Фиброармированные полимерные (ФАП) композитные материалы используют при изготовлении воспринимающих нагрузку компонентов, таких как соответствующие компоненты для авиационно-космических, воздухоплавательных, морских, автомобильных и строительных/конструкционных областей применения. Обычные матричные материалы для композитных материалов ФАП включают термоотверждающиеся смолы, такие как эпоксидные смолы, которые известны своей термической и химической стойкостью. Такие термоотверждающиеся смолы также обнаруживают хорошие механические свойства после отверждения, но они зачастую характеризуются недостаточной ударной вязкостью и имеют тенденцию к демонстрации очень большой хрупкости. Это в особенности верно при их высокой плотности сшивок.
В общем и целом, механические эксплуатационные характеристики отвержденного композита находятся в зависимости от индивидуальных свойств армирующего волокна и матричной смолы и взаимодействия между данными двумя компонентами.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
ФИГУРА 1 демонстрирует термограмму дифференциальной сканирующей калориметрии (ДСК) для порошкообразного аморфного полиимида P84®.
ФИГУРА 2 демонстрирует термограмму ДСК для порошкообразного полукристаллического полиамида Orgasol® 2001EXD.
ФИГУРА 3 демонстрирует термограмму ДСК для порошкообразного полукристаллического полиамида Orgasol® 1002D.
ФИГУРА 4 демонстрирует термограмму ДСК для полукристаллического полиамида Vestosint® 2159.
ФИГУРА 5 демонстрирует термограмму ДСК для порошкообразного полукристаллического полиамида на основе полиамида-10,10 Vestosint® Z2649.
ФИГУРА 6 демонстрирует термограмму ДСК для порошкообразного полиамида в виде полуциклоалифатического полиамида DAIAMID MSP-CX, который, как это было установлено, является метастабильным.
ФИГУРА 7 демонстрирует термограмму ДСК для порошкообразного полиамида на основе полиамида-10,10 (РА10,10) DAIAMID MSP-BIO, который, как это было установлено, является метастабильным.
ФИГУРА 8 демонстрирует термограмму ДСК для частиц отожженного полиамида DAIAMID® MSP-CX.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Фиброармированные полимерные композитные материалы использовали в качестве материалов для воспринимающих критическую нагрузку конструкций, включающих нижеследующее, но не ограничивающихся только этим: крылья и фюзеляж, которые требуют одновременного наличия высоких удельной прочности, стойкости к воздействию ударных нагрузок и допускаемой повреждаемости.
Обычные способы производства фиброармированных композитных материалов включают импрегнирование непрерывных армирующих волокон отверждаемой матричной смолой с образованием препрегов. Данный способ зачастую называется способом «препрегирования». Высокоэффективные конструкции, например, несущие и навесные конструкции летательных аппаратов и детали автомобильного корпуса, могут быть сформированы в результате наслаивания множества слоев препрегов на поверхность пресс-формы с последующими уплотнением и отверждением.
Вследствие наличия ярко выраженной чувствительности к повреждениям у отвержденных фиброармированных полимерных композитов, в особенности в сопоставлении с металлами, такими как алюминий, их стойкость к воздействию ударных нагрузок, обычно измеряемая по их остаточной прочности при сжатии после удара (ПСПУ), а также их допускаемая повреждаемость, обычно измеряемая по их межслойной вязкости разрушения для моды I и моды II (GIc и GIIc, соответственно), представляют собой механические эксплуатационные характеристики, принимаемые во внимание при разработке воспринимающих критическую нагрузку конструкций из композитов, для того, чтобы такие конструкции были бы способны противостоять воздействию ударных нагрузок при уровне энергий, с которыми они имеют вероятность встретиться в течение их эксплуатационного срока службы. Типичное соотношение энергия удара/толщина отвержденного ламината, использующееся для оцениваемой стойкости к воздействию ударных нагрузок для отвержденных композитов, составляет 1500 дюйм⋅фунт-сила/дюйм или 6,7 Дж/мм.
При обеспечении долговечности конструкций из отвержденных композитов в течение их эксплуатационного срока службы одно добавочное желательное свойство отвержденных композитов заключается в их стойкости к воздействию циклических тепловых нагрузок, также называемой стойкостью к воздействию тепловых усталостных нагрузок. Например, температура на обшивке летательного аппарата может достигать вплоть до 70°С во время стоянки в состоянии бездействия на взлетно-посадочной полосе при одновременном падении вплоть до - 55°С во время движения на высоте полета в крейсерском режиме. В течение периода эксплуатации самолета детали из отвержденных композитов, включающие нижеследующее, но не ограничивающиеся только этим: крылья и фюзеляж: будут подвергаться воздействию многих тысяч циклических тепловых нагрузок при нагревании/охлаждении в диапазоне от 70°С до - 55°С. Данные циклические тепловые нагрузки формируют значительные внутренние термические напряжения, которые могут приводить либо к растрескиванию матрицы, либо к нарушению межфазного сцепления для отвержденных композитов, содержащих многокомпонентную матричную смолу. Термин «нарушение межфазного сцепления» относится к нарушению сцепления между двумя дискретными компонентами в матричной смоле, например, термопластическими частицами и окружающей термоотверждающейся смолой, что представляет собой результат наличия термического напряжения, формирующегося на их межфазной поверхности в ходе неоднократного воздействия циклических тепловых нагрузок при нагревании/охлаждении. Такие термические напряжения имеют своим происхождением несогласованность между соответствующими коэффициентами термического расширения (КТР) для двух компонентов. Термическое растрескивание матрицы или нарушение межфазного сцепления обычно называются «микрорастрескиванием». Микрорастрескивание имеет тенденцию быть связанным с уменьшенной стойкостью к воздействию усталостных нагрузок и уменьшенной стойкостью к проникновению жидкости, поскольку присутствие микротрещин увеличивает количество траекторий просачивания для жидкостей, например, растворителей.
Еще одно важное свойство отвержденных композитов заключается в их стойкости к воздействию растворителей, в особенности тех из них, которые обычно используются во время проведения операций очистки или удаления лакокрасочного покрытия. Растворитель, обычно использующийся при оценке стойкости к воздействию растворителя для отвержденных композитов, представляет собой метилэтилкетон (МЕК). МЕК демонстрирует неблагоприятный эффект пластифицирования матричной смолы и уменьшении ее модуля. Стойкость к воздействию МЕК для отвержденных композитов обычно оценивают в результате измерения уменьшения их модуля при сдвиге в плоскости (МСВП) после воздействия МЕК. Желательным является по возможности наименьшее уменьшение модуля при сдвиге в плоскости.
Во множестве областей применения, в особенности в авиационно-космической и автомобильной областях применения, желательным является доведение до максимума стойкости к воздействию ударных нагрузок (ПСПУ) и/или допускаемой повреждаемости (G1c/G2c) при одновременном сохранении долговечности, в том числе стойкости к воздействию циклических тепловых нагрузок (стойкости к микрорастрескиванию) и стойкости к воздействию растворителя (по возможности наименьший коэффициент разрушения после воздействия МЕК исходя из оценки значения МСВП). Увеличение значений ПСПУ и/или GIc и GIIc обычно может быть достигнуто при использовании термопластических повышающих ударную вязкость частиц, диспергированных в термоотверждающейся матричной смоле. Однако, присутствие определенных типов частиц может привести к уменьшению стойкости к микрорастрескиванию и/или уменьшению стойкости к воздействию МЕК.
Например, использование набухаемых полиамидных частиц может обеспечить получение отвержденных композитов, характеризующихся высокими значением ПСПУ и стойкостью к микрорастрескиванию, но ему свойственно некоторое ограничение по допускаемой повреждаемости, в частности для моды II. Несмотря на возможность обеспечения получения отвержденных композитов, характеризующихся высокими значением ПСПУ и допускаемой повреждаемостью, при использовании некоторых полукристаллических полиамидных частиц отвержденным композитам свойственно микрорастрескивание во время воздействия циклических тепловых нагрузок. Использование аморфных полиамидных частиц может обеспечить получение отвержденных композитов, характеризующихся высокими значением ПСПУ и допускаемой повреждаемостью и хорошей стойкостью к микрорастрескиванию во время воздействия циклических тепловых нагрузок, отвержденным композитам свойственна пониженная стойкость к воздействию растворителя.
При обращении к требованиям по разработке конструкций, воспринимающих критическую нагрузку, сохраняется потребность в материалах композитов, характеризующихся высокими стойкостью к воздействию ударных нагрузок (ПСПУ) и допускаемой повреждаемостью (G1c/G2c) в сочетании с надежной долговечностью, в том числе стойкостью к микрорастрескиванию во время воздействия циклических тепловых нагрузок при нагревании/охлаждении и хорошей стойкостью к воздействию растворителя для выдерживания проведения многочисленных операций очистки и удаления лакокрасочных покрытий, встречающихся в течение периода эксплуатации конструкций. Такие композитные материалы были бы в высшей степени желательными для авиационно-космических и автомобильных областей применения.
Раскрываются композиция отверждаемой смолы и фиброармированный полимерный композитный материал, содержащий метастабильные термопластические частицы. Также раскрываются и способы изготовления композитных конструкций.
В одном варианте осуществления композиция отверждаемой смолы содержит:
а. термоотверждающийся смоляной компонент, содержащий одну или несколько термоотверждающихся смол (смолу);
b. метастабильные термопластические частицы; и
с. необязательно отвердитель для термоотверждающегося смоляного компонента,
где метастабильные термопластические частицы являются частицами полукристаллического термопластического материала, включающего фракцию аморфного полимера, которая будет претерпевать кристаллизацию при нагревании частиц до температуры кристаллизации Тс.
В одном варианте осуществления фиброармированный полимерный композитный материал включает:
два и более слоя армирующих волокон, импрегнированных или пропитанных отверждаемой термоотверждающейся матричной смолой;
метастабильные термопластические частицы, расположенные между примыкающими слоями армирующих волокон,
где метастабильные термопластические частицы являются частицами полукристаллического термопластического материала, включающего фракцию аморфного полимера, которая будет претерпевать кристаллизацию при нагревании частиц до температуры кристаллизации Тс.
Как это было установлено, включение полукристаллических термопластических частиц в их «метастабильном» состоянии, а не в их обычном полукристаллическом стабильном состоянии в фиброармированные полимерные композитные материалы может обеспечить сохранение или улучшение стойкости к воздействию ударных нагрузок и допускаемой повреждаемости при одновременных уменьшении или исключении связанных с микрорастрескиванием проблем, обычно встречающихся в случае полукристаллических полиамидных частиц. Также использование таких метастабильных термопластических частиц в качестве добавок, повышающих ударную вязкость, в композитных материалах может приводить в результате к получению отвержденных композитов, характеризующихся улучшенной стойкостью к воздействию растворителя в сопоставлении с теми же самыми композитами, которым ударная вязкость была придана при использовании аморфных полиамидных частиц.
Ключевой атрибут метастабильных термопластических частиц заключается в присутствии фракции аморфного полимера в частице в дополнение к фракции кристаллического полимера, где фракция аморфного полимера претерпевает холодную кристаллизацию при подводе тепла во время изготовления отвержденных композитных конструкций. Как таковые, метастабильные частицы находятся в химически стабильном состоянии при температуре окружающей среды (20°С - 25°С), но переходят в термодинамически нестабильное состояние при нагревании и претерпевают холодную кристаллизацию. Термин «холодная кристаллизация» относится к кристаллизации, встречающейся при нагревании полимера от комнатной температуры. Данный термин используется специалистами в соответствующей области техники для проведения различия между нею и кристаллизацией, встречающейся при охлаждении полимера из его расплавленного состояния до комнатной или более низкой температуры. В одном варианте осуществления фракция аморфного полимера, которая претерпевает кристаллизацию при нагревании, составляет более, чем пять процентов от фракции кристаллического полимера. В некоторых вариантах осуществления температурный диапазон, в котором аморфная фракция в метастабильных термопластических частицах будет претерпевать кристаллизацию, заключен в пределах от приблизительно 80°С до температуры отверждения Tcure. В некоторых вариантах осуществления диапазон Tcure заключен в пределах от приблизительно 100°С до приблизительно 250°С, в том числе от приблизительно 170°С до приблизительно 190°С.
«Отверждение» или «отвердевание» в данном раскрытии изобретения относится к твердению полимерного материала в результате химического сшивания полимерных цепей. Термин «отверждаемый» обозначает то, что композиция способна подвергаться воздействию условий, которые будут переводить композицию в подвергшееся твердению или термоотверждению состояние.
