Настоящее изобретение относится к способу и устройству для прессования материалов. Более точно, настоящее изобретение относится к вибрационной обработке "массы заготовки" (заготовки) в процессе формования прессованных изделий, предназначенных для производства электродов, применяемых в металлургической промышленности, в частности, для электролиза алюминия.
Такие электроды, в частности аноды, получают при прессовании "массы заготовки" в устройстве вибрационной обработки, которое может состоять из формовочной коробки с основанием и боковыми стенками, установленной на столе, а также груза, который скользит вниз между стенками формы (боковыми стенками формовочной коробки). В основном на рынке представлены два типа вибрационного оборудования для формования анодов, оборудование с вибрацией груза и оборудование с вибрацией стола. Основное различие между ними состоит в установке вибрационного блока, который генерирует подачу вертикального усилия в оборудовании. У оборудования с вибрацией груза вибрационный блок установлен на/в грузе. У оборудования с вибрацией стола вибрационный блок закреплен на столе/встроен в стол.
Патент NO №132359 относится к вибрационному оборудованию с вибрацией груза для обжатия массы формы, используемой для производства блоков анода и катода. В описании указано, что вибрация груза обеспечивает множество преимуществ по сравнению с вибрацией стола, в частности, позволяет упростить оборудование. При переносе вибрационного блока на груз было заявлено, что принцип вибрации может быть упрощен, поскольку основание может оставаться неподвижным, закрепленным на полу. В соответствии с данным документом ссылки эффект прессования достигается с помощью одного или нескольких генераторов вибрации, установленных только на прикрывающий сверху вес или груз, при этом основание остается неподвижным и стенки формы