Область техники, к которой относится изобретение
Настоящее изобретение относится к способу и устройству для экструзии, в частности к формованию полимерных растворов или жидкостей, а также к применению устройства.
Уровень техники
Целлюлоза и другие полимеры могут растворяться в соответствующих растворителях и посредством контролируемого отверждения превращаться в необходимые формованные тела. Если под этими формованными телами имеются в виду нити, волокна и т.п., то говорят также о процессе прядения. Целлюлозу, например, растворяют в водных растворах аминоксидов, в частности в растворах N-метил-морфолин-N-оксида (NMMO), чтобы из полученного прядильного раствора изготовить пряденые изделия, как например волокна штапельного волокна, пленки и т.д. Это происходит путем осаждения экструдатов в воде или разбавленных растворах аминоксида, после того, как экструдаты экструзионного механизма через воздушный промежуток поступили в осадительную ванну.
US 46416698 относится к способу экструзии или прядения для растворов целлюлозы, чтобы целлюлозу формовать в нити. При этом жидкий прядильный материал - раствор целлюлозы и NMMO (N-метилморфолин-N-оксид) или других третичных аминов - формуется путем экструзии и подается в осадительную ванну для отверждения и вытяжки. Этот способ известен также как "лиоцелл" - способ.
US 4,246,221 и DE 2913589 описывают способ для изготовления волокон или пленок целлюлозы, причем вытягивается целлюлоза в жидкой форме. В них описывается процесс прядения, в котором целлюлоза растворяется в третичном аминооксиде, причем полученный раствор целлюлозы выдавливается через устройство с соплами, экструдируется через воздушный промежуток в прядильную воронку и в конце прядильной воронки вытягивается в виде непрерывных нитей. Используемая прядильная воронка оборудована подводящим устройством и отводящим устройством для прядильной ванны.
Другой способ описывается в US 5,252,284, в нем для формования целлюлозной массы используются продолговатые формующие капилляры.
WO 93/19230 A1 описывает развитие лиоцелл-способа, при котором содержащий целлюлозу прядильный материал непосредственно после формования перед подачей в осадительную ванну охлаждается.
WO 94/28218 A1 описывает способ для изготовления целлюлозных волокон, при котором раствор целлюлозы соплом формуется в несколько прядей. Эти пряди через продуваемую газом щель подаются в осадительную ванну («прядильную ванну») и непрерывно выводятся.
В WO 03/057951 A1 описываются формовочное устройство и другой вариант лиоцелл-способа, причем содержащий целлюлозу прядильный материал после формования направляется через экранируемую область, а в последующем через охладительную область.
В ЕР 0430926 В1 показывается прядильное сопло с головкой прядильных сопел и прядильной пластиной, причем прядильная пластина представлена устойчивой несущей пластиной, имеющей отверстия. В вышеупомянутые отверстия вставляются сопловые пластинки, в которых устроены прядильные капилляры.
US 5,171,504 A описывает прядильное устройство для термопластичного полимера, причем расплавленный полимер после экструзии охлаждается в воздушном промежутке до того, как он попадет в прядильную ванну. В воздушном промежутке непосредственно после экструзии имеется зона термического кондиционирования, в которой волокна находится при повышенных температурах.
WO 97/38153 A1 относится к лиоцелл-способу, при котором в воздушном промежутке используются два разных воздушных вентилятора, которые могут эксплуатироваться при одинаковой или разной температуре. Эти воздушные вентиляторы применяются для того, чтобы обеспечивать разную влажность в обоих воздушных потоках. Горячий частичный поток и прохладный частичный поток в этом документе не описываются.
GB 900009 A описывает прядение полипропиленовых волокон посредством экструзии. В нем есть примеры экспериментов с альтернативными обработками, при которых в воздушном промежутке соответственно используется другая температура. Одновременное применение газовых потоков с разной температурой не описывается.
В публикации "The Temperature of Fibres during Air-Gap Wet Spinning: Cooling by Convection and Evaporation" («Температура волокон во время мокрого прядения в воздушном промежутке: охлаждение конвекцией и испарением») - Volker Simon (Int. J. Heat Mass Transfer. Vol.37, No. 7, pp.1133-1142, 1994) показываются технологические операции процесса прядения. Указывается, что поданный в воздушный промежуток полимер содержит воду и вода во время процесса прядения испаряется на поверхности формуемой нити, а это испарение воды оказывает охлаждающее действие на пряденую нить. Делается вывод, что температура волокна во время экструзии является относительно высокой и вследствие испарения воды из волокна концентрация воды в прядильной среде увеличивается.
При подведении итогов утверждается, что градиент водяного пара приводит к тому, что массовый поток водяного пара от волокна направляется в окружающую среду. Происходящее в волокне испарение воды становится возможным благодаря находящемуся в волокне теплу, вследствие чего происходит сильное охлаждение, больше чем при прядении из расплава. В другом выводе указывается, что используемая в NMMO-способе прядильная масса состоит из нерастворителя (вода), растворителя (аминоксид=NMMO), а также целлюлозы. В конечном итоге автор приходит к заключению, что растворитель во время процесса формования не испаряется.
Было установлено, что экструзия и последующее охлаждение могут привести к нежелательному образованию частиц и отложениям на экструдере или к загрязнениям отдельных формуемых нитей. Так, например, отдельные компоненты формуемой массы непосредственно после экструзии и охлаждения могут высвобождаться в виде твердых частиц из еще жидких пряденых нитей и повреждать оборудование или снижать качество продукции. В основе настоящего изобретения лежит задача, предложить улучшенный способ экструзии, который может устранить эти недостатки.
Раскрытие изобретения
Настоящее изобретение предлагает способ экструзии для изготовления из находящегося в жидком состоянии материала твердых материальных волокон, а также материальных пленок или лент путем формования жидкости, путем выдавливания жидкости через одно или несколько экструзионных отверстий и отверждения материала в приемной ванне, причем формованный материал между экструзионным отверстием (экструзионными отверстиями) и приемной ванной направляется боковым газовым потоком, причем этот газовый поток разделяется на горячий частичный поток и прохладный частичный поток, и причем материал сначала вводится в контакт с горячим частичным потоком, а затем с прохладным частичным потоком, прежде чем он будет доставлен в приемную ванну.
Кроме того, изобретение относится к устройству для экструзии, в частности к конструкции из прядильных сопел, для изготовления твердых материальных волокон или пленок, с одним или несколькими экструзионными отверстиями, вентилятором для газа, который имеет большое число выходных отверстий для бокового обдува выдавленного через экструзионные отверстия материала газовым потоком, причем одна часть газового потока направляется в качестве горячего частичного потока, а другая часть в качестве прохладного частичного потока, и, по меньшей мере, с одним нагревательным элементом для нагревания газового потока в горячем частичном потоке. Устройство может применяться для осуществления соответствующего изобретению способа.