В одном варианте осуществления метастабильные частицы являются частицами полиамидов, которые могут быть алифатическими, циклоалифатическими, ароматическими или любой их комбинацией. В других вариантах осуществления метастабильные частицы являются частицами других полукристаллических термопластических полимеров, которые являются нерастворимыми в воде и будут претерпевать холодную кристаллизацию при подводе тепла во время изготовления конструкций из отвержденных композитов, например, полиимида (PI), полифениленсульфида (PPS) и полиарилэфиркетона основе простого эфира (РАЕК), который включает полиэфирэфиркетон на основе простого эфира (РЕЕК) и полиэфиркетонкетон на основе простого эфира (РЕКК).
Метастабильные термопластические частицы
В соответствии с использованием в настоящем документе термин «метастабильные термопластические частицы» относится к дисперсному термопластическому полимеру, одновременно характеризующемуся эндотермической энтальпией плавления (ΔHm), большей, чем ноль, и экзотермической энтальпией кристаллизации (ΔНс), большей, чем ноль. Термин «полукристаллические термопластические частицы» относится к дисперсному термопластическому полимеру, одновременно характеризующемуся эндотермической энтальпией плавления (ΔHm), строго большей, чем ноль, и экзотермической энтальпией кристаллизации (ΔНс), равной нолю. А термин «аморфные термопластические частицы» относится к дисперсному термопластическому полимеру, одновременно характеризующемуся эндотермической энтальпией плавления (ΔHm), равной нолю, и экзотермической энтальпией кристаллизации (ΔНс), равной нолю. Метастабильное состояние термопластической частицы может быть количественно определено при использовании термограммы дифференциальной сканирующей калориметрии (ДСК), полученной в ходе измерения при скорости нагревания 10°С/мин в атмосфере азота. Термин «частицы» в соответствии с использованием в настоящем документе включает порошок мелких сухих частиц, имеющих средний диаметр, составляющий менее, чем 75 микронов согласно измерению при использовании рассеяния лазерного излучения, использующему анализатор распределения частиц по размерам при использовании рассеяния лазерного излучения.
Термин «температура кристаллизации (Тс)» относится к температуре первого экзотермического пика, а термин «энтальпия кристаллизации (ΔНс)» относится к интегралу экзотермического пика, присутствующего на термограмме метода ДСК, полученной в ходе измерения при 10°С/мин в атмосфере азота. Присутствие такого экзотермического пика указывает на присутствие в частице фракции аморфного полимера, которая подвержена кристаллизации. Термин «температура плавления (Тm)» относится к температуре эндотермического пика, а термин «энтальпия плавления (ΔНm)» относится к интегралу эндотермического пика, присутствующего на термограмме метода ДСК, полученной в ходе измерения при 10°С/мин в атмосфере азота.
Специалисты в соответствующей области техники должны осознавать то, что аморфные термопластические частицы не будут обнаруживать наличия ни экзотермического пика кристаллизации, ни эндотермического пика плавления при нагревании до температурного диапазона, превышающего 50°С, например, 51°С - 250°С. ФИГУРА 1 демонстрирует термограмму метода ДСК для порошкообразного аморфного полиимида P84®, поставляемого компанией HP Polymers, полученную в ходе измерения при 10°С/мин в атмосфере азота.
Обычные полукристаллические полиамидные частицы, которые находятся в стабильном состоянии при температурах окружающей среды (20°С - 25°С), не обнаруживают наличия какого-либо экзотермического пика кристаллизации при нагревании до температурного диапазона, превышающего 50°С, например, 51°С - 250°С, а вместо этого обнаруживают только наличие эндотермического пика плавления. ФИГУРЫ 2-5 демонстрируют термограммы метода ДСК, полученные в ходе измерения при 10°С/мин в атмосфере азота, для нескольких доступных на коммерческих условиях порошкообразных полукристаллических полиамидов, соответственно: продуктов Orgasol® 2001EXD и Orgasol® 1002D, оба из которых поставляются компанией Arkema; продуктов Vestosint® 2159 и Vestosint® Z2649, оба из которых поставляются компанией Evonik Industries.
В противоположность этому, метастабильные полиамидные частицы, соответствующие предпочтительным вариантам осуществления настоящего раскрытия изобретения, обнаруживают наличие как первого экзотермического пика кристаллизации, так и следующего за ним второго эндотермического пика плавления, при нагревании до температурного диапазона, превышающего приблизительно 50°С, например, от 51°С до 250°С. Данные экзотермический и эндотермический пики могут быть полностью разрешены или могут некоторым образом перекрываться.
ФИГУРА 6 демонстрирует термограмму метода ДСК для порошкообразного полиамида в виде полуциклоалифатического полиамида DAIAMID® MSP-CX, поставляемого компанией Evonik, частицы которого, как это было установлено, являются метастабильными при нагревании до температурного диапазона, превышающего 50°С.
ФИГУРА 7 демонстрирует термограмму метода ДСК для еще одного порошкообразного метастабильного полиамида на основе полиамида-10,10 (РА10,10) DAIAMID® MSP-BIO, продаваемого на коммерческих условиях для косметических областей применения компанией Daicel-Evonik, частицы которого, как это было установлено, являются метастабильными при нагревании до температурного диапазона, превышающего 50°С.
Метастабильные частицы, которые являются полукристаллическими, характеризуются температурой кристаллизации Тс, при которой фракция аморфного полимера будет претерпевать кристаллизацию. Метастабильные частицы также характеризуются температурой плавления Tm. Смоляной компонент, отвердитель и метастабильные частицы в композиции отверждаемой смолы выбирают таким образом, чтобы метастабильные термопластические частицы претерпевали бы дальнейшую кристаллизацию при температуре (Тс), которая является большей, чем приблизительно 50°С, но меньшей, чем температура отверждения матричной смолы (Tcure), и таким образом, чтобы температура плавления (Tm) для метастабильных частиц являлась бы большей, чем Tcure для матричной смолы во избежание плавления частиц во время цикла отверждения матричной смолы. Tcure для матричной смолы может находиться в диапазоне от приблизительно 100°С до приблизительно 250°С. Тс может составлять более, чем приблизительно 80°С, в том числе более, чем приблизительно 140°С, при том условии, что Tc < Tcure. В некоторых вариантах осуществления Тс находится в диапазоне от приблизительно 100°С до приблизительно 200°С. В некоторых вариантах осуществления Tcure может находиться в диапазоне от приблизительно 170°С до приблизительно 190°С, а в некоторых вариантах осуществления Tcure составляет приблизительно 180°С.
Метастабильные частицы могут присутствовать при уровне содержания в диапазоне от приблизительно 2,5% до приблизительно 30% (масс.), в том числе от приблизительно 5% до приблизительно 25%, при расчете на совокупную массу композиции смолы (то есть, совокупную массу термоотверждающейся смолы (смол), метастабильных частиц, отвердителя (отвердителей) и любой необязательной дополнительной добавки (добавок), придающей ударную вязкость, или других добавок).
Матричная смола
Одна или несколько термоотверждающихся смол в композиции отверждаемой смолы, раскрытой в настоящем документе, могут включать нижеследующее, но не ограничиваются только этим: эпоксидные смолы, бисмалеимид, смолы виниловых сложных эфиров, смолы сложных эфиров циановой кислоты, изоцианатмодифицированные эпоксидные смолы, фенольные смолы, бензоксазины, формальдегидные конденсатные смолы (такие как при использовании мочевины, меламина или фенола), сложные полиэфиры, акриловые материалы и их комбинации.
Подходящие для использования эпоксидные смолы включают полиглицидильные производные ароматического диамина, ароматических первичных моноаминов, аминофенолов, многоатомных фенолов, многоатомных спиртов, поликарбоновых кислот. Примеры подходящих для использования эпоксидных смол включают полиглицидиловые простые эфиры бисфенолов, таких как бисфенол А, бисфенол F, бисфенол S и бисфенол К; и полиглицидиловые простые эфиры крезола и новолачных материалов на фенольной основе.
Конкретными примерами являются тетраглицидильные производные 4,4'-диаминодифенилметана (TGDDM), резорциндиглицидиловый простой эфир, триглицидил-п-аминофенол, триглицидил-м-аминофенол, бромбисфенол F-диглицидиловый простой эфир, тетраглицидильные производные диаминодифенилметана, тригидроксифенилметантриглицидиловый простой эфир, полиглицидиловый простой эфир фенолформальдегидного новолачного материала, полиглицидиловый простой эфир о-крезольного новолачного материала или тетраглицидиловый простой эфир тетрафенилэтана.
Доступные на коммерческих условиях эпоксидные смолы, подходящие для использования в смоляной матрице-основе, включают N,N,N',N'-тетраглицидилдиаминодифенилметан (например, продукты MY 9663, MY 720 и MY 721 от компании Huntsman); N,N,N',N'-тетраглицидилбис(4-аминофенил)-1,4-диизопропилбензол (например, продукт EPON 1071 от компании Momentive); N,N,N',N'-тетраглицидилбис(4-амино-3,5-диметилфенил)-1,4-диизопропилбензол (например, продукт EPON 1072 от компании Momentive); триглицидиловые простые эфиры п-аминофенола (например, продукт MY 0510 от компании Huntsman); триглицидиловые простые эфиры м-аминофенола (например, продукт MY 0610 от компании Huntsman); диглицидиловые простые эфиры соединений на основе бисфенола А, таких как 2,2-бис(4,4'-дигидроксифенил)пропан, (например, продукт DER 661 от компании Dow или продукт EPON 828 от компании Momentive) и новолачных смол, предпочтительно характеризующихся вязкостью в диапазоне 8-20 Па⋅сек при 25°С; глицидиловые простые эфиры фенольных новолачных смол (например, продукты DEN 431 или DEN 438 от компании Dow); фенольный новолачный материал на дициклопентадиеновой основе (например, продукт Tactix 556 от компании Huntsman); диглицидил-1,2-фталат (например, продукт GLY CEL A-100); диглицидильное производное дигидроксидифенилметана (бисфенола F) (например, продукт PY 306 от компании Huntsman). Другие эпоксидные смолы включают циклоалифатические материалы, такие как 3',4'-эпоксициклогексил-3,4-эпоксициклогексанкарбоксилат (например, продукт CY 179 от компании Huntsman).
В общем случае матричная смола содержит одну или несколько термоотверждающихся смол в комбинации с другими добавками, такими как отвердители, катализаторы отверждения, сомономеры, регуляторы реологических свойств, добавки, придающие клейкость, неорганические или органические наполнители, эластомерные добавки, придающие ударную вязкость, придающие вязкость частицы со структурой «ядро-оболочка», стабилизаторы, ингибиторы, пигменты, красители, антипирены, реакционно-способные разбавители, растворимые или дисперсные термопластические материалы и другие добавки, хорошо известные для специалистов в соответствующей области техники в сфере модифицирования свойств смоляной матрицы до или после отверждения.
Композиция матричной смолы может быть отверждена при использовании любых обычных средств, например, автоклава или инфракрасного, или сверхвысокочастотного, излучения и является термически отверждаемой. Добавление одного или нескольких отвердителей (отвердителя) приводит к увеличению скорости отверждения и/или уменьшению температур отверждения. В одном варианте осуществления также могут быть использованы один или несколько катализаторов (катализатор).
Отвердитель в подходящем для использования случае выбирают из известных отвердителей, например, ароматических или алифатических аминов или производных гуанидина. Предпочтительным является ароматический аминовый отвердитель, предпочтительно ароматический амин, содержащий, по меньшей мере, две аминогруппы при расчете на одну молекулу, а в особенности предпочтительными являются диаминодифенилсульфоны, например, соединения, у которых аминогруппы располагаются в мета- или пара-положениях по отношению к сульфоновой группе. Конкретными примерами являются 3,3'- и 4,4'-диаминодифенилсульфон (DDS); метилендианилин; бис(4-амино-3,5-диметилфенил)-1,4-диизопропилбензол; бис(4-аминофенил)-1,4-диизопропилбензол; 4,4'-метиленбис(2,6-диэтил)анилин (продукт MDEA от компании Lonza); 4,4'-метиленбис(3-хлор-2,6-диэтил)анилин (продукт MCDEA от компании Lonza); 4,4'-метиленбис(2,6-диизопропил)анилин (M-DIPA от компании Lonza); 3,5-диэтилтолуол-2,4/2,6-диамин (продукт D-EDTA 80 от компании Lonza); 4,4'-метиленбис(2-изопропил-6-метил)анилин (продукт M-MIPA от компании Lonza); 4-хлорфенил-N,N-диметилмочевина (например, продукт Monuron); 3,4-дихлорфенил-N,N-диметилмочевина (например, продукт DiuronTM) и дициандиамид (например, продукт Amicure TM CG 1200 от компании Pacific Anchor Chemical).
