ПЕРЕКРЕСТНАЯ ССЫЛКА НА СВЯЗАННЫЕ ЗАЯВКИ
Настоящая заявка основана на и испрашивает приоритет японской патентной заявки № 2016-226259, поданной 21 ноября 2016 года, полное содержание которой включено в настоящее описание посредством ссылки.
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится к устройству для производства сварной трубы и к способу производства сварной трубы.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
[0002] В вышеупомянутой области техники патентный документ 1 раскрывает устройство для производства сварной трубы, которое сгибает вверх концевые части в направлении ширины металлической полосы боковыми роликами 13 и 14, формует эти концевые части роликом 15 концевой клети и выполняет сварку встык этих двух концевых частей нажимными роликами 16. В послесварочном процессе это устройство подтверждает форму произведенной сварной трубы с помощью комбинации лазерного параллельного луча и камеры CCD. На основе подтвержденной формы положения боковых роликов 13 и 14 и нажимных роликов 16 точно регулируются, улучшая тем самым свойство примыкания концевых частей перед сваркой.
СПИСОК ЦИТИРОВАННОЙ ЛИТЕРАТУРЫ
ПАТЕНТНАЯ ЛИТЕРАТУРА
[0003] Патентный документ 1: Японская выложенная патентная заявка № 2005-199293
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
[0004] В описанной выше методике, однако, невозможно подтвердить форму металлической пластины во время формования, поскольку возможно обнаружить только сдвиг примыкающей части после сварки.
[0005] Настоящее изобретение позволяет предложить подход для устранения вышеописанной проблемы.
РЕШЕНИЕ ПРОБЛЕМЫ
[0006] Один примерный аспект настоящего изобретения предлагает устройство для производства сварной трубы путем сгибания металлической пластины и сварки примыкающих концевых частей, содержащее:
сгибающий блок, который сгибает металлическую пластину и включает в себя пару наборов гибочных штампов, которые непрерывно удерживают концевые части металлической пластины, и группу роликов, которые упираются в центральную часть металлической пластины и поддерживают центральную часть;
светоизлучатель, который испускает направленный свет к внутренней поверхности сгибаемой металлической пластины;
блок захвата изображения, который захватывает свет, излучаемый светоизлучателем и отражаемый металлической пластиной; и
вспомогательный блок корректировки, который способствует по меньшей мере одному из регулирования положения наборов гибочных штампов и регулирования положения группы роликов в соответствии с формой отраженного света.
[0007] Другой примерный аспект настоящего изобретения предлагает способ производства сварной трубы путем сгибания металлической пластины и сварки примыкающих концевых частей, содержащий:
сгибание металлической пластины путем непрерывного ограничения концевых частей металлической пластины парой наборов гибочных штампов и упора группы роликов в центральную часть металлической пластины для поддержания центральной части;
испускание направленного света к внутренней поверхности сгибаемой металлической пластины с использованием светоизлучателя;
захват света, излучаемого светоизлучателем и отражаемого металлической пластиной; и
способствование одному или обоим из регулирования положения наборов гибочных штампов и регулирования группы роликов в соответствии с формой отраженного света.
ПОЛЕЗНЫЕ ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
[0008] В соответствии с настоящим изобретением возможно производить более точную сварную трубу.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0009] Фиг. 1 показывает компоновку устройства для производства сварной трубы согласно первому примерному варианту осуществления настоящего изобретения;
Фиг. 2A показывает схематическую компоновку устройства для производства сварной трубы согласно второму примерному варианту осуществления настоящего изобретения;
Фиг. 2B показывает подробную компоновку устройства для производства сварной трубы согласно второму примерному варианту осуществления настоящего изобретения;
Фиг. 3 показывает компоновку блока осмотра формы поверхности согласно второму примерному варианту осуществления настоящего изобретения;
Фиг. 4 показывает компоновку блока осмотра формы поверхности согласно второму примерному варианту осуществления настоящего изобретения;
Фиг. 5 показывает компоновку блока осмотра формы поверхности согласно второму примерному варианту осуществления настоящего изобретения;
Фиг. 6 показывает компоновку блока осмотра формы поверхности согласно второму примерному варианту осуществления настоящего изобретения;
Фиг. 7 показывает компоновку блока осмотра формы поверхности согласно второму примерному варианту осуществления настоящего изобретения;
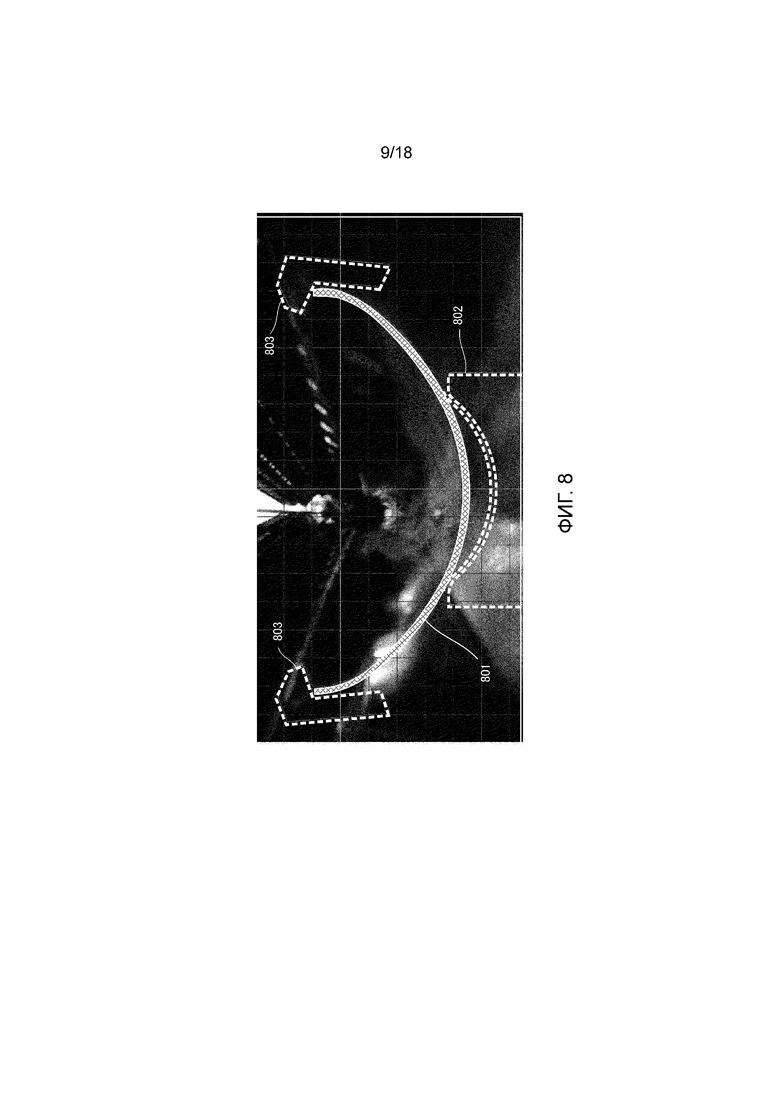
Фиг. 8 показывает один пример экрана дисплея вспомогательного блока корректировки согласно второму примерному варианту осуществления настоящего изобретения;
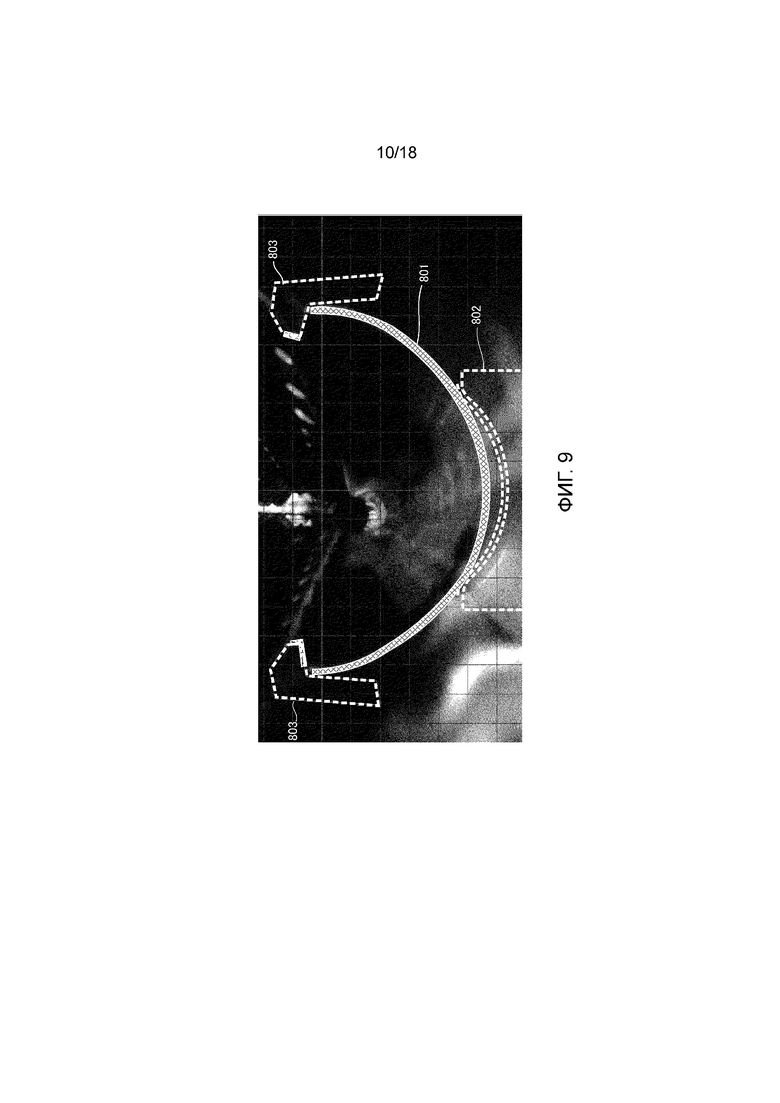
Фиг. 9 показывает другой пример экрана дисплея вспомогательного блока корректировки согласно второму примерному варианту осуществления настоящего изобретения;
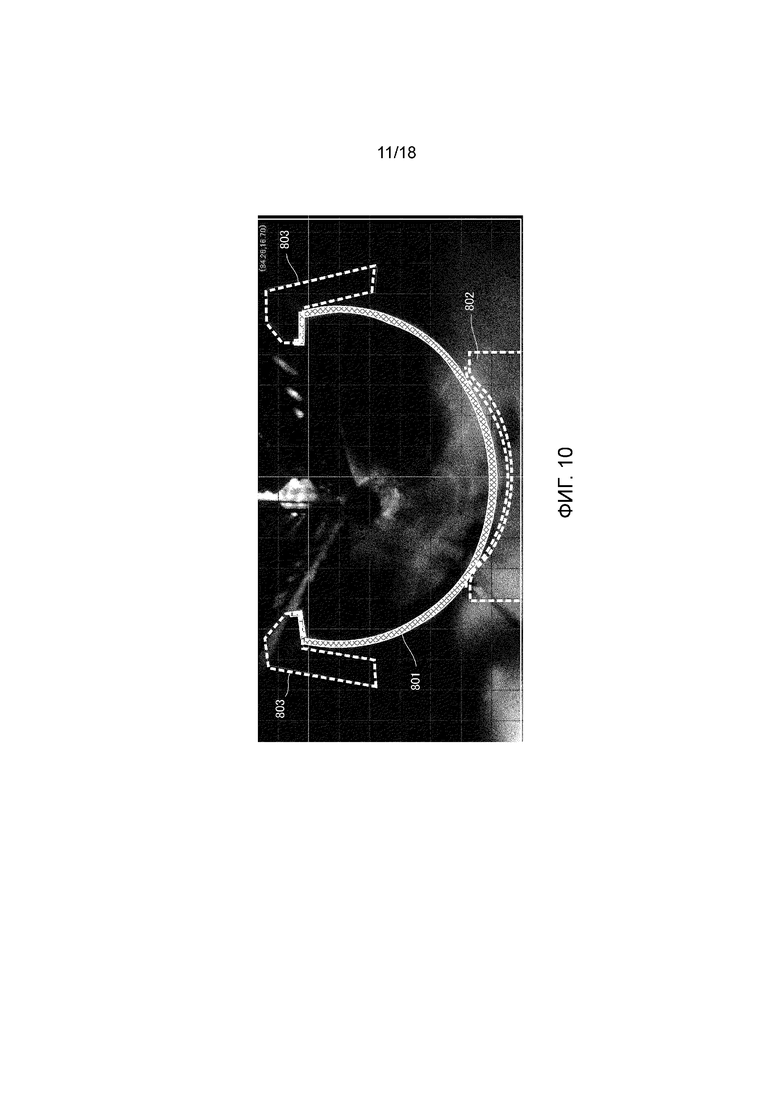
Фиг. 10 показывает еще один пример экрана дисплея вспомогательного блока корректировки согласно второму примерному варианту осуществления настоящего изобретения;
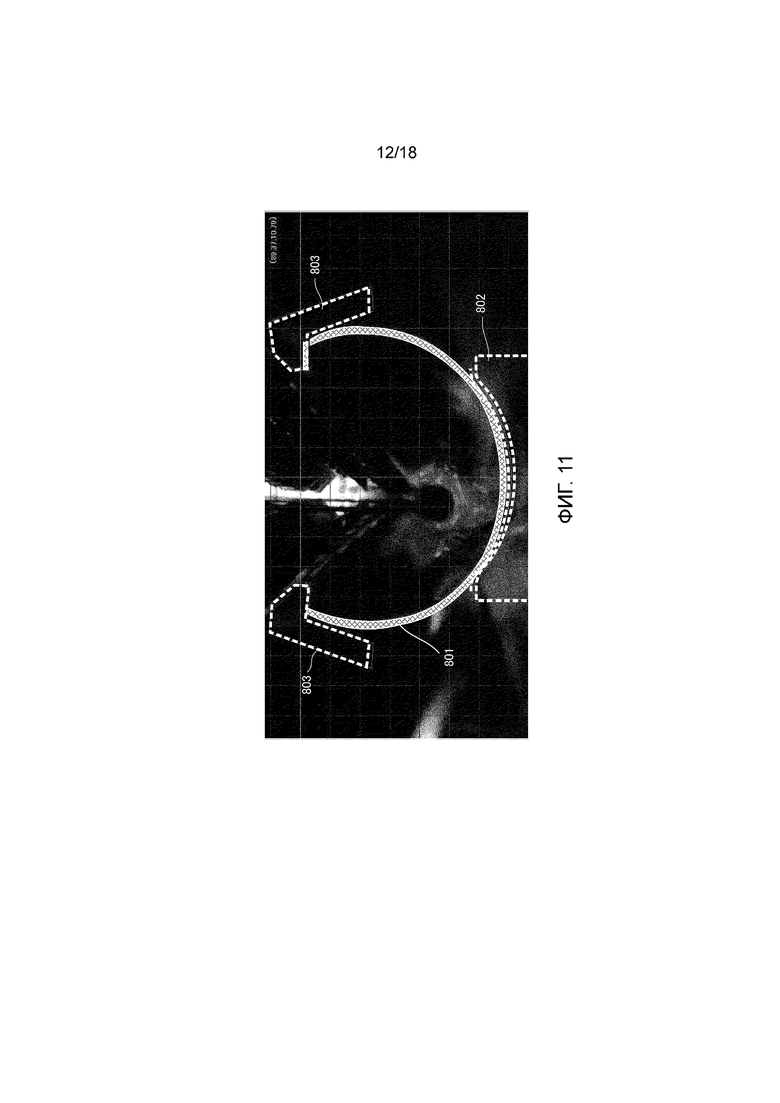
Фиг. 11 показывает еще один пример экрана дисплея вспомогательного блока корректировки согласно второму примерному варианту осуществления настоящего изобретения;
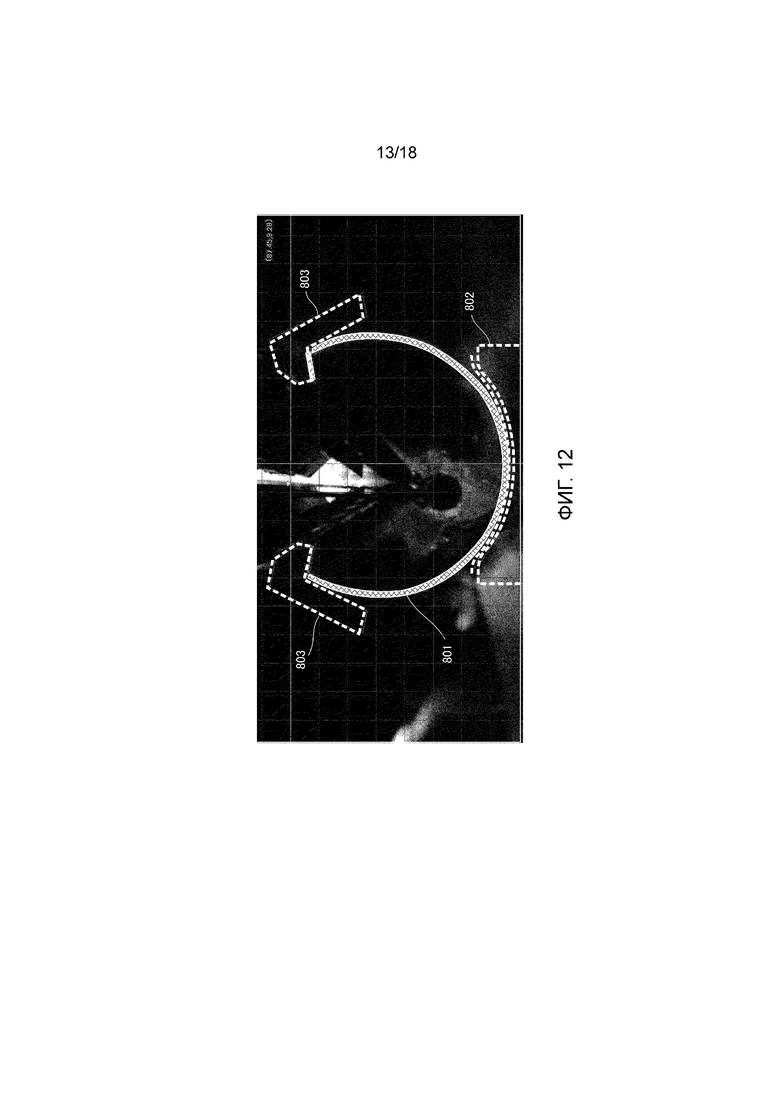
Фиг. 12 показывает еще один пример экрана дисплея вспомогательного блока корректировки согласно второму примерному варианту осуществления настоящего изобретения;
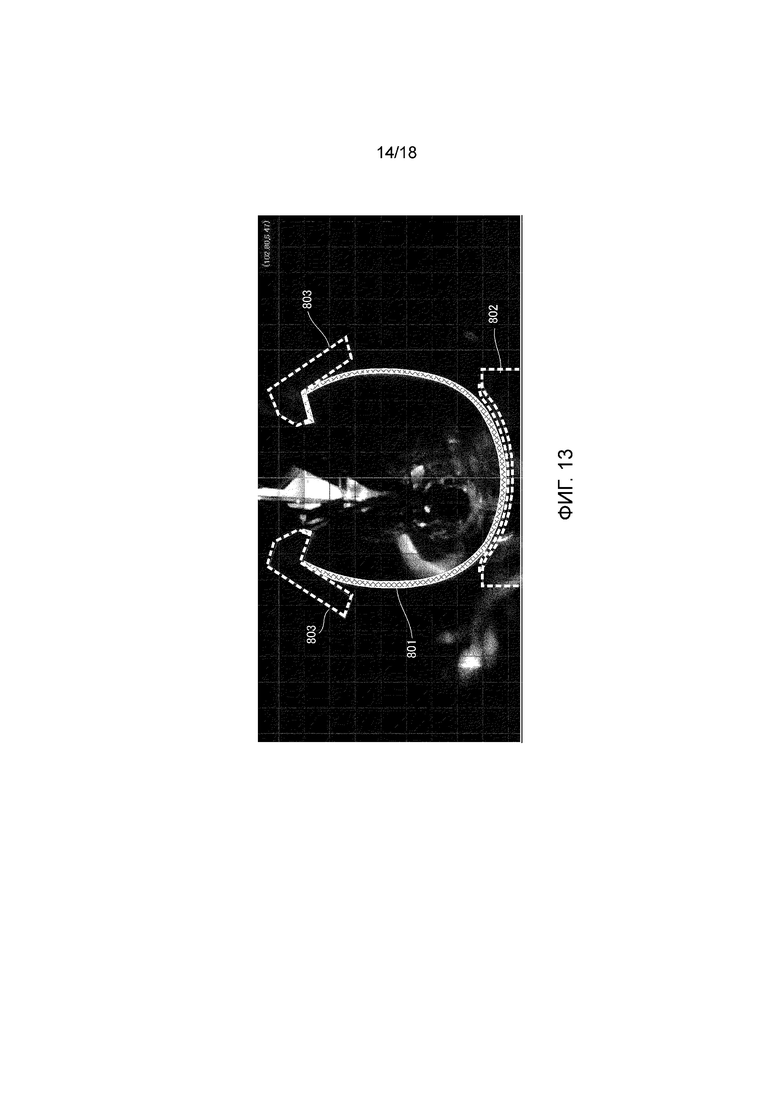
Фиг. 13 показывает еще один пример экрана дисплея вспомогательного блока корректировки согласно второму примерному варианту осуществления настоящего изобретения;
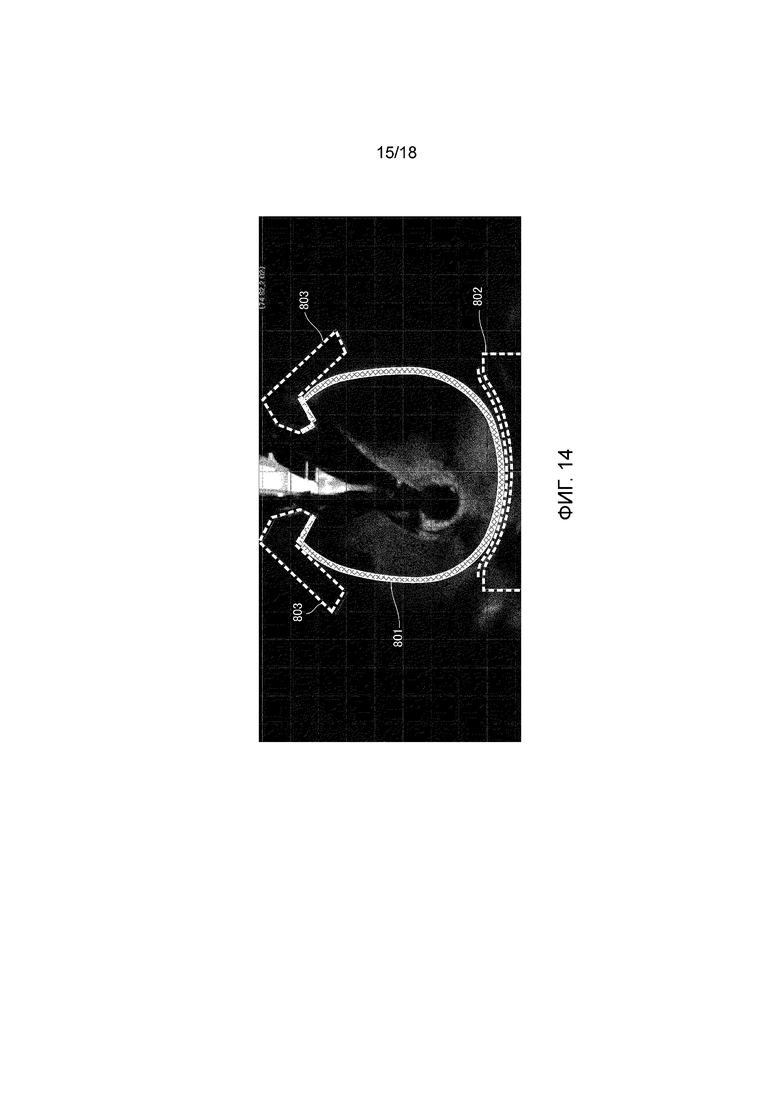
Фиг. 14 показывает еще один пример экрана дисплея вспомогательного блока корректировки согласно второму примерному варианту осуществления настоящего изобретения;
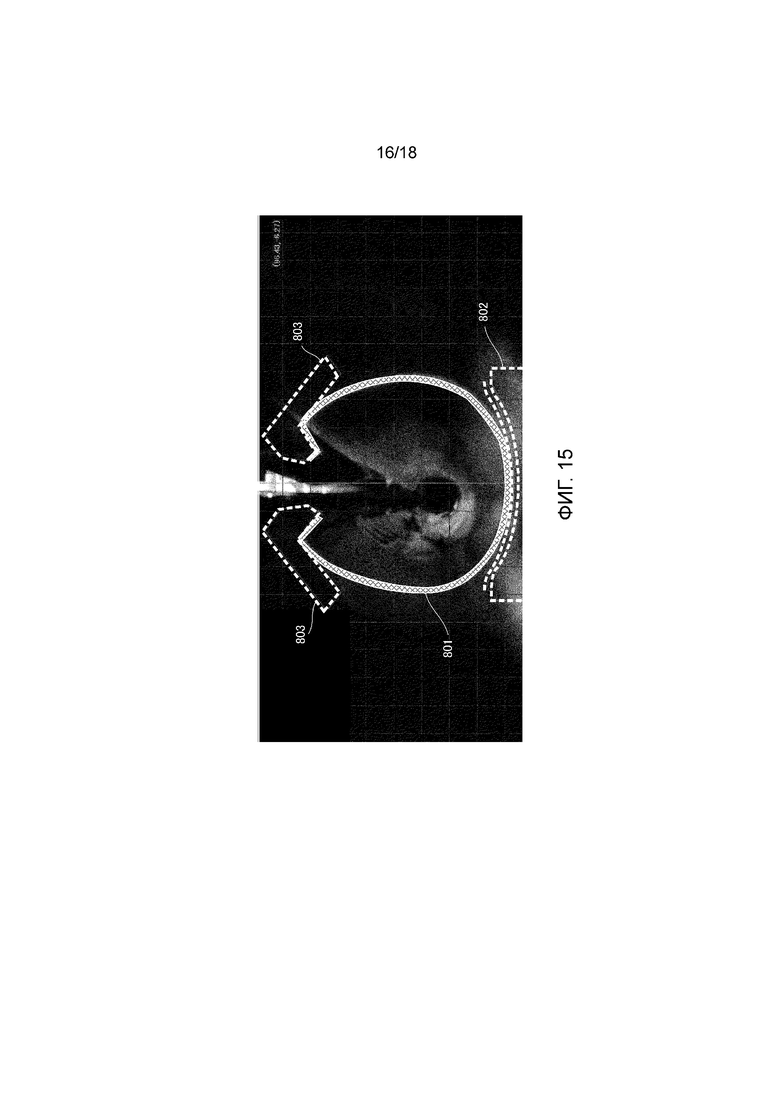
Фиг. 15 показывает еще один пример экрана дисплея вспомогательного блока корректировки согласно второму примерному варианту осуществления настоящего изобретения;
Фиг. 16 показывает еще один пример экрана дисплея вспомогательного блока корректировки согласно второму примерному варианту осуществления настоящего изобретения; и
Фиг. 17 показывает компоновку блока осмотра формы поверхности согласно третьему примерному варианту осуществления настоящего изобретения.
ОПИСАНИЕ ПРИМЕРНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0010] Далее со ссылкой на прилагаемые чертежи будут подробно описаны примерные варианты осуществления настоящего изобретения. Следует отметить, что относительное расположение компонентов, численные выражения и числовые значения, сформулированные в этих примерных вариантах осуществления, не ограничивают область охвата настоящего изобретения, если явно не указано иное.
[0011] [Первый примерный вариант осуществления]
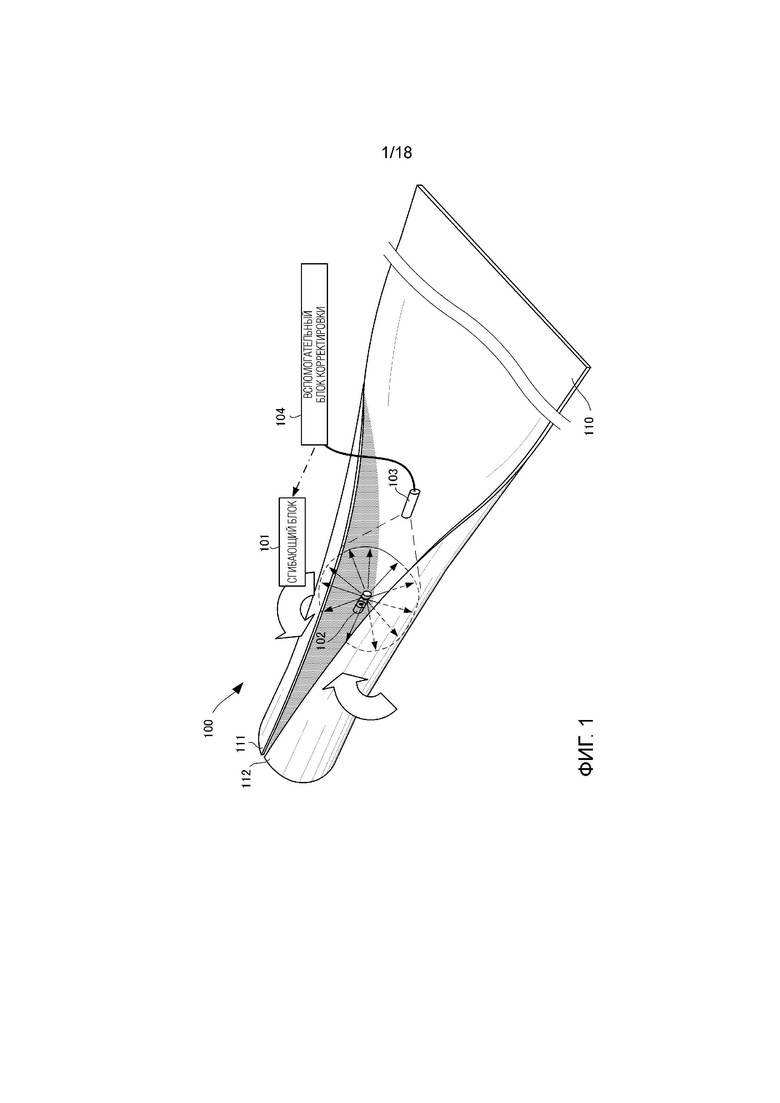
Устройство 100 для производства сварной трубы согласно первому примерному варианту осуществления настоящего изобретения будет описано со ссылкой на Фиг. 1. Устройство 100 для производства сварной трубы является устройством, которое производит сварную трубу путем сгибания металлической пластины 110 и сварки примыкающих концевых частей 111 и 112.
[0012] Как показано на Фиг. 1, устройство 100 для производства сварной трубы включает в себя сгибающий блок 101, светоизлучатель 102, блок 103 захвата изображения и вспомогательный блок 104 корректировки.
[0013] Сгибающий блок 101 изгибает металлическую пластину 110 путем приложения силы. Светоизлучатель 102 излучает свет, имеющий направленность к внутренней поверхности изогнутой металлической пластины 110. Блок 103 захвата изображения захватывает свет, излучаемый светоизлучателем 102 и отражаемый металлической пластиной 110. Вспомогательный блок 104 корректировки помогает отрегулировать сгибающий блок 101 в соответствии с формой отраженного света.
[0014] При такой компоновке возможно отрегулировать устройство путем наблюдения изменения формы сварной трубы во время производства сварной трубы для того, чтобы найти дефект изгиба металлической пластины 110, производя тем самым более качественную сварную трубу.
[0015] [Второй примерный вариант осуществления]
Далее со ссылкой на Фиг. 2 и последующие чертежи описывается устройство 200 для производства сварной трубы согласно второму примерному варианту осуществления настоящего изобретения.
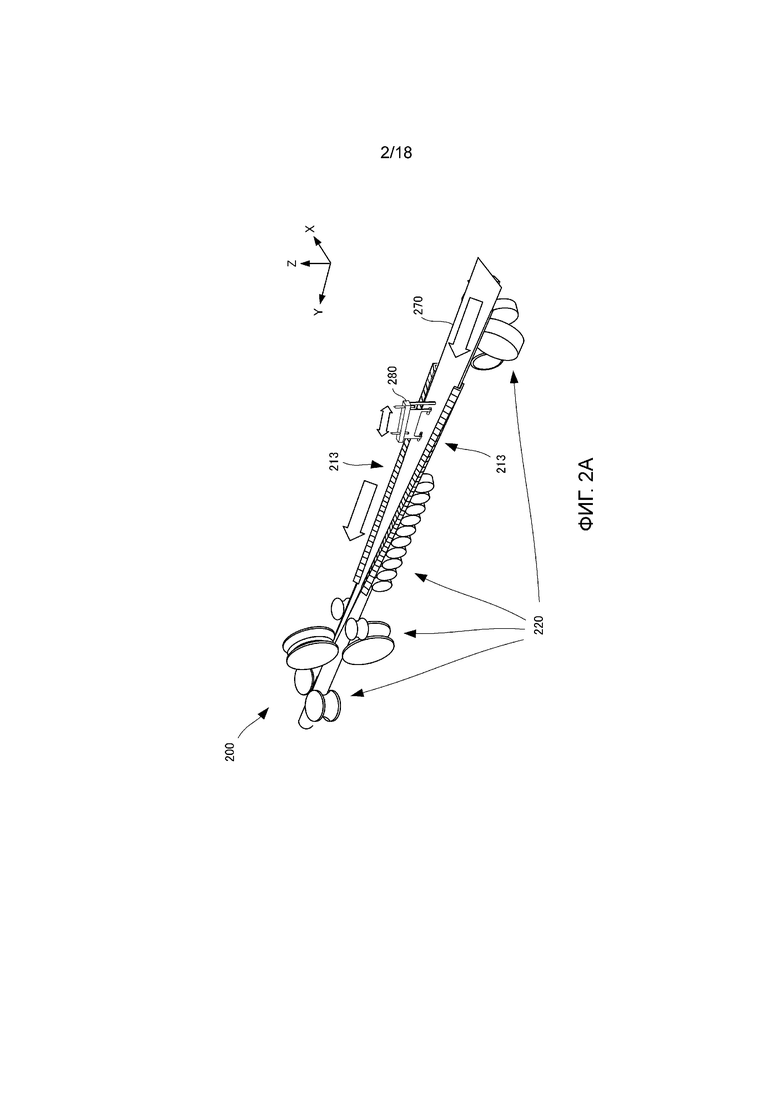
[0016] Фиг. 2A показывает схематическую компоновку путем извлечения характерной части устройства 200 для производства сварной трубы. Как показано на Фиг. 2A, плоская металлическая пластина 270 в качестве формуемого материала непрерывно ограничивается и сгибается с использованием наборов 213 гибочных штампов и группы 220 роликов.
[0017] Подразумевается, что пара расположенных напротив друг друга наборов 213 гибочных штампов имеет низкое входное сопротивление для перемещения в направлении, обозначенном стрелкой, с той же самой скоростью, с которой подается металлическая пластина 270, и может полностью подавить прокатку, и таким образом состояние примыкания краевых частей является чрезвычайно удовлетворительным. Блок 280 осмотра формы поверхности может перемещаться вдоль металлической пластины 270 и определять степень изгиба в каждом положении металлической пластины 270 по оси Y. В результате становится возможным очень быстро выполнять необходимую регулировку устройства.
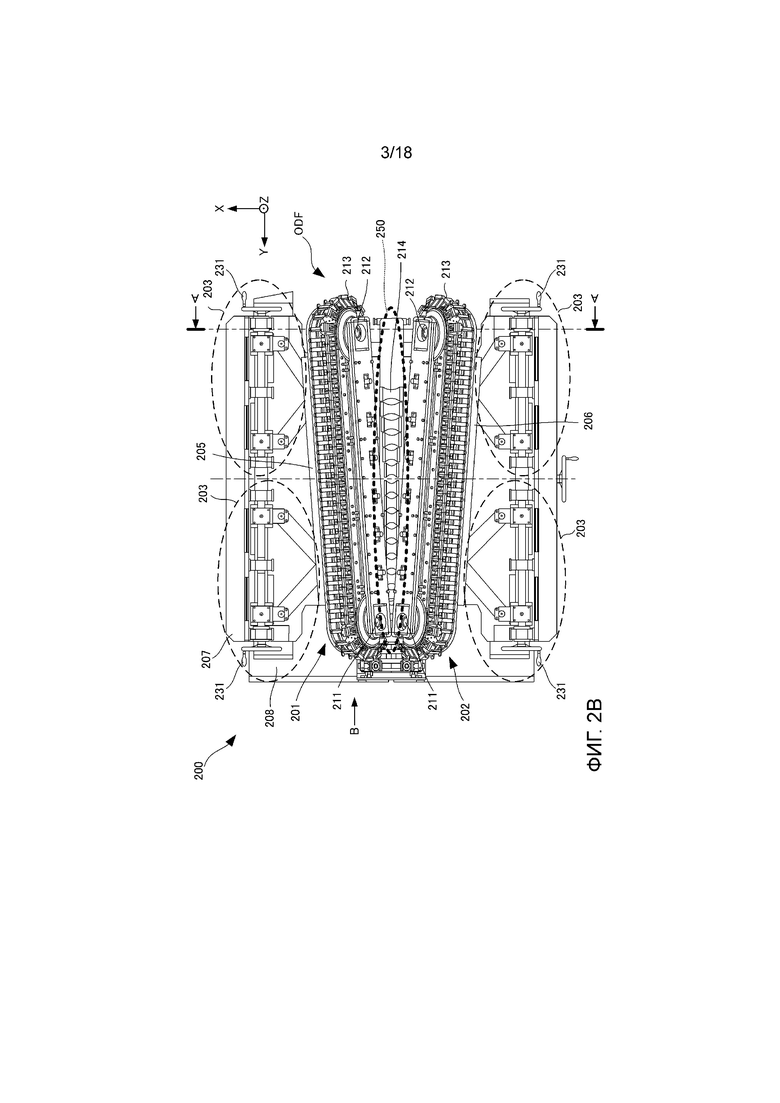
[0018] Фиг. 2B показывает вид сверху подробной компоновки устройства 200 для производства сварной трубы в соответствии с данным примерным вариантом осуществления. Устройство 200 для производства сварной трубы включает в себя два непрерывных гусеничных блока 201 и 202. Каждый из непрерывных гусеничных блоков 201 и 202 включает в себя ведущее колесо 211, паразитное колесо 212 и овальный ремень, окружающий колеса. Овальный ремень включает в себя множество непрерывных наборов 213 гибочных штампов. Когда ведущее колесо 211 перемещает ремень, все наборы 213 гибочных штампов вращаются на непрерывной гусенице.
[0019] Когда наборы 213 гибочных штампов контактируют с двумя концевыми частями в направлении ширины длинной металлической пластины (не показанной на Фиг. 2B) в качестве формуемого материала, вставляемого с правой стороны в направлении Y на Фиг. 2B, и прикладывают силу к двум концевым частям, одновременно с этим непрерывно изменяя направление, длинная металлическая пластина сгибается, формируя металлическую трубу. Когда наборы 213 гибочных штампов перемещаются синхронно с перемещением формуемого материала, эти две концевые части и наборы 213 гибочных штампов находятся в плотном контакте друг с другом, имея достаточную поверхность соприкосновения, и никакого проскальзывания не происходит. Следовательно, возможно стабильно формировать как очень тонкие трубы большого диаметра, так и толстые трубы малого диаметра.
[0020] Непрерывные гусеничные блоки 201 и 202 наклонены и поддерживаются в направлениях X и Z, и выполнены с возможностью регулировки этих углов наклона. Непрерывные гусеничные блоки 201 и 202 помещаются на станине 207 посредством наклонных рам 205 и 206, и станина 207 является подвижной вертикально в направлении Z относительно основания 208.
[0021] Для того, чтобы управлять положениями непрерывных гусеничных блоков 201 и 202 в направлении оси Y, в станине 207 предусматриваются четыре рычажных механизма 203, которые могут соответственно регулировать положения в направлении оси Y и наклоны непрерывного гусеничного блока 201 и 202 с использованием рукояток 231. Рычажные механизмы 203 располагают непрерывные гусеничные блоки 201 и 202 так, чтобы расстояние в направлении X между непрерывными гусеничными блоками 201 и 202 становилось меньше в направлении Y от входной стороны (правой стороны на Фиг. 2B) к выходной стороне (левой стороне на Фиг. 2B).
[0022] В этом устройстве 200 для производства сварной трубы множество наборов 214 поддерживающих роликов, которые упираются в направлении оси Х в центральную часть сгибаемой металлической пластины для того, чтобы поддержать ее снизу и определить нижнюю изгибаемую поверхность, выстраивается в направлении Y ниже формующей области 250, в которую подается металлическая пластина.
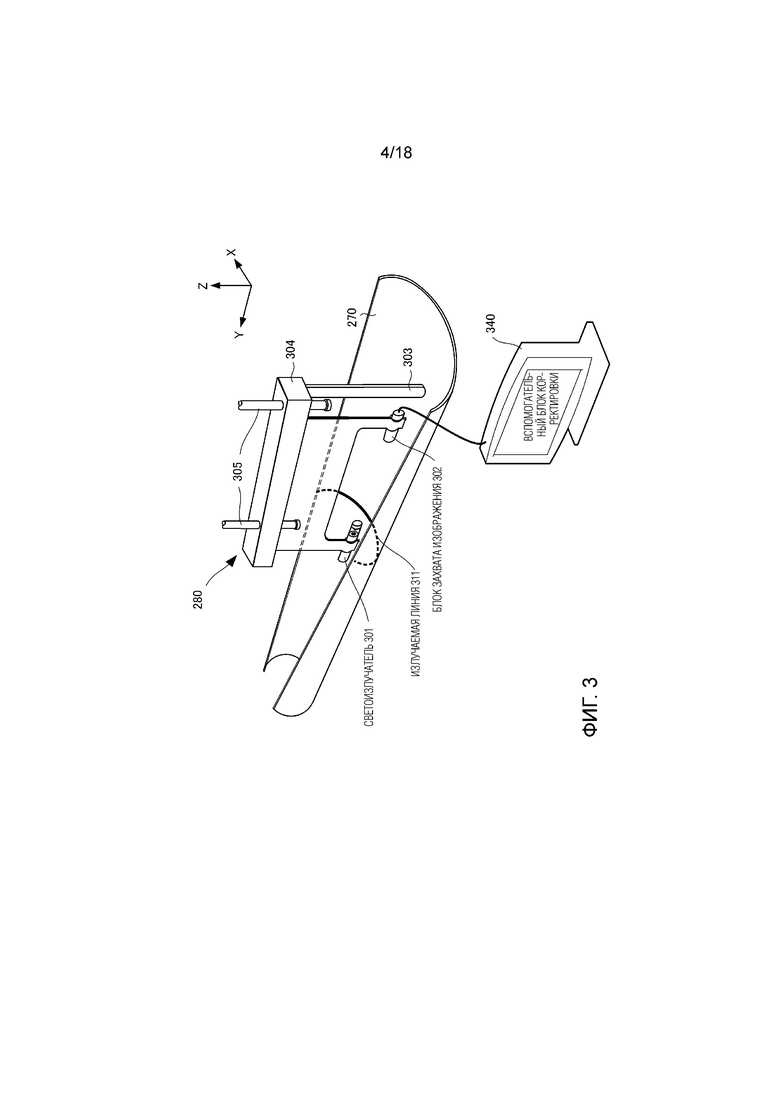
[0023] В этом примерном варианте осуществления в формующей области 250 располагается блок 280 осмотра формы поверхности, подвижный в направлении Y, как показано на Фиг. 3. Блок 280 осмотра формы поверхности включает в себя светоизлучатель 301, который создает линию 311 путем излучения света, направленного к внутренней поверхности сгибаемой металлической пластины 270, и блок 302 захвата изображения, который захватывает линию 311. Блок 280 осмотра формы поверхности дополнительно включает в себя примыкающий элемент 303, который примыкает к самой нижней внутренней поверхности металлической пластины 270, и несущий элемент 304, служащий подвеской и поддержкой для светоизлучателя 301, блока 302 захвата изображения и примыкающего элемента 303. Несущий элемент 304 может вертикально скользить вдоль двух вертикальных валов 305. В результате, даже если металлическая пластина 270 сгибается сильнее, примыкающий элемент 303 всегда примыкает к внутренней поверхности металлической пластины 270. Если несущий элемент 304, который поддерживает светоизлучатель 301 и блок 302 захвата изображения, движется в направлении Y, несущий элемент 304 скользит в направлениях Y и Z, поддерживая постоянное расстояние от самой нижней внутренней поверхности металлической пластины 270, определяя тем самым форму внутренней поверхности металлической пластины 270. Расстояние от самой нижней внутренней поверхности металлической пластины 270 при этом должно быть изменено в соответствии с требуемыми размерами готовой сварной трубы. Таким образом, используется примыкающий элемент 303, имеющий длину, соответствующую внутреннему диаметру производимой сварной трубы.
[0024] Вспомогательный блок 340 корректировки способствует регулировке наборов 214 поддерживающих роликов, служащих в качестве сгибающего блока в соответствии с формой линии 311 (отраженного света).
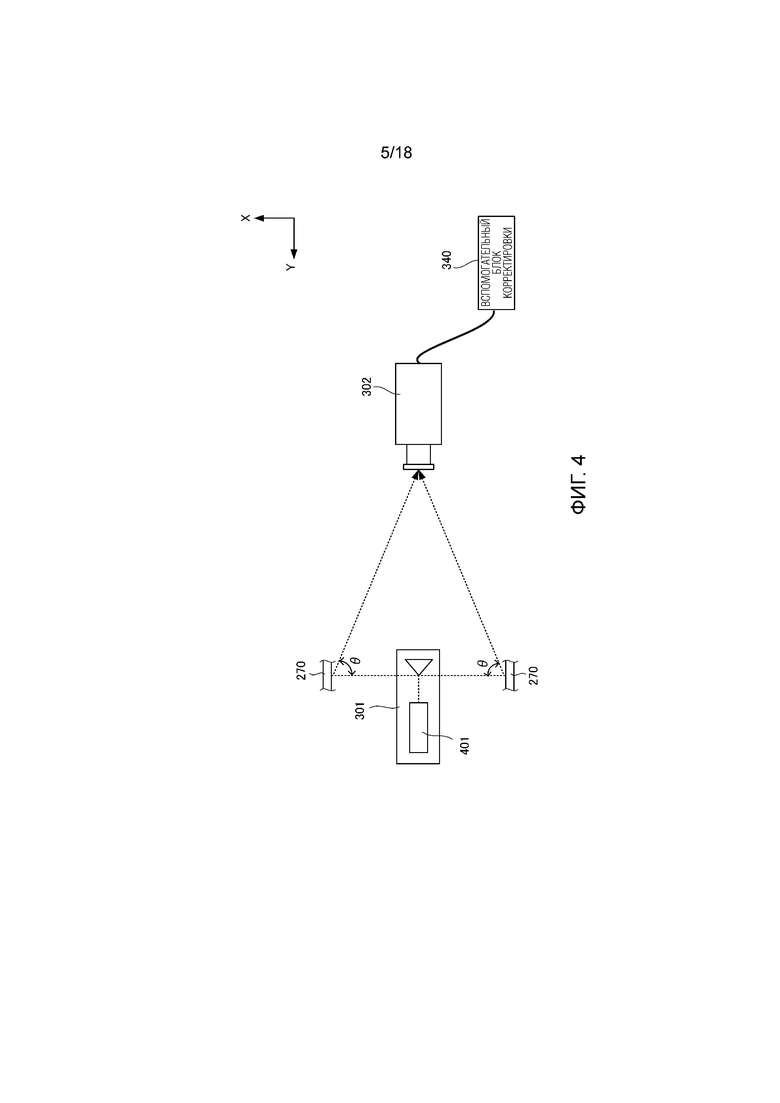
[0025] Фиг. 4 показывает оптическое соотношение между светоизлучателем 301 и блоком 302 захвата изображения. Свет, излучаемый из лазерного осциллятора 401, включенного в светоизлучатель 301, отражается коническим зеркалом 402, и вся изогнутая внутренняя поверхность металлической пластины 270 облучается отраженным светом в качестве кольцевого луча лазера, создавая тем самым линию 311. Например, блок 302 захвата изображения, такой как датчик изображения, захватывает форму линии 311. Вспомогательный блок 340 корректировки может показывать захваченную линию 311 на мониторе как она есть, или накладывать захваченную линию 311 на проектную форму внутренней поверхности для того, чтобы показать разницу между ними или те размеры, которые необходимо отрегулировать.
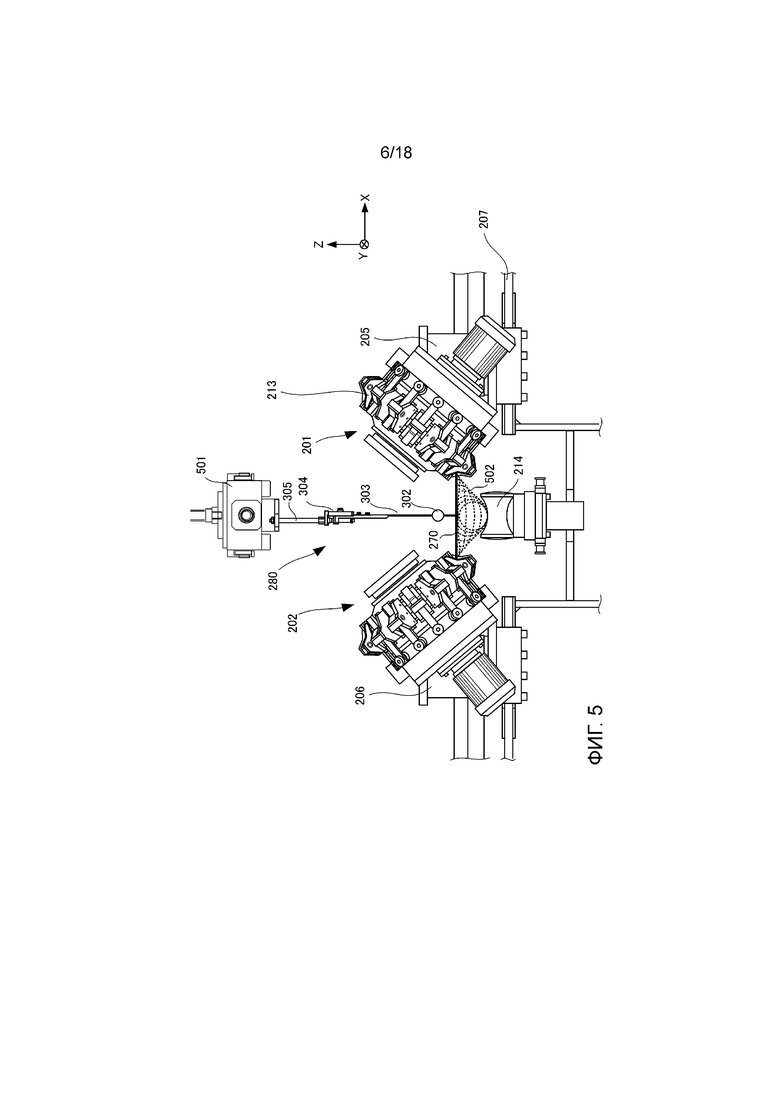
[0026] Фиг. 5 показывает вид с конца по линии А-А, если смотреть на непрерывные гусеничные блоки 201 и 202 и блок 280 осмотра формы поверхности с входной стороны в направлении оси Y. Для простоты понимания Фиг. 5 показывает только главную часть, опуская компоновку на выходной стороне.
[0027] Как показано на Фиг. 5, непрерывные гусеничные блоки 201 и 202 располагаются на одинаковой высоте с помощью вертикально движущегося механизма так, чтобы противоположные наборы 213 гибочных штампов находились на горизонтали. Однако, если смотреть в направлении оси Y, непрерывные гусеничные блоки 201 и 202 являются наклонными, и располагаются так, чтобы они имели V-образное сечение.
[0028] Металлическая пластина 270 удерживается и деформируется между наборами 213 гибочных штампов расположенных таким образом непрерывных гусеничных блоков 201 и 202. Пунктирные линии 502 показывают процесс деформации металлической пластины.
[0029] Блок 280 осмотра формы поверхности располагается в центре между непрерывными гусеничными блоками 201 и 202 и перемещается в направлении Y приводом 501. Таким образом возможно в любое время захватить форму внутренней поверхности металлической пластины 270, которая постепенно деформируется по всей длине на Фиг. 5.
[0030] Кроме того, путем использования блока 280 осмотра формы поверхности в состоянии, в котором нет никакой металлической пластины 270, фактическая форма поверхности набора 214 поддерживающих роликов может быть получена в виде данных изображения. Путем сравнения степени деформации металлической пластины 270 и формы поверхности набора 214 поддерживающих роликов друг с другом можно пересмотреть компоновку набора 214 поддерживающих роликов в направлениях Y и Z и форму самих поддерживающих роликов.
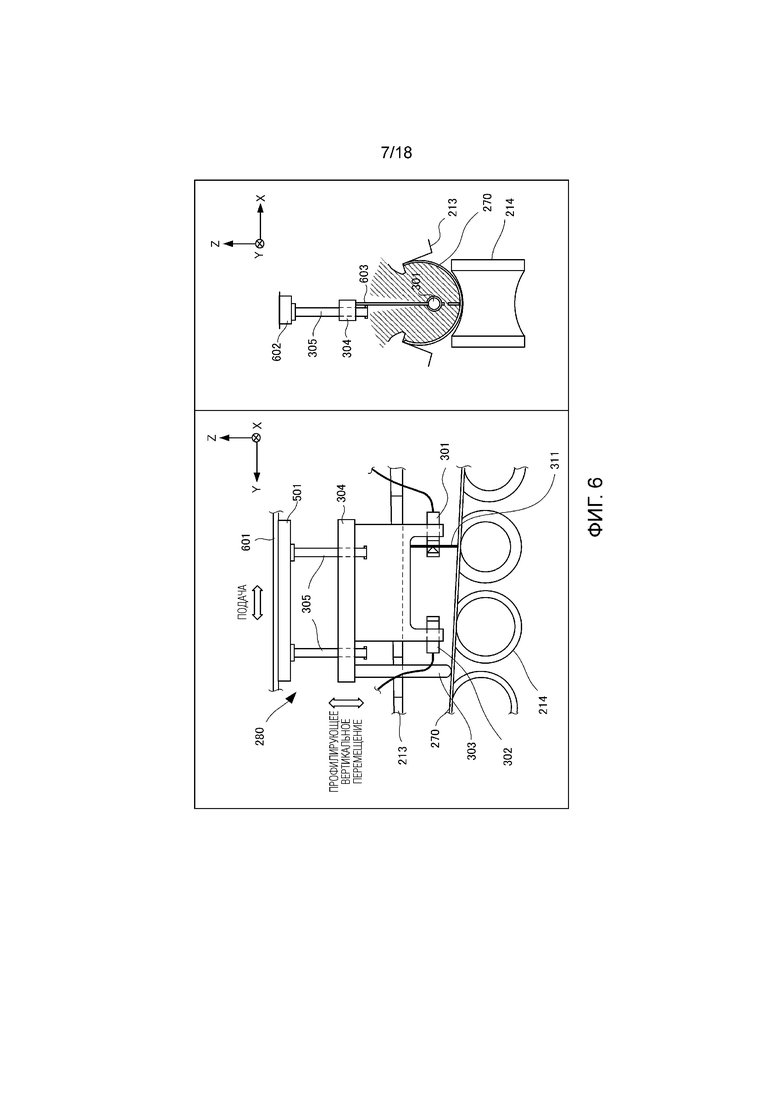
[0031] Фиг. 6 показывает подробную компоновку блока 280 осмотра формы поверхности. Блок 280 осмотра формы поверхности скользит вдоль рельса 601, предусмотренного над набором 214 поддерживающих роликов. При этом, когда примыкающий элемент 303 примыкает к самой нижней внутренней поверхности металлической пластины 270, несущий элемент 304 перемещается вертикально. Наряду с этим светоизлучатель 301 и блок 302 захвата изображения также перемещаются вертикально. Таким образом, если блок 280 осмотра формы поверхности движется в направлении Y, он скользит в направлениях Y и Z, поддерживая постоянное расстояние от самой нижней внутренней поверхности металлической пластины 270, определяя тем самым форму внутренней поверхности металлической пластины 270. Заштрихованная часть на правом изображении показывает область облучения светом.
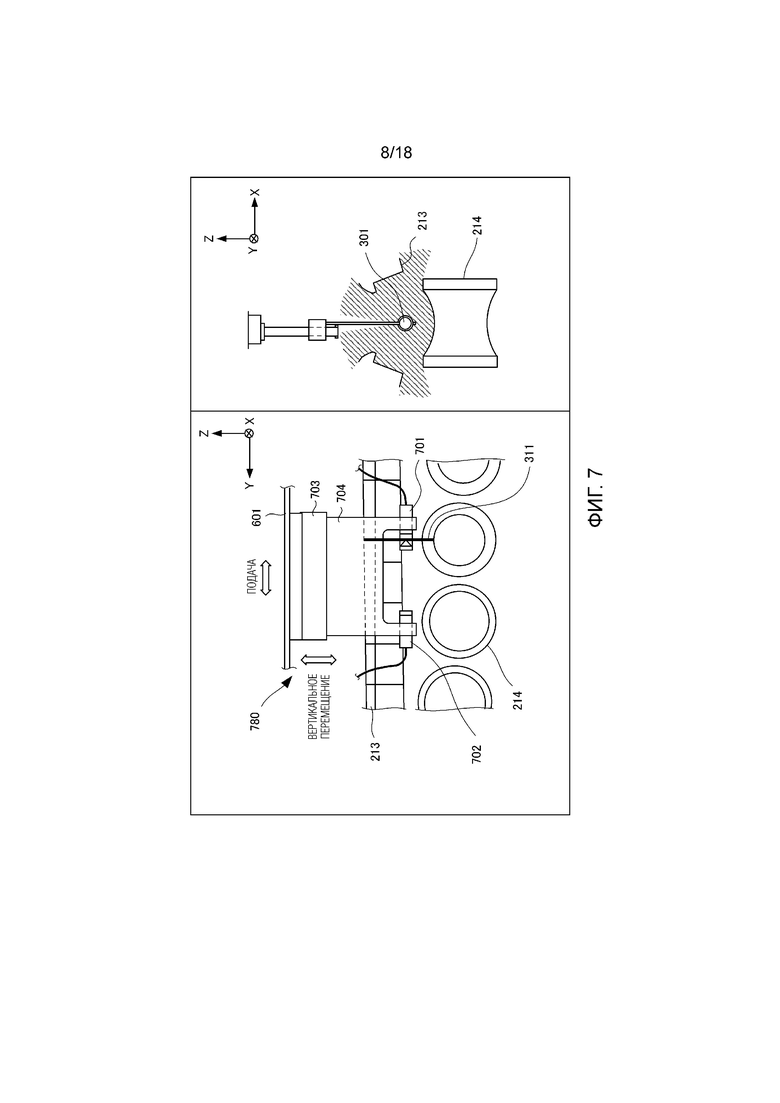
[0032] Фиг. 7 представляет собой пояснительный вид блока 780 осмотра формы поверхности, который осматривает форму поверхности набора 214 поддерживающих роликов. Блок 780 осмотра формы поверхности скользит вдоль рельса 601, предусмотренного над набором 214 поддерживающих роликов, аналогично блоку 280 осмотра формы поверхности, показанному на Фиг. 6, но не включает в себя примыкающий элемент 303. Несущий элемент 704 перемещается вертикально с помощью блока 703 вертикального перемещения. Наряду с этим светоизлучатель 701 и блок 702 захвата изображения также перемещаются вертикально. Свет, излучаемый из светоизлучателя 701, отражается верхней поверхностью набора 214 поддерживающих роликов, и блок фиксации изображения 702 захватывает отраженный свет, определяя тем самым положение и форму набора 214 поддерживающих роликов. Заштрихованная часть на правом изображении показывает область облучения светом.
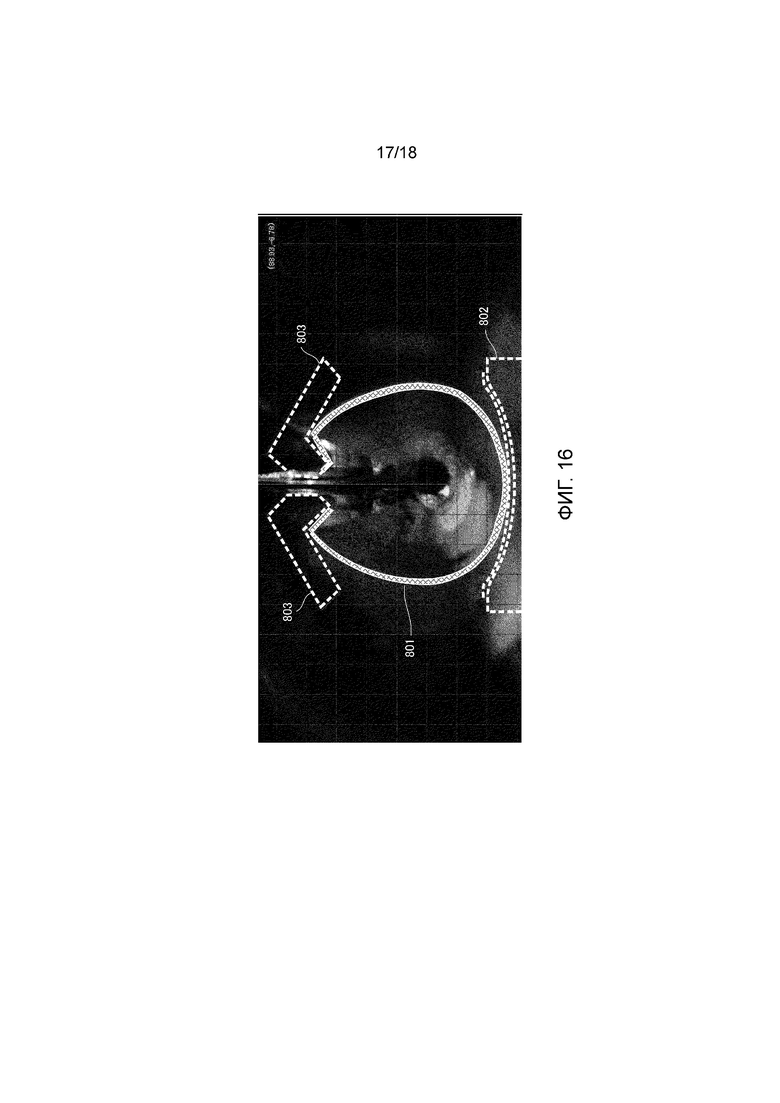
[0033] Каждая из Фиг. 8-16 показывает экран дисплея вспомогательного блока 340 корректировки, когда используется вышеописанный блок 280 или 780 осмотра формы поверхности. По мере того, как блок 280 осмотра формы поверхности перемещается в направлении Y, экран дисплея изменяется от Фиг. 8 к Фиг. 16 в соответствии со стадией формования.
[0034] С помощью этих изображений можно сравнить захваченное изображение 801 линии 311, сформированной облучением кольцевым лучом лазера, захваченное изображение 802 формы поверхности набора 214 поддерживающих роликов и нарисованные изображения 803, показывающие проектные положения наборов 213 гибочных штампов. Это позволяет подтвердить степень деформации металлической пластины 270 и определить размеры корректировки набора 214 поддерживающих роликов и т.п.
[0035] Вспомогательный блок 340 корректировки может показывать cпроектированную форму внутренней поверхности металлической пластины 270 вместе с формой отраженного света.
[0036] С помощью вышеописанной компоновки можно регулировать устройство путем нахождения дефекта изгиба металлической пластины 110 во время производства сварной трубы, производя тем самым более точную сварную трубу. Следует отметить, что если поверхность набора 214 поддерживающих роликов является блестящей, кольцевой луч лазера отражается полностью (количество рассеянного света уменьшается), что создает для блока 702 захвата изображения проблему с захватом отраженного света. Для того, чтобы решить эту проблему, может выполняться поверхностная обработка набора 214 поддерживающих роликов для устранения блеска поверхности и тем самым облегчения захвата отраженного света. Например, может выполняться азотирование поддерживающих роликов для того, чтобы сделать их черными, или их поверхность может быть просто покрашена.
[0037] [Третий примерный вариант осуществления]
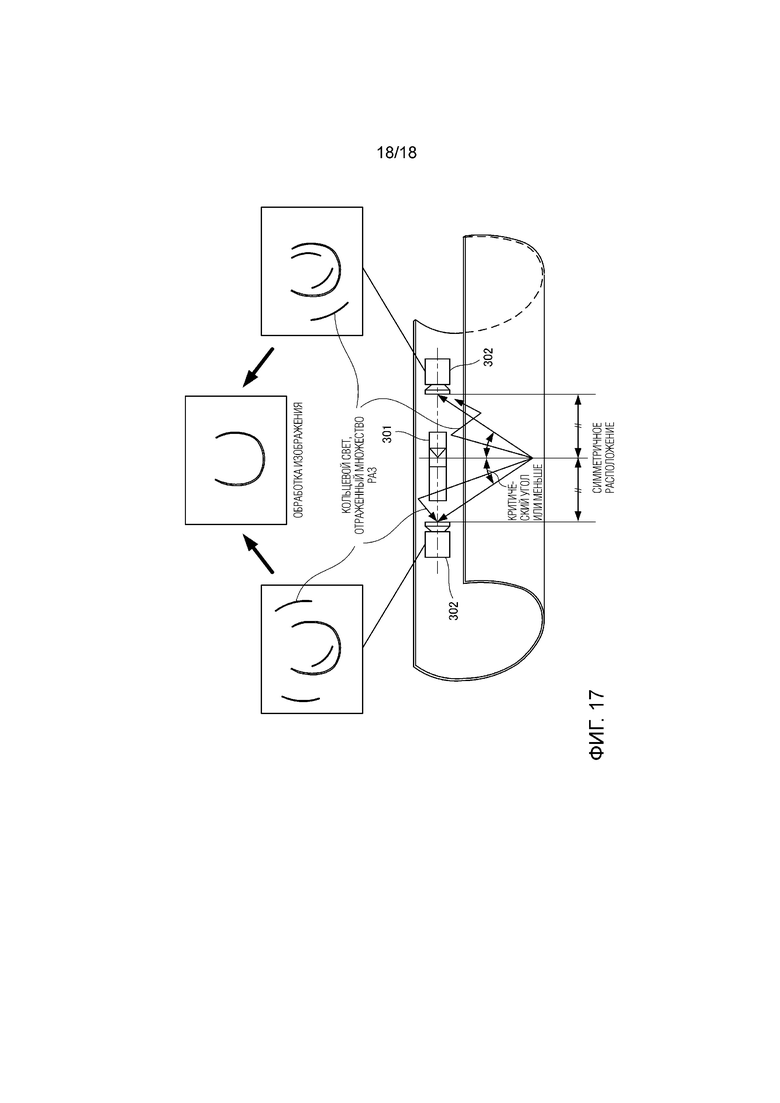
Устройство для производства сварной трубы согласно третьему примерному варианту осуществления настоящего изобретения будет описано далее со ссылкой на Фиг. 17.
[0038] Алюминиевый материал, медный материал и материал нержавеющей стали, используемые в качестве материалов сварной трубы, могут иметь блестящую поверхность. Если используется материал, имеющий блестящую поверхность, даже если этот материал облучается лучом лазера, получается нежелательное состояние, близкое к состоянию полного отражения. Таким образом, диапазон угла рассеянного отражения (критический угол) сужается. Для того, чтобы справиться с этим, в данном примерном варианте осуществления, как показано на Фиг. 17, блок 302 захвата изображения располагается в диапазоне критического угла в соответствии со степенью блеска материала.
[0039] С другой стороны, сильный блеск поверхности создает проблему увеличения шумовых компонентов, таких как множественные лучи отраженного света, создаваемые компонентами обычного отраженного света.
[0040] Для решения этой проблемы в данном примерном варианте осуществления, как показано на Фиг. 17, один блок 302 захвата изображения располагается в каждом из симметричных положений в направлении оси Y, охватывая плоскость, в которой распространяется кольцевой луч лазера, то есть, на каждой из входной и выходной сторон, и захватывает один из лучей отраженного света в симметричных направлениях на оси Y от излучаемой линии 311. Два набора захваченных данных, полученных парой блоков 302 захвата изображения, подвергаются обработке изображения, например разностной обработке, чтобы удалить множественные компоненты отраженного света (шум), получая тем самым форму поверхности из излучаемой линии 311.
[0041] Следует отметить, что возможно улучшить точность обнаружения формы за счет использования щелевого света светоизлучающего диода (LED), который не содержит спектрального шума и практически не дает нерегулярных отражений. Кроме того, например, можно использовать оптическую систему, которая изменяет расположение блоков 302 захвата изображения в соответствии с наличием/отсутствием блеска измеряемого материала, или изменяет фокусное расстояние линзы.
[0042] [Другие примерные варианты осуществления]
В то время как настоящее изобретение было конкретно показано и описано со ссылкой на его примерные варианты осуществления, настоящее изобретение не ограничивается этими примерными вариантами осуществления. Специалисту в данной области техники будет понятно, что различные изменения в форме и деталях могут быть произведены в этих вариантах осуществления без отступления от духа и области охвата настоящего изобретения, определяемой прилагаемой формулой изобретения.
Изобретения заявленной группы относятся к изготовлению сварной трубы из металлической пластины. Осуществляют гибку металлической пластины с помощью сгибающего блока. Устройство содержит светоизлучатель, который испускает направленный свет к внутренней поверхности металлической пластины, блок захвата изображения, который захватывает свет, излучаемый светоизлучателем и отражаемый поверхностью металлической пластины, а также вспомогательный блок корректировки для сгибающего блока в соответствии с формой отраженного света. Повышается качество сварной трубы за счет обеспечения контролирования формы металлической пластины в процессе гибки. 2 н. и 4 з.п. ф-лы, 17 ил. 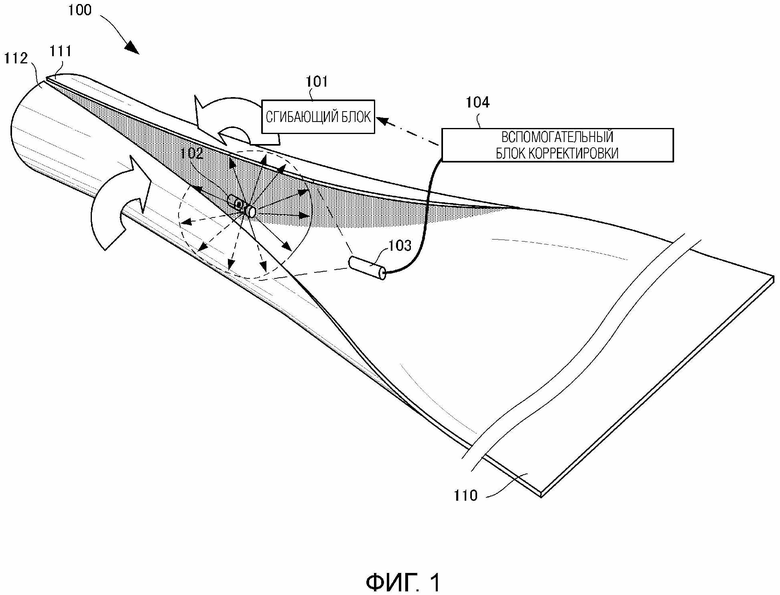
1. Устройство для производства сварной трубы путем сгибания металлической пластины и сварки примыкающих концевых частей, содержащее:
выполненный с возможностью сгибания металлической пластины сгибающий блок, содержащий пару наборов гибочных штампов, выполненных с возможностью непрерывного удержания концевых частей металлической пластины, и группу роликов, выполненных с возможностью упора в центральную часть металлической пластины и ее поддержания;
светоизлучатель, выполненный с возможностью испускания направленного света к внутренней поверхности сгибаемой металлической пластины;
блок захвата изображения, выполненный с возможностью захватывания света, излучаемого упомянутым светоизлучателем и отражаемого металлической пластиной; и
вспомогательный блок корректировки, выполненный с возможностью регулирования по меньшей мере одного из положений наборов гибочных штампов и положения группы роликов в соответствии с формой отраженного света.
2. Устройство по п. 1, в котором упомянутый вспомогательный блок корректировки содержит блок дисплея, показывающий форму отраженного света.
3. Устройство по п. 2, в котором упомянутый блок дисплея выполнен с возможностью показывания спроектированной формы внутренней поверхности металлической пластины вместе с формой отраженного света.
4. Устройство по любому из пп. 1 - 3, в котором
упомянутый блок изгиба содержит поддерживающий ролик для поддерживания металлической пластины снизу, и
упомянутый вспомогательный блок корректировки выполнен с возможностью регулировки положения упомянутого поддерживающего ролика в вертикальном направлении.
5. Устройство по п. 4, в котором
упомянутый светоизлучатель выполнен с возможностью испускания направленного света к поверхности упомянутого поддерживающего ролика,
упомянутый блок захвата изображения выполнен с возможностью захватывания света, излучаемого упомянутым светоизлучателем и отраженного поверхностью упомянутого поддерживающего ролика, и
упомянутый вспомогательный блок корректировки выполнен с возможностью регулировки упомянутого блока изгиба на основе формы света, отражаемого металлической пластиной, и формы света, отражаемого поверхностью упомянутого поддерживающего ролика.
6. Способ производства сварной трубы путем сгибания металлической пластины и сварки примыкающих концевых частей, включающий:
сгибание металлической пластины путем непрерывного удерживания концевых частей металлической пластины парой наборов гибочных штампов и упора группы роликов в центральную часть металлической пластины для поддержания центральной части;
испускание направленного света к внутренней поверхности сгибаемой металлической пластины с использованием светоизлучателя;
захват света, излучаемого светоизлучателем и отражаемого металлической пластиной; и
способствование одному или обоим из регулирования положения наборов гибочных штампов и регулирования группы роликов в соответствии с формой отраженного света.
| WO 2013145307 A1, 03.10.2013 | |||
| КОРРУГАТОР С ЗАХВАТНЫМ УСТРОЙСТВОМ | 2008 |
|
RU2466021C2 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ СОЕДИНИТЕЛЬНОЙ ТРУБЫ С МУФТОЙ, СОЕДИНИТЕЛЬНАЯ ТРУБА И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СОЕДИНИТЕЛЬНОЙ ТРУБЫ | 2005 |
|
RU2367571C2 |