закреплены на основании при выполнении процесса формования. В соответствии с решением, приведенным в документе ссылки, стол должен представлять собой неподвижное основание для исключения образования связанной механической системы с несколькими вибрирующими массами, что также представлено на фигуре, приложенной к данному документу ссылки.
В публикации JP-A-11 226698 описано устройство прессования с верхним расположением вибратора в устройстве для вибрационного формования заготовки литейной формы из песка. Используемые здесь принципы вибрации аналогичны описанным в вышеуказанном документе ссылки и не основаны на принципах в соответствии с настоящим изобретением.
Настоящее изобретение будет более подробно описано ниже на примерах со ссылкой на чертежи, на которых:
на фиг.1 показана упрощенная схема улучшенного оборудования вибрационной обработки,
на фиг.2 показана упрощенная схема первого варианта выполнения оборудования вибрационной обработки в соответствии с настоящим изобретением,
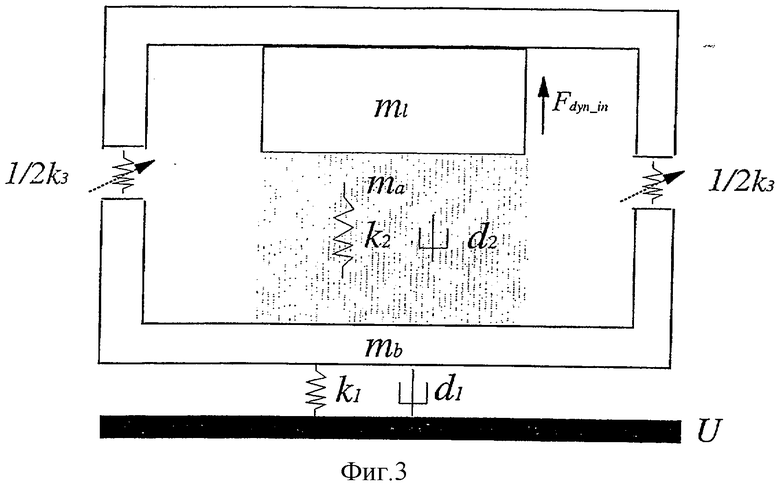
на фиг.3 показана упрощенная схема второго варианта выполнения оборудования вибрационной обработки в соответствии с настоящим изобретением,
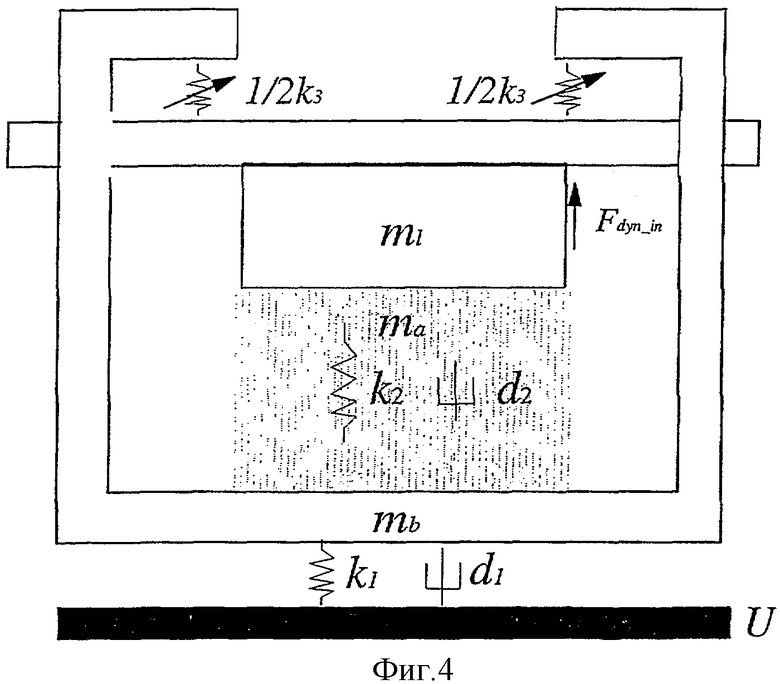
на фиг.4 показана упрощенная схема третьего варианта выполнения оборудования вибрационной обработки в соответствии с настоящим изобретением,
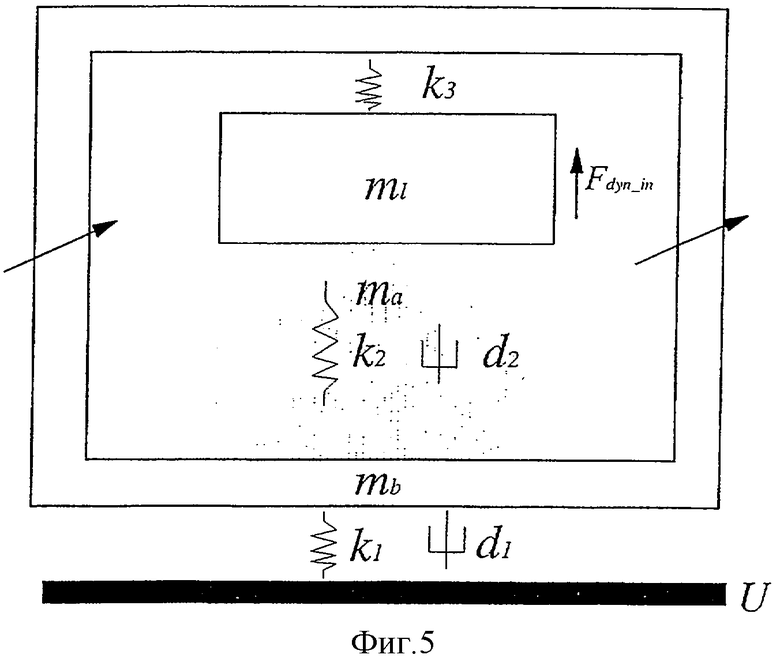
на фиг.5 показана упрощенная схема четвертого варианта выполнения оборудования вибрационной обработки в соответствии с настоящим изобретением,
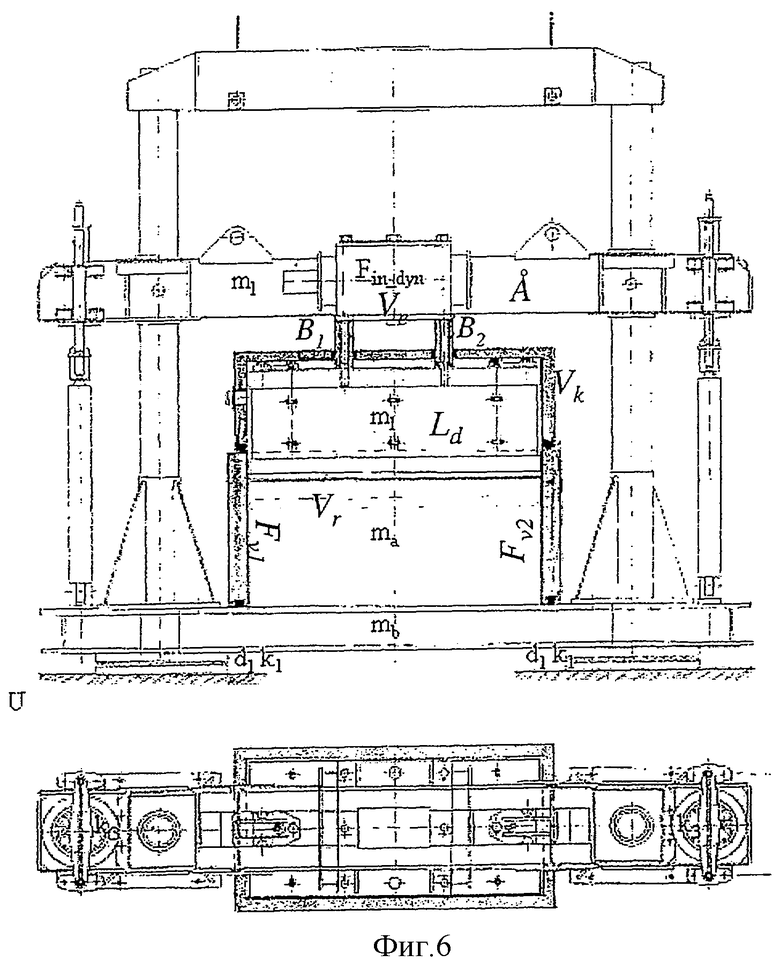
на фиг.6 показана схема механической реализации принципа оборудования вибрационной обработки по фиг.4. На этом чертеже также представлена вибрационная обработка анодной массы в условиях вакуума, где вакуумная камера окружает анодную массу и часть всего груза.