Подходящие для использования отвердители также включают ангидриды, в частности, ангидриды поликарбоновых кислот, такие как надиковый ангидрид, метилнадиковый ангидрид, фталевый ангидрид, тетрагидрофталевый ангидрид, гексагидрофталевый ангидрид, метилтетрагидрофталевый ангидрид, эндометилентетрагидрофталевый ангидрид и тримеллитовый ангидрид.
Предпочтительно количество термоотверждающегося смоляного компонента в композиции смолы находится в диапазоне от приблизительно 20% до приблизительно 80%, более предпочтительно в диапазоне от приблизительно 30% до приблизительно 70%, по отношению к совокупной массе композиции смолы.
Отвердитель (отвердители) могут присутствовать в таком стехиометрическом количестве, чтобы имелось бы достаточное количество реакционно-способных групп от отвердителя для вступления в реакцию с реакционно-способными группами термоотверждающейся смолы (смол), например, в диапазоне от 0,5 до 1,5 моля отвердителя (отвердителей) при расчете на один моль термоотверждающейся смолы (смол).
В более общем случае отвердитель (отвердители) может присутствовать в количестве в диапазоне от приблизительно 5% до приблизительно 60% (масс.), в том числе от приблизительно 15% до приблизительно 50% (масс.) и от приблизительно 20 до приблизительно 40% (масс.), по отношению к объединенной массе термоотверждающегося смоляного компонента плюс отвердителя (отвердителей) в композиции смолы.
Композитные материалы
Метастабильные термопластические частицы из настоящего раскрытия изобретения могут быть использованы в качестве межслойных частиц, придающих ударную вязкость, между слоями армирующих волокон композитного ламината. В одном предпочтительном варианте осуществления композитный ламинат состоит из множества слоев армирующих волокон, импрегнированных или пропитанных отверждаемой матричной смолой (неотвержденной или неполностью отвержденной), и метастабильных частиц, диспергированных в межслойных областях, сформированных между примыкающими слоями армирующих волокон. После отверждения композитного ламината метастабильные частицы претерпевают дальнейшую кристаллизацию в соответствии с представленным выше обсуждением изобретения. Термин «межслойная область» относится к области между примыкающими слоями армирующих волокон в многослойной композитной конструкции.
При изготовлении высокоэффективных композитных материалов подходящие для использования армирующие волокна в общем и целом могут быть охарактеризованы демонстрацией предела прочности при растяжении, составляющего более, чем 500 кфунт-сила/дюйм2 (или 3447 МПа). Волокна, подходящие для использования в данных целях, включают углеродные или графитовые волокна, стеклянные волокна и волокна, сформированные из карбида кремния, оксида алюминия, диоксида титана, бора и тому подобного, а также волокна, сформированные из органических полимеров, таких как, например, полиолефины, поли(бензотиазол), поли(бензимидазол), полиарилаты, поли(бензоксазол), арамид, полиариловые простые эфиры и тому подобное, и могут включать смеси, включающие два и более типа таких волокон. Предпочтительно волокна выбирают из стеклянных волокон, углеродных волокон и арамидных волокон, таких как волокна, продаваемые компанией DuPont Company под торговым наименованием KEVLAR. Волокна могут быть использованы в форме непрерывных жгутов, образованных из множества нитей, в виде листа из непрерывных однонаправленных волокон, в качестве тканого материала или мультиаксиального нетканого материала. Форма изготовления тканого материала может быть выбрана из миткалевого, атласного или саржевого типов переплетений. Мультиаксиальные формы могут характеризоваться наличием множества прослоек и ориентаций волокон, например, в случае многонаправленных прошитых тканей.
Метастабильные частицы могут присутствовать при уровне содержания в диапазоне от приблизительно 2,5% до приблизительно 30% (масс.) при расчете на совокупный уровень содержания смолы в композитном материале, а в некотором варианте осуществления от приблизительно 5% до приблизительно 25%.
В определенных вариантах осуществления метастабильные частицы могут быть использованы в комбинации с другими межслойными частицами, придающими ударную вязкость, которые могут быть полимерными (например, в случае полиимида, полиарилсульфона, эластомеров) или неорганическими (например, в случае углерода, металла). В некоторых вариантах осуществления межслойная область лишена каких-либо термопластических частиц, которые расплавляются до температуры отверждения Tcure для матричной смолы. В случае присутствия других частиц совокупное количество частиц может составлять вплоть до приблизительно 25% (масс.) при расчете на совокупный уровень содержания смолы в композитном материале.
Способ изготовления метастабильных полимерных частиц
Метастабильные полимерные частицы из настоящего раскрытия изобретения могут быть изготовлены при использовании технологического процесса плавления в отсутствие растворителя, при этом способ изготовления ингибирует развитие полной и стабильной кристалличности в целях сохранения их в «метастабильном» состоянии.
В рамках одного примера технологический процесс плавления в отсутствие растворителя может включать:
а) экструдирование расплавленной смеси из нерастворимой в воде термопластической смолы (например, полиамидной смолы) в аморфном состоянии и растворимого в воде матричного материала при использовании экструдера, такого как одночервячный экструдер или двухчервячный экструдер, с образованием расплавленной композиции смолы в форме прядей или листов, содержащих мелкие частицы термопластической смолы, диспергированные в растворимом в воде матричном материале;
b) охлаждение и обеспечение затвердевания расплавленной композиции смолы в таких условиях, когда предотвращается прохождение повторной кристаллизации, например, охлаждение и обеспечение затвердевания могут быть проведены быстро; и
с) растворение и удаление растворимого в воде материала из затвердевшей композиции смолы в результате промывания водой для получения, тем самым, мелких сферических частиц метастабильного полукристаллического термопластического полимера.
Соотношение между количествами термопластической смолы и растворимого в воде матричного материала в расплавленной смеси во время стадии экструдирования может находиться в диапазоне от приблизительно 1/99 до приблизительно 60/40 (масс.), предпочтительно от приблизительно 5/95 до приблизительно 50/50 (масс.).
Размеры (габариты) мелких частиц могут быть контролируемо отрегулированы, например, в результате подстраивания условий или параметров, таких как тип растворимого в воде материала, соотношение между количествами термопластической смолы и растворимого в воде материала, температура плавления, конструкция червяка (червяков) в экструдере и скорость вращения червяка (червяков).
Композиция смолы непосредственно после экструдирования из экструдера находится в расплавленном состоянии, в случае чего как мелкие термопластические частицы, так и матричный материал расплавляются или размягчаются до охлаждения и затвердевания. Экструдированную смолу, выходящую из экструзионной головки экструдера, осаждают на транспортирующем устройстве, таком как ленточный транспортер, который производит перемещение в горизонтальной плоскости в направлении экструдирования, ниже экструзионной головки экструдера в положении, не слишком удаленном от отверстий экструзионной головки. Транспортирующее устройство осуществляет перемещение при скорости, по существу равной скорости экструдирования для экструдера, а экструдированную композицию смолы охлаждают воздухом и, тем самым, обеспечивают ее затвердевание. Транспортирующее устройство может быть охлаждено при использовании охлаждающего устройства. Температура охлаждения при воздушном охлаждении находится в диапазоне, например, от приблизительно 0°С до приблизительно 35°С.
Растворимый в воде матричный материал предпочтительно является растворимым в воде материалом, который может быть размягчен при той же самой температуре плавления/размягчения, что и соответствующая температура для нерастворимой в воде термопластической смолы, например, при температуре в диапазоне приблизительно от 100°С до 300°С, который может быть замешан с нерастворимой в воде термопластической смолой, и который может быть отделен от нерастворимой в вожде термопластической смолы с образованием двух фаз в расплавленном или затвердевшем состоянии. Примерами таких растворимых в воде материалов являются сахариды, в том числе моносахариды, олигосариды, полисахариды, сахарные спирты, полидекстрозы, мальтодекстрин и инулин; гидрированные продукты и гидролизованные продукты для данных сахаридов; и растворимые в воде смолы. Гидрированные продукты и гидролизованные продуты для сахаридов включают гидрированные гексозы, гидрированные дисахариды, гидрированные крахмалы, инвертированный сахар и гидрированные или негидрированные продукты разложения крахмалов. Каждый из данных растворимых в воде материалов может быть использован индивидуально или в комбинации.
Примерами моносахаридов являются ксилоза, рибулоза, глюкоза, манноза, галактоза, фруктоза и сорбоза. Полисахаридами являются сахариды, содержащие одиннадцать и более молекул одного или нескольких моносахаридов и/или сахарных спиртов, связанных через гликозидные соединительные звенья в результате дегидратационной конденсации. Их примерами являются инулин, ахродекстрин, полидекстроза, амилоза, амилопектин, крахмалы и целлюлозы. Сахарные спирты включают, например, эритрит, пентаэритрит, арабит, рибит, ксилит, сорбит, маннит и галактит. Примерами растворимых в воде смол являются линейные полимеры, содержащие внутри молекулы гидрофильную группу, такую как -CONH-, -COOH или -ОН, в том числе полиакриламиды, поли(акриловые кислоты), поли(метакриловые кислоты), поли(итаконовые кислоты) и поли(виниловые спирты).
Примерами олигосахаридов являются дисахариды, такие как трегалоза, мальтоза, изомальтоза, изомальтулоза, мальтит, целлобиоза, гентиобиоза, лактоза, лактит, сахароза, 1,6-GPS (6-О-а-D-глюкопиранозил-D-сорбит), 1,1-GPS (1-О-а-D-глюкопиранозил-D-сорбит) и 1,1-GPМ (1-О-а-D-глюкопиранозил-D-маннит); трисахариды, такие как целлотриоза, гентианоза, мальтотриоза и раффиноза; тетрасахариды, такие как ликотетраоза, мальтотетраоза и стахиоза; пентасахариды, такие как мальтопентаоза и вербаскоза; гексасахариды, такие как мальтогексаоза; а также три-, тетра- или пентасахариды, такие как мальтодекстрин; и гепта- или октасахариды, такие как декстрины и циклодекстрин.
Промывание водой может быть проведено в результате расположения охлажденной и затвердевшей композиции смолы в воде и растворения растворимого в воде матричного материала в воде при одновременном перемешивании. Температура в ходе промывания водой может быть задана надлежащим образом в пределах диапазонов, не оказывающих неблагоприятного воздействия на сферические профили мелких частиц, и находится в диапазоне, например, от приблизительно 0°С до приблизительно 100°С. Температурой промывания также может быть температура, превышающая 100°С. По мере надобности вода для промывания может включать органический растворитель в целях удаления примесей, нерастворимых в воде.
После промывания водой мелкие сферические частицы термопластической смолы могут быть извлечены в результате проведения для водной дисперсии, которая содержит мелкие сферические частицы термопластической смолы в виде нерастворимой в воде термопластической смолы, диспергированные в воде, обычного технологического процесса разделения, такого как фильтрационное или центробежное разделение, с последующим высушиванием.
Получающиеся в результате мелкие по существу сферические частицы термопластической смолы могут характеризоваться средним диаметром (или размером) частиц в диапазоне от приблизительно 0,01 мкм до приблизительно 100 мкм, в том числе от приблизительно 5 мкм до приблизительно 75 мкм. Средний размер частиц может быть определен, используя анализатор распределения частиц по размерам при использовании рассеяния лазерного излучения, например, прибор Mastersizer от компании Malvern.
Способы изготовления композитных материалов и конструкций
Композитные материалы и конструкции, включающие межслойные метастабильные частицы из настоящего раскрытия изобретения, могут быть изготовлены при использовании различных технологических процессов.
Каждый слой волокон может быть раздельно импрегнирован/пропитан матричной смолой с образованием препрега. Термин «препрег» в соответствии с использованием в настоящем документе включает лист или слой волокон, которые были предварительно импрегнированы матричной смолой в пределах, по меньшей мере, части своего объема. Матричная смола может присутствовать в частично отвержденном или неотвержденном состояниях. Препреги могут быть полностью импрегнированными препрегами или частично импрегнированными препрегами. Обычно препрег имеет форму, которая готова к проведению формования и отверждения с образованием конечной композитной детали и обычно используется при изготовлении воспринимающих нагрузку деталей конструкций, таких как крылья, фюзеляжи, шпангоуты и поверхности управления для летательных аппаратов. Важные свойства отвержденных препрегов представляют собой высокие прочность и жесткость при уменьшенной массе.
Множество прослоек препрегов может быть уложено в схеме укладки с образованием «укладки препрега». Каждая прослойка препрега может содержать однонаправленно выровненные волокна, и прослойки препрегов в укладке могут быть расположены таким образом, чтобы однонаправленные волокна находились бы в выбранной ориентации друг по отношению к другу, например, при 0°,±45°, 90° и тому подобном. Укладки препрегов могут быть изготовлены при использовании методик, которые могут включать нижеследующее, но не ограничиваются только этим: ручная укладка, автоматизированная выкладка лент (АВЛ), автоматизированная выкладка волокна (АВВ) и намотка нити.
