втором, вспомогательном направлении, перпендикулярном главному направлению,
главная рама (202) содержит направляющие (206, 207), образующие вспомогательный путь для роликов, расположенный во вспомогательном направлении, и
при этом оно содержит вспомогательную раму (203), соединенную с транспортирующим бункером (201) для перемещения в главном направлении и вспомогательном направлении и имеющую вспомогательные вращающиеся средства (208, 209), взаимодействующие с направляющими (207) главной рамы (202) для перемещения вспомогательной рамы (203) по вспомогательному пути для роликов во вспомогательном направлении между убранным положением, в котором вспомогательная рама (203) отодвинута внутрь главной рамы (202) и размещена между рельсами (16) главного пути для роликов, и выдвинутым положением, в котором транспортирующий бункер (201) и устройство (211, 212) для открывания/закрывания находятся на одной линии с упомянутым верхним отверстием одной из машин (1’a, 1’b, 1’c).
2. Устройство (200) по п.1, отличающееся тем, что устройство (211, 212) для открывания/закрывания транспортирующего бункера (201) закреплено как неотъемлемая часть к транспортирующему бункеру (201).
3. Устройство (200) по п.1 или 2, отличающееся тем, что вращающиеся средства (205) главной рамы и вспомогательной рамы выполнены в виде роликов.
4. Устройство (200) по п.1 или 2, отличающееся тем, что оно содержит исполнительные средства, расположенные между вспомогательной рамой (203) и главной рамой (202) и предназначенные для перемещения вспомогательной рамы (203) относительно главной рамы (202) во вспомогательном направлении.
5. Устройство (200) по п.1 или 2, отличающееся тем, что вспомогательные вращающиеся средства (208, 209) вспомогательной рамы (203) содержат три пары роликов, при этом одна пара роликов (209) расположена на задней стороне вспомогательной рамы (203), а две пары роликов (208), установленные на заданном расстоянии друг от друга, расположены на передней стороне вспомогательной рамы (203).
6. Устройство (200) по п.1 или 2, отличающееся тем, что оно содержит средство для измерения количества углеродистой пасты, содержащейся в транспортирующем бункере (201).
7. Установка для производства формованных блоков, используемых для изготовления электродов, в частности анодов для электролиза алюминия, содержащая
по меньшей мере одно транспортирующее устройство (200) по любому из пп.1-6,
по меньшей мере одно устройство (100) для подачи углеродистой пасты, производимой в технологическом процессе производства пасты, выполняемом выше по потоку,
по меньшей мере один роликовый путь (16), расположенный в главном направлении,
по меньшей мере одну формовочную машину (1’a, 1’b, 1’c), смещенную относительно главного роликового пути (16) во вспомогательном направлении, перпендикулярном главному направлению, при этом упомянутая машина (1’a, 1’b, 1’c) содержит по меньшей мере одну форму (1), имеющую отверстие в верхней части, при этом
транспортирующее устройство (200) установлено с возможностью перемещения от устройства (100) подачи к формовочной машине (1’a, 1’b, 1’c) за счет перемещения главной рамы (202) по главному роликовому пути (16) в главном направлении, и транспортирующий бункер (201) установлен с возможностью перемещения с помощью вспомогательной рамы (203) во вспомогательном направлении по направляющим (206, 207) основной рамы (202) на вспомогательном роликовом пути до тех пор, пока вышеуказанный бункер не будет обращен к верхнему отверстию формы (1) машины (1’a, 1’b, 1’c).
8. Установка по п.7, отличающаяся тем, что она содержит по меньшей мере три формовочные машины (1’a, 1’b, 1’c), каждая из которых содержит по меньшей мере одну форму (1), имеющую верхнее отверстие, при этом верхние отверстия форм (1) формовочных машин (1’a, 1’b, 1’c) выравнены друг с другом в главном направлении и смещены во вспомогательном направлении относительно главного роликового пути (16).
| СПОСОБ УПЛОТНЕНИЯ СВЯЗНЫХ ДИСПЕРСНЫХ ГРУНТОВ | 2010 |
|
RU2425923C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИЧЕСКОЙ СИЛЫ ИНТРАОКУЛЯРНОЙ ЛИНЗЫ | 2002 |
|
RU2229861C2 |
| Делитель мощности | 1990 |
|
SU1762354A1 |
| WO 2010119184 A1, 21.10.2010 | |||
| US 3767351 A, 23.10.1973 | |||
| RU 2009145950 A, 20.08.2011 | |||
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ МАТЕРИАЛОВ | 2003 |
|
RU2311986C2 |