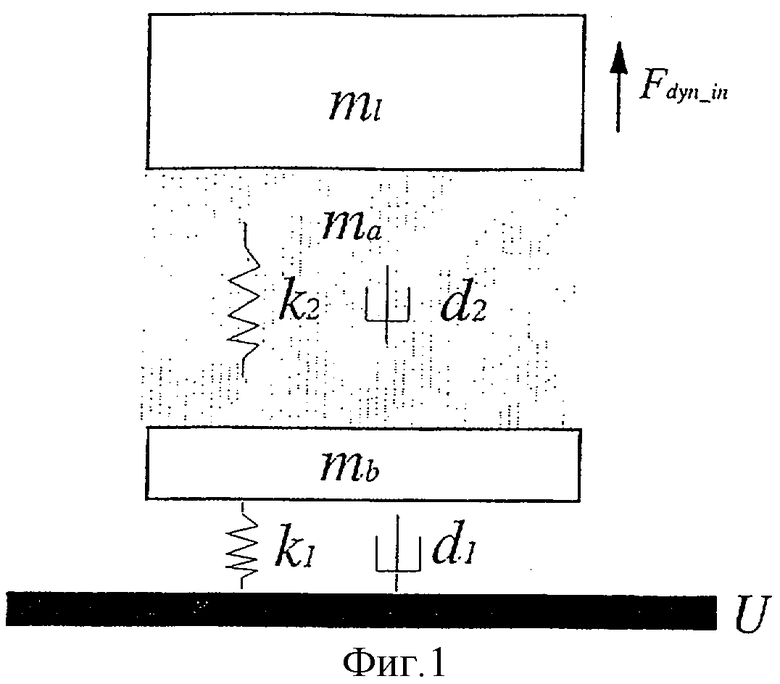
Механическая система, описанная в патенте NO №132359, была испытана при проведении экспериментов, но эксперименты показали, что вибрационное оборудование, содержащее одну вибрационную массу не позволяет обеспечить требуемый результат. Причина этого состоит в распространении динамической энергии на окружающую среду, и при этом оборудование также является нестабильным. Стол был затем улучшен в экспериментах и преобразован в массу, которая могла вибрировать, благодаря установке пружины k1 и демпфера d1 между столом mb и основанием U, смотри фиг.1. На чертеже анодная масса ma показана в виде комплексной пружины, которая также может быть представлена в виде элементов k2, d2 пружины и демпфера. Анодную массу или систему демпфера пружины между столом и полом целесообразно выражать как комплексные пружины, поскольку комплексные пружины содержат действительный элемент пружины и гистерезисный элемент демпфера. Анодная масса может, конечно, иметь другие формы демпфирования, помимо гистерезисного демпфирования, такие как фрикционное демпфирование и т.д. Аналогично, различные формы демпфирования могут иметь место в реальном элементе демпфирования, таком как резиновые демпферы, установленные между столом и основанием. На фиг.1 вибрационный груз представлен как ml. Динамически передаваемое усилие Fdyn_in, приложенное к оборудованию, представляет собой вертикальное периодическое усилие. В соответствии с вышеуказанным изменением конструкции улучшенное оборудование состоит из соединенной механической системы с двумя вибрирующими массами. Соединенная система с двумя вибрирующими массами также может быть установлена при приложении вибрации к столу, а не к грузу.
В результате вышеописанного улучшения шумы, передаваемые в окружающую среду, были существенно снижены. Для этого явления существует множество причин:
- При использовании 2-х вибрирующих масс и при выборе диапазона частот, в котором стол и груз вибрируют фактически в противофазе (направлены на 180°), динамическое приложение силы сжатия к анодной массе увеличивается, поскольку стол также ускоряется и вносит свой вклад в силу сжатия. Это означает, что усилие, динамически передаваемое на оборудование, может быть уменьшено для достижения той же величины динамического сжатия, прикладываемой к анодной массе. В свою очередь, это приводит к уменьшению динамической передачи силы на основание U, поскольку уменьшается динамически передаваемая сила.
- Демпфер d1 между столом mb и основанием U рассеивал динамическую энергию.