В одном варианте осуществления частицы осаждают на поверхности прослойки препрега до ламинирования множества прослоек препрегов друг с другом с образованием ламинированного пакета, который готов к проведению отверждения. Частицы могут быть осаждены при использовании любых обычных методик, таких как разбрызгивание, электростатическое осаждение, обсыпное нанесение покрытия, распылительное распределение и любая другая методика, известная для специалистов в соответствующей области техники. Распределенные композитные частицы пристают к поверхности препрега вследствие клейкости смолы. В случае укладки прослоек препрегов в пакет друг с другом с образованием ламинатной панели частицы будут оставаться в межслойных областях ламинатной панели.
В еще одном варианте осуществления конкретное количество частиц смешивают с отверждаемой/неотвержденной матричной смолой до изготовления препрега. В таком варианте осуществления смоляные пленки изготавливают сначала в результате нанесения покрытия из смеси смолы, содержащей частицы, на разделительную бумагу. После этого получающуюся в результате смоляную пленку ламинируют на слой волокон при использовании тепла и давления для импрегнирования волокон с образованием, тем самым, прослойки препрега, характеризующейся специфическими поверхностной массой волокна и уровнем содержания смолы. В ходе технологического процесса ламинирования смоляной пленки частицы отфильтровываются и остаются вне слоя волокна вследствие того, что размер частиц является большим, чем свободное пространство между волокнами. Впоследствии при ламинировании двух слоев препрега, содержащих частицы, один поверх другого частицы располагаются в межслойной области между двумя примыкающими прослойками препрега.
В одном альтернативном варианте осуществления композицию отверждаемой смолы, не содержащую частицы, наносят в виде покрытия на разделительную бумагу с образованием смоляной пленки, которую после этого вводят в контакт с одной или обеими противолежащими поверхностями слоя волокна. Смола импрегнирует волокна при сохранении небольшого количества смолы или несохранении смолы на внешних поверхностях слоя волокна. Впоследствии в контакт с внешней поверхностью слоя волокна, импрегнированного смолой, вводят вторую пленку отверждаемой смолы, содержащей частицы. С противолежащей внешней поверхностью слоя волокна, импрегнированного смолой, может быть введена в контакт дополнительная пленка отверждаемой смолы, содержащей частицы, с образованием сэндвичевой конструкции. В результате слой смолы, содержащей частицы, остается вне слоя импрегнированного волокна и не осуществляет дальнейшего импрегнирования волокон. Множество таких конструкций ламинируют друг с другом с образованием композитной конструкции при расположении частиц в межслойных областях.
В еще одном варианте осуществления две пленки композиции отверждаемой смолы, не содержащие частиц, вводят в контакт с двумя противолежащими поверхностями слоя волокна. Смола импрегнирует волокна при сохранении небольшого количества смолы или несохранении смолы на внешних поверхностях слоя волокна. Впоследствии две пленки отверждаемой смолы, содержащей частицы, вводят в контакт с противолежащими поверхностями слоя предварительно импрегнированного волокна. Множество таких конструкций ламинируют друг с другом с образованием композитной панели, содержащей частицы в межслойных областях. Такой подход является предпочтительным, поскольку он имеет тенденцию к обеспечению получения хорошо упорядоченного ламината, представляющего собой результат неразрушения частицами расположения волокон.
Композитные материалы, конструкции или препреги, сформированные при использовании представленных выше способов, могут иметь форму лент, жгутовых препрегов или полотен при наличии непрерывных или рубленых волокон.
В еще одном варианте осуществления метастабильные частицы включают в волокнистую предварительную заготовку, сконфигурированную для приема жидкой смолы, в результате осуществления технологического процесса пропитывания смолой, такого как способы RTM (трансферное формование пластмасс) и VaRTM (трансферное формование пластмасс при использовании вакуума). Предварительная заготовка состоит из множества слоев сухих армирующих волокон при расположении частиц в промежутке между примыкающими слоями сухих армирующих волокон. Слои сухих армирующих волокон являются проницаемыми для жидкой смолы.
Слои армирующих волокон в предварительной заготовке могут относиться к любому типу текстилей, известных на предшествующем уровне техники в сфере изготовления композитных материалов. Примеры подходящих для использования типов или конфигураций ткани включают нижеследующее, но не ограничиваются только этим: все тканые материалы, примерами являются варианты с миткалевым переплетением, саржевым переплетением, атласным переплетением, спиральным переплетением и равномерным переплетением; все мультиаксиальные ткани, примеры которых включают основовязаные ткани и многонаправленные прошитые ткани (МПТ); вязаные ткани; плетеные ткани; все нетканые материалы, примеры которых включают нижеследующее, но не ограничиваются только этим: тканевые маты, образованные из нитей рубленых и/или непрерывных волокон, войлоки и комбинации из вышеупомянутых типов ткани.
В технологическом процессе пропитывания смолой предварительную заготовку располагают в пресс-форме, в которую нагнетают отверждаемую жидкую смолу для смачивания слоев волокна. Матричная смола для систем RTM и VaRTM должна характеризоваться очень низкой вязкостью при нагнетании, что делает возможными полные смачивание и пропитывание предварительной заготовки.
В некоторых вариантах осуществления отвержденный композит одновременно обнаруживает следующие далее свойства:
а) превосходная или улучшенная стойкость к воздействию ударных нагрузок, в частности, остаточная прочность при сжатии после удара 1500 дюйм⋅фунт-сила/дюйм (6,7 Дж/мм) (ПСПУ);
b) превосходная или улучшенная допускаемая повреждаемость, в частности, межслойная вязкость разрушения для моды I и моды II, при отсутствии значительного ухудшения долговечности;
с) минимальное или нулевое микрорастрескивание в межслойной области;
d) превосходная стойкость к воздействию растворителя; и
е) превосходная или улучшенная прочность при сжатии образца со сквозным отверстием при повышенных температуре и влажности (ПСОСОПТВ).
ПРИМЕРЫ
В следующих далее примерах механические эксплуатационные характеристики композитов измеряли в соответствии со следующими далее методиками.
Межслойную вязкость разрушения для моды I (G1c) измеряли в единицах измерения дюйм⋅фунт-сила при расчете на один квадратный дюйм (дюйм⋅фунт-сила/дюйм2) (175 Дж/м2) в отношении образцов в виде двухконсольной балки (ДКБ) в соответствии с описанием в документе ASTM D5528. Для изготовления образца длиной в 10'' (254 мм) и шириной в 1'' (25,4 мм) использовали однонаправленную (ОН) укладку, включающую 26 прослоек. По ширине образца в серединной плоскости располагали разделительную пленку в целях создания исходной позиции для образования трещины при расслаивании длиной в 2,5'' (63,5 мм). После этого образцы ДКБ нагружали по варианту натяжения вплоть до появления роста расслаивания. Межслойная вязкость разрушения для моды I (G1c) представляет собой критическое значение скорости освобождения энергии деформации (G), связанной с началом роста расслаивания для моды I. Значения G1c рассчитывали в соответствии с модифицированной теорией балки при использовании уравнения 1, где Fmax представляет собой максимальную зарегистрированную нагрузку в начале роста расслаивания, w представляет собой ширину образца, а ∂С/∂а представляет собой частную производную податливости образца (∂С) по стремящемуся к нулю росту трещины при расслаивании (∂а).
G1c=(Fmax)2/(2w) ∂С/∂а [дюйм⋅фунт-сила/дюйм2] Уравнение 1
Межслойную вязкость разрушения для моды II (G2c) измеряли в единицах измерения дюйм⋅фунт-сила при расчете на один квадратный дюйм (дюйм⋅фунт-сила/дюйм2) (175 Дж/м2) в отношении образцов для испытания на изгиб при концевом надрезе (ИКН) в соответствии с описанием в документе ASTM D7905. Для изготовления образца длиной в 10'' (254 мм) и шириной в 1'' (25,4 мм) использовали однонаправленную (ОН) укладку, включающую 26 прослоек. По ширине образца в серединной плоскости располагали разделительную пленку в целях создания исходной позиции для образования трещины при расслаивании длиной в 2,5'' (63,5 мм). После этого образцы ИКН нагружали по варианту 3-точечного изгиба вплоть до появления роста расслаивания. Межслойная вязкость разрушения для моды II (G2c) представляет собой критическое значение скорости освобождения энергии деформации (G), связанной с началом роста расслаивания для моды II. Значения G2c рассчитывали при использовании уравнения 2, где Fmax представляет собой максимальную зарегистрированную нагрузку в начале роста расслаивания, w представляет собой ширину образца, а представляет собой длину трещины, С представляет собой податливость образца, а L представляет собой половину размаха распределения нагрузки.
G2c=(9 а2 F2max C)/(2w (2L3+3a3)) [дюйм⋅фунт-сила/дюйм2] Уравнение 2
Прочность при сжатии после удара (ПСПУ) измеряли в единицах измерения килофунт-сила при расчете на один квадратный дюйм (кфунт-сила/дюйм2) (6,895 МПа) в отношении троекратно симметричных квазиизотропных укладок ([+ 45/0/- 45/90]3s) в соответствии с описанием в документах ASTM D7136 и ASTM D7137. Образцы длиной в 6'' (152 мм) и шириной в 4'' (102 мм) подвергали воздействию энергии удара 270 дюйм⋅фунт-сила (дюйм*фунт-сила) (30,5 Дж) до проведения испытания. Данную энергию удара выбирали в целях получения соотношения энергия удара/толщина отвержденного ламината 1500 дюйм⋅фунт-сила/дюйм (6,7 Дж/мм). Значения ПСПУ рассчитывали при использовании уравнения 3, где Fmax представляет собой максимальную нагрузку, w представляет собой ширину образца, а t представляет собой толщину образца.
ПСПУ=Fmax/(w⋅t) [кфунт-сила/дюйм2] Уравнение 3
Модуль при сдвиге в плоскости (МСВП) измеряли в единицах измерения мегафунт-сила при расчете на один квадратный дюйм (Мфунт-сила/дюйм2) (6,895 ГПа) в отношении симметричных укладок с перекрестным расположением прослоек ([+ 45/- 45]s) в соответствии с описанием в документе BSS7320. Образцы нагружали по варианту натяжения вплоть до получения аксиальной деформации 0,5%. Значения МСВП рассчитывали при использовании уравнения 4, где Ех представляет собой аксиальный секущий модуль, измеренный на интервале между точкой возникновения и точкой 0,4% аксиальной деформации, а μ представляет собой коэффициент Пуассона, измеренный при 0,4% аксиальной деформации.
МСВП=Ех/(2 (1+μ)) [Мфунт-сила/дюйм2] Уравнение 4
Для оценки стойкости к воздействию метилэтилкетона (МЕК) дополнительные образцы МСВП погружали в МЕК при комнатной температуре на шесть дней до проведения испытания в соответствии с методикой, описанной выше. Коэффициент разрушения после воздействия МЕК рассчитывали в виде процентного уменьшения значения МСВП после воздействия МЕК при использовании уравнения 5, где значение МСВП является значением, измеренным в отношении некондиционированных образцов, а значение ПСВПMEK является значением, измеренным в отношении образцов, покруженных в МЕК на шесть дней.
Коэффициент разрушения после воздействия МЕК=(ПСВП - ПСВПMEK)/ПСВП [%] Уравнение 5
Для оценки стойкости к воздействию циклических тепловых нагрузок циклическому воздействию в диапазоне от - 54°С до 71°С 2000 раз подвергали образцы с размерами 2 дюйма × 3 дюйма (50,8 мм × 76,2 мм) в виде двукратно симметричных квазиизотропных укладок ([+ 45/0/- 45/90]2s). После этого образцы рассекали в поперечном направлении и полировали до получения изображения при использовании оптической микроскопии. Вслед за этим подсчитывали количество микротрещин при расчете на один квадратный миллиметр.
Прочность при сжатии образца со сквозным отверстием при повышенных температуре и влажности (ПСОСОПТВ) измеряли в единицах измерения килофунт-сила при расчете на один квадратный дюйм (кфунт-сила/дюйм2) (6,895 МПа) в отношении двукратно симметричных квазиизотропных укладок ([+ 45/0/- 45/90]2s) в соответствии с описанием в документе ASTM D6484. Образцы длиной в 12'' (305 мм) и шириной в 1,5'' (38,1 мм) со сквозным отверстием в 0,25'' (6,35 мм) в центре подвергали погружению в воду при 160°F (71°C) на 14 дней до проведения испытания при 180°F (82°C). Значения ПСОСОПТВ рассчитывали при использовании уравнения 6, где Fmax представляет собой максимальную нагрузку, w представляет собой ширину образца, а t представляет собой толщину образца.
