ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к оборудованию для обработки металла давлением и, в частности, к гидравлической формовочной машине и машине для формования металлических шариков.
УРОВЕНЬ ТЕХНИКИ
В настоящее время шарики из фосфорной меди широко применяют к большинству анодных материалов для нанесения гальванического покрытия в отраслях промышленной обработки электронных печатных плат и печати с медных форм. Шарики из фосфорной меди обычно формуют механическими способами, в том числе механическим прокатом и механической штамповкой.
Медные шарики, изготовляемые механическим прокатом, обычно имеют маленький диаметр и грубую и неровную внутреннюю зернистую структуру, а также плохую компактность и яркость на поверхности и низкое качество. Выход готовых продуктов при прокате составляет около 75–82%, что требует большого количества рабочих для отбора некачественных продуктов на производственной линии. Между тем ролики имеют короткий срок службы и высокую стоимость. Прокатное оборудование создает сильную вибрацию и шум выше предельно допустимых.
Механическая штамповка использует механическую передачу и имеет небольшое усилие формования, так что диапазон технических характеристик производимых медных шариков небольшой. Механизм передачи принимает передачи высшей кинематической пары, поэтому механический износ серьезный и расходы на запчасти высокие. Кроме того, зазоры подвижного механизма нельзя компенсировать автоматически, так что после механического износа параметры движения оборудования неустойчивы, что приводит к нестабильному качеству медных шариков и сокращает выход готовой продукции и эффективность производства. В тяжелых случаях оборудование заклинивается или даже выходит из строя. Оборудование для штамповки имеет сложное устройство и требует большого объема работ по техническому обслуживанию, что приводит к высоким стоимости технического обслуживания и коэффициенту простоя. Кроме того, оборудование для штамповки создает слишком сильные шум и вибрацию, которые неблагоприятны для окружающей среды.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Целью настоящего изобретения является создание гидравлической формовочной машины, которая использует экструзионное формование и имеет функции сдвиговой резки, выдавливания, выталкивания и приема и может непосредственно экструдировать заготовку после отрезания. Можно улучшить качество продукта и выход готовой продукции. Можно увеличить срок службы инструментов и пресс-форм и сократить расходы на замену и эксплуатацию. Улучшаются надежность работы и возможности непрерывной эксплуатации. Снижаются частота отказов, рабочая нагрузка по техническому обслуживанию и требования к квалификации рабочих по техническому обслуживанию. Снижаются затраты на запасные части и техническое обслуживание. Шум во время работы снижается, и условия труда улучшаются.
Другой целью настоящего изобретения является создание машины для формования металлических шариков с целью улучшения качества продукции и эффективности работы.
Гидравлическая формовочная машина содержит корпус, режущий механизм, формовочную матрицу, выталкиватель и приводной механизм. Корпус снабжен по меньшей мере одной первой монтажной поверхностью. Формовочная матрица содержит подвижную матрицу и неподвижную матрицу, согласованную с подвижной матрицей. Выталкиватель содержит первый выталкивающий компонент, расположенный на стороне подвижной матрицы, и второй выталкивающий компонент, расположенный на стороне неподвижной матрицы.
Корпус снабжен загрузочным отверстием, проходящим сквозь первую монтажную поверхность. Режущий механизм и неподвижная матрица расположены на первой монтажной поверхности корпуса и на двух сторонах выходного конца загрузочного отверстия. Подвижная матрица расположена на приводном механизме и приводится в движение приводным механизмом для приближения к неподвижной матрице или удаления от нее в направлении, перпендикулярном первой монтажной поверхности. Заготовку, отрезанную режущим механизмом, формуют выдавливанием между неподвижной матрицей и подвижной матрицей.
Заготовка поступает через загрузочное отверстие корпуса. На выходном конце загрузочного отверстия заготовка отрезается режущим механизмом на стороне загрузочного отверстия и переносится в неподвижную матрицу. Подвижная матрица приближается к неподвижной матрице под действием приводного механизма и формует выдавливанием отрезанную заготовку путем совмещения с неподвижной матрицей для выполнения формования выдавливанием. Подвижная матрица удаляется от неподвижной матрицы под действием приводного механизма. В это время первый выталкивающий компонент и второй выталкивающий компонент действуют одновременно, выталкивая сформованный выдавливанием продукт из пространства между неподвижной матрицей и подвижной матрицей. Сформованный выдавливанием продукт падает в приемное устройство под действием силы тяжести и собирается приемным устройством, и таким образом формование завершается.
В частном случае приводной механизм содержит главный гидравлический цилиндр. Корпус снабжен, по меньшей мере, одной второй монтажной поверхностью, параллельной первой монтажной поверхности. Главный гидравлический цилиндр установлен на второй монтажной поверхности корпуса. Ось штока поршня главного гидравлического цилиндра перпендикулярна второй монтажной поверхности. Конец штока поршня главного гидравлического цилиндра обращен к первой монтажной поверхности. Подвижная матрица расположена на конце штока поршня главного гидравлического цилиндра.
В частном случае приводной механизм дополнительно содержит скользящий компонент, находящийся между первой монтажной поверхностью и второй монтажной поверхностью. Скользящий компонент содержит скользящий блок, первую направляющую и вторую направляющую. Две стороны скользящего блока соответственно сцеплены с возможностью скольжения с первой направляющей и второй направляющей. Шток поршня главного гидравлического цилиндра соединен с одним концом скользящего блока, а подвижная матрица и первый выталкивающий компонент расположены на другом конце подвижного блока.
В частном случае корпус выполнен с возможностью установки всех компонентов: режущего механизма, формовочной матрицы, выталкивателя, скользящего блока и главного гидравлического цилиндра.
В частном случае режущий механизм содержит приводное устройство резания, нож гильотинного типа, вырубной штамп, зажим и приводное устройство зажима. Нож гильотинного типа с лезвием ножа и зажим снабжены зажимной частью.
Вырубной штамп снабжен первой монтажной поверхностью и подающим входным отверстием, расположенным концентрически с загрузочным отверстием. На выходном конце подающего входного отверстия предусмотрено пространство для обработки. Нож гильотинного типа приводится в движение приводным устройством резания для возвратно-поступательного движения перпендикулярно оси подающего входного отверстия, зажимная часть зажима приводится в движение приводным устройством зажима для приближения к лезвию ножа или удаления от него. Зажимная часть зажима и лезвие ножа гильотинного типа приводятся в движение приводным устройством зажима с целью зажима заготовки в пространстве для обработки и синхронного перемещения в положение между неподвижной матрицей и подвижной матрицей для формования выдавливанием заготовки.
В частном случае устройство привода резания содержит направляющий механизм и режущий скользящий блок. Направляющий механизм предусмотрен на первой монтажной поверхности и на стороне вырубного штампа. Задаваемое направляющим механизмом направление перпендикулярно направлению прохождения оси подающего входного отверстия. Режущий скользящий блок сцеплен с возможностью скольжения с направляющим механизмом. Нож гильотинного типа расположен на стороне возле вырубного штампа.
В частном случае приводное устройство резания дополнительно содержит гидравлический цилиндр. Конец режущего скользящего блока, удаленный от вырубного штампа, соединен со штоком поршня гидравлического цилиндра резания.
В частном случае зажим дополнительно снабжен поворотным стержнем и приводным концом. Поворотный стержень шарнирно соединен с концом режущего скользящего блока. Нож гильотинного типа расположен на конце режущего скользящего блока. Приводной конец соединен с приводным устройством зажима. Зажим приводится в действие приводным устройством зажима для осуществления возвратно-поступательного движения вокруг поворотного стержня и перемещения вместе со скользящим блоком ножа гильотинного типа.
В частном случае гидравлическая формовочная машина дополнительно содержит гидравлическую систему управления и электрическую систему управления.
В частном случае гидравлическая формовочная машина содержит приемное устройство, расположенное на стороне первой монтажной поверхности под неподвижной матрицей.
Машина для формования металлических шариков содержит: подающее устройство, зажимное устройство, выпрямляющее устройство, устройство подачи фиксированной длины, основную раму, устройство для резки заготовок, матричное устройство для формования медных шариков, выталкиватель шариков, скользящий компонент, а также гидравлическое силовое устройство, приемное устройство для шариков, гидравлическую систему управления и электрическую систему управления. Медный шарик формуют с помощью машины для формования металлических шариков с использованием гидравлической энергии.
Изобретение обеспечивает следующие положительные эффекты. Гидравлическая формовочная машина, предложенная в настоящей заявке, имеет функции резания, экструзионного формования, выталкивания и приема и может непосредственно формовать выдавливанием заготовку после ее отрезания. На гидравлической формовочной машине все эти движения могут быть выполнены одновременно.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Для более наглядной иллюстрации технических решений вариантов осуществления настоящего изобретения ниже будут кратко описаны чертежи, используемые в вариантах осуществления. Следует понимать, что следующие чертежи демонстрируют только конкретные варианты осуществления настоящего изобретения и не должны ограничивать объем изобретения. Специалисты в данной области техники могут без всяких творческих усилий получить другие родственные фигуры в соответствии с этими чертежами.