- Основание U было защищено от ударов со стороны груза. Удары находились в определенном диапазоне частотных компонентов. Динамическая энергия, передаваемая на пол, могла быть очень большой и случайной, когда энергия поступала непосредственно от груза. Стол выполнял защитную роль так, что на пол передавалось непрерывное синусоидальное усилие от стола с тем же компонентом частоты, что и динамически передаваемое усилие, прикладываемое со стороны груза.
- Оборудование было стабилизировано за счет элемента d1 демпфирования.
Низкочастотные нестабильные флуктуации оборудования были демпфированы.
При разработке оборудования, в соответствии с настоящим изобретением, на основе полученного выше опыта было решено, что оборудование не должно содержать основание или фундамент (большую пассивную массу под оборудованием). Было определено, что оптимальное оборудование должно, в максимально возможной степени, позволять изолировать саму динамическую энергию, так чтобы она поглощалась оборудованием и, в максимально возможной степени, обжимаемой/формуемой массой и так чтобы минимальное количество ее передавалось в окружающую среду. В улучшенном варианте оборудования фундамент под полом, на котором устанавливают вибрационное оборудование, выполняет единственную роль демпфирования остатков динамической энергии, которая поступает от вибрационного оборудования.
В вышеуказанном патенте NO 132359 также предложено прикладывать к грузу "постоянную силу прижима, например, с помощью гидравлического цилиндра" (позиция 16 на чертеже). Это изобретение было направлено на снижение веса груза. Такой способ приложения внешнего статического усилия к грузу является очень неудачным. Во-первых, гидравлический цилиндр неподвижно соединен с основанием. Динамическая энергия при этом передается через это соединение на основание. Во-вторых, гидравлический цилиндр содержит демпфирование и прямо рассеивает динамическую энергию, которая предназначена для передачи на анодную массу. Динамическое приложение вибрации в направлении анодной массы при этом уменьшается. Были выполнены эксперименты с гидравлическим цилиндром, но был получен отрицательный результат по вышеуказанным причинам.
Настоящее изобретение относится к дополнительным улучшениям известного уровня техники с помощью способа и оборудования для прессования материалов, в частности вибрационной обработки "массы заготовки" в процессе формования прессованных изделий для производства электродов, применяемых в металлургической промышленности. Оборудование содержит форму из двух частей, по меньшей мере, к одной из которых прикладывают вибрацию во время процесса прессования. Кроме того, части формы, например стол и груз, взаимно физически объединены во время вибрации с помощью статической силы сжатия, которая может быть представлена, по меньшей мере, одной пружиной k3. Вибрационное оборудование может быть разработано как замкнутая система, в которой вибрационная энергия в как можно меньшей степени выходит за пределы оборудования. Четыре варианта выполнения оборудования, в виде замкнутой системы, показаны на фиг.2-6. Основное различие между вариантом выполнения, показанным на фиг.1 и представленными на фиг.2-6, состоит в том, что стол в последних вариантах выполнения соединен с грузом с использованием одной или нескольких пружин k3 или с использованием компоновки, эквивалентной пружине k3.
Хотя на чертежах показано, что вибрация передается на груз, принципы настоящего изобретения также могут быть выполнены при передаче вибрации на стол. Принципы настоящего изобретения также можно использовать при горизонтальном приложении вибрации к частям формы. Части формы могут быть при этом установлены таким образом, что они могут скользить по в основном горизонтальному основанию, например, когда части формы установлены на держателе, который может скользить в горизонтальном направлении (не показан).
При использовании настоящего изобретения материалы могут быть обжаты более быстро и более точно, с большей степенью обжима и с меньшей утечкой энергии в окружающую среду, чем было возможно при использовании оборудования известного уровня техники. На фиг.6 также показана возможность механической реализации такого оборудования, при использовании которого также можно обеспечить вибрационную обработку в условиях вакуума, где вакуумная камера выполнена как можно меньшей и обеспечено минимальное время откачки газа. Эти и другие преимущества могут быть получены при использовании настоящего изобретения, которое определено в прилагаемых пунктах 1-18 формулы изобретения.
На фиг.2-5 представлены упрощенные схемы вибрационного оборудования во время вибрационной обработки, когда производят обжим и прессование массы mа. На фиг.6 показана реализация упрощенной схемы по фиг.4. Фиг.2-6 будут описаны ниже с использованием следующих определений:
Определения:
U: Основание.
ma - Масса, прессуемая с использованием вибрационного оборудования.
k2: Жесткость пружины массы mа.
d2: Демпфирование массы mа.
Демпфирование может быть представлено в форме гистерезисного демпфирования, вязкого демпфирования, фрикционного демпфирования и т.д. (при этом только один символ используется для обозначения демпфирования на чертежах, хотя может присутствовать комбинация различных форм демпфирования).
ml: Масса груза или масса, которая колеблется между массой mа и корпусом с жесткостью k3 пружины. Блок вибрации для передачи вибрации на груз включен в эту массу. В некоторых конфигурациях в массу груза также может быть включено ярмо, как показано на фиг.3, 4 и 6. Как можно видеть на фиг.6, только часть общей массы груза находится в вакуумной камере. Ярмо и блок вибрации расположены за пределами ее, но постоянно соединены с помощью болтов с частью груза, которая расположена внутри вакуумной камеры.
mb: Масса стола. Масса, которая колеблется между массой mа и корпусом с жесткостью k1 пружины или корпусом с демпфирующим элементом d1.
k1: Один или больше корпусов с общей жесткостью k1 пружины, расположенных между столом и массой mb и основанием U.
d1: Один или больше корпусов с общим демпфированием d1, расположенных между столом и массой mb и основанием U. Демпфирование может быть в форме гистерезисного демпфирования, вязкого демпфирования, фрикционного демпфирования и т.д. (для обозначения демпфирования на чертежах используется только один символ, хотя может присутствовать комбинация различных форм демпфирования).
k3: Корпус с жесткостью k3 пружины. Груз должен быть соединен со столом через оборудование со свойствами, эквивалентными свойствам пружины k3. Эквивалентная пружина должна быть пружиной последовательного действия в том смысле, что статическое усилие, передаваемое через нее, должно быть независимо от степени сжатия массы mа. При использовании k3 должна обеспечиваться возможность изменения статического усилия, передаваемого со стороны стола на груз, для поддержания его на постоянном уровне, независимо от степени сжатия массы mа. Одновременно, оборудование, которое представлено k3, должно иметь минимальное демпфирование, поскольку демпфирование поглощает динамическую энергию всего оборудования. Один пример такого оборудования может быть представлен регулируемыми мембранными коробками со сжатым воздухом, как показано на фиг.6, где один набор мембранных коробок установлен с каждой стороны ярма. Мембранные коробки "прижимают" груз в направлении массы mа во время вибрационной обработки. Мембранные коробки принимают силы сжатия со стороны стола mb.
В качестве исключения, для корпуса с жесткостью k3 пружины также может быть обеспечена фиксированная характеристика пружины, когда "боковые ножки" стола можно регулировать по высоте во время вибрационной обработки, как показано на фиг.5, так, что статическое усилие, передаваемое через k3, будет независимо от степени сжатия массы mа. Такое регулирование по высоте может быть выполнено с использованием телескопических боковых ножек, например, при использовании винтовых домкратов или гидравлических/пневматических цилиндров.
Fdyn_in - механическое усилие, динамически передаваемое на вибрационное оборудование. Периодическое усилие с одним или больше частотными компонентами. Вибрационный блок, закрепленный на грузе для вибрации груза, генерирует динамически подаваемое усилие. Fdyn_in имеет то же направление, что и направление прессования массы ma. На фиг.6 показан вибрационный блок, встроенный в ярмо.
Показатели, полученные во время вибрации для случая передачи вибрации на груз:
k1: Вибрационное оборудование было соединено с механической системой с 2-мя вибрирующими массами, активной массой ml и пассивной массой mb.
- Повышение динамической передачи динамических усилий, передаваемых на массу mа. Сила сжатия, прикладываемая к массе mа, увеличивается, поскольку масса mb также в значительной степени способствует образованию силы динамического сжатия.
- Снижение передачи шумов на окружающую среду, поскольку стол и груз, фактически установленные в противофазе по отношению друг к другу, в значительной степени компенсируют вибрацию друг друга, передаваемую на основание. Поэтому динамическое усилие, передаваемое на основание, меньше.
d1:
- Более высокая стабильность, поскольку d1 отфильтровывает низкочастотные нежелательные флуктуации вибрационного оборудования, передаваемые на стол и на груз, и таким образом снижает нестабильность оборудования.
- Уменьшение шумов, передаваемых в окружающую среду, поскольку d1 рассеивает энергию и функционирует как буфер по отношению к основанию.
- Однако уменьшение динамической передачи динамических усилий на массу mа может происходить, если демпфирование будет слишком сильным или если основная частота силы сжатия будет слишком низкой, так, что d1 будет демпфировать низкочастотный диапазон.
k3: Введение k3 со статическим усилием, передаваемым со стороны стола на груз.
- Дополнительное увеличение динамической передачи динамических усилий, действующих на массу mа, за счет большей амплитуды сжатия массы mа и более высокой частоты. Поскольку возможно увеличить статическое усилие, прикладываемое к массе mа через k3, динамическое усилие, действующее на массу mа, также увеличивается. Вибрационный блок также опосредованно соединен со столом через k3 так, что это способствует увеличению ускорения стола и, таким образом, также повышает динамическое усилие. Другая причина повышения динамического усиления состоит в том, что статическая сила, передаваемая через k3, приводит к динамической флуктуации массы ma, которая приближается к общей динамической флуктуации стола и груза. Динамика груза, таким образом, дополнительно "прижимает" вниз прессуемую массу mа. Это приводит к более высокой амплитуде обжима mа. Рабочая частота оборудования также повышается, поскольку масса mа ускоряет стол и груз в большей степени, так как она находится в большем контакте с грузом в течение периода колебания. Более высокое динамическое усилие способствует достижению большей степени обжима прессуемой массы mа.
- Уменьшение времени обработки вибрации за счет более высокой частоты и более высокой амплитуды обжима mа. Это приводит к повышению производительности. Измерения показали, что время может быть уменьшено от времени обработки вибрации приблизительно 60 секунд до приблизительно 20 секунд.
- Снижение шума, поскольку k3 накапливает динамическую энергию внутри оборудования и, таким образом, меньше энергии передается в окружающую среду. Динамическая энергия, накопленная в k3, передается на массу mа, в момент растяжения k3 или сжатия mа. Оборудование становится в большей степени замкнутой системой. Если жесткость пружины k3 повысить, оборудование сможет накапливать больше динамической энергии.
- Более высокая стабильность, поскольку d1 можно дополнительно увеличивать без уменьшения силы сжатия, прикладываемой к массе mа. Одно из преимуществ настоящего изобретения состоит в том, что возможно устанавливать частоту вибраций оборудования при использовании только вибрационного блока. Рабочую частоту можно, таким образом, в большей степени вывести за пределы низкочастотного диапазона так, что упрощается демпфирование низкочастотных сигналов с помощью d1, без демпфирования сигнала сжатия, который имеет более высокую частоту (проще вводить фильтр высокой частоты). Поэтому проще увеличить степень демпфирования d1 без какого-либо отрицательного влияния на динамическое приложение вибрации к прессуемой массе.
- Гибкость. Поскольку статическое усилие, действующее на массу ma, можно регулировать через k3, возможно регулировать величину динамического усилия, прикладываемого к массе mа. На фиг.6 давление воздуха в мембранных коробках можно оптимизировать для определения величины усилия. С использованием вибрационного блока также можно регулировать отношение амплитуда [мм]/частота [Гц] динамических флуктуаций стола и груза. Если оборудование должно в большей степени действовать как генератор биения, частоту уменьшают с помощью вибрационного блока для увеличения амплитуды [мм] динамической флуктуации стола и груза. Если оборудование должно функционировать в большей степени как "вибрационный пресс", частоту повышают с помощью вибрационного блока так, что амплитуда [мм] динамических флуктуаций снижается. Такая установка также позволяет снизить уровень шумов, передаваемых в окружающую среду, поскольку уменьшается сила ударов при поддержании одинаковой динамической величины усилия, создаваемого сжатым воздухом в мембранных коробках. Оптимальное отношение здесь зависит от прессуемой массы, ее размеров и от того, используется вакуум или нет при вибрационной обработке.
- Техническое обслуживание и надежность. Гибкость, указанная выше, позволяет использовать меньшее количество ударов. Это уменьшает износ оборудования и существенно понижает уровень шумов.
Частоту вибраций регулируют так же, как в модифицированном оборудовании в направлении значения частоты, при котором динамическое приложение вибрации, передаваемой на анодную массу, будет наибольшим. Эта частота также представляет собой частоту, при которой стол и груз приближаются к режиму работы в противофазе. Поскольку груз и стол соединены друг с другом через пружину k3, груз будет способствовать прижиму стола в направлении вверх, когда стол движется вниз в направлении к полу. Поскольку динамическое усилие, передаваемое через пол, представляет собой сумму усилий, действующих со стороны груза и стола, когда сила, передаваемая со стороны груза, действуют в противоположном направлении по отношению к силе, передаваемой со стороны стола, передаваемое динамическое усилие на основание будет уменьшено. Это приводит к тому, что вибрационное оборудование будет передавать меньше динамической энергии в окружающую среду. Другими словами, динамическая энергия будет накапливаться в пружине k3, когда стол находится в нижнем положении, и груз находится в верхнем положении (пружина k3 сжата). Пружина затем передает энергию на анодную массу при растяжении (анодная масса сжата). Динамическая энергия накапливается в большей степени внутри системы и в меньшей степени передается в окружающую среду. Здесь важно отметить, что пружина k3 должна обладать минимальным демпфированием, чтобы энергия, которая накапливается в пружине, использовалась для сжатия анодной массы и не преобразовывалась в другие формы энергии, такие как тепловая энергия и т.д.
При увеличении динамического усилия, действующего на анодную массу, увеличивается возможность передачи больших динамических усилий на анодную массу и/или подвода меньших динамических сил (эксцентрического усилия). Это позволяет получить продукт с более высокой плотностью и при более высокой производительности.
При использовании стабильного оборудования не возникают случайные флуктуации, передаваемые на стол и груз, которые нарушают постоянную подачу энергии к прессуемой массе mа. Поскольку оборудование, в соответствии с настоящим изобретением, имеет, по меньшей мере, одну низкую резонансную частоту, кроме выбранной рабочей частоты, важно предотвратить колебания оборудования на этих частотах. Также важно разработать оборудование так, что динамическое приложение вибрации в этих низкочастотных диапазонах будет минимальным. При использовании настоящего изобретения возможно с помощью вибрационного блока повысить рабочую частоту оборудования. Демпфирование d1 при этом может быть увеличено для минимизации низкочастотных флуктуаций. Верхний предел такого демпфирования составляет случай, когда обеспечивается отсутствие существенного снижения динамической передачи вибрации на массу mа на рабочей частоте оборудования.
Путем регулирования статической силы сжатия, передаваемой через пружину k3, обеспечивается возможность регулировать плотность прессуемого продукта. При повышении статической силы сжатия также может быть уменьшено время прессования. Это означает, что производительность оборудования может быть повышена. При использовании предложенного оборудования силу сжатия также можно регулировать в ходе самого процесса прессования, если это необходимо. Например, может быть эффективно вначале обеспечить вибрацию при относительно высокой силе сжатия, которую затем уменьшают и вновь увеличивают к концу процесса вибрационной обработки.
Вибрационное оборудование, построенное, в соответствии с настоящим изобретением, может содержать средство, которое позволяет проводить вибрационную обработку электродов так, что они будут иметь одинаковую плотность или одинаковые физические размеры. Это может быть обеспечено с помощью оборудования, на котором установлены измерительные устройства, которые регистрируют степень перемещения груза вниз во время вибрационной обработки. Количество материала, помещаемого в форму перед вибрацией, заранее определено, и тогда обеспечивается простая возможность установления значения, определяющего отношение вес/объем. Вибрационная обработка может быть закончена, когда будет достигнут определенный уровень так, что будут получены идентичные физические внешние размеры.
Кроме того, на вибрационном оборудовании может быть установлено устройство, образующее вакуум в объеме, который ограничен частями формы (грузом, столом и стенками формы), содержащими массу ma так, что любой газ может быть удален из формы (вакуумная вибрационная обработка). Это обеспечивает возможность получать повышенную плотность, уменьшить риск образования трещин и обеспечивает возможность вибрационной обработки при более высоких температурах и т.д. На фиг.6 показан вариант реализации такого оборудования. Некоторая часть полного груза расположена внутри вакуумной камеры Vr, сформированной стенками Fν1, Fν2 формы и вакуумной крышкой Vk. Вакуумная крышка может быть соединена с помощью трубы с оборудованием, которое создает вакуум под вакуумной крышкой, таким как вентилятор или аналогичное оборудование (не показано). Остальная часть общей массы груза (ярмо Å и вибрационный блок Ve) расположены снаружи, но постоянно соединены с помощью болтов B1, B2 с частью груза Ld, находящейся внутри вакуумной камеры Vr. В результате этого обеспечиваются наименее возможные размеры вакуумной камеры и время откачки газов может быть минимизировано. Болты должны иметь наименьшее возможное общее поперечное сечение так, что вакуум создает наименее возможный "эффект отсоса" на ярмо. Одновременно, болты должны иметь достаточные размеры и должны быть установлены так, что обеспечиваются надежное соединение и крутящий момент, передаваемый на ярмо, находящийся в разумных пределах.
Поскольку во время вибрационной обработки обеспечивается обжим массы mа, ярмо Å будет приближаться к вакуумной крышке. Таким образом, должно быть установлено минимальное расстояние от ярма до части груза, который находится внутри вакуумной камеры. Это расстояние может быть уменьшено, если вакуумная крышка также выполнена телескопической. Общая высота вибрационного оборудования, однако, может быть уменьшена путем установки вибрационного блока внутри ярма.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ И ИЗМЕНЕНИЯ ДИНАМИЧЕСКОГО СОСТОЯНИЯ ВИБРОЗАЩИТНОЙ СИСТЕМЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2696062C1 |
| СИСТЕМА УПРАВЛЕНИЯ СЛЕДЯЩИМ ПРИВОДОМ ВИБРАЦИОННОГО ПРЕССА | 1995 |
|
RU2095249C1 |
| ВИБРАЦИОННАЯ ЦЕНТРИФУГА | 2012 |
|
RU2583021C2 |
| Устройство настройки, коррекции, формирования и управления динамическим состоянием вибрационной технологической машины и способ для его реализации | 2020 |
|
RU2751042C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ДИНАМИЧЕСКОГО ГАШЕНИЯ КОЛЕБАНИЙ | 2015 |
|
RU2604250C2 |
| Способ динамического гашения колебаний объекта защиты и устройство для его осуществления | 2017 |
|
RU2654890C1 |
| СПОСОБ ВОЗДЕЙСТВИЯ НА КОЛЕБАНИЯ | 2014 |
|
RU2567719C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ХАРАКТЕРИСТИК АМОРТИЗАТОРОВ ПРИ ВИБРАЦИОННОМ ВОЗДЕЙСТВИИ | 2006 |
|
RU2323426C1 |
| ДЕМПФЕР СУХОГО ТРЕНИЯ | 2001 |
|
RU2221176C2 |
| УСТРОЙСТВО ДЛЯ ДЕМПФИРОВАНИЯ РЫЧАГА ТОНАРМА | 2024 |
|
RU2827302C1 |
Настоящее изобретение относится способу и оборудованию для прессования материала. В частности, настоящее изобретение относится к вибрационной обработке "массы заготовки" в процессе формования прессованных изделий, используемых при производстве электродов для металлургической промышленности, в частности, для электролиза алюминия. Способ прессования материала, в частности, с помощью вибрационной обработки "массы заготовки" в процессе формования прессованных изделий, предназначенных для производства электродов, применяемых в металлургической промышленности, в частности, для электролиза алюминия, основан на использовании оборудования с двумя частями формы. Оборудование содержит две части (m1, тb) формы, которые взаимно соединены с использованием усилия пружины, которая может быть представлена одной или больше пружиной (k3). По меньшей мере, одна из частей формы оборудована средством, предназначенным для вырабатывания вибрации. В одном варианте выполнения оборудование состоит из нижнего стола со стенками формы и верхнего груза. В предпочтительном варианте выполнения, вибрацию прикладывают через груз. В ходе вибрационной обработки груз перемещается вниз в направлении к столу, вследствие чего обеспечивается прессование расположенной между ними массы. Стол может быть установлен на основании, на котором, по меньшей мере, одна пружина (k1) и, возможно, демпфирующий элемент (d1) установлены между столом и основанием. Пружины оборудования могут быть выполнены таким образом, что груз и стол могут колебаться на одной или больше заданных частотах, что обеспечивает максимальное приложение вибрации к прессуемой массе. Элемент (d1) демпфирования обеспечивает функции стабилизации и изоляции. Прессование может происходить в условиях относительного вакуума для удаления газа. Технический результат изобретения заключается в повышении производительности и получении изделий с повышенной плотностью за счет повышения динамической передачи усилий на прессуемую массу, а также в снижении уровня шумов, передаваемых в окружающую среду, и повышении стабильности процесса производства. 2 н. и 22 з.п. ф-лы, 6 ил.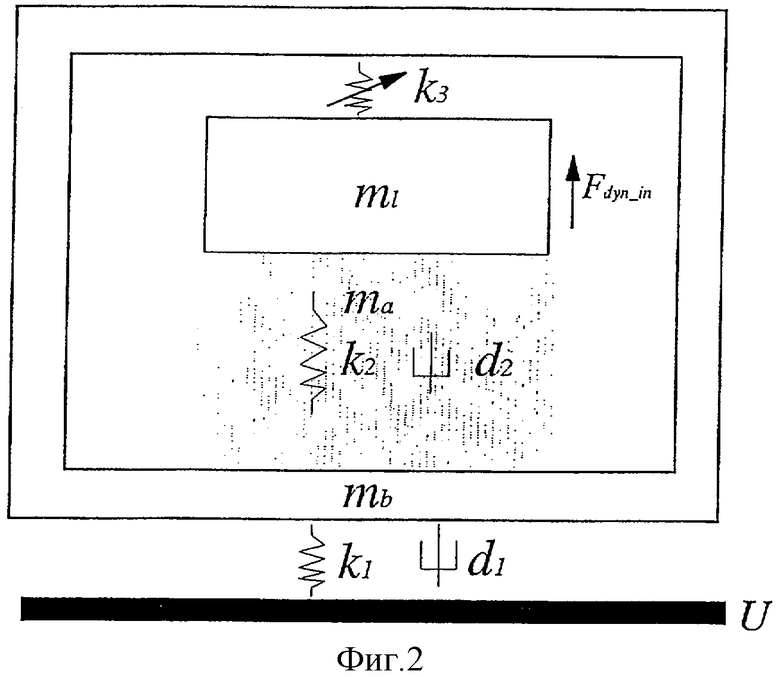
| Способ формования угольных блоков уплотнением | 1987 |
|
SU1813121A3 |
| Установка для вибропрессования строительных изделий из бетонных смесей | 1987 |
|
SU1451019A1 |
| 0 |
|
SU350573A1 | |
| Установка для изготовления бетонных и железобетонных изделий | 1988 |
|
SU1549752A1 |
| Установка для изготовления изделий из жестких дисперсных строительных смесей | 1981 |
|
SU975401A1 |
| 0 |
|
SU288615A1 |