ПСОСОПТВ=Fmax/(w⋅t) [кфунт-сила/дюйм2] Уравнение 6
Материалы
Продукт Araldite® MY0510 представляет собой триглицидил-п-аминофенол, а продукт Araldite®®® PY306 представляет собой диглицидиловый простой эфир бисфенола F, где оба продукта поступают от компании Huntsman.
Продукт SumikaexcelTM 5003P представляет собой полиэфирсульфон на основе простого эфира от компании Sumitomo Chemical, продукт Aradur 9664-1 представляет собой 4,4'-диаминодифенилсульфон (4,4'-DDS) от компании Huntsman.
DAIAMID® MSP BIO представляет собой наименование продукта для полукристаллических частиц на основе полиамида-10,10 (РА10,10), характеризующегося средним размером частиц 8,6 мкм, произведенного в соответствии с технологическим процессом плавления в отсутствие растворителя и поставляемого компанией Evonik Industries.
Vestosint® Z2654 представляет собой наименование продукта для полукристаллических частиц на основе полиамида-10,10 (РА10,10), характеризующегося средним размером частиц 16,1 мкм, произведенного в соответствии с технологическим процессом плавления в отсутствие растворителя и поставляемого компанией Evonik Industries.
Trogamid® MSP A7042 представляет собой наименование продукта для частиц полуциклоалифатического полиамида, который является продуктом, образованным из циклоалифатических диаминов и додекандиоевой кислоты, характеризующимся средним размером частиц 15,8 мкм, произведенным в соответствии с технологическим процессом плавления в отсутствие растворителя и поставляемым компанией Evonik Industries.
Vestosint® Z2649 представляет собой наименование продукта для частиц полукристаллического полиамида-10,10 (РА10,10), характеризующегося средним размером частиц 10,4 мкм и поставляемого компанией Evonik Industries.
Orgasol® 2001EXD представляет собой наименование продукта для частиц полукристаллического полиамида-12 (РА12), характеризующегося средним размером частиц 10,0 мкм и поставляемого компанией Arkema.
Orgasol® 1002D представляет собой наименование продукта для частиц полукристаллического полиамида-6 (РА6), характеризующегося средним размером частиц 19,6 мкм и поставляемого компанией Arkema.
Vestosint® 2159 представляет собой наименование продукта для частиц полукристаллического полиамида-12 (РА12), характеризующегося средним размером частиц 10,9 мкм и поставляемого компанией Evonik Industries.
Fortron® 0205B4 представляет собой наименование продукта для измельченных частиц полукристаллического полифениленсульфида (РPS), характеризующегося средним размером частиц 20,0 мкм и поставляемого компанией Ticona.
P84 представляет собой наименование продукта для измельченных частиц аморфного полиимида, характеризующегося средним размером частиц 44 мкм и поставляемого компанией HP Polymers.
DAIAMID® MSP-CX представляет собой наименование продукта для частиц полуциклоалифатического полиамида, который является продуктом, образованным из циклоалифатических диаминов и додекандиоевой кислоты, характеризующимся средним размером частиц 16,9 мкм, произведенным в соответствии с технологическим процессом плавления в отсутствие растворителя и поставляемым компанией Evonik Industries.
Все размеры частиц определяли при использовании методики рассеяния лазерного излучения.
Пример 1
Рецептуру системы смолы U, не содержащей частиц, придающих ударную вязкость, составляли при использовании компонентов, продемонстрированных в таблице 1.
ТАБЛИЦА 1
Смолу U получали в результате смешивания эпоксидных предшественников Araldite®® MY0510 и Araldite®® PY306 при температуре в диапазоне от 60°С до 90°С. К смеси эпоксидов добавляли продукт Sumikaexcel 5003P (полиэфирсульфон на основе простого эфира), а после этого добивались его растворения при температуре в диапазоне от 110°С до 130°С. Вслед за этим добавляли продукт Aradur 9664-1 (4,4'-DDS) и проводили смешивание при температуре в диапазоне от 60°С до 90°С.
После этого из таким образом произведенной смолы U на разделительной бумаге формировали пленку, характеризующуюся номинальной поверхностной массой 23,4 г/м2 (грамм при расчете на один квадратный метр). В обычной машине для предварительного пропитывания распределяли среднемодульные углеродные волокна с образованием волокнистого полотна из однонаправленных волокон, характеризующегося номинальной поверхностной массой 190 г/м2. После этого сформированное волокнистое полотно заключали в сэндвичевую конструкцию между двумя пленками из смолы U для получения препрега U, характеризующегося номинальной поверхностной массой волокна (ПМВ) 190 г/м2 и номинальным уровнем содержания смолы 19,8% (масс.).
Рецептуры шести композиций смол Р.1-Р.6, содержащих различные термопластические частицы, составляли при использовании компонентов, продемонстрированных в таблице 2. Все количества представлены в % (масс.).
ТАБЛИЦА 2
Каждую композицию смолы в таблице 2 получали в результате смешивания эпоксидных предшественников Araldite®® MY0510 и Araldite® PY306 при температуре в диапазоне от 60°С до 90°С. Добавляли продукт Sumikaexcel 5003P (полиэфирсульфон на основе простого эфира), а после этого добивались его растворения при температуре в диапазоне от 110°С до 130°С. Вслед за этим добавляли продукт Aradur 9664-1 (4,4'-DDS) и проводили смешивание при температуре в диапазоне от 60°С до 90°С.
После этого из таким образом произведенной каждой композиции смолы Р на разделительной бумаге формировали пленку, характеризующуюся номинальной поверхностной массой 23,4 г/м2. При использовании обычной машины для предварительного пропитывания препрег U, сформированный в соответствии с представленным выше описанием изобретения, заключали в сэндвичевую конструкцию между двумя смоляными пленками, сформированными из композиции смолы, содержащей частицы, Р для получения препрега Р, характеризующегося номинальной поверхностной массой волокна (ПМВ) 190 г/м2 и совокупным номинальным уровнем содержания смолы 33% (масс.).
Множество препрегов Р укладывали с образованием композитного ламината. Ламинат заключали в обычный герметизированный вакуумный мешок, характеризующийся нулевым выпотеванием, и отверждали в автоклаве в течение 2 часов при 180°С под давлением 85 фунт-сила/дюйм2 (586 кПа) при одновременном сохранении вакуума на протяжении всего цикла отверждения. Различные придающие ударную вязкость частицы, которые использовали, имеют обозначения в виде Е-Р1, Е-Р2, Е-Р3, С-Р4, С-Р5 и С-Р6 в таблице 2.
После этого отвержденные панели подвергали испытанию на повреждаемость (ПСПУ) и вязкость разрушения для моды I (G1c) и моды II (G2c). Результаты приведены в таблице 3.
ТАБЛИЦА 3
Примечание: 1 кфунт-сила/дюйм2=6,895 МПа, и 1 дюйм⋅фунт-сила/дюйм2=175 Дж/м2.
Метастабильные частицы Е-Р1 (DAIAMID® MSP BIO) характеризуются значениями Тс 176,65°С, ΔНс 5,59 Дж/г, Tm 200,42°C и ΔHm 69,91 Дж/г согласно определению при использовании метода ДСК при получении результатов в ходе измерения при скорости нагревания 10°С/мин в атмосфере азота. Они характеризуются соотношением ΔНс/ΔНm 8%. Данные частицы претерпевали дальнейшую кристаллизацию во время отверждения композитных ламинатов при отсутствии какого-либо последующего плавления. Как это было установлено, данные частицы одновременно обеспечивали получение высокого значения ПСПУ 51,3 кфунт-сила/дюйм2 (353,7 МПа), высокого значения G1c 4,2 дюйм⋅фунт-сила/дюйм2 (735 Дж/м2) и высокого значения G2c 14,1 дюйм⋅фунт-сила/дюйм2 (2468 Дж/м2).
Метастабильные частицы Е-Р2 (Vestosint® Z2654) характеризуются значениями Тс 166,99°С, ΔНс 11,44 Дж/г, Tm 246,14°C и ΔHm 25,33 Дж/г согласно определению при использовании метода ДСК при получении результатов в ходе измерения при скорости нагревания 10°С/мин в атмосфере азота. Они характеризуются соотношением ΔНс/ΔНm 45,2%. Как таковые, данные частицы претерпевали кристаллизацию во время отверждения композитного ламината при отсутствии какого-либо последующего плавления. Как это было установлено, данные частицы одновременно обеспечивали получение высокого значения ПСПУ 45,7 кфунт-сила/дюйм2 (315,1 МПа), высокого значения G1c 4,1 дюйм⋅фунт-сила/дюйм2 (718 Дж/м2) и высокого значения G2c 13,7 дюйм⋅фунт-сила/дюйм2 (2398 Дж/м2).
Метастабильные частицы Е-Р3 (Trogamid® MSP A7042) характеризуются значениями Тс 166,71°С, ΔНс 10,60 Дж/г, Tm 245,94°C и ΔHm 20,09 Дж/г согласно определению при использовании метода ДСК при скорости нагревания 10°С/мин в атмосфере азота. Они характеризуются соотношением ΔНс/ΔНm 52,7%. Данные частицы претерпевали кристаллизацию во время отверждения ламинатов при температуре отверждения (Tcure) 180°С при отсутствии какого-либо последующего плавления. Как это было установлено, данные частицы одновременно обеспечивали получение высокого значения ПСПУ 50,8 кфунт-сила/дюйм2 (350,3 МПа), высокого значения G1c 3,4 дюйм⋅фунт-сила/дюйм2 (595 Дж/м2) и высокого значения G2c 17,6 дюйм⋅фунт-сила/дюйм2 (3080 Дж/м2).
Частицы С-Р4 (Vestosint® Z2649) характеризуются значениями Tm 200,56°C и ΔHm 121,80 Дж/г согласно определению при использовании метода ДСК при скорости нагревания 10°С/мин в атмосфере азота. Они характеризуются соотношением ΔНс/ΔНm 0% вследствие отсутствия пика кристаллизации. Данные частицы не претерпевали кристаллизацию или плавления во время отверждения композитного ламината. Как это было установлено, полукристаллическая природа таких частиц обеспечивала получение меньшего взаимодействия с окружающей матричной смолой, что в результате приводило к получению уменьшенного значения ПСПУ 43,1 кфунт-сила/дюйм2 (397,2 МПа), уменьшенного значения G1c 1,9 дюйм⋅фунт-сила/дюйм2 (332 Дж/м2) и уменьшенного значения G2c 11,1 дюйм⋅фунт-сила/дюйм2 (1942 Дж/м2). При сопоставлении данных результатов с соответствующими результатами, полученными для метастабильных частиц Е-Р1, характеризующихся тем же самым химическим составом частиц, преимущество использования метастабильных полиамидных частиц вместо их полукристаллического эквивалента является очевидным.
Частицы С-Р5 (Orgasol® 2001EXD) характеризуются отсутствием кристаллизации, значениями Tm 177,08°C и ΔHm 93,33 Дж/г согласно определению при использовании метода ДСК при скорости нагревания 10°С/мин в атмосфере азота. Они характеризуются соотношением ΔНс/ΔНm 0% вследствие отсутствия пика кристаллизации. Продукт Orgasol 2001EXD не претерпевал кристаллизацию во время отверждения композитного ламината, но фактически претерпевал плавление. Как это было установлено, полукристаллическая природа таких частиц обеспечивала получение меньшего взаимодействия с окружающей матричной смолой несмотря на их плавление во время отверждения композитного ламината, что, тем самым, в результате приводило к получению уменьшенного значения ПСПУ 36,9 кфунт-сила/дюйм2 (254,4 МПа), уменьшенного значения G1c 2,6 дюйм⋅фунт-сила/дюйм2 (455 Дж/м2) и уменьшенного значения G2c 9,3 дюйм⋅фунт-сила/дюйм2 (1628 Дж/м2). При сопоставлении данных результатов с соответствующими результатами, полученными для метастабильных частиц от Е-Р1 до Е-Р3, преимущество использования метастабильных полиамидных частиц вместо полукристаллических полиамидных частиц, характеризующихся значением Tm, меньшим, чем Tcure, является очевидным. Помимо этого, использование полиамидных частиц, характеризующихся значением Tm, меньшим, чем Tcure для матричной смолы, обычно связывается с неблагоприятным недостатком надежности у профилей отверждения, в частности, при использовании отвердителя 4,4'-DDS в термоотверждающейся смоле на эпоксидной основе. Например, при меньших скоростях отверждения, таких как 0,25°С/мин и 0,5°С/мин, система смолы, представленная в таблице 1, в которую внедрены полиамидные частицы, будет претерпевать гелеобразование при температуре, соответственно, Tgel 143°С и 159°С. Такие температуры гелеобразования являются меньшими, чем температура плавления Tm 177,08°С для полиамидных частиц С-Р5, таким образом, в отвержденном ламинате будет сохраняться дисперсная морфология. При более высоких скоростях нагревания, таких как 2°С/мин, система смолы, представленная в таблице 1, в которую внедрены полиамидные частицы, будет претерпевать гелеобразование при температуре Tgel 192°С, что превышает температуру плавления Tm 177,08°С для полиамидных частиц С-Р5, и в результате частицы будут коалесцировать в своем расплавленном состоянии, что приводит к получению более грубой и недисперсной морфологии. Данное изменение морфологии в зависимости от скорости нагревания вызывает появление проблем в отношении надежности механических эксплуатационных характеристик, а также стойкости к проникновению жидкости.