Горячий частичный поток является нагретым частичным потоком газового потока. С помощью его предотвращается переход материала или части его в твердое состояние и образование на экструзионных отверстиях или на пряденых нитях или в области между экструзионными отверстиями и приемной ванной отложений вынесенными газовым потоком частицами, такими как продукты кристаллизации или олигомеры. Прохладным частичным потоком является охлаждающий частичный поток газа, например с температурой окружающего воздуха. Преимущественно температура горячего частичного потока выше температуры плавления ожидаемых частиц. В случае жидкости с составом целлюлоза-ИММО-вода, которая обычно экструдируется при температурах от 80°С до 115°С, ожидаются частицы из гидрата NMMO. Горячий частичный поток, поэтому, желательно должен иметь температуру не менее 75°С.Области прохладного частичного потока и горячего частичного потока граничат непосредственно друг с другом, так что в направлении экструзии экструдируемый материал не испытывает существенных завихрений или различий в скорости газового потока. Благодаря этому достигается плавный переход в область прохладного частичного потока, предотвращаются отложение и выделение отвержденных частиц из материала. В прохладном частичном потоке предотвращается липкость находящегося еще в жидкой фазе материала между экструзионными отверстиями и приемной ванной («осадительной» ванной для отверждения материала). Это охлаждение должно, однако, происходить не сразу после экструзионных отверстий, так как оказалось, что из-за этого могут образовываться отложения и происходить закупорки отверстий. В частности, оказалось, что в этой области перед отверстиями преимущества обеспечивает даже нагревание.
Как правило, используются плавящиеся при высокой температуре или растворяющиеся при высокой температуре материалы. Температура материала у экструзионных отверстий может быть 70-130°С. Горячий частичный поток пропускается у экструзионных отверстий преимущественно при высоких температурах с отличием от температуры материала максимум на 20°С, особенно предпочтительно максимум на 10°С или 5°С. Температура прохладного частичного потока равна преимущественно от 0 до 50°С.
Варианты осуществления настоящего изобретения отличаются, в частности, контролируемым газовым потоком через область между экструзионным отверстием и приемной ванной. Посредством этого образуются горячий частичный поток и прохладный частичный поток. Чтобы предотвратить смешивание частичных потоков или чтобы не происходило перемешивания частичных потоков, газовый поток желательно должен быть ламинарным или не турбулентным. Благодаря контролируемому течению образуются отдельные области перемещения газа, в частности, горячий частичный поток и прохладный частичный поток. Газ преимущественно является любым не реагирующим с материалом инертным газом, преимущественно воздухом. Отдельные частичные потоки газового потока, в частности горячий частичный поток и прохладный частичный поток перемещаются по существу с одинаковой скоростью около экструдированного материала. Направление экструзии примерно перпендикулярно направлению течения газа. Газовый поток подается на формованный материал только с одной стороны.
Область между экструзионным отверстием и приемной ванной, в которой материал является еще жидким, называется также областью жидкой фазы. В результате попадания в приемную ванну материал отверждается. Говорят об области твердой фазы. Согласно изобретению в области жидкой фазы преимущественно не предусматриваются экранирующие области без течения газа.
Для достижения ламинарного газового потока вдоль экструзионного устройства может быть предусмотрен направляющий элемент. Тем самым газовый поток может направляться вдоль экструзионных отверстий ламинарно, даже если он направляется по криволинейной траектории (например, при изогнутой или сводчатой области экструзионных отверстий на экструдере). Как правило, газовый поток и над приемной ванной, над линией твердой фазы, направляется по криволинейной траектории, в зависимости от газового потока на экструзионным устройством.
Преимущественно область между экструзионными отверстиями и приемной ванной по существу полностью продувается боковым газовым потоком. Таким способом предотвращаются завихрения на краях газового потока. Одновременно предотвращается пропускание формованного материала через разные газовые зоны с различающимися скоростями течения, включая неподвижный газ.
Преимущественно вентилятор расположен под острым углом к направлению экструдирования. При небольшом угле наклона к направлению экструдирования газовый поток получает компоненту течения в направлении экструдирования, тем самым достигается более плавное перемещение отвергающегося материала. Это является дополнительной мерой, направленной на то, чтобы предотвратить вырывание отверждающихся частиц, например разных добавок, из потока материала. Соответствующим направляющим элементом газ может направляться ламинарно вдоль экструдера, несмотря на проходящее под углом направление натекания. Пригодными направляющими элементами являются, например, отражательные щитки или отводные каналы, с разряжением/всасыванием или без него. Острый угол может быть, например, меньше 85°, особенно меньше 80°, меньше 75°, меньше 70°, меньше 65°, меньше 60°, меньше 55°. Острый угол равен преимущественно минимум 30°, минимум 35°, минимум 40°, минимум 45°, минимум 50°, минимум 55°, минимум 60°, минимум 65°, минимум 70°, минимум 75°. Благодаря этому острому углу ориентирования вентилятора создается к тому же скоростной напор на поверхности приемной ванны, вследствие чего содержащаяся в ней среда понижается на стороне вентилятора/стороне натекания. Вследствие этого для жидкостей (пряденых нитей) на стороне натекания и на стороне стекания оказываются разными периоды пребывания в создаваемом вентилятором потоке. Это оптимизирует различные периоды пребывания при разных вязкостях жидкостей вследствие разных температур на стороне натекания (обычно прохладнее) и на стороне стекания (теплее из-за нагретого жидкостью прохладного газового потока).
Дополнительно экструдированную жидкость можно заставить натекать на приемную ванну под острым углом. Из-за такого рода косо расположенных экструзионных отверстий (прядильных сопел) пряденые нити от вентилятора на стороне стока и соответственно на стороне натекания пребывают в области газового потока в течение разного периода времени. На стороне натекания нити охлаждаются сильнее, чем на стороне стока, следствием чего становятся разные вязкости жидкости. Преимущественно эти периоды пребывания больше в случае более высокой вязкости (в большинстве случаев на стороне натекания), чем при более низких вязкостях (в большинстве случаев на стороне стока). Острый угол преимущественно равен минимум 10°, минимум 20°, минимум 30°, минимум 40°, минимум 50°, минимум 60°, минимум 70°, минимум 80°, или меньше, чем 85°, особенно меньше, чем 80°, меньше, чем 75°, меньше, чем 70°, меньше, чем 65°, меньше, чем 60°, меньше, чем 55°. Преимущественно этот угол равен 10-45°.