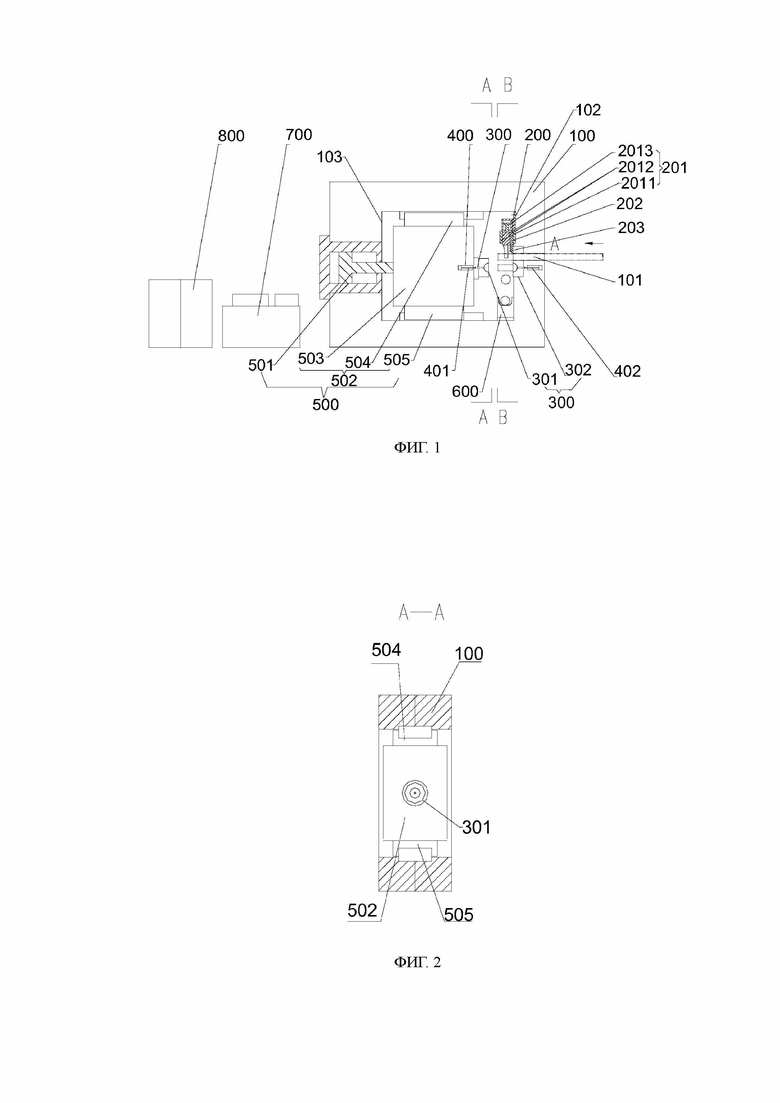
На ФИГ. 1 приведена принципиальная схема, показывающая гидравлическую формовочную машину в соответствии с вариантом осуществления настоящего изобретения.
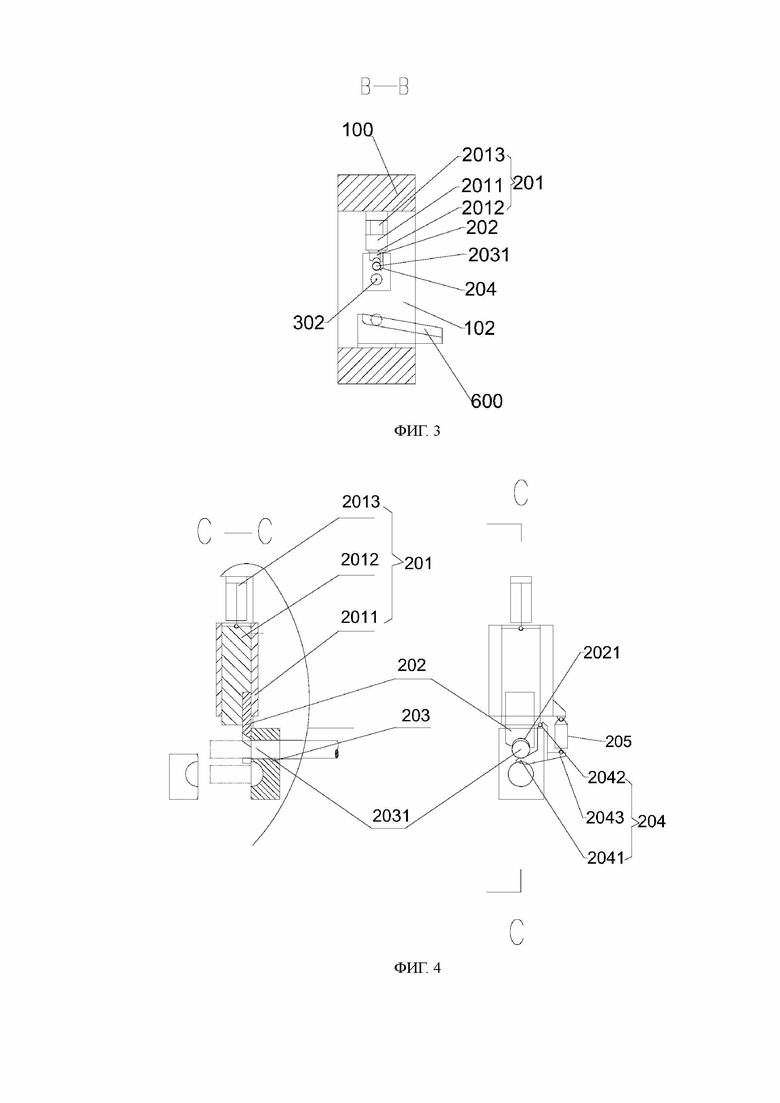
ФИГ. 2 представляет собой вид в разрезе вдоль линии A-A, указанной на ФИГ. 1.
ФИГ. 3 представляет собой вид в разрезе вдоль линии B-B, указанной на ФИГ. 1.
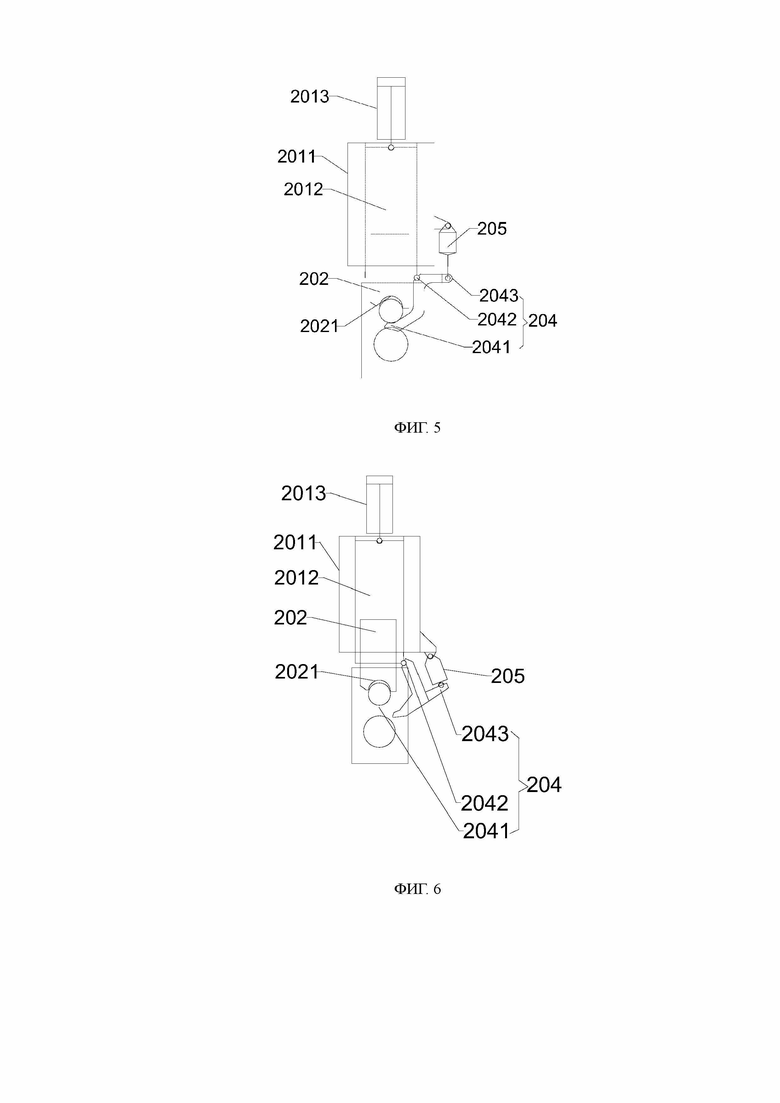
На ФИГ. 4 приведена принципиальная схема, показывающая режущий механизм гидравлической формовочной машины в соответствии с вариантом осуществления настоящего изобретения.
На ФИГ. 5 приведена принципиальная схема, показывающая режущий механизм гидравлической формовочной машины в соответствии с другим вариантом осуществления настоящего изобретения.