Значение Tgel может быть определено в результате проведения испытания на вязкость при использовании прибора ARES-G2 от компании TA Instruments при частоте 1 Гц, используя параллельные пластины с диаметром 25 мм при зазоре 0,5 мм и деформации 20%. Температура может быть линейно изменена от 70°С до 200°С при различных скоростях нагревания, таких как 0,25°С/мин, 0,5°С/мин или 2°С/мин. Температуру гелеобразования Tgel определяют как температуру, при которой кривая модуля потерь (G'') пересекает кривую модуля упругости (G').
Частицы С-Р6 (Orgasol® 1002D) характеризуются значениями Tm 211,84°C и ΔHm 116,04 Дж/г согласно определению при использовании метода ДСК при скорости нагревания 10°С/мин в атмосфере азота. Они характеризуются соотношением ΔНс/ΔНm 0% вследствие отсутствия пика кристаллизации. Продукт Orgasol® 1002D не претерпевал кристаллизацию или плавление во время отверждения ламинатов при температуре отверждения (Tcure) 180°C. Подобно тому, как и в контр-примере С-Р4, было установлено то, что полукристаллическая природа таких частиц обеспечивала получение меньшего взаимодействия с окружающей матричной смолой и в результате приводила к получению уменьшенного значения ПСПУ 44,2 кфунт-сила/дюйм2 (304,7 МПа), уменьшенного значения G1c 2,1 дюйм⋅фунт-сила/дюйм2 (368 Дж/м2) и уменьшенного значения G2c 5,9 дюйм⋅фунт-сила/дюйм2 (1033 Дж/м2). При сопоставлении данных результатов с соответствующими результатами, полученными в примерах от Е-Р1 до Е-Р3, преимущество использования метастабильного полиамида вместо полукристаллического полиамида, характеризующегося значением Tm, большим, чем Tcure, является очевидным.
Пример 2
В соответствии с рецептурами, продемонстрированными в таблице 4, получали шесть (6) композиций смол (смолы Р.3, Р.7, Р.8, Р.9, Р.11), содержащих различные термопластические частицы. Методика смешивания компонентов композиций смол соответствует описанию изобретения в примере 1. Все продемонстрированные количества представляют собой массовые процентные уровни содержания (%).
ТАБЛИЦА 4
После этого из каждой композиции смолы на разделительной бумаге формировали пленку, характеризующуюся номинальной поверхностной массой 23,4 г/м2. Вслед за этим при использовании обычной машины для предварительного пропитывания препрег U, сформированный в соответствии с представленным прежде описанием изобретения в примере 1, заключали в сэндвичевую конструкцию между верхней и нижней пленками из композиции смолы Р для получения препрега Р, характеризующегося номинальной поверхностной массой волокна (ПМВ) 190 г/м2 и совокупным номинальным уровнем содержания смолы 33% (масс.).
Множество препрегов Р укладывали с образованием композитного ламината. Ламинат заключали в обычный герметизированный вакуумный мешок, характеризующийся нулевым выпотеванием, и отверждали в автоклаве в течение 2 часов при 180°С под давлением 85 фунт-сила/дюйм2 (586 кПа) при одновременном сохранении вакуума на протяжении всего цикла отверждения. Различные придающие ударную вязкость частицы, которые использовали, имеют обозначения в виде Е-Р3, С-Р7, С-Р8, С-Р9 и С-Р11 в таблице 4.
После этого отвержденные панели подвергали испытанию на повреждаемость (ПСПУ), вязкость разрушения для моды I (G1c) и моды II (G2c), стойкость к воздействию циклических тепловых нагрузок и к воздействию МЕК. Результаты приведены в таблице 5.
ТАБЛИЦА 5
Примечание: 1 кфунт-сила/дюйм2=6,895 МПа, и 1 дюйм⋅фунт-сила/дюйм2=175 Дж/м2.
Частицы С-Р8 (Vestosint® 2159) характеризуются отсутствием кристаллизации, значениями Tm 184,23°C и ΔHm 107,00 Дж/г согласно определению при использовании метода ДСК при скорости нагревания 10°С/мин в атмосфере азота. Они характеризуются соотношением ΔНс/ΔНm 0% вследствие отсутствия пика кристаллизации. Данные частицы не претерпевали кристаллизацию во время отверждения композитного ламината. Несмотря на соответствие данных полукристаллических частиц РА12 стойкости к воздействию ударных нагрузок и допускаемой повреждаемости для метастабильных частиц было установлено то, что композиту, содержащему данные полукристаллические частицы, было свойственно микрорастрескивание, следующее за воздействием циклических тепловых нагрузок. Это вызывает появление проблем, связанных с долговечностью, и ограничивает использование таких полукристаллических полиамидов в воспринимающих критическую нагрузку конструкциях, таких как авиационно-космические композитные детали. В противоположность композитному ламинату, содержащему полукристаллические частицы РА12, композитный ламинат, содержащий метастабильные полиамидные частицы, не приводил в результате к микрорастрескиванию после воздействия циклических тепловых нагрузок.
Частицы С-Р9 (Fortron® 0205B4) являются полукристаллическими частицами, демонстрирующими высокую температуру плавления, и характеризуются отсутствием кристаллизации и значениями Tm 288,31°C и ΔНm 57,17 Дж/г. В результате данные частицы не претерпевали кристаллизацию в течение отверждения композитного ламината. Как это было установлено, композиту, содержащему данные полукристаллические частицы, не только были свойственны неудовлетворительные стойкость к воздействию ударных нагрузок и допускаемая повреждаемость, но также было присуще и микрорастрескивание, следующее за воздействием циклических тепловых нагрузок.
Частицы С-Р11 (Р84) характеризуются отсутствием кристаллизации и плавления. В результате данные частицы не претерпевали кристаллизации во время отверждения композитного ламината, а также не претерпевали какого-либо последующего плавления. В то время, как частицы Р84 обеспечивали получение высокой стойкости к воздействию ударных нагрузок и циклических тепловых нагрузок, метастабильным полиамидным частицам свойственно преимущество обеспечения наличия увеличенной допускаемой повреждаемости для моды I и II, а также улучшенной стойкости к воздействию МЕК и влаги в соответствии с иллюстрацией значительно более высокими значениями G1c и G2c, а также уменьшенным коэффициентом разрушения после воздействия МЕК исходя из оценки значения МСВП и увеличенным значением ПСОСОПТВ.
Пример 3
В соответствии с рецептурами, продемонстрированными в таблице 6, были получены две системы смол (смолы F.2 и F.3).
ТАБЛИЦА 6 - Рецептуры смол F
Каждую композицию смолы получали в результате смешивания эпоксидных смол Araldite® MY0510 и Araldite® PY306 при температуре в диапазоне от 60°С до 90°С. Добавляли продукт Sumikaexcel® 5003P, а после этого добивались его растворения при температуре в диапазоне от 110°С до 130°С. Вслед за этим добавляли продукт Aradur® 9664-1 и проводили смешивание при температуре в диапазоне от 60°С до 90°С. После этого добавляли термопластические частицы и проводили смешивание при температуре в диапазоне от 60°С до 90°С.
Вслед за этим из таким образом произведенной каждой композиции смолы на разделительной бумаге формировали пленку, характеризующуюся номинальной поверхностной массой 51,2 г/м2. В обычной машине для предварительного пропитывания распределяли углеродные волокна с образованием волокнистого полотна, характеризующегося номинальной поверхностной массой 190 г/м2. После этого таким образом сформированное волокнистое полотно заключали в сэндвичевую конструкцию между верхней и нижней пленками из смолы F для получения препрега F, характеризующегося номинальной поверхностной массой волокна (ПМВ) 190 г/м2 и номинальным уровнем содержания смолы 35% (масс.).
Множество препрегов F укладывали с образованием композитного ламината. Ламинат заключали в обычный герметизированный вакуумный мешок, характеризующийся нулевым выпотеванием, и отверждали в автоклаве в течение 2 часов при 180°С под давлением 85 фунт-сила/дюйм2 (586 кПа) при одновременном сохранении вакуума на протяжении всего цикла отверждения.
После этого отвержденные панели подвергали испытанию на повреждаемость (ПСПУ), вязкость разрушения для моды I (G1c) и моды II (G2c) и стойкость к воздействию циклических тепловых нагрузок. Результаты приведены в таблице 7.
ТАБЛИЦА 7
Примечание: 1 кфунт-сила/дюйм2=6,895 МПа, и 1 дюйм⋅фунт-сила/дюйм2=175 Дж/м2.
Метастабильные частицы Е-F3 (DAIAMID MSP-СХ) характеризуются значениями Тс 166,79°С, ΔНс 10,92 Дж/г, Tm 246,71°C и ΔHm 23,26 Дж/г согласно определению при использовании метода ДСК при скорости нагревания 10°С/мин в атмосфере азота. Они характеризуются соотношением ΔНс/ΔНm 46,9%. Данные частицы претерпевали кристаллизацию во время отверждения композитного ламината при отсутствии какого-либо последующего плавления. Как это было установлено, метастабильные частицы обеспечивали получение хорошего баланса между стойкостью к воздействию ударных нагрузок с допускаемой повреждаемостью и отсутствием проблем, связанных с микрорастрескиванием, во время воздействия циклических тепловых нагрузок.
Несмотря на соответствие композита, содержащего частицы С-Р4 (Vestosint Z2649), композиту, содержащему частицы E-F3, по эксплуатационным характеристикам в виде стойкости к воздействию ударных нагрузок и допускаемой повреждаемости первому из них было свойственно микрорастрескивание во время воздействия циклических тепловых нагрузок.
Пример 4
Для дальнейшего иллюстрирования на примерах использования полукристаллических термопластических частиц в их «метастабильном» состоянии, а не в их обычном полукристаллическом стабильном состоянии в соответствии с рецептурами, продемонстрированными в таблице 8, получали две (2) композиции смолы (смолы Р.12, Р.13), содержащие различные термопластические частицы. Методика смешивания компонентов композиций смол, соответствует описанию изобретения в примере 1. Все продемонстрированные количества представляют собой массовый процентный уровень содержания (%).
ТАБЛИЦА 8 - Рецептуры смол F
После этого из каждой композиции смолы на разделительной бумаге формировали пленку, характеризующуюся номинальной поверхностной массой 23,4 г/м2. Вслед за этим при использовании обычной машины для предварительного пропитывания препрег U, сформированный в соответствии с представленным прежде описанием изобретения в примере 1, заключали в сэндвичевую конструкцию между верхней и нижней пленками из композиции смолы Р для получения препрега Р, характеризующегося номинальной поверхностной массой волокна (ПМВ) 190 г/м2 и совокупным номинальным уровнем содержания смолы 33% (масс.).
Два (2) препрега Р укладывали с образованием композитного ламината. Ламинат заключали в обычный герметизированный вакуумный мешок, характеризующийся нулевым выпотеванием, и отверждали в автоклаве в течение 2 часов при 180°С под давлением 85 фунт-сила/дюйм2 (586 кПа) при одновременном сохранении вакуума на протяжении всего цикла отверждения. Различные придающие ударную вязкость частицы, которые использовали, имеют обозначения в виде Е-F3 и С-Р13 в таблице 8.
После этого отвержденные панели подвергали испытанию на повреждаемость (ПСПУ), вязкость разрушения для моды I (G1c) и моды II (G2c). Результаты приведены в таблице 9.
ТАБЛИЦА 9
Примечание: 1 кфунт-сила/дюйм2=6,895 МПа, и 1 дюйм⋅фунт-сила/дюйм2=175 Дж/м2.
Как и в предшествующих примерах, композит, содержащий частицы E-F3 (DAIAMID-MSP-CX), обнаруживает высокие эксплуатационные характеристики в виде стойкости к воздействию ударных нагрузок и допускаемой повреждаемости.