Перед экструзией через экструзионные отверстия материал может накапливаться и/или термостатироваться в экструзионной камере. Перед экструзией в материал, например, в камере могут еще вводиться добавки. Преимущественно экструзионная камера нагревается нагревательным элементом, например тепловой средой, которая перемещается в тепловых каналах. Этот или другой нагревательный элемент может, к тому же, использоваться и для нагревания экструзионных отверстий. Отверстия могут находиться в экструзионной пластине, которая преимущественно имеет нагревательный элемент. Преимущественно коэффициент теплопроводности экструзионной пластины находится в диапазоне коэффициентов теплопроводности металлов, например, он может составлять 5-100 Вт/мК, преимущественно 10-60 Вт/мК. Экструзионная пластина, материал вентилятора - в особенности разделительные стенки между отдельными выходными отверстиями вентилятора - могут быть изготовлены из различных материалов, таких как сталь, высокосортная сталь, керамика, керметы, алюминий, пластмасса, цветные металлы или благородные металлы. Предпочтительными материалами являются все формы железа, сплавы железа, хром-никелевые стали, никелевые стали (например, хастеллойные материалы), титан, тантал, карбид кремния, стекло, керамика, золото, платина, а также пластмассы. Специальными материалами являются сплавы с высоким содержанием молибдена или сплавы никеля, хрома и молибдена для устойчивости против точечной коррозии и щелевой коррозии или никеле-медные сплавы с высокой прочностью на растяжение. Примерами материалов являются хастеллой С (высокая устойчивость к коррозии), хастеллой В (дисперсионно твердеющий жаростойкой сплав), инконель (устойчивость к образованию коррозионных трещин под напряжением в нефтехимических применениях), инколой (высокая прочность и устойчивость к высоким температурам, а также к окислению и насыщению углеродом), монель (высокая устойчивость к растяжению, устойчивость к коррозии). Преимущественно выбирается материал с теплопроводностью 5-100 Вт/мК, особенно предпочтительно 10-60 Вт/мК.
Экструзионная пластина на экструзионном устройстве может быть закреплена любым способом, включая разъединяемые закрепления для простой замены пластины. Кроме того, пластина может быть приварена, приклеена или прифланцована или присоединена клеммами или заклепками. Экструзионная пластина может, кроме того, иметь покрытие, в частности для отталкивания экструдированного материала или для лучшего переноса тепла.
Преимущественно экструзионная пластина имеет толщину максимум 20 мм, особенно предпочтительно максимум 15 мм, максимум 12 мм, максимум 10 мм или максимум 8 мм.
Преимущественно нагреваемый частичный поток нагревается экструзионной пластиной с экструзионными отверстиями и/или нагревательным элементом в вентиляторе.
Вентилятор преимущественно имеет большое число выходных отверстий для газового потока. Например, в вентиляторе для этого могут предусматриваться несколько каналов. Эти каналы являются плотно прилегающими друг к другу, как, например, в ячеистой структуре. Для создания горячего частичного потока может нагреваться одна сторона вентилятора, причем перемычками между каналами нагревающее тепло, непрерывно ослабевая, до определенной степени передается дальше. Каналы, которые ведут к прохладному частичному потоку, должны, таким образом, по большей части быть не нагреваемыми или должны нагреваться до желательной более низкой температуры.
Перед экструзией, перед экструзионными отверстиями или в экструзионной камере жидкий материал сжимается под высоким давлением, например, насосом. В специальных конструктивных исполнениях давление составляет минимум 100 бар, преимущественно минимум 200 бар, минимум 300 бар, минимум 400 бар, минимум 500 бар, минимум 600 бар, минимум 700 бар, минимум 800 бар.
Преимущественно в направлении бокового газового потока предусмотрено несколько экструзионных отверстий. Экструзионные отверстия могут предусматриваться на выпуклой, т.е. сводчатой, экструзионной пластине, причем преимущественно угол α свода на краю экструзионной пластины по отношению к направлению экструдирования является острым углом. Угол α свода преимущественно меньше, чем 85°, особенно меньше, чем 80°, меньше, чем 75°, меньше, чем 70°, меньше, чем 65°, меньше, чем 60°, меньше, чем 55°. Преимущественно это конструктивное исполнение комбинируется с упомянутым направляющим элементом для отвода и/или подвода газового потока. Так, газовый поток направляется вдоль выпуклой или сводчатой области на экструзионной пластине. Посредством сводчатости профиль размещения экструзионных отверстий может приводиться в соответствие с профилем поверхности жидкости в приемной ванне. Вследствие втекания материала в приемную ванну поверхность жидкости там искривляется, поэтому при плоскостном профиле размещения экструзионных отверстий для внутренних струй материала требуется больше времени пребывания в пути, чем для внешних. По этой причине могут возникать неоднородности из-за разных периодов пребывания в прохладном частичном потоке. Таковые предотвращаются при следовании изобретению.
Материал, который согласно изобретению формуется посредством экструзии, может быть термопластичной массой, в частности вязкой жидкостью. Преимущественно материал выбирается из раствора целлюлозы, отвердевающих жидкостей, в частности «горячих расплавов», таких как полимеры, поликарбонаты, сложные полиэфиры, полиамиды, полимолочная кислота, полипропилен и т.д. Растворами целлюлозы являются, в частности, растворы целлюлозы-аминоксида, в частности растворы третичного аминоксида. Примером является раствор целлюлозы-NMMO, как он описан в US 4,416,698 или WO 03/057951 A1. Преимущественно для переработки в экструзионные продукты используются растворы целлюлозы с содержанием целлюлозы 4-23%.
Материал может быть водным раствором. Материал может быть тиксотропной жидкостью, в частности прядильным раствором. Специальные материалы имеют температуру плавления не менее примерно 40°C, не менее 50°C, не менее 55°C, не менее 60°C, не менее 65°С, не менее 70°С, не менее 75°С. Материал может транспортироваться при примерных температурах не менее примерно 40°С, не менее 50°С, не менее 55°С, не менее 60°С, не менее 65°С, не менее 70°C, не менее 75°C, не менее примерно 80°C, не менее 85°C, не менее 90°C, не менее 95°С. Преимущественно вязкость нулевого сдвига жидкости находится в диапазоне 100-15000 Па⋅с, особенно 500-10000 Па⋅с.
Для формования материала могут выбираться выходные отверстия любой формы. Возможны продолговатые отверстия для формования пленок или небольшие, круглые отверстия для формования волокон или нитей. Преимущественно ширина или диаметр отверстий составляет максимум 2 мм, максимум 1,5 мм, максимум 1,2 мм, максимум 1,1 мм, максимум 1 мм. Отверстия могут иметь ширину или диаметр не менее 0,1 мм, не менее 0,2 мм, не менее 0,3 мм, не менее 0,4 мм, не менее 0,5 мм, не менее 0,6 мм, не менее 0,7 мм, не менее 0,8 мм, не менее 0,9 мм. На выходе материал хотя и находится в сформованном состоянии, но все еще в жидкой фазе.
В приемной ванне могут планироваться среды, жидкости и/или температуры, при которых материал отвердевает. Например, могут применяться жидкости или растворы, в которых материал нерастворим и, поэтому, выпадает в осадок. В качестве альтернативы или дополнительно могут выбираться более низкие температуры, при которых материал отвердевает. Посредством, по меньшей мере, периодического непрерывного осаждения могут производиться соответствующие изобретению волокна, нити или пленки. Волокна, нити или пленки могут изыматься из приемной ванны непрерывно или периодически. Среда или жидкость в приемной ванне также может обновляться непрерывно или периодически. Приемная ванна может термостатироваться при определенной постоянной температуре, например нагревательным или охлаждающим элементом или посредством управления сменой среды.
Настоящее изобретение иллюстрируется далее следующими фигурами и примерами, без ограничения этими специальными вариантами осуществления изобретения.
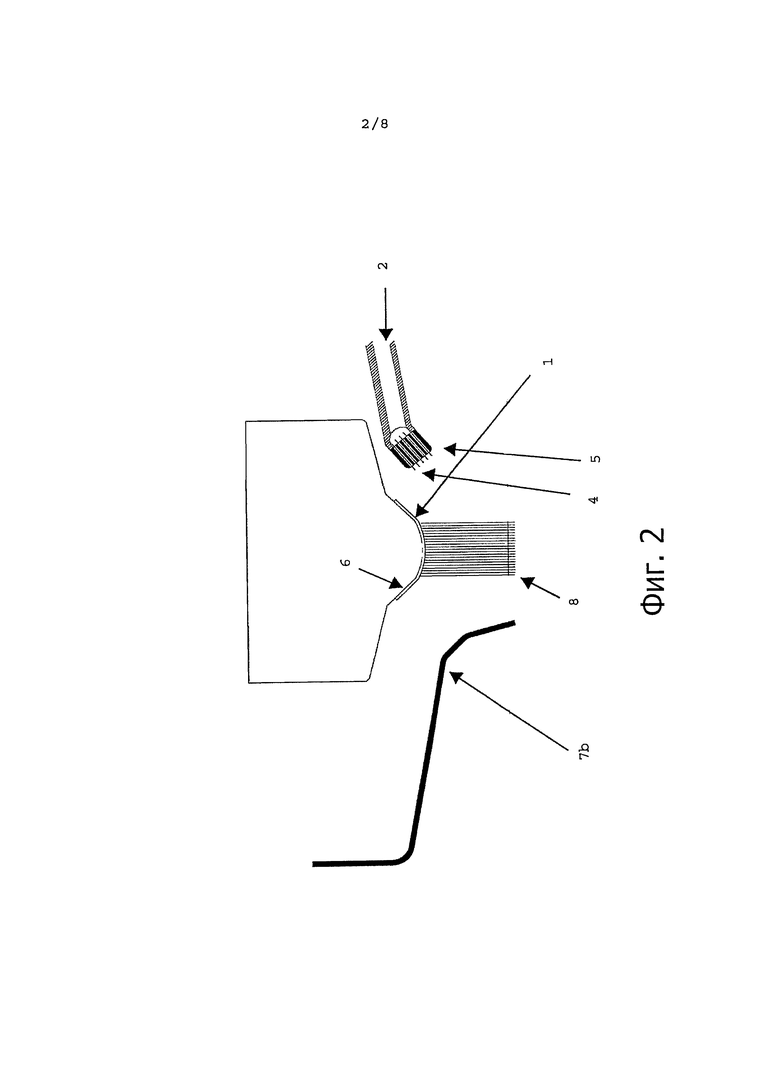
Фиг. 1-6 показывают разные экструзионные устройства с экструзионной камерой 9 с экструзионными отверстиями 1, вентилятором 2 с выходными отверстиями 3 для газового потока, чей газовый поток образует горячий частичный поток 4 и прохладный частичный поток 5. Экструзионные отверстия 1 предусмотрены на сводчатой в направлении газового потока экструзионной пластине 6. Местом 8 обозначается вход в приемную ванну. Экструзионное устройство имеет, кроме того, один или несколько направляющих поток элементов 7, которые могут быть предусмотрены на стороне натекания (а) и/или на стороне стока (b). На фиг. 1 направляющие поток отверстия 3 схематически изображены ячеистым профилем, который направлен в сторону потока экструдированного материала. В экструдере могут располагаться нагревательные элементы 10, в данном случае каналы для теплоносителя.
Фиг. 7 показывает температурный профиль газа в отдельных областях во время работы устройства согласно фиг. 5. Область 1 показывает относительно не изменяющуюся температуру (90°С) горячего частичного потока от вентилятора, через область прядения 4 до отвода воздуха (адиабатическая). Прохладный частичный поток сначала в области 2 охлажден (25°С) и постепенно нагревается в процессе контакта с формуемой массой в области обработки 2'. В потоке 2'' отходящего газа температура, поэтому, повышена примерно до 50-60°С. Между горячим частичным потоком и прохладным частичным потоком находится переходная область 3 со средней температурой.
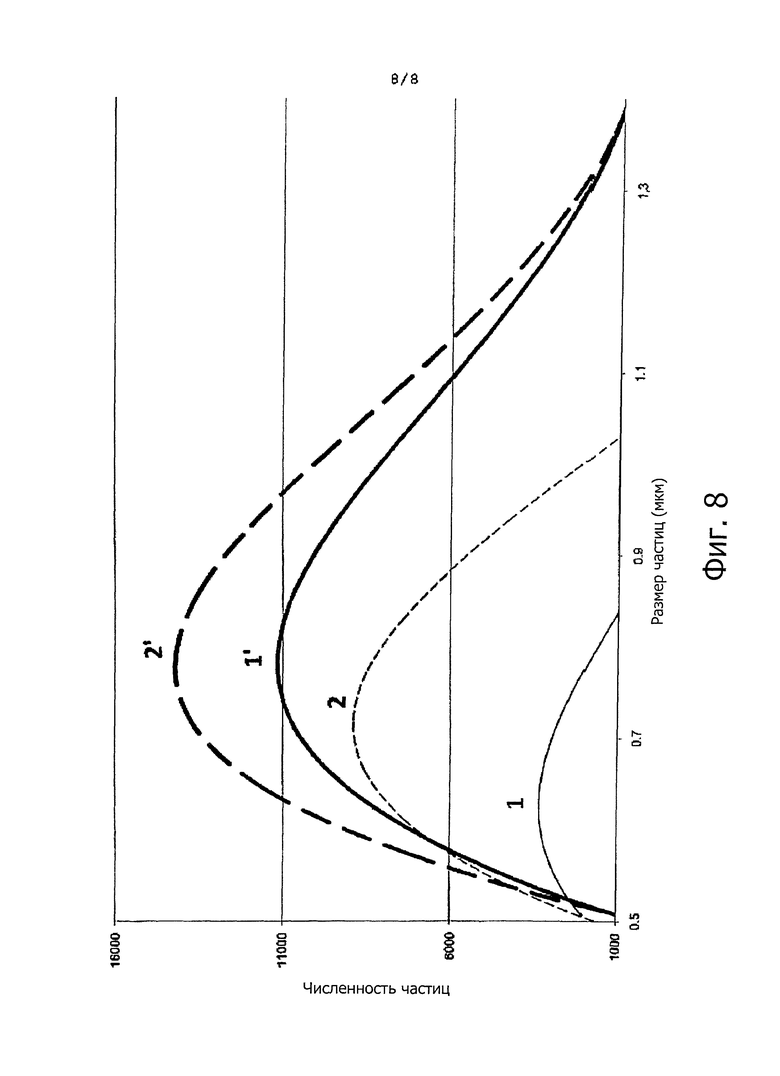
Фиг. 8 показывает распределение частиц по размеру для кривых 1 и 1' разных позиций измерения аэрозоля, соответствующих распределению частиц в области прядильного сопла (1) и в 200 мм от прядильного сопла (1') на стороне стока для соответствующей изобретению конфигурации с горячим частичным потоком и прохладным частичным потоком. Кривые 2 и 2' соответствуют распределению частиц в области прядильного сопла (2) и в 200 мм от прядильного сопла (2') на стороне стока для сопоставляемой конфигурации только лишь с одним единственным прохладным частичным потоком без горячего частичного потока. Вследствие нагревания после выхода прядильной массы из сопла отделение вредных частиц значительно уменьшалось (кривая 1).
Пример
Согласно этому примеру используется экструзионное устройство, аналогичное изображенному на фиг. 1. В этом варианте экструзионное устройство включает в себя выпуклую в направлении газового потока экструзионную пластину 6, с профилем у экструзионных отверстий 1, который отражает профиль поверхности водной ванны в качестве приемной ванны при втекании жидкостного материала. Посредством экструзии под давлением жидкий материал формуется формой экструзионных отверстий, например в волокна, и вследствие прохождения газового потока дополнительно вытягивается. Путем охлаждения уменьшается липкость, чтобы избежать склеивания при попадании в водную ванну.
Боковой поток воздуха от вентилятора создается с горячей областью и холодной областью путем нагревания верхней части вентилятора, а также экструзионной пластины. Газ отводится отражательным щитком в качестве направляющего поток элемента, чтобы обеспечить ламинарный поток в области течения материала.
В производственных условиях экструзионное устройство согласно фиг. 3 испытывалось при прядении целлюлозных волокон с целлюлозно-NММO-водным раствором.
Анализ условий в воздушном промежутке
Прядильный раствор (целлюлоза - 12,9%, NMMO - 76,3%, вода - 10,8%, все % в вес.%) приготовляется путем смешивания водного раствора аминоксида и целлюлозы таким образом, что в предшествующем процессу прядения процессе испарения удаляется излишняя вода, так что целлюлоза (полимер) в ставшем более концентрированным растворителе растворяется с образованием полимерной массы. Уже во время этого процесса приготовления раствора, который проводится при разрежении, было установлено, что в процессе испарения через газовую фазу становится возможным разделить NMMO, NMM (N-метилморфолин=продукт разложения NMMO) и М (морфолин=продукт разложения NMMO и NNM, NMMO=N-метилморфолин-N-оксид), а также воду.
В процессе прядения вследствие экструзии прядильной массы имеет место вызываемое расширением испарение, потому что поданная к экструзионному соплу прядильная масса находится под соответствующим давлением нагнетания и экструзии и это давление экструзии после выхода соответствующей частицы расплава из отверстия прядильного сопла падает до окружающего давления установки. В NMMO-способе формующие обычны давления до 250 бар, в зависимости от состава (концентрации целлюлозы в прядильном растворе). Вследствие вышеупомянутого вызываемого расширением испарения или падения давления прядильного раствора с высокого уровня давления, при температурах 90-110°C до низкого уровня давления (более низкая температура окружающей среды) происходит интенсивное вскипание обусловливающих растворение компонентов (NMMO и Н2О) в волокне. Образующиеся пузырьки пара выходят из раствора целлюлозы (мгновенное испарение). Выделяющиеся частицы поступают, поэтому, с большим ускорением в воздушный промежуток.
В результате расширения (испарения) обусловливающих растворение компонентов из потока прядильного раствора отводится необходимая для испарения обусловливающих испарение компонентов энергия, причем вследствие отвода энергии волокно охлаждается само. К удивлению, было установлено, что из прядильного раствора испаряется не только вода (Simon, Int. J. Heat Mass Transfer. Vol.37, No. 7, pp.1133-1142, 1994), но также и NMMO, NMM и M.
После того, как состав обусловливающих растворение компонентов в прядильном растворе (гидрат NMMO) приобрел такое соотношение, что испаренные обусловливающие растворение компоненты (гидрат NMMO) при температуре ниже 75°C переходят в кристаллическую форму, наблюдалось образование частиц во время и после процесса прядения и предпринимались попытки управлять этим путем модификации параметров процесса, чтобы создать в области воздушного промежутка микроклимат для оптимально протекающего процесса прядения.
Чтобы сделать возможным отведение испаренных обусловливающих растворение компонентов (гидрат NMMO), область поверхности фильер должна, поэтому, с одной стороны свободно обдуваться, а с другой стороны, иметь температуру не меньше 75°C, чтобы не допускать кристаллизации испаренных обусловливающих растворение компонентов (гидрат NMMO) в ближней к поверхности прядильных сопел области.
Отведенные аэрозоли и кристаллы определены, которых нет в области натекания сопла, были выявлены в области стока сопла. Эти аэрозоли состоят не только из газообразных компоненты, таких как воздух, NMM и М, но и из соединения гидрат NMMO (моногидрат). Имеются разные формы моногидрата.
Отбор проб из продувающего сопла газа:
Отбор продувочного газа на стороне стока, которая нагружена аэрозолями, должен происходить насколько возможно репрезентативно и без потерь. Это осуществляется с помощью измерительного зонда, причем зонд исполнен согласно VDI 2066. Исполнение его происходило индивидуально, чтобы был гарантирован изокинетический отбор проб.
Трубопровод для отбора проб размещался снизу прядильного сопла, причем позиционирование зонда по высоте воздушного промежутка, а также по удалению зонда для отбора проб от центральной точки сопла варьировало.
Проведение измерения:
Измерение параметров вышедшего из процесса прядения аэрозоля проводилось оптическим счетчиком частиц типа SMPS (Scanning Mobility Particle SizerTM Spectrometer - сканирующий спектрометр для разделения частиц по размеру на основе мобильности) фирмы TSI. При этом способе частицы нагружаются электрически и затем фракционируются в дифференциальном анализаторе мобильности (DMA). Фракция пересчитывается счетчиком ядер конденсации. Путем изменения управляющего напряжения на DMA из аэрозоля в принципе могут быть изолированы и пересчитаны любые фракции. Таким способом поэтапно определяют общее распределение.
Счетчик ядер конденсации может детектировать частицы диаметром больше примерно 3 нанометров. По величине частиц система в сторону увеличения ограничена диаметром частиц примерно 1 микрометр.
Отбор проводился согласно VDI 2066 изготовленным из стали (1.4301) зондом, который исполнен с оболочкой и в качестве теплообменника с противотоком. Можно было устанавливать температуры от 0°C до 60°C, причем объемный поток прядильного газа устанавливался в диапазоне от 3 м/с до 4 м/с.
Подвод воздуха к прядильному соплу осуществлялся в компактном виде к продольной стороне сопла и при экранированной сбоку прядильного сопла, чтобы можно было исключить тяговые поперечные течения.
Сбоку прикрыта была также поверхность приемной ванны на стороне притока, а также на стороне стока, чтобы во время измерения не могла подтягиваться влага.
Для химического анализа протянутого аэрозольного продукта проводились также фильтровые измерения, чтоб проанализировать частицы не только по размеру, но и по массе. Для фильтровых измерений применялись PTFE мембраны с диаметром пор от 200 до 300 нанометров.
Измерительный зонд был установлен на 18°С. Температура прядильного газа составляла в этом случае примерно 60°С. Зонд не охлаждался в большей степени, чтобы предотвратить образование конденсата втянутой из окружающего воздуха влагой, так как согласно лежащему в основе изобретения тезису (осаждение кристаллов моногидрата NMMO из прядильного раствора полимера) подвод влаги вследствие образования конденсата привел бы к растворению кристаллов моногидрата NMMO и измерение размера и численности частиц стало бы невозможным.
Фиг. 8 показывает распределение частиц по размеру для разных позиций измерения аэрозоля в конструкции (1) согласно изобретению и сравниваемой конструкции (2). Из фиг. 8 можно сделать заключение, что с увеличением удаления от сопла численность частиц в аэрозоле увеличивается. Из этого можно сделать вывод, что частицы должны вероятно происходить из процесса конденсации/кристаллизации, причем кристаллизация или численность частиц с удалением от сопла возрастает.
Благодаря тому что зонд был охлажден до 18°C, вследствие чего не могли образовываться кристаллы воды, результаты измерения однозначно указывают на наличие конденсирующихся или кристаллизующихся аэрозолей. Продукт кристаллизации можно приписать соединению гидрат NMMO. Доля воды в соединении гидрат NMMO составляет лишь примерно 13%.
Посредством соответствующего изобретению расположения зон обработки пряденых нитей в воздушном промежутке и подачи соответствующего продувочного газа микроклимат может изменяться и устанавливаться таким образом, что зародышеобразование или кристаллизация соединения гидрат NMMO (кристаллического соединения) в области экструзионных отверстий может предотвращаться, замедляться.
Путем слоистой подачи продувочного газа в прядильном промежутке высвобождающаяся теплота кристаллизации гидрата NMMO вследствие удаления содержащихся в аэрозоле ядер зародышеобразования отводится из прядильного пространства.
Сильное охлаждение в области воздушного промежутка, особенно же непосредственно после формования, приводит к тому, что непосредственно после выхода из экструзионного отверстия начинается усиленная кристаллизация ранее превратившегося в пар гидрата NMMO, вследствие чего теплота кристаллизации вносится в газовое пространство и становящаяся свободной теплота нагревает газовое пространство, или в результате процесс прядения подвергается отрицательному влиянию.
Результаты исследования аэрозоле-фильтровых проб
В процессе измерений оказалось, что отфильтровываемый из прядильного газа материал быстро блокирует поры фильтра фильтрующей мембраны PTEF.
Исследованиями с помощью оптического микроскопа удалось также выявить в качестве кристаллизирующегося продукта моногидрат NMMO.
Эти наблюдения показали также, что при непрерывной работе прядильного устройства в области стока, а также в не оптимально сконструированной области притока, особенно при применении обдувов свободной струей, моногидрат NMMO кристаллизуется и образует там отложения.
В других сравнительных исследованиях изучались факторы, оказывающие влияние на численность частиц, а также на прядильные свойства целлюлозных нитей. Отдельные параметры процесса сведены в таблицу 1.
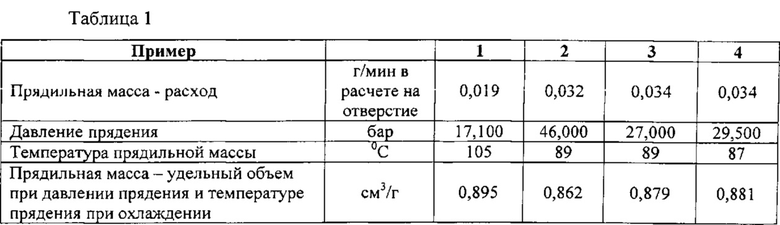

В примерах обзорной таблицы 1 расход прядильной массы выражен в г/мин и отверстие, имеющееся в прядильном сопле давление - в бар, температура прядильной массы в °C, прядильной массы с 12,9% целлюлозы, 76,3% NMMO и 10,8% воды (все %-ные данные в вес.%). Кроме того, в приведенной выше таблице указывается удельный объем прядильной массы при данном давлении прядения и температуре прядения с при охлаждении в см3/г, а также удельный объем прядильной массы при давлении окружающей среды в 1 бар и температуре прядения - в см3/г. Если сопоставить оба удельных объема, то получится приведенное в таблице изменение объема прядильной массы в %.
Через диаметр капилляров экструзионных отверстий в мкм, скорость экструзии в м/мин выводится скорость отвода в м/мин, а также коэффициент вытяжки. Приведенная густота отверстий в количестве отверстий в расчете на 1 мм2, а также температура поверхности в °C, высота воздушного промежутка бокового газового потока в мм, а также расстояние между выходом из подводящего воздух устройства и последним рядом тел непрерывного формования в мм характеризуют прядильное пространство или прядильное поле. Через угол наклона сопел в градусах показывается, что соответствующий изобретению способ может проводиться и с наклоненными соплами и с не вертикальным входом в прядильную ванну. И в конечном итоге, титр в детексах описывает желательную и установленную тонину (диаметр) нити. Коэффициент вариации титра в % выражает качество и равномерность способа прядения или разных примеров. Дополнительно способ прядения оценивался баллами от 1 до 5, причем 1 соответствует хорошему, а 5 - плохому качеству прядения. Качество прядения определялось визуально с учетом ошибок прядения, таких как обрывы нитей и склеивания. Качество прядения было оценено от 1 (самое лучшее) до 5 (самое плохое), причем соответствующий изобретению способ согласно примеру 4 отличался лучшим качеством.
Так как для качества формованных волокон существенным признаком является также устойчивость к истиранию в сыром состоянии, в качестве определяющего качество признака приведен показатель истирания в сыром состоянии. Относительно низкий показатель истирания в сыром состоянии указывает на фибрильный характер поверхности формованных волокон. Напротив, находящийся относительно выше показатель истирания в сыром состоянии указывает на менее выраженный фибрильный характер поверхности формованных волокон. Впрочем, показатель истирания в сыром состоянии определялся следующим образом:
Показатель истирания в сыром состоянии, одна из отражающих склонность к фибрилляции характеристик, определялся с помощью тестера NP фирмы SMT Prazisionsmechanik Gera GmbH (SMT точной механики Гера ГмбХ) для испытания волокон на истирание в сыром состоянии. Показатель истирания в сыром состоянии является числом оборотов истирающего вала до разрыва волокна, натянутого с определенным предварительным натяжением в тестере для испытания волокон на истирание в сыром состоянии. Вес предварительного натяжения составляет при титре 1,2-1,8 детексов 70 мг. Скорость вращения истирающего вала составляла 400 оборотов/мин, угол охвата 45°. Истирающий вал обеспечен тканевым рукавом.
Соответствующий изобретению способ и устройство предусматривают, что для способа прядения в процесс образования волокон вводятся, по меньшей мере, 2 обрабатывающих потока прядильного газа, причем обрабатывающий поток 1 выражен в литрах в расчете на час и мм длины прядильных сопел и, как в примере 4 (соответствующий изобретению пример), принимает повышенную температуру, измеренную в градусах Цельсия.
Соответствующий изобретению обрабатывающий поток 2 прядильного газа, который также выражается в литрах в расчете на час и мм длины прядильных сопел, в соответствующий изобретению процесс или устройство подводится с температурой, измеренной в градусах Цельсия, более низкой, чем температура обрабатывающего потока 1.
Для обоих обрабатывающих формованные тела потоков прядильного газа приводится также абсолютная влажность в г/кг сухого воздуха.
Проходящие через пространство для обработки обрабатывающие потоки прядильного газа вместе образуют так называемый отходящий газ из прядильного газа, температура которого измеряется в градусах Цельсия.
Следует заметить, что сопоставительные примеры 1, 2 и 3 в сравнительном порядке проводились без подвода обрабатывающего потока 2 прядильного газа.
Испарение при понижении давления в прядильном растворе начинается в результате того, что предварительно нагретая прядильная масса поступает в среду с меньшим давлением, при этом подразумевается, что высвобождающееся количество растворителя (смесь) в неявной форме в некотором смысле служит для охлаждения выходящего из снижающего напряжение сопел устройства полимерного потока. Т.е. снижение давления полимерного потока (раствор целлюлозы), например, с 25-50 бар до давления окружающей среды приводит к перегреву полимерного раствора, новое устанавливающееся в формованном полимерном растворе или прядильном растворе давление распространяется с большой скоростью через расширяющуюся полимерную массу в среду воздушного промежутка. Одновременно со снижением давления происходит изменение удельного объема в см3/г.
Изменение температуры замедляется массовыми переходами, как например тепловыми переходами, на границе фаз, так что с учетом этого можно полагать, что термодинамическое равновесие полимерного раствора или прядильного раствора в формованных нитях с этих пор отсутствует. Происходящий вследствие падения давления перегрев прядильного раствора устраняется в результате переноса энергии к ядрам кристаллизации и пузырькам пара системы NMMO/NMM/M/вода.
Поступление энергии в ядра кристаллизации раствора приводит в итоге к «росту микропузырьков» и выходу «микропузырьков» (состав микропузырьков: NMMO/NMM/M и вода) из вискозной полимерной нити, которая одновременно еще и вытягивается.
Выход микропузырьков=массы из системы полимерного раствора в форме пара NMMO/NMM/M - H2O (визуально наблюдаем в качестве продукта сублимации - распыление посредством прядильного сопла в окружающую среду меньшей плотности) отводит из системы полимерного раствора (=нити) температуру, растворенные в полимерном растворе доли NMM/M - воды выделяются в виде газов.
При соответствующем изобретению способе и устройстве в примерах удалось показать, что во время процесса прядения выделяется аэрозоль из окристаллизованного NMMO, то есть предполагается, что вследствие падения давления за пределами соплового канала растворитель NNMO со связанной гидратной водой, а также, возможно, появляющимися продуктами разложения NMMO, такими как NMM и М, выходит из экструдата и отделяется. В сравнительных примерах аэрозоль измерялся непосредственно у стоковой стороны сопел, причем размер частиц при максимуме частиц приведен в мкм.
Показанная численность частиц соотносится к максимуму частиц.
В сравнительных примерах прядильный газ в качестве отходящего газа на удалении 200 мм от стоковой стороны сопел подвергался аэрозольному измерению для детектирования окристаллизованного NMMO, причем размер частиц дан при максимуме частиц в мкм, а численность частиц относится к максимуму частиц.
Из сравнительных примеров видно, что соответствующий изобретению способ/устройство посредством теплого обрабатывающего потока 1 прядильного газа и обрабатывающего потока 2 более прохладного прядильного газа устанавливает себе температуру отходящего газа 60-80. Соответствующий изобретению способ отличается как раз тем, что вследствие обоих частичных потоков газа, текущих слоями, число выкристаллизованных NMMO частиц непосредственно у стоковой стороны сопел вследствие повышенной температуры является относительно небольшим.
С увеличением расстояния от стоковой стороны сопел численность частиц хотя и увеличивается при соответствующем изобретению способе, однако, по сравнению с уровнем техники не в такой степени, что явно свидетельствует об уменьшенном испарении/ повторной возгонке NMMO из экструдата. Сравнительные примеры 1-3 все вместе показывают, что вследствие прохладного технологического режима прядильного газа - обрабатывающего потока, также в сочетании с относительно большим падением давления за пределами прядильного сопла (потеря давления в капилляре) это приводит к усиленному образованию аэрозоля (окристаллизованный NMMO) непосредственно у стоковой стороны сопел, а также на удалении 200 мм от стоковой стороны сопел.
Было выявлено, что посредством соответствующего изобретению способа, представленного в примере 4, формируются улучшенные свойства текстильного волокна (показатель истирания в сыром состоянии), а также устанавливается стабильный процесс прядения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТВЕРДЫХ ФОРМОВАННЫХ ТЕЛ ИЛИ ПЛЕНОК | 2012 |
|
RU2603364C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ЭЛЕМЕНТАРНОЙ НИТИ С ИЗМЕНЕНИЕМ НАПРАВЛЕНИЯ | 2019 |
|
RU2808962C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЛЮЛОЗНОГО ВОЛОКНА | 2018 |
|
RU2747297C1 |
| ОГНЕСТОЙКОЕ ЛИОЦЕЛЛОВОЕ ВОЛОКНО | 2018 |
|
RU2789193C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЛЮЛОЗНОГО ВОЛОКНА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2120504C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПО СУЩЕСТВУ БЕСКОНЕЧНЫХ ТОНКИХ НИТЕЙ | 2001 |
|
RU2265089C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ РЕГЕНЕРАЦИИ РАСТВОРИТЕЛЯ ЦЕЛЛЮЛОЗЫ ИЗ ПРОЦЕССА ПРЯДЕНИЯ | 2020 |
|
RU2819018C2 |
| СПОСОБ ФОРМИРОВАНИЯ ПОЛУЧЕННОГО ИЗ РАСПЛАВА ВОЛОКНИСТОГО ПОЛОТНА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2148683C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВКИ БЕЗ НАТЯЖЕНИЯ БЕСКОНЕЧНЫХ ФОРМУЕМЫХ ТЕЛ | 2001 |
|
RU2250941C2 |
| ЛИОЦЕЛЛОВЫЙ МАТЕРИАЛ С МОДИФИЦИРОВАННЫМ ПОПЕРЕЧНЫМ СЕЧЕНИЕМ ДЛЯ ТАБАЧНОГО ФИЛЬТРА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2666427C2 |






Изобретение относится к способу изготовления твердых материальных волокон или пленок, к устройству для осуществления этого способа и к применению этого устройства. Техническим результатом изобретения является предотвращение отложения и выделения твердых частиц из материала, а также предотвращается липкость материала до приемной ванны. Технический результат достигается способом изготовления твердых материальных волокон или пленок из находящегося в состоянии жидкости материала путем экструдирования этой жидкости через одно или несколько экструзионных отверстий и отверждения материала в приемной ванне. Причем формованный материал между экструзионными отверстиями и приемной ванной направляется боковым газовым потоком. При этом газовый поток разделяется на нагретый частичный поток и охлаждающий частичный поток. Причем материал, до того как он вводится в приемную ванну, приводится в контакт сначала с нагретым частичным потоком, а затем с охлаждающим частичным потоком. 3 н. и 26 з.п. ф-лы, 8 ил., 1 табл., 4 пр.
1. Способ изготовления твердых материальных волокон или пленок из находящегося в состоянии жидкости материала путем экструдирования этой жидкости через одно или несколько экструзионных отверстий и отверждения материала в приемной ванне, причем формованный материал между экструзионными отверстиями и приемной ванной направляется боковым газовым потоком, отличающийся тем, что газовый поток разделяется на нагретый частичный поток и охлаждающий частичный поток, причем материал, до того как он вводится в приемную ванну, приводится в контакт сначала с нагретым частичным потоком, а затем с охлаждающим частичным потоком.
2. Способ по п. 1, отличающийся тем, что область между экструзионными отверстиями и приемной ванной по существу полностью продувают боковым газовым потоком.
3. Способ по п. 1, отличающийся тем, что боковой газовый поток является ламинарным для исключения существенного перемешивания частичных потоков.
4. Способ по п. 2, отличающийся тем, что боковой газовый поток является ламинарным для исключения существенного перемешивания частичных потоков.
5. Способ по п. 1, отличающийся тем, что нагретый частичный поток нагревают экструзионной пластиной с экструзионными отверстиями и/или нагревательным элементом в вентиляторе.
6. Способ по п. 2, отличающийся тем, что нагретый частичный поток нагревают экструзионной пластиной с экструзионными отверстиями и/или нагревательным элементом в вентиляторе.
7. Способ по п. 3, отличающийся тем, что нагретый частичный поток нагревают экструзионной пластиной с экструзионными отверстиями и/или нагревательным элементом в вентиляторе.
8. Способ по п. 1, отличающийся тем, что материал является термопластичной массой.
9. Способ по п. 2, отличающийся тем, что материал является термопластичной массой.
10. Способ по п. 3, отличающийся тем, что материал является термопластичной массой.
11. Способ по п. 5, отличающийся тем, что материал является термопластичной массой.
12. Способ по п. 1, отличающийся тем, что материал является раствором целлюлозы.
13. Способ по п. 2, отличающийся тем, что материал является раствором целлюлозы.
14. Способ по п. 3, отличающийся тем, что материал является раствором целлюлозы.
15. Способ по п. 5, отличающийся тем, что материал является раствором целлюлозы.
16. Способ по п.8, отличающийся тем, что материал является раствором целлюлозы.
17. Способ по любому из пп. 1, 2, 3, 5, 8, 12, отличающийся тем, что температура материала у экструзионных отверстий составляет 70-130°C.
18. Экструзионное устройство для изготовления твердых волокон или пленок материала способом согласно любому из пп. 1-17, с одним или несколькими экструзионными отверстиями, вентилятором, который имеет большое число выходных отверстий для бокового обдува выдавленного через экструзионные отверстия материала газовым потоком, причем одна часть газового потока направляется в качестве нагретого частичного потока, а другая часть - в качестве охлаждающего частичного потока, и, по меньшей мере, с одним нагревательным элементом для нагревания газового потока в нагретом частичном потоке.
19. Устройство по п. 18, отличающееся тем, что экструзионные отверстия находятся в экструзионной пластине, которая преимущественно имеет нагревательный элемент.
20. Устройство по п. 19, отличающееся тем, что коэффициент теплопроводности экструзионной пластины составляет 5-100 Вт/мК, преимущественно 10-60 Вт/мК.
21. Устройство по п. 18, отличающееся тем, что в направлении бокового газового потока предусмотрены несколько экструзионных отверстий.
22. Устройство по п. 19, 20, отличающееся тем, что в направлении бокового газового потока предусмотрены несколько экструзионных отверстий.
23. Устройство по п. 21, отличающееся тем, что экструзионные отверстия предусмотрены на выпуклой экструзионной пластине, причем преимущественно угол свода α на краю экструзионной пластины по отношению к направлению экструдирования является острым углом.
24. Устройство по п. 22, отличающееся тем, что экструзионные отверстия предусмотрены на выпуклой экструзионной пластине, причем преимущественно угол свода α на краю экструзионной пластины по отношению к направлению экструдирования является острым углом.
25. Устройство по п. 18, отличающееся тем, что оно снабжено направляющим элементом для ламинарного направления газового потока вдоль экструзионного устройства, в частности вдоль выпуклой области экструзионной пластины.
26. Устройство по любому из пп. 19, 20, 21, 23, отличающееся тем, что оно снабжено направляющим элементом для ламинарного направления газового потока вдоль экструзионного устройства, в частности вдоль выпуклой области экструзионной пластины.
27. Устройство по п. 18, отличающееся тем, что вентилятор по направлению экструдирования расположен под острым углом.
28. Устройство по любому из пп. 19, 20, 21, 23, 24, отличающееся тем, что вентилятор по направлению экструдирования расположен под острым углом.
29. Применение устройства по любому из пп. 18-28 для осуществления способа по любому из пп. 1-17.
| US 5171504 А1, 15.12.1992 | |||
| WO 1997038153 А1, 16.10.1997 | |||
| Амортизатор стоек механизированной крепи | 1980 |
|
SU900009A1 |
| СПОСОБ ФОРМИРОВАНИЯ КОМПОЗИТНОЙ НИТИ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1994 |
|
RU2126367C1 |
| Способ получения синтетических нитей из расплава полимера | 1987 |
|
SU1409684A1 |