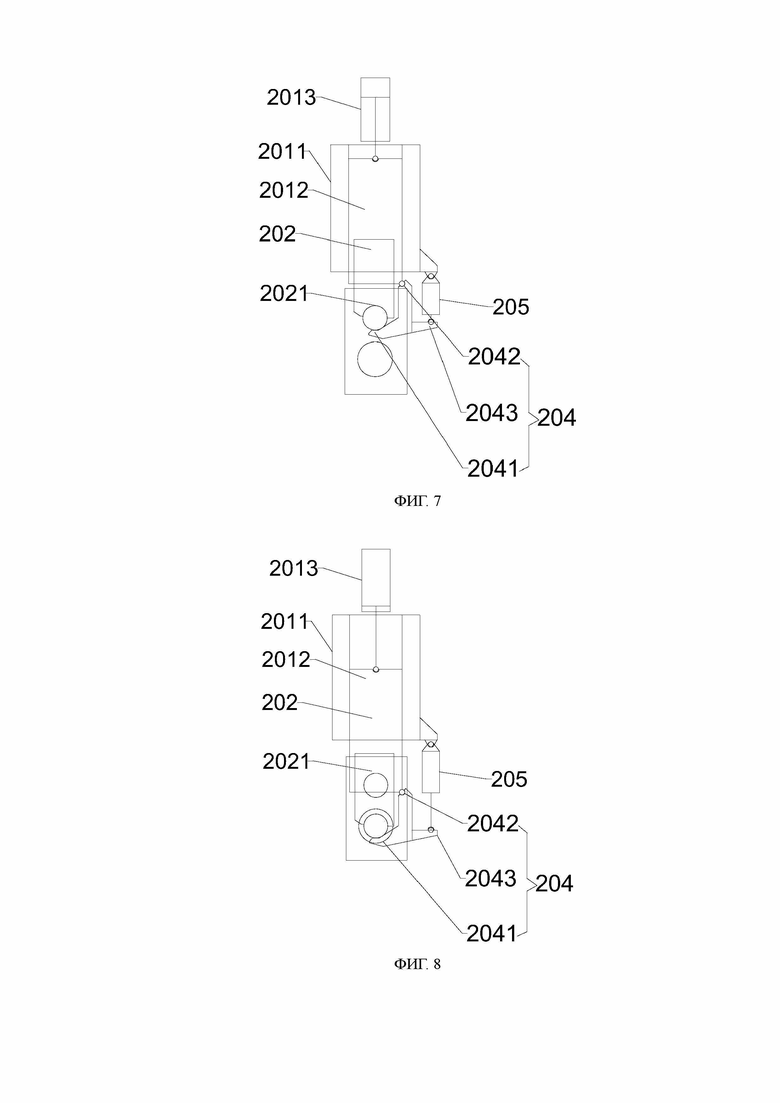
На ФИГ. 6 приведена принципиальная схема, показывающая режущий механизм, изображенный на ФИГ. 4, во время подачи.
На ФИГ. 7 приведена принципиальная схема, показывающая режущий механизм, изображенный на ФИГ. 4, в начале резки.
На ФИГ. 8 приведена принципиальная схема, показывающая режущий механизм, изображенный на ФИГ. 4, в конце резки.
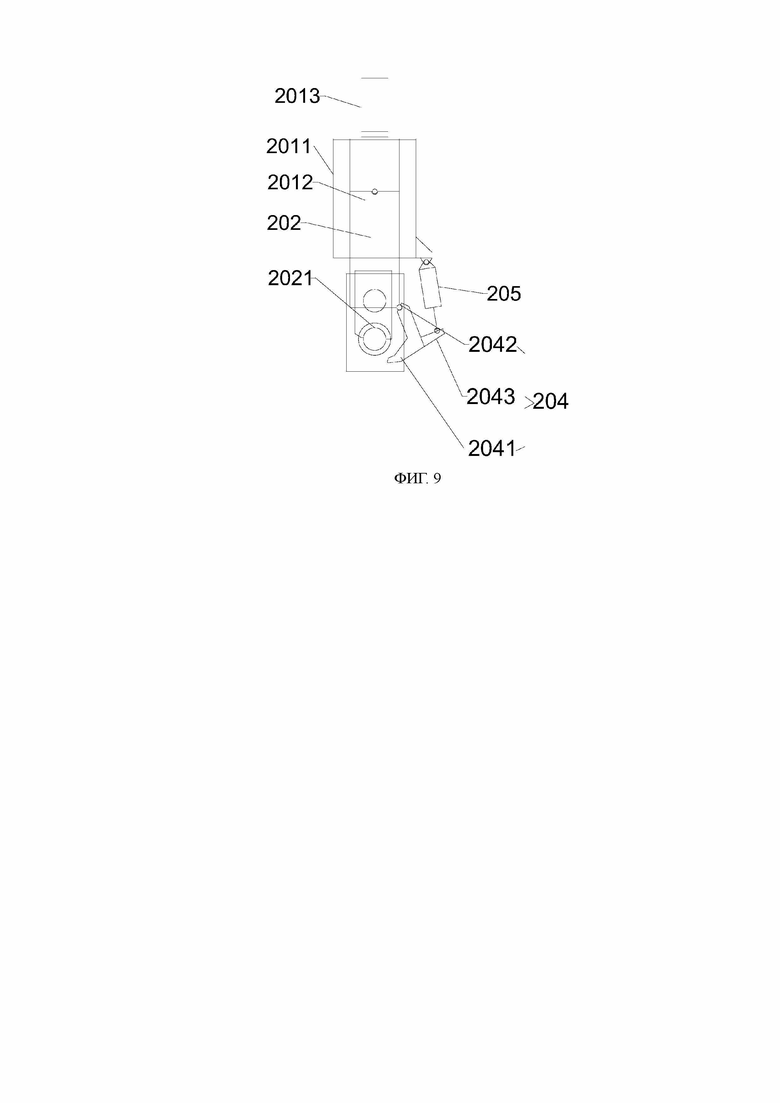
На ФИГ. 9 приведена принципиальная схема, показывающая режущий механизм, изображенный на ФИГ. 4 при возвращении в исходное состояние резки.
Номера позиций:
100 - корпус; 200 - режущий механизм; 300 - формовочная матрица; 400 - выталкиватель; 500 - приводной механизм; 101 - загрузочное отверстие; 102 - первая монтажная поверхность; 103 - вторая монтажная поверхность; 201 - приводное устройство резания; 202 - нож гильотинного типа; 203 - вырубной штамп; 204 - зажим; 205 - приводное устройство зажима; 2011 - направляющий механизм; 2012 - режущий скользящий блок; 2013 - гидравлический цилиндр резания; 2021 - лезвие ножа; 2031 - подающее входное отверстие; 2041 - зажимная часть; 2042 - поворотный стержень; 2043 - приводной конец; 301 - подвижная матрица; 302 неподвижная матрица; 401 - первый выталкивающий компонент; 402 - второй выталкивающий компонент; 501 - главный гидравлический цилиндр; 502 - скользящий компонент; 503 - скользящий блок; 504 первая направляющая; 505 - вторая направляющая; 600 приемное устройство; 700 - гидравлическая система управления; 800 - электрическая система управления.
ПОДРОБНОЕ ОПИСАНИЕ ПРИМЕРОВ
Для более наглядной иллюстрации целей, технических решений и преимуществ вариантов осуществления настоящего изобретения технические решения будут четко и полностью описаны ниже со ссылкой на прилагаемые чертежи настоящего изобретения. Описаны только часть вариантов осуществления, а не все варианты осуществления изобретения. Компоненты в вариантах осуществления изобретения, которые, как правило, описаны и показаны на чертежах в настоящем документе, могут быть скомпонованы или спроектированы в различных других конфигурациях.
Поэтому следующее подробное описание вариантов осуществления изобретения не предназначено для ограничения заявленного объема охраны настоящего изобретения, а лишь представляет избранные варианты осуществления изобретения. Все другие варианты осуществления, полученные без творческих усилий специалистами в данной области техники на основе вариантов осуществления настоящего изобретения, находятся в пределах объема охраны настоящего изобретения.
Следует отметить, что на следующих чертежах аналогичные номера позиций и буквы указывают подобные элементы. Поэтому, после того, как элемент определен на чертеже, его не нужно в дальнейшем определять и пояснять на последующих чертежах.
Следует отметить, что в описании настоящего изобретения термины «первый», «второй» и т. д. использованы только для того, чтобы различать элементы, и не должны толковаться как указывающие или подразумевающие относительную важность.
Также следует отметить, что в описании настоящего изобретения термины «задавать», «устанавливать» и «соединение» следует понимать в широком смысле, если не указано и не определено иначе. Например, «соединение» может быть постоянным соединением, разъемным соединением или неразъемным соединением. Оно может быть механическим соединением или электрическим соединением. Оно может быть соединенным напрямую или соединенным опосредованно через промежуточную среду, и может представлять собой внутреннюю связь между элементами. Специалист в данной области техники может понять конкретное значение вышеупомянутых терминов в настоящем изобретении в каждом конкретном случае.
Вариант осуществления 1 со ссылкой на ФИГ. 1–9.
Гидравлическую формовочную машину по настоящему изобретению используют для гидравлической формовки металлических шариков, в том числе медных шариков, железных шариков и т. д. В настоящем варианте осуществления шарики из фосфорной меди обрабатывают и формуют с помощью гидравлической формовочной машины.
Как показано на ФИГ. 1, гидравлическая формовочная машина по настоящему изобретению содержит корпус 100, режущий механизм 200, формовочную матрицу 300, выталкиватель 400 и приводной механизм 500. Корпус 100 снабжен по меньшей мере одной первой монтажной поверхностью 102. Как показано на ФИГ. 2–3, формовочная матрица 300 содержит подвижную матрицу 301 и неподвижную матрицу 302, согласованную с подвижной матрицей 301. Выталкиватель 400 содержит первый выталкивающий компонент 401, расположенный на стороне подвижной матрицы 301, и второй выталкивающий компонент 402, расположенный на стороне неподвижной матрицы 302.
Корпус 100 снабжен загрузочным отверстием 101, проходящим сквозь первую монтажную поверхность 102. Режущий механизм 200 и неподвижная матрица 302 расположены на первой монтажной поверхности 102 корпуса 100 и отдельно на двух сторонах выходного конца загрузочного отверстия 101. Подвижная матрица 301 расположена на приводном механизме 500. Приводной механизм 500 выполнен с возможностью приведения в действие подвижной матрицы 301 для приближения к неподвижной матрице 302 или удаления от нее в направлении, перпендикулярном первой монтажной поверхности 102. Заготовка, отрезанная режущим механизмом 200, входит в пространство между неподвижной матрицей 302 и подвижной матрицей 301 для формования заготовки выдавливанием.
Заготовка входит через загрузочное отверстие 101 корпуса 100. Заготовка на выходном конце загрузочного отверстия 101 отрезается режущим механизмом 200 на стороне загрузочного отверстия 101 и переносится в неподвижную матрицу 302. Подвижная матрица 301 приближается к неподвижной матрице 302 под действием приводного механизма 500 и формует выдавливанием отрезанную заготовку путем совмещения с неподвижной матрицей 302 для выполнения формования выдавливанием. Подвижная матрица 301 удаляется от неподвижной матрицы 302 под действием приводного механизма 500. В это время первый выталкивающий компонент 401 и второй выталкивающий компонент 402 действуют одновременно, выталкивая сформованный выдавливанием продукт из пространства между неподвижной матрицей 302 и подвижной матрицей 301. Сформованный выдавливанием продукт падает в приемное устройство 600 под действием силы тяжести и собирается приемным устройством 600, и таким образом формование завершается.
Движение резания выполняется режущим механизмом 200. Движение формования выдавливанием выполняется формовочной матрицей 300. Движение выталкивания выполняется выталкивателем 400. Отрезанная заготовка непосредственно формуется выдавливанием по завершении отрезания. Все эти движения выполняются одновременно на гидравлической формовочной машине, тем самым упрощая процесс и улучшая качество продукта и выход продукции.
Следует отметить, что: 1. в данном варианте осуществления корпус 100 имеет вертикальную замкнутую рамную конструкцию; 2. поперечное сечение заготовки может быть круглой, треугольной, многоугольной и неправильной формы, и в настоящем варианте осуществления у заготовки круглая форма в поперечном сечении; 3. продуктом настоящего технического решения может быть шар, цилиндр, длинный цилиндр, трехгранная призма, многогранная призма, тело неправильной формы, и продуктом в настоящем варианте осуществления является шар; 4. «по меньшей мере одна монтажная поверхность 102» означает, что могут быть обеспечены одна, две или более первых монтажных поверхностей 102, и множество первых монтажных поверхностей 102 параллельны друг другу, а неподвижная матрица 302 и режущий механизм 200 могут быть расположены на разных первых монтажных поверхностях 102.
Как показано на ФИГ. 1, приводной механизм 500 содержит главный гидравлический цилиндр 501. Корпус 100 снабжен по меньшей мере одной второй монтажной поверхностью 103, параллельной первой монтажной поверхности 102. Главный гидравлический цилиндр 501 установлен на второй монтажной поверхности 103 корпуса 100. Осевая линия штока поршня главного гидравлического цилиндра 501 перпендикулярна второй монтажной поверхности 103. Конец штока поршня главного гидравлического цилиндра 501 обращен к первой монтажной поверхности 102. Подвижная матрица 301 расположена на конце штока поршня главного гидравлического цилиндра 501.
Приводной механизм 500 имеет гидравлический цилиндр. Когда шток поршня главного гидравлического цилиндра 501 совершает возвратно-поступательное движение в направлении, перпендикулярном второй монтажной поверхности 103, подвижная матрица 301 приводится в движение для приближения к неподвижной матрице 302 или удаления от нее в направлении, перпендикулярном второй монтажной поверхности 103. После того, как заготовка отрезана, она непосредственно входит в пространство вдоль центральной линии неподвижной матрицы 302 и подвижной матрицы 301. Подвижная матрица 301 приближается к неподвижной матрице 302, чтобы зажать, сдавить и сформовать выдавливанием заготовку, осуществляя гидравлическое формирование продукта.
Следует отметить, что «по меньшей мере одна вторая монтажная поверхность 103» означает, что могут быть обеспечены одна, две или более вторых монтажных поверхностей 103, и множество вторых монтажных поверхностей 103 параллельны друг другу, а компоненты, расположенные на второй монтажной поверхности 103, могут быть расположены на других вторых монтажных поверхностях 103.
Как показано на ФИГ. 1, приводной механизм 500 дополнительно содержит скользящий компонент 502, находящийся между первой монтажной поверхностью 102 и второй монтажной поверхностью 103. Скользящий компонент 502 содержит скользящий блок 503, первую направляющую 504 и вторую направляющую 505. Противоположные стороны скользящего блока 503 соответственно сцеплены с возможностью скольжения с первой направляющей 504 и второй направляющей 505. Шток поршня главного гидравлического цилиндра 501 соединен с одним концом скользящего блока 503. На другом конце скользящего блока 503 расположены подвижная матрица 301 и первый выталкивающий компонент 401.
Первая направляющая 504 и вторая направляющая 505 ограничивают перемещение скользящего блока 503 только направлением, перпендикулярным второй монтажной поверхности 103. Возвратно-поступательное движение штока поршня главного гидравлического цилиндра 501 может приводить в движение скользящий блок 503 для совершения возвратно-поступательного движения вдоль первой направляющей 504 и второй направляющей 505, а скользящий блок 503 приводит в движение подвижную матрицу 301 для приближения к неподвижной матрице 302 или удаления от нее, тем самым выполняя экструзионное формование заготовки.
Как показано на ФИГ. 1, корпус 100 выполнен с возможностью установки режущего механизма 200, формовочной матрицы 300, выталкивателя 400, скользящего блока 503 и главного гидравлического цилиндра 501.
Как показано на ФИГ. 1, гидравлическая формовочная машина дополнительно содержит гидравлическую систему 700 управления и электрическую систему 800 управления.
Гидравлический цилиндр 2013 резания и главный гидравлический цилиндр 501 оба приводятся в движение с помощью гидравлической системы 700 управления. В гидравлической системе 700 управления может быть использована технология гидравлического пропорционального управления или гидравлического сервоуправления в требуемых рабочих условиях, которая позволяет бесступенчато регулировать усилие экструзионного формования и скорость резания таким образом, чтобы улучшать качество продукта. Гидравлическая система 700 управления расположена на стороне корпуса 100 и соединена с гидравлическим цилиндром 2013 резания и главным гидравлическим цилиндром 501 на корпусе 100 посредством гидравлических трубок. Следует отметить, что для задания величины хода при экструзионном формовании и величины хода при резании гидравлической формовочной машины используют технологию электрогидравлического управления положением с обратной связью.
Как показано на ФИГ. 3, гидравлическая формовочная машина содержит приемное устройство 600, расположенное на стороне первой монтажной поверхности 102 под неподвижной матрицей 302.
Подвижная матрица 301 приближается к неподвижной матрице 302 под действием приводного механизма 500 и формует выдавливанием отрезанную заготовку путем совмещения с неподвижной матрицей 302 для выполнения обработки. Подвижная матрица 301 удаляется от неподвижной матрицы 302 с помощью приводного механизма 500. В это время первый выталкивающий компонент 401 и второй выталкивающий компонент 402 действуют одновременно, выталкивая сформованный выдавливанием продукт из пространства между неподвижной матрицей 302 и подвижной матрицей 301. Сформованный выдавливанием продукт падает в приемное устройство 600 под действием силы тяжести, и таким образом формование завершается.
Как показано на ФИГ. 4, режущий механизм 200 содержит приводное устройство 201 резания, нож 202 гильотинного типа, вырубную матрицу 203, зажим 204 и приводное устройство 205 зажима. Нож 202 гильотинного типа имеет лезвие 2021 ножа гильотинного типа, а зажим 204 имеет зажимную часть 2041.
Вырубная матрица 203 установлена на первой монтажной поверхности 102 и снабжена подающим входным отверстием 2031, расположенным концентрично с загрузочным отверстием 101. Выходной конец подающего входного отверстия 2031 снабжен пространством для обработки. Нож 202 гильотинного типа приводится в движение приводным устройством 201 резания для совершения возвратно-поступательного движения в плоскости, перпендикулярной оси подающего входного отверстия 2031. Зажимная часть 2041 зажима 204 приводится в движение приводным устройством 205 зажима для приближения к лезвию 2021 ножа или удаления от него. Зажимная часть 2041 зажима 204 и лезвие 2021 ножа 202 гильотинного типа приводятся в движение приводным устройством 205 зажима для зажима заготовки в пространстве для обработки и синхронного перемещения заготовки в пространство вдоль центральной линии между неподвижной матрицей 302 и подвижной матрицей 301, и заготовка формуется выдавливанием с помощью подвижной матрицы 301.
Когда начинается резание, между лезвием 2021 ножа 202 гильотинного типа и подающим входным отверстием 2031 остается расстояние в направлении движения ножа 202 гильотинного типа. Зажимная часть 2041 зажима 204 находится в положении на удалении от лезвия 2021 ножа 202 гильотинного типа. Заготовка проходит через подающее входное отверстие 2031 из загрузочного отверстия 101 корпуса 100 и затем входит в пространство для обработки и останавливается после прохождения расстояния определенной длины. Приводное устройство 201 резания приводит в действие нож 202 гильотинного типа для совершения возвратно-поступательного движения и прохождения через пространство для обработки. Когда приводное устройство 201 резания приводит в движение нож 202 гильотинного типа для перемещения к пространству для обработки, приводное устройство 205 зажима приводит в действие зажимную часть 2041 зажима 204 для приближения к лезвию 2021 ножа гильотинного типа до тех пор, пока заготовка не будет зажата лезвием 2021 ножа гильотинного типа и зажимной частью 2041. Приводное устройство 201 резания и приводное устройство 205 зажима соответственно приводят в движение нож 202 гильотинного типа и зажим 204 для синхронного перемещения к центральной линии между неподвижной матрицей 302 и подвижной матрицей 301 и разрезания заготовки во время перемещения. Подвижная матрица 301 приближается к неподвижной матрице 302 под действием приводного механизма 500 и формует выдавливанием отрезанную заготовку путем совмещения с неподвижной матрицей 302 для выполнения обработки.
Как показано на ФИГ. 4, приводное устройство 201 резания содержит направляющий механизм 2011 и режущий скользящий блок 2012. Направляющий механизм 2011 предусмотрен на первой монтажной поверхности 102 и на стороне вырубного штампа 203. Задаваемое направляющим механизмом 2011 направление перпендикулярно направлению прохождения оси подающего входного отверстия 2031. Режущий скользящий блок 2012 сцеплен с возможностью скольжения с направляющим механизмом 2011. Нож 202 гильотинного типа расположен на конце режущего скользящего блока 2012 возле вырубного штампа 203.
Режущий скользящий блок 2012 установлен с возможностью скольжения на направляющем механизме 2011. Под действием направляющего механизма 2011 режущий скользящий блок 2012 может перемещаться только вдоль направления, перпендикулярного оси подающего входного отверстия 2031. Режущий скользящий блок 2012 приводит в движение нож 202 гильотинного типа для эффективного резания заготовки, подаваемой из подающего входного отверстия 2031.
Как показано на ФИГ. 4, приводное устройство 201 резания дополнительно включает в себя гидравлический цилиндр 2013 резания. Конец режущего скользящего блока 2012, удаленный от вырубного штампа 203, соединен со штоком поршня гидравлического цилиндра 2013 резания.
В приводном механизме 201 резания могут быть использованы способы приведения в действие гидравлическим цилиндром, приведения в действие пневматическим цилиндра, механического приведения в действие, электромеханического приведения в действие, электромагнитного приведения в действие, приведения в действие с помощью кулачкового рычага и пружины, толчка заготовкой и возврата пружиной. В настоящем варианте осуществления использован способ приведения в действие гидравлическим цилиндром. Шток поршня гидравлического цилиндра 2013 резания совершает возвратно-поступательное движение и приводит в действие режущий скользящий блок 2012 для осуществления возвратно-поступательного движения вдоль направляющего механизма 2011.
Как показано на ФИГ. 4, зажим 204 дополнительно снабжен поворотным стержнем 2042 и приводным концом 2043. Поворотный стержень 2042 шарнирно соединен с концом режущего скользящего блока 2012, снабженного режущим ножом 202 гильотинного типа. Приводной конец 2043 соединен с приводным устройством 205 зажима. Приводное устройство 205 зажима приводит в движение зажим 204 для поворота вокруг поворотного стержня 2042 и перемещается вместе со скользящим блоком 2012 ножа гильотинного типа.
Зажим 204 и нож 202 гильотинного типа расположены на одном и том же конце режущего скользящего блока 2012. Режущий скользящий блок 2012 совершает возвратно-поступательное движение с целью приведения в действие ножа 202 гильотинного типа для осуществления возвратно-поступательного движения. Зажимная часть 2041 может приближаться к лезвию 2021 ножа 202 гильотинного типа или удаляться от него, когда приводной механизм 205 зажима приводит в действие зажим 204 для совершения возвратно-поступательного перемещения вокруг поворотного стержня 2042. Когда зажимная часть 2041 приближается к лезвию 2021 ножа гильотинного типа, зажимная часть 2041 вместе с лезвием 2021 ножа гильотинного типа зажимают заготовку в пространстве для обработки. Затем режущий скользящий блок 2012 приводит в действие нож 202 гильотинного типа для перемещения к центральной линии подвижной матрицы 301 и неподвижной матрицы 302, тогда как относительные положения ножа 202 гильотинного типа и зажима 204 остаются неизменными. Приводное устройство 205 зажима также приводит в действие зажим 204 для синхронного перемещения вместе с ножом 202 гильотинного типа, и во время этого перемещения заготовка разрезается. Отрезанная заготовка помещается на центральную линию между неподвижной матрицей 302 и подвижной матрицей 301. Подвижная матрица 301 приближается к неподвижной матрице 302 с помощью приводного механизма 500 и формует выдавливанием отрезанную заготовку путем совмещения с неподвижной матрицей 302 для выполнения формования.
Следует отметить, что перемещение зажима 204 включает в себя активный режим открытия-закрытия и пассивный режим открытия-закрытия. Действие по зажиманию и отпусканию заготовки может быть достигнуто, пока зажимная часть 2041 зажима 204 может быть совмещена с режущей кромкой 2021. Способы приведения в действие приводного механизма 205 зажима могут включать в себя приведение в действие гидравлическим цилиндром, приведение в действие пневматическим цилиндра, механическое приведение в действие, электромеханическое приведение в действие, электромагнитное приведение в действие, приведение в действие с помощью кулачкового рычага и пружины, толчка заготовкой и возврата пружиной.
Соединительные линии между поворотным стержнем 2042, зажимной частью 2041 и приводным концом 2043 могут быть на одной и той же прямой линии или образовывать треугольник. Как показано на ФИГ. 4, соединительные линии между поворотным стержнем 2042, зажимной частью 2041 и приводным концом 2043 образуют треугольник. Когда приводной конец 2043 приводится в движение, зажимная часть 2041 поворачивается вокруг оси 2042 вращения колебательного движения для достижения зажатия и освобождения заготовки, тем самым эффективно зажимая заготовку между лезвием 2021 ножа гильотинного типа и зажимной частью 2041.
В данном варианте осуществления описаны два реализационных решения для позиционной взаимосвязи между поворотным стержнем 2042, зажимной частью 2041 и приводным концом 2043.
В первом варианте осуществления решении, показанном на ФИГ. 4, приводной конец 2043 расположен между поворотным стержнем 2042 и зажимной частью 2041. Во втором варианте осуществления, показанном на ФИГ.5, поворотный стержень 2042 расположен между зажимной частью 2041 и приводным концом 2043. Указанные выше два реализационных решения не налагают ограничения на форму зажима 204. Структура зажима 204 может быть разной при условии, что зажимная часть 2041 может быть совмещена с лезвием 2021 ножа гильотинного типа с целью зажима и освобождения заготовки и синхронного перемещения.
Первое реализационное решение для зажима 204 следующее.
1. Процесс подачи. Как показано на ФИГ. 6, зажим 204 находится в позиции высвобождения, то есть, на удалении от положения режущего лезвия 2021 ножа 202 гильотинного типа. Заготовка свободно входит в подающее входное отверстие 2031 отрубной матрицы 203 и останавливается, когда проходит расстояние фиксированной длины.
2. Процесс резания. Как показано на ФИГ. 7–8, камера без штока поршня гидравлического цилиндра 2013 заполняется маслом, а камера со штоком поршня выпускает масло. Скользящий блок 503 гидравлического цилиндра 2013 резания приводит в движение нож 202 гильотинного типа для перемещения к вырубной матрице 203. В то же время зажим 204 поворачивается к вырубной матрице 203 и зажимает заготовку, затем перемещается к вырубной матрице 203 вместе с ножом 202 гильотинного типа до тех пор, пока заготовка не будет отрезана. Отрезанная заготовка переносится из пространства для обработки на центральную линию формования между неподвижной матрицей 302 и подвижной матрицей 301 посредством зажатия ножом 202 гильотинного типа и зажимом 204.
3. Процесс возврата ножа гильотинного типа. Как показано на ФИГ. 9, когда формовочная матрица 300 перемещается на определенное расстояние и заготовка зажимается в осевом направлении, зажим 204 поворачивается от лезвия ножа 202 гильотинного типа, чтобы освободить заготовку, и затем заготовка зажимается в осевом направлении, чтобы она не выпала. При этом в камеру со штоком поршня гидравлического цилиндра 2013 резания подается масло, а камера без штока поршня выпускает масло. Скользящий блок 503 гидравлического цилиндра 2013 резания приводит в движение нож 202 гильотинного типа для удаления от ножа 202 гильотинного типа.
4. Процесс формования. Подвижная матрица 301 приближается к неподвижной матрице 302 и совмещается с неподвижной матрицей 302 для формования выдавливанием отрезанной заготовки с целью выполнения формования. Подвижная матрица 301 удаляется от неподвижной матрицы 302 с помощью приводного механизма 500. В это время первый выталкивающий компонент 401 и второй выталкивающий компонент 402 действуют одновременно, выталкивая сформованный выдавливанием продукт из пространства между неподвижной матрицей 302 и подвижной матрицей 301. Сформованный выдавливанием продукт падает в приемное устройство 600 под действием силы тяжести и собирается приемным устройством 600, и таким образом обработка завершается.
5. Во время процесса формования нож 202 гильотинного типа последовательно возвращается, а вместе с ножом 202 гильотинного типа возвращается зажим 204. В процесс возврата зажим 204 не сталкивается с заготовкой. Когда зажим 204 проходит через пространство для обработки, заготовка подается снова. Резание и формование непрерывно выполняются в последовательных циклах.
Когда нож 202 гильотинного типа перемещается в положение формовочной матрицы в пространстве обработки, заготовка подается снова. Резание и формование непрерывно выполняются в последовательных циклах.
Как показано на ФИГ. 4, приводное устройство 205 зажима приводит в движение зажим 204 для совершения возвратно-поступательного движения в плоскости, перпендикулярной оси подающего входного отверстия 2031.
Нож 202 гильотинного типа может совершать возвратно-поступательное движение в плоскости, перпендикулярной оси подающего входного отверстия 2031, с помощью приводного устройства 201 резания. Зажим 204 и нож 202 гильотинного типа могут действовать в одной и той же плоскости. В настоящем варианте осуществления предпочтительно поверхность зажима 204 возле вырубной матрицы 203 находится в одной плоскости со стороной ножа 202 гильотинного типа, обращенной к подающему входному отверстию 2031. Эта плоскость перпендикулярна оси подающего входного отверстия 2031 вырубной матрицы 203.
Таким образом, по сравнению с шаропрокатным станом и машиной для ковки шариков техническое решение настоящего варианта осуществления имеет следующие технические преимущества.
1. Наличие в предложенной в настоящем изобретении гидравлической формовочной машине функций резания, экструзионного формования, выталкивания и приема. Возможность непосредственного формования выдавливанием отрезанной заготовки и одновременного выполнения всех процессов на гидравлической формовочной машине.
2. Достижение большого усилия гидравлического формования за счет формования с использованием гидравлической передачи. Большой диапазон технических характеристик, широкий диапазон применения и высокое качество продуктов.
3. Точная величина хода перемещения, хорошие автоматическое позиционирование и воспроизводимость гидравлической формовочной машины, отсутствие необходимости в механическом регулировании вручную и возможность производства продуктов с хорошим постоянством внешнего вида, высоким качеством и хорошим внешним видом за счет использования технологии электрогидравлического управления с обратной связью для задания величины хода при экструзионном формовании и величины хода при резания.
4. Норма выхода формования выдавливанием свыше 99%, что на 17–25% выше выхода при прокате.
5. Использование гидравлической передачи. Функция автоматической смазки деталей силовой передачи, отсутствие механического износа, точное отслеживание движения, высокая надежность оборудования, низкая частота отказов и высокая производительность оборудования.
6. Использование технологии автоматического управления на основе механико-электрически-жидкостной интеграции. Высокая степень автоматизации гидравлической формовочной машины, низкая трудоемкость и низкие трудозатраты.
7. Приемлемые функциональные параметры, малая вибрация, низкий шум гидравлической формовочной машины. Безопасность и производства и соответствие его стандарту экологически чистого производства и требованиям по бережному отношению к окружающей среде, предъявляемым к современным предприятиям.
Вариант осуществления 2
Конкретный способ реализации автоматической гидравлической машины для формирования микрокристаллических медных шариков, обеспечиваемый настоящим вариантом осуществления, состоит в следующем.
Машина для автоматического гидравлического формования микрокристаллических медных шариков включает в себя подающее устройство, зажимное устройство, выпрямляющее устройство, устройство подачи фиксированной длины, основную раму, устройство для резки заготовок, матричное устройство для формования медных шариков, выталкиватель шариков, скользящий компонент, а также гидравлическое силовое устройство, приемное устройство для шариков, гидравлическую систему управления и электрическую систему управления. Подающее устройство, зажимное устройство, выпрямляющее устройство, устройство подачи фиксированной длины и основная рама расположены на одном и том же горизонтальном основании.
Устройство для резки заготовок, матричное устройство для формования медных шариков, выталкиватель шариков, скользящий компонент, гидравлическое силовое устройство и приемное устройство для шариков установлены на раме.
Гидравлическая система управления и электрическая система управления установлены возле основной рамы.
Основным техническим признаком является то, что медный шарик формуют с помощью машины для формования металлических шариков с использованием гидравлической энергии.
В варианте осуществления технического решения энергия автоматической гидравлической машины для формования шариков из микрокристаллической меди обеспечивается гидравлической системой управления, содержащей гидравлическую насосную станцию, распределитель, главный гидравлический цилиндр, трубопровод. Гидравлическая насосная станция подает гидравлическое масло с заданным давлением и заданным расходом. Распределитель управляет главным гидравлическим цилиндром для перемещения в соответствии с заданными направлением и скоростью с помощью установленной программы. Подвижная матрица матричного устройства для формования медных шариков приводится в движение штоком поршня главного гидравлического цилиндра для перемещения к неподвижной матрице и гидравлического формования заготовки. В варианте осуществления технического решения гидравлическая система управления автоматической гидравлической машины для формования шариков из микрокристаллической меди управляет усилием формования или регулирует его.
Управление всеми движениями - подачи заготовки, зажима, выпрямления, подачи фиксированной длины, резания заготовки, формования и выталкивания - осуществляется с помощью технологий гидравлического управления, гидравлического пропорционального управления или гидравлического сервоуправления.
В варианте осуществления технического решения величина хода при формовании автоматической гидравлической машины для формования шариков из микрокристаллической меди может быть жестко ограничена или регулироваться бесступенчато. В варианте осуществления технического решения регулировку усилия формования автоматической гидравлической машины для формования шариков из микрокристаллической меди можно осуществлять бесступенчато. Бесступенчатая регулировка включает в себя бесступенчатую регулировку вручную и пропорциональную бесступенчатую регулировку. В варианте осуществления технического решения рама автоматической гидравлической машины для формования шариков из микрокристаллической меди представляет собой закрытую раму, открытую раму или раму другой формы.
В варианте осуществления технического решения концентричность неподвижной матрицы и подвижной матрицы матричного устройства для формования медных шариков может быть бесступенчато регулируемой в пределах диапазона в 360°.
В варианте осуществления технического решения фиксированная длина может быть установлена бесступенчато и отрегулирована с помощью устройства подачи фиксированной длины автоматической гидравлической машины для формования шариков из кристаллической меди в соответствии с требованием к диаметру или объему шарика из микрокристаллической меди и диаметром используемой заготовки. Устройство подачи фиксированной длины может выполнять движение подачи фиксированной длины под управлением электрической системы управления, и может быть достигнута точная фиксированная длина.
В варианте осуществления технического решения устройство подачи фиксированной длины может использовать подачу фиксированной длины в виде подачи с линейным возвратно-поступательным движением, подачи с колебательным возвратно-поступательным движением или подачи с прерывистым вращательным движением, причем во всех случаях длину подачи можно бесступенчато регулировать.
В варианте осуществления настоящего технического решения подачей с линейным возвратно-поступательным движением, подачей с колебательным линейно-поступательным движением или подачей с прерывистым вращательным движением можно управлять и приводить ее в действие с помощью механической передачи, гидравлического цилиндра, пневматического цилиндра, мотор-редуктора, серводвигателя и редуктора, гидравлического или пневматического двигателя или другим способом с использованием электромагнитного привода.
В варианте осуществления технического решения устройство для резки заготовок автоматической гидравлической машины для формирования шариков из микрокристаллической меди может использовать способ сдвиговой резки заготовки, способ пиления заготовки, способ лазерной резки заготовки, способ плазменной резки заготовки или другие способы резки.
В варианте осуществления настоящего технического решения способ сдвиговой резки осуществляется с помощью устройства для сдвиговой резки заготовок, содержащего неподвижный компонент вырубной матрицы, подвижный компонент вырубной матрицы и приводное устройство.
В варианте осуществления технического решения в устройстве для сдвиговой резки заготовок подвижный компонент вырубной матрицы приводится в действие приводным устройством с целью перемещения относительно неподвижного компонента вырубной матрицы в направлении, перпендикулярном оси неподвижного компонента вырубной матрицы, для разрезания заготовки из медного материала. В варианте осуществления технического решения подвижный компонент вырубной матрицы приводится в действие приводным устройством с целью поворота вокруг оси неподвижного компонента вырубной матрицы для резания заготовки из медного материала.
В варианте осуществления технического решения вышеупомянутые два способа сочетают для разрезания заготовки из медного материала на куски определенного веса и объема, необходимые для формования медных шариков.
В варианте осуществления настоящего технического решения в число способов приведения в действие, используемых приводным устройством устройства для сдвиговой резки заготовок, входят привод с гидравлическим цилиндром, привод с пневматическим цилиндром, электродвигатель с механической передачей, гидравлический двигатель с механической передачей и электромагнитная передача.
В варианте осуществления технического решения способ пиления заготовок автоматической гидравлической машины для формования шариков из микрокристаллической меди осуществляется устройством для пиления заготовок, содержащим устройство для пиления, зажимной перемещающий механизм. В варианте осуществления технического решения в число способов пиления заготовок входят способы с использованием циркулярной пилы, плоской пилы, ленточной пилы и проволочной пилы. Циркулярная пила может быть реечной пилой и абразивной дисковой пилой.
В варианте осуществления технического решения зажимной перемещающий механизм автоматической гидравлической машины для формования шариков из микрокристаллической меди открывается при подаче заготовки фиксированной длины и закрывается при выполнении пиления. По завершении пиления заготовка перемещается в центр матриц с использование таких способов перемещения, как линейное движение, вращательное движение или колебательное движение.
В варианте осуществления технического решения неподвижная матрица и подвижная матрица матричного устройства для формования медных шариков автоматической гидравлической машины для формования шариков из микрокристаллической меди обе снабжены выталкивателем, содержащим гидравлический цилиндр, соединительный механизм и выталкивающий стержень. Выталкивающий стержень приводится в движение штоком поршня гидравлического цилиндра с целью перемещения наружу для осуществления выталкивающего шарик движения посредством соединительного механизма.
В варианте осуществления технического решения выталкиватель автоматической гидравлической машины для формования шариков из микрокристаллической меди приводится в движение с использованием способов на основе механической передачи, гидравлической передачи, пневматической передачи и электромагнитной передачи.
В варианте осуществления технического решения зажимной перемещающий механизм автоматической гидравлической машины для формования шариков из микрокристаллической меди зажимает заготовку и перемещает вперед или назад во время процесса подачи и освобождает заготовку для завершения операции зажатия и подачи, когда заготовка входит в устройство подачи фиксированной длины.
В варианте осуществления технического решения способ зажатия зажимного устройства представляет собой однонаправленное зажатие или двунаправленное зажатие. В число способов приведения в действие движения зажатия входят механическая передача, гидравлическая передача, пневматическая передача и электромагнитная передача.
В варианте осуществления технического решения, чтобы достичь цели, получения полностью автоматического производства шариков из микрокристаллической меди, для осуществления автоматического управления и скоординированной работы всего производственного процесса, такого как подача, зажатие и выпрямление, нарезание заготовок, формование, выталкивание шариков, в автоматической гидравлической машине для формования шариков из микрокристаллической меди используют технологию полного автоматического управления на основе механико-электрически-жидкостной интеграции.
В варианте осуществления технического решения в автоматической гидравлической машине для формования шариков из микрокристаллической меди используют технологию Ethernet для своевременного сбора и передачи динамических производственных данных и информации, таким образом осуществляя автоматический контроль и интеллектуальное управление производством формования шариков из микрокристаллической меди.
В варианте осуществления настоящего технического решения медная заготовка, используемая в устройстве подачи автоматической гидравлической машины для формования шариков из микрокристаллической меди, представляет собой заготовку из намотанного медного материла или прямую заготовку из медного материала.
В варианте осуществления настоящего технического решения заготовка из медного материала представляет собой заготовку из намотанного медного материала. Устройство подачи содержит разматывающее устройство и протаскивающее устройство. Каждая заготовка из намотанного медного материала непрерывно разматывается и протаскивается в выпрямляющее устройство для непрерывного выпрямления с целью получения заготовки из медного материала, достаточно прямой для подачи с помощью устройства подачи фиксированной длины.
В варианте осуществления технического решения заготовка из медного материала представляет собой прямую заготовку из медного материала. Подающее устройство содержит платформу для хранения, механизм распределения материала, механизм поворота в горизонтальной плоскости, передающий механизм, протаскивающее устройство. Каждая заготовка из прямого медного материла распределяется, поворачивается в горизонтальной плоскости, перемещается и протаскивается в выпрямляющее устройство с помощью устройства подачи. Затем каждая заготовка из медного материала выпрямляется для получения заготовки из медного материала, достаточной прямой для подачи с помощью устройства подачи фиксированной длины.
В варианте осуществления технического решения выпрямляющее устройство автоматической гидравлической машины для формования шариков из микрокристаллической меди использует способ выпрямления с помощью двух или нескольких роликов. Выпрямляющие ролики могут использовать способ активного выпрямления или способ пассивного выпрямления.
Способ активного выпрямления заключается в том, что выпрямляющие ролики приводятся в движение приводным устройством, чтобы выпрямлять заготовку из медного материала. Способ пассивного выпрямления заключается в том, что заготовка из медного материла, перемещающаяся вперед, приводит во вращение выпрямляющие ролики и таким образом выпрямляется выпрямляющими роликами.
В варианте осуществления технического решения способы приведения в действие, используемые приводным устройством в выпрямляющем устройстве, включают в себя механическую передачу мотор-редуктора, механическую передачу гидравлического двигателя, механическую передачу пневматического двигателя и электромагнитную передачу.
В варианте осуществления настоящего технического решения заготовка из медного материала представляет собой заготовку из намотанного медного материала и помещена на разматывающее устройство. Каждая заготовка из намотанного медного материала непрерывно разматывается разматывающим устройством и протаскивается в выпрямляющее устройство через протаскивающее устройство с целью непрерывного выпрямления для получения заготовки из медного материала, достаточно прямой для подачи с помощью устройства подачи фиксированной длины.
В варианте осуществления технического решения заготовка из медного материала представляет собой заготовку из прямого медного материала и помещена на платформу для хранения. Каждая заготовка из прямого медного материала соответственно транспортируется в механизм поворота в горизонтальной плоскости с помощью распределительного механизма, поворачивается в горизонтальной плоскости в перемещающий механизм с помощью механизма поворота в горизонтальной плоскости, перемещается в протаскивающее устройство с помощью перемещающего механизма и протаскивается в выпрямляющее устройство с помощью протаскивающего устройства для непрерывного выпрямления с целью получения заготовки из медного материала, достаточно прямой для подачи с помощью устройства подачи фиксированной длины.
В варианте осуществления настоящего технического решения заготовку из медного материала подают в устройство для резки заготовок с помощью устройства подачи фиксированной длины в соответствии с заданной длиной и нарезают с помощью устройства для резки заготовок способом сдвиговой резки или способом пиления. Заготовка из медного материала фиксированной длины фиксируется в центре матричного устройства для формования шариков с помощью зажимного перемещающего механизма.
В варианте осуществления технического решения электрическая система управления управляет гидравлической насосной станцией для обеспечения гидравлического масла с заданными давлением и расходом. Распределитель управляет главным гидравлическим цилиндром, чтобы он работал в соответствии с заданными направлением и скоростью, с помощью установленной программы. Скользящий компонент приводится в движением штоком поршня главного гидравлического цилиндра для приведения в действие подвижной матрицы матричного устройства для формования медных шариков с целью перемещения ее к неподвижной матрице для гидравлического формования заготовки из медного материала фиксированной длины.
В варианте осуществления технического решения по завершении формования медного шарика подвижная матрица приводится в действие главным гидравлическим цилиндром для возврата ее в начальное положение. Левый выталкиватель шарика и правый выталкиватель шарика выталкивают одновременно в процессе возврата подвижной матрицы, и медный шарик падает в приемное устройство и затем собирается для завершения формования медного шарика.
В варианте осуществления технического решения автоматическая гидравлическая машина для формования шариков из микрокристаллической меди содержит гидравлическое силовое устройство, приемное устройство для шариков, гидравлическую систему управления, электрическую систему управления. Подающее устройство, зажимное устройство, выпрямляющее устройство, устройство подачи фиксированной длины и основная рама расположены на одном и том же горизонтальном основании. Устройство для резки заготовок, матричное устройство для формования медных шариков, выталкиватель шариков, скользящий компонент, гидравлическое силовое устройство и приемное устройство для шариков установлены на раме. Гидравлическая система управления и электрическая система управления установлены в шкафе управления.
Основной технический признак состоит в том, что шарик из микрокристаллической меди формуют с помощью гидравлической энергии. По сравнению с существующими технологией и оборудованием для формования медных шариков данное техническое решение имеет следующие преимущества:
- Достижение большого усилия гидравлического формования за счет формования с использованием гидравлической передачи.
- Большой диапазон технических характеристик, высокое качество, компактная сердцевинная структура и гладкий внешний вид продуктов.
- Шарики из микрокристаллической меди являются высококачественными продуктами.
- Возможность бесступенчатого регулирования усилия формования и наличие широкого диапазона технических характеристик производимых медных шариков благодаря использованию главного гидравлического цилиндра для обеспечения энергии.
- Возможность точного контроля и бесступенчатого регулирования величины хода формования за счет использования датчика смещения для определения величины хода формования. Точно также можно контролировать кольцевые полосы на продукте, и продукт имеет гладкий внешний вид.
- Возможность бесступенчатого регулирования центра подвижной матрицы матричного устройства для формования медных шариков в пределах диапазона в 360°.
- Точная концентричность неподвижной матрицы и подвижной матрицы. Хорошее напряженное состояние и долгий срок службы матриц.
- Круглый и нормальный внешний вид продукта.
- Возможность задания и бесступенчатого регулирования фиксированной длины заготовки.
- Точность фиксированной длины заготовки и постоянное качество производимых медных шариков за счет осуществления движения подачи фиксированной длины под управлением электрической системы управления.
- Разумное использование ресурсов оборудования и оптимальное использование пропускной способности оборудования за счет простоты регулирования усилия гидравлического формования, скорости формования и величины хода формования с помощью ПЛК в соответствии со спецификацией продукта благодаря использованию технологии пропорционального сервоуправления в гидравлической системе управления.
- Использование технологии автоматического управления на основе механико-электрически-жидкостной интеграции.
- Высокая степень автоматизации, высокое качество продукции, высокий выход формования выдавливанием, безопасная и надежная работа, низкие издержки производства и высокий выход продукции гидравлической формовочной машины.
- Использование технологии Ethernet для своевременного сбора и передачи динамической производственной информации с целью осуществления автоматического контроля и интеллектуального управления производством при формовании шариков из микрокристаллической меди.
- Новые принципы, передовая технология, интеллектуальное управление, разумная структура, надежная работа, высокий уровень автоматизации, высокая продуктивность оборудования и экологическая безопасность технического решения и высококачественные продукты.
Приведенное выше описание относится лишь к предпочтительным вариантам осуществления настоящего изобретения и не предназначено для ограничения настоящего изобретения. Специалисты в данной области техники могут внести различные модификации и изменения в настоящее изобретение. Любые модификации, эквивалентные замены, улучшения и т. д., внесенные в пределах существа и принципов настоящего изобретения, должны быть включены в объем настоящего изменения.
| название | год | авторы | номер документа |
|---|---|---|---|
| БЛОЧНЫЙ ВЫРУБНОЙ ШТАМП | 2022 |
|
RU2778092C1 |
| СПОСОБ И МАШИНА ДЛЯ ПРОИЗВОДСТВА ПОЛЫХ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2307077C2 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС | 2003 |
|
RU2246386C1 |
| ФОРМОВОЧНАЯ МАШИНА ДЛЯ РОТАЦИОННОГО ВЫДАВЛИВАНИЯ/РАСКАТКИ И СПОСОБ РОТАЦИОННОГО ВЫДАВЛИВАНИЯ/РАСКАТКИ | 2016 |
|
RU2698236C2 |
| ФОРМОВОЧНАЯ МАШИНА | 2011 |
|
RU2574753C2 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ШЕСТИГРАННЫХ ДЕТАЛЕЙ ИЗ ЛИСТОВОГО ПРОКАТА | 1992 |
|
RU2030944C1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ ПОЛОСОК И СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЕНЫХ ВЫПЕЧНЫХ ИЗДЕЛИЙ | 2009 |
|
RU2420963C1 |
| ЭКСТРУЗИОННО-РАЗДУВНАЯ ФОРМОВОЧНАЯ МАШИНА | 2001 |
|
RU2186683C1 |
| Врубовая машина | 2018 |
|
RU2761230C2 |
| ФОРМОВОЧНАЯ МАШИНА И СПОСОБ ФОРМОВАНИЯ ОБЪЕМНОГО ПИЩЕВОГО ПРОДУКТА | 2011 |
|
RU2636769C1 |
Изобретение относится к гидравлической формовочной машине. Формовочная машина содержит корпус, режущий механизм, формовочную матрицу, выталкиватель и приводной механизм. Формовочная матрица содержит подвижную матрицу и неподвижную матрицу. Корпус снабжен загрузочным отверстием. Режущий механизм содержит приводное устройство резания, включающее направляющий механизм и режущий скользящий блок, нож гильотинного типа, вырубную матрицу с подающим входным отверстием, расположенным концентрически с загрузочным отверстием, зажим для приближения заготовки к лезвию ножа или удаления от него и приводное устройство зажима. Выталкиватель содержит первый выталкивающий компонент, расположенный на стороне подвижной матрицы, и второй выталкивающий компонент, расположенный на стороне неподвижной матрицы. Подвижная матрица расположена на приводном механизме и приводится в движение приводным механизмом для приближения к неподвижной матрице или удаления от нее. В результате улучшается надежность работы формовочной машины и обеспечивается возможность непрерывной ее эксплуатации. 8 з.п. ф-лы, 9 ил.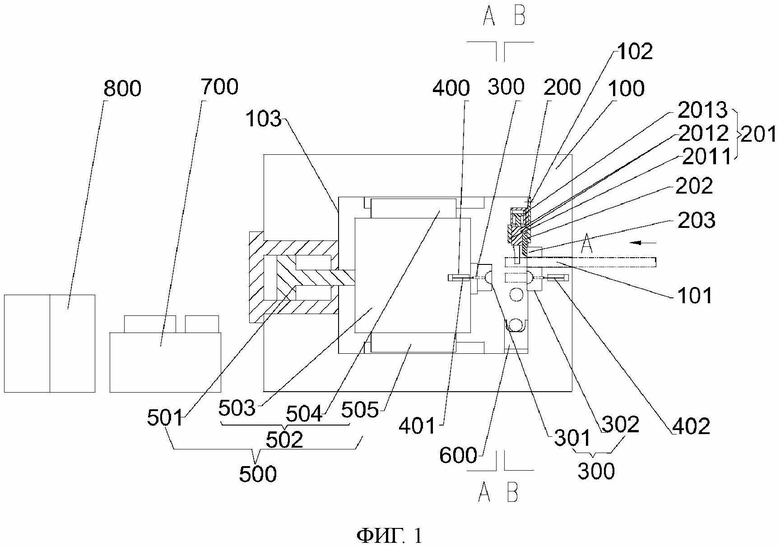
1. Гидравлическая формовочная машина, содержащая корпус, режущий механизм, формовочную матрицу, выталкиватель и приводной механизм, отличающаяся тем, что корпус имеет по меньшей мере одну первую монтажную поверхность и снабжен загрузочным отверстием, проходящим сквозь первую монтажную поверхность; формовочная матрица содержит подвижную матрицу и неподвижную матрицу, согласованные друг с другом; режущий механизм содержит приводное устройство резания, включающее направляющий механизм и режущий скользящий блок, нож гильотинного типа, вырубную матрицу на первой монтажной поверхности с подающим входным отверстием, расположенным концентрически с загрузочным отверстием, зажим для приближения заготовки к лезвию ножа или удаления от него и приводное устройство зажима; выталкиватель содержит первый выталкивающий компонент, расположенный на стороне подвижной матрицы, и второй выталкивающий компонент, расположенный на стороне неподвижной матрицы; режущий механизм и неподвижная матрица расположены на первой монтажной поверхности корпуса и, соответственно, на обеих сторонах выходного конца подающего входного отверстия; подвижная матрица расположена на приводном механизме и приводится в движение приводным механизмом для приближения к неподвижной матрице или удаления от нее в направлении, перпендикулярном первой монтажной поверхности, при этом заготовка, отрезанная режущим механизмом, формуется выдавливанием между неподвижной матрицей и подвижной матрицей.
2. Гидравлическая формовочная машина по п. 1, отличающаяся тем, что приводной механизм содержит главный приводной цилиндр, корпус имеет по меньшей мере одну вторую монтажную поверхность, параллельную первой монтажной поверхности, главный гидравлический цилиндр предусмотрен на второй монтажной поверхности корпуса, ось штока поршня главного гидравлического цилиндра перпендикулярна второй монтажной поверхности, конец штока поршня главного гидравлического цилиндра обращен к первой монтажной поверхности, а подвижная матрица расположена на конце штока поршня главного гидравлического цилиндра.
3. Гидравлическая формовочная машина по п. 2, отличающаяся тем, что приводной механизм дополнительно содержит скользящий компонент, находящийся между первой монтажной поверхностью и второй монтажной поверхностью, скользящий компонент содержит скользящий блок, первую направляющую и вторую направляющую, две стороны скользящего блока соответственно сцеплены с возможностью скольжения с первой направляющей и второй направляющей, а шток поршня главного гидравлического цилиндра соединен с одним концом скользящего блока, на другом конце скользящего блока расположены подвижная матрица и первый выталкивающий компонент.
4. Гидравлическая формовочная машина по п. 3, отличающаяся тем, что корпус выполнен с возможностью установки режущего механизма, формовочной матрицы, выталкивателя, скользящего блока и главного гидравлического цилиндра.
5. Гидравлическая формовочная машина по п. 1, отличающаяся тем, что на выходном конце подающего входного отверстия предусмотрено пространство для обработки, в котором осуществляется зажатие заготовки, при этом зажим и лезвие ножа синхронно перемещаются в положение между неподвижной матрицей и подвижной матрицей для формования выдавливанием заготовки.
6. Гидравлическая формовочная машина по п. 1, отличающаяся тем, что направляющий механизм приводного устройства резания установлен на первой монтажной поверхности и на стороне вырубной матрицы, задаваемое направление направляющего механизма перпендикулярно направлению прохождения оси подающего входного устройства; режущий скользящий блок сцеплен с возможностью скольжения с направляющим механизмом; и нож гильотинного типа расположен на стороне режущего скользящего блока возле вырубной матрицы.
7. Гидравлическая формовочная машина по п. 1, отличающаяся тем, что приводное устройство резания дополнительно содержит гидравлический цилиндр резания, а конец режущего скользящего блока, удаленный от вырубной матрицы, соединен со штоком поршня гидравлического цилиндра резания.
8. Гидравлическая формовочная машина по п. 1, отличающаяся тем, что зажим дополнительно снабжен поворотным стержнем и приводным концом, поворотный стержень шарнирно соединен с концом режущего скользящего блока, нож гильотинного типа расположен на конце режущего скользящего блока, приводной конец соединен с приводным устройством зажима и зажим приводится в движение приводным устройством зажима для совершения возвратно-поступательного движения вокруг поворотного стержня и перемещения вместе со скользящим блоком ножа гильотинного типа.
9. Гидравлическая формовочная машина по п. 1, отличающаяся тем, что дополнительно содержит гидравлическую систему управления и электрическую систему управления.
| JPH 09141379 A, 03.06.1997 | |||
| CN 202129625 U, 01.02.2012 | |||
| УСТРОЙСТВО ДЛЯ ГИДРАВЛИЧЕСКОЙ ШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ ИЗ ТРУБНЫХ ЗАГОТОВОК | 1998 |
|
RU2149723C1 |