Частицы С-Р13 (отожженный продукт DAIAMID MSP-CX) являются полукристаллическими частицами, характеризующимися отсутствием дальнейшей кристаллизации и значениями Tm 246,55°C и ΔНm 26,46 Дж/г согласно определению при использовании метода ДСК при скорости нагревания 10°С/мин в атмосфере азота. Частицы С-Р13 получали в результате отжига частиц DAIAMID MSP-CX при температуре, на 20°С большей, чем их температура кристаллизации Тс 166,79°С, в течение тридцати (30) минут для обеспечения полной кристаллизации. ФИГУРА 8 демонстрирует термограмму метода ДСК для частиц отожженного продукта DAIAMID MSP-CX. В результате данные частицы не претерпевали кристаллизацию во время отверждения композитного ламината. Как это было установлено, композит, содержащий данные полукристаллические частицы, обнаруживал подобные стойкость к воздействию ударных нагрузок и допускаемую повреждаемость для моды II (G2c) в сопоставлении с тем, что имело место для их метастабильных эквивалентов, но ему была свойственна намного меньшая допускаемая повреждаемость для моды I (G1c). Поскольку эксплуатационная характеристика в виде G1c представляет собой ключевую движущую силу для долговечности и стойкости к воздействию усталостных нагрузок при расслаивании конструкций из композитов, данное значительное уменьшение значения G1c (почти что на 50%) является в высшей степени нежелательным для высокоэффективных композитных конструкций, таких как соответствующие конструкции для авиационно-космических и автомобильных областей применения. Данные результаты дополнительно подчеркивают преимущества использования полукристаллических термопластических частиц в их «метастабильном» состоянии, а не в их обычном полукристаллическом стабильном состоянии.
В целях достижения подобной допускаемой повреждаемости применительно к эксплуатационным характеристикам в виде ПСПУ и G2c метастабильные полиамидные частицы, описанные в настоящем документе, могут быть использованы в качестве единственного типа межслойных частиц, придающих ударную вязкость, или в комбинации с различными полукристаллическими полиамидными частицами, характеризующимися значением Tm, большим, чем Tcure, или в комбинации с аморфными термопластическими частицами. Таким образом, может быть исключено использование низкоплавких полиамидных частиц, характеризующихся значением Tm, меньшим, чем Tcure для матричной смолы. Присутствие таких низкоплавких полиамидных частиц обычно связывают с неблагоприятным недостатком надежности у профилей отверждения в соответствии с представленным выше обсуждением изобретения. Эксплуатационные характеристики в виде G1c представляют собой ключевую движущую силу для долговечности и стойкости к воздействию усталостных нагрузок при расслаивании конструкций из композитов. Как таковое, значительное увеличение значения G1c при одновременном сохранении подобных эксплуатационных характеристик в виде ПСПУ и G2c является в высшей степени желательным для высокоэффективных композитных конструкций, таких как соответствующие конструкции для авиационно-космических и автомобильных областей применения.
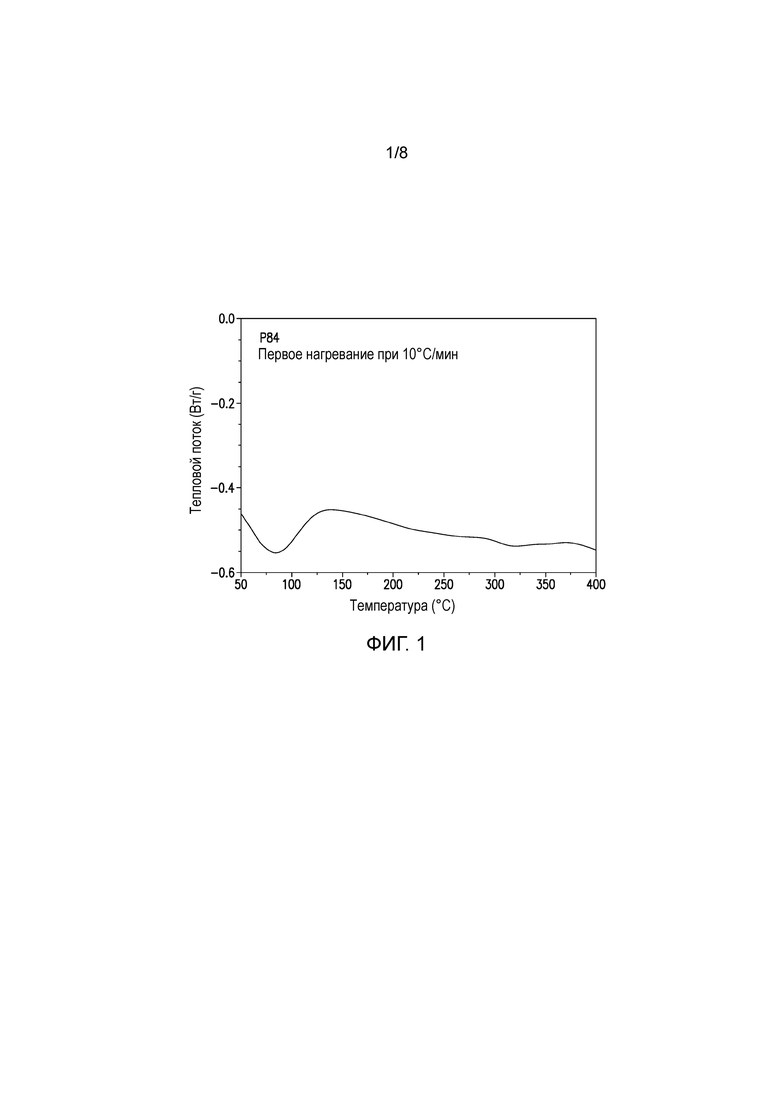
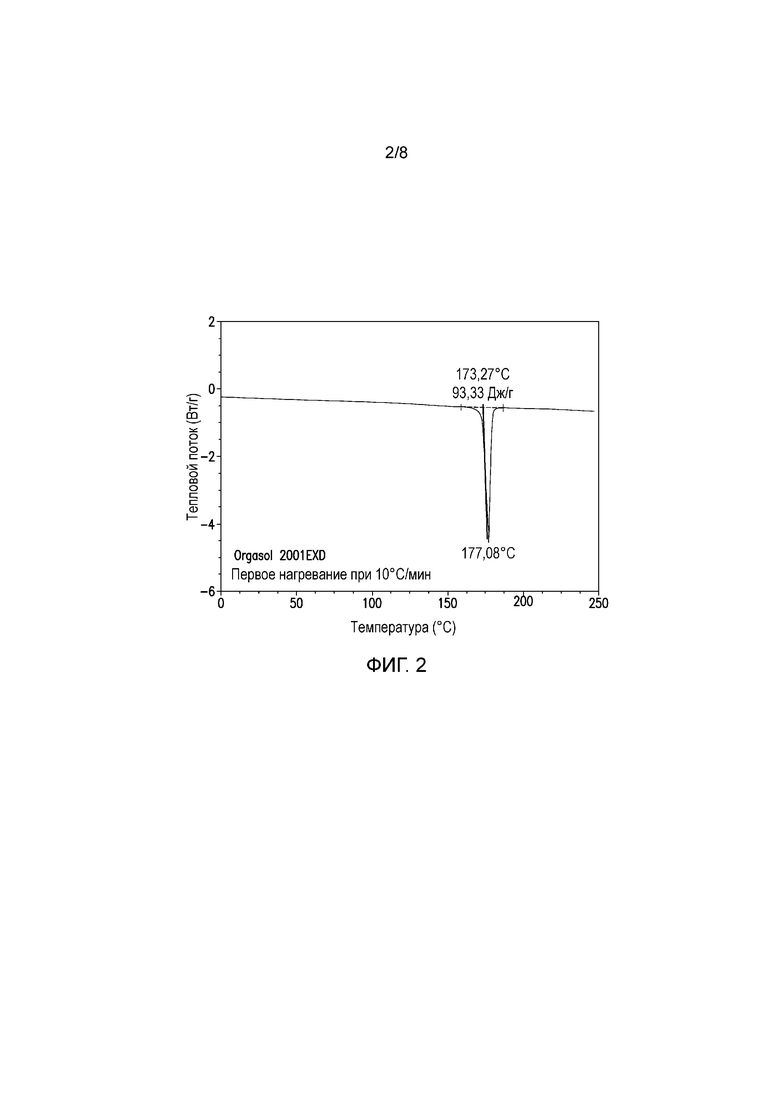
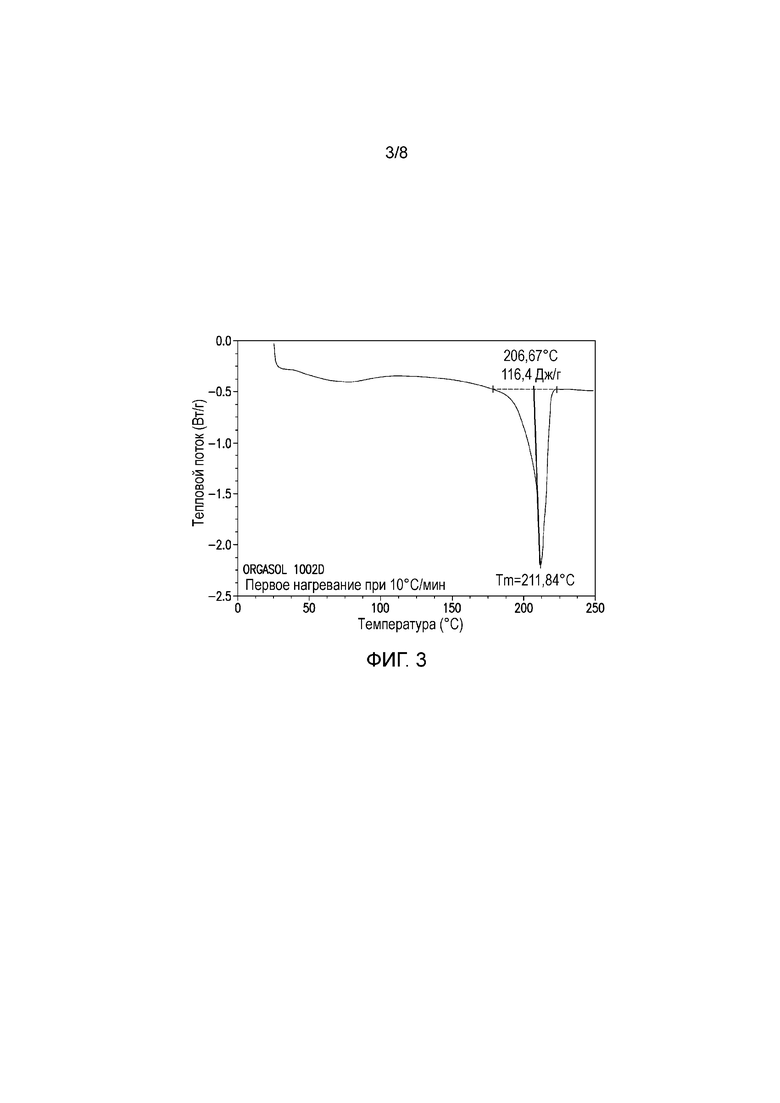
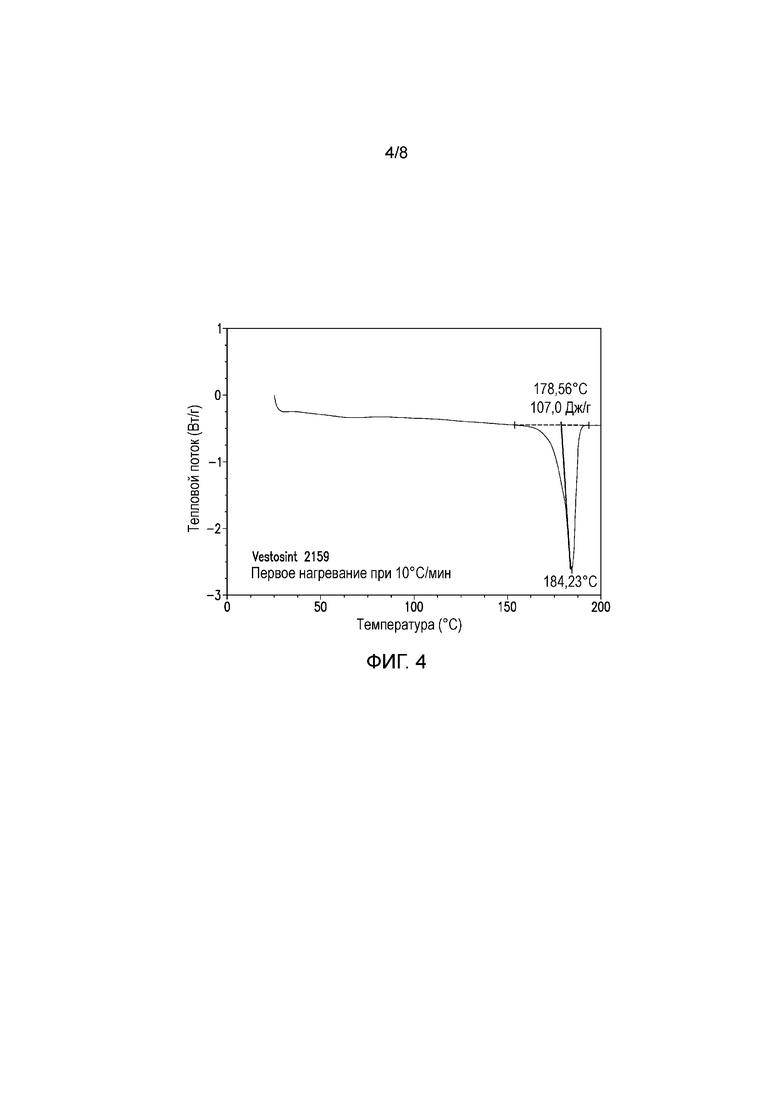
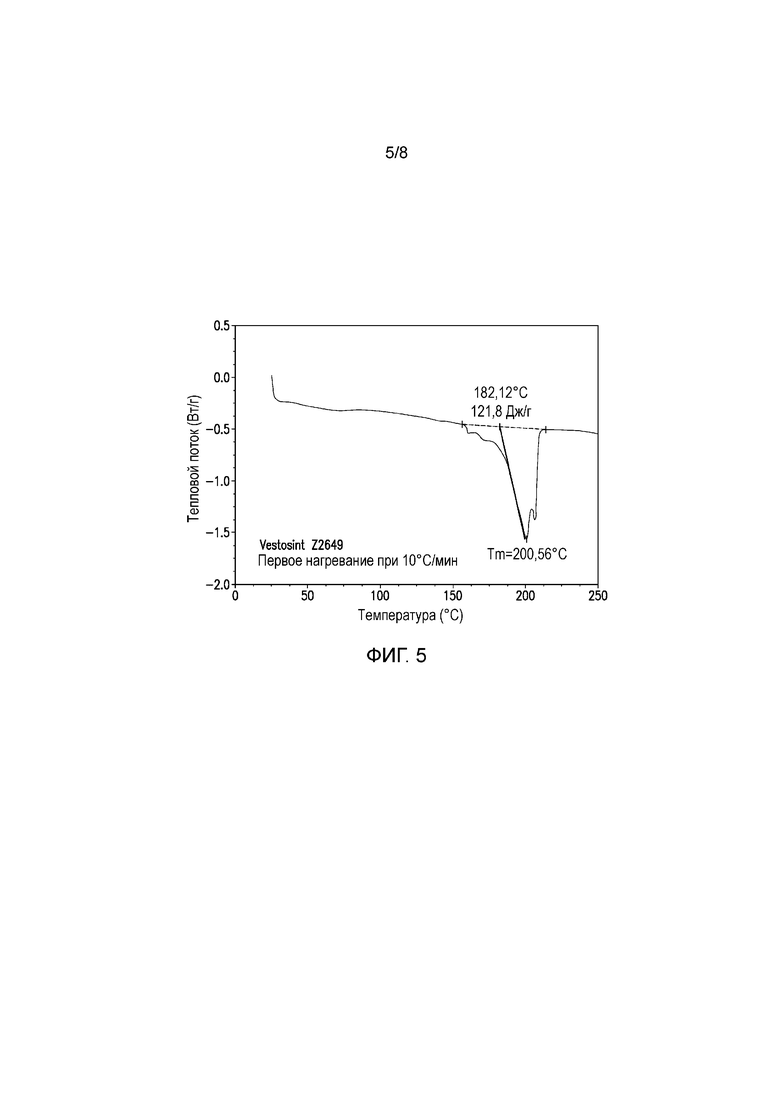
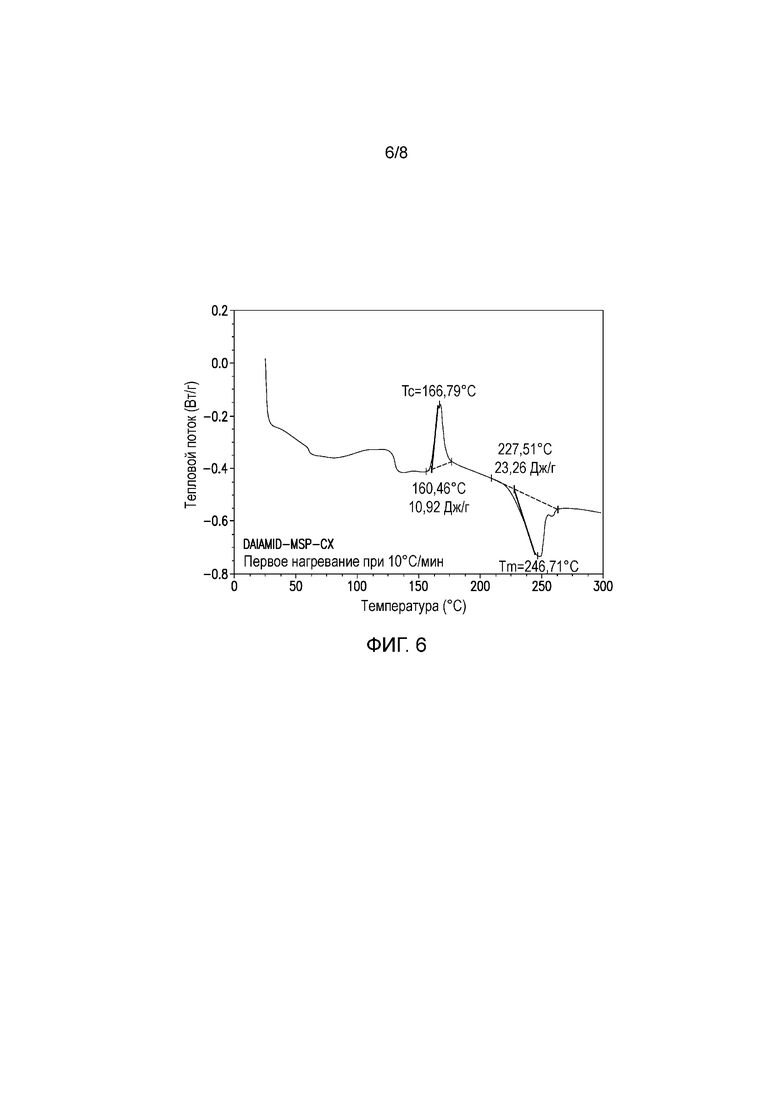
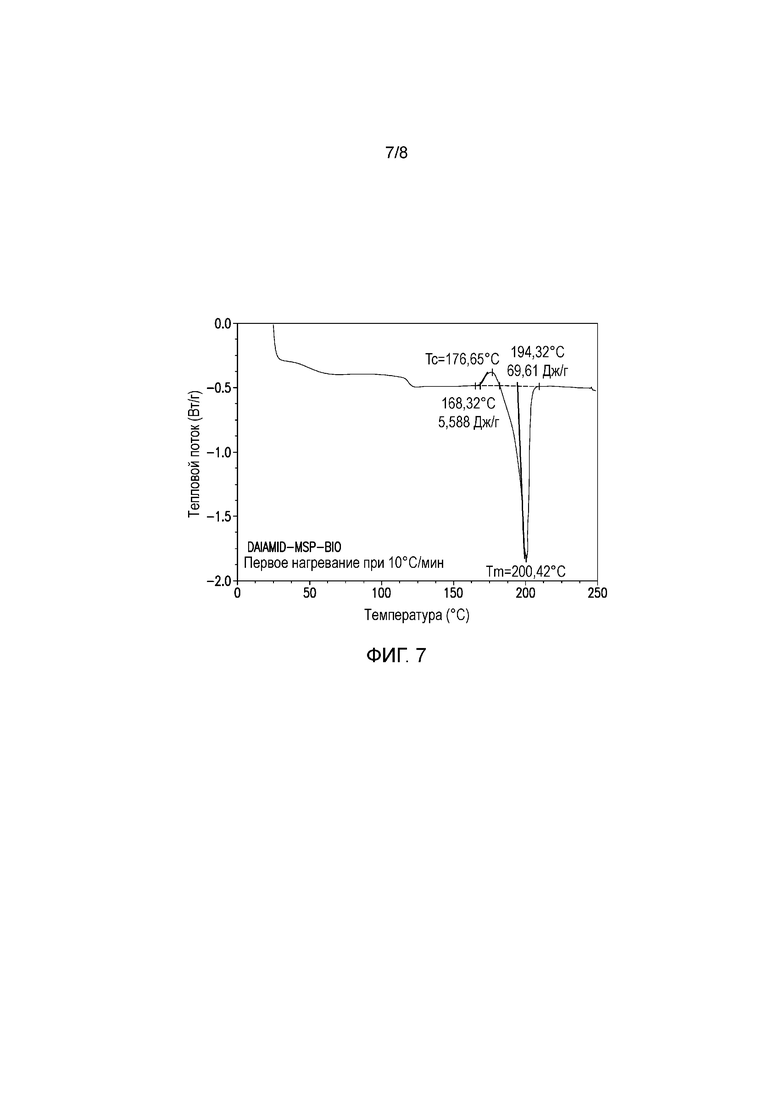
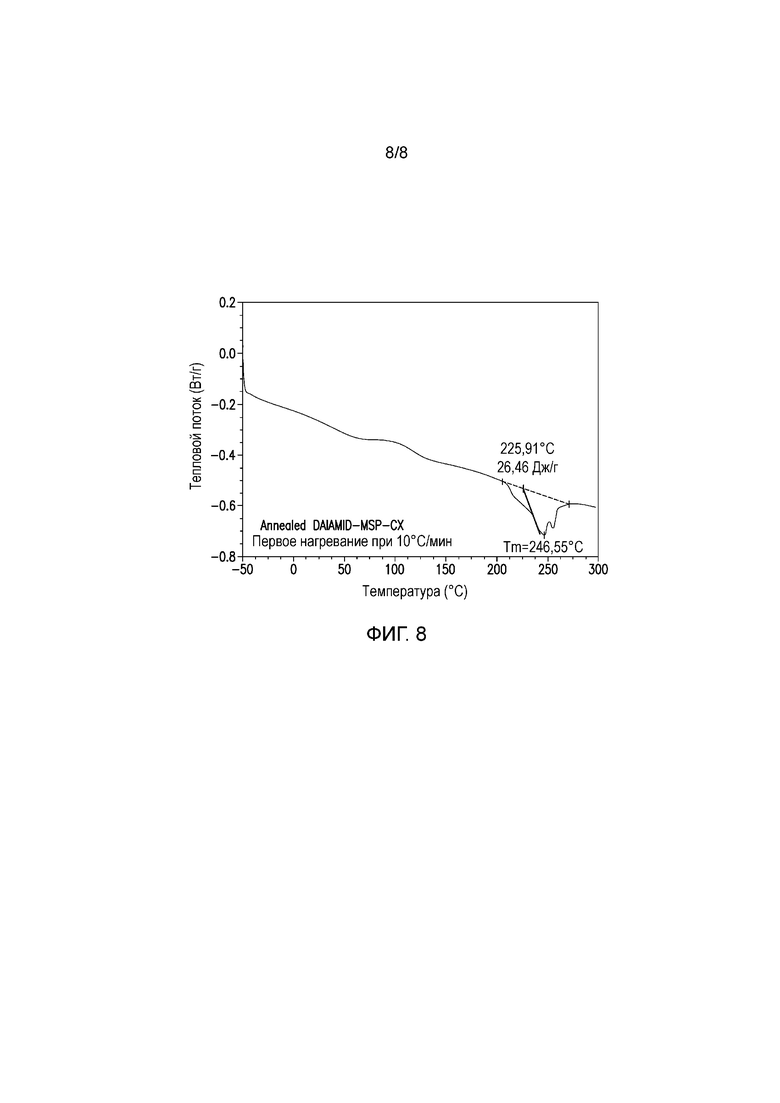
Композиция отверждаемой матричной смолы, содержащая термоотверждающийся смоляной компонент и метастабильные термопластические частицы, где метастабильные термопластические частицы являются частицами полукристаллического термопластического материала, включающего фракцию аморфного полимера, которая будет претерпевать кристаллизацию при нагревании до температуры кристаллизации Тс. Также раскрывается фиброармированный полимерный композитный материал, содержащий метастабильные термопластические частицы. 6 н. и 21 з.п. ф-лы, 8 ил.
1. Фиброармированный полимерный композитный материал, включающий:
два и более слоя армирующих волокон, импрегнированных или пропитанных отверждаемой термоотверждающейся матричной смолой, содержащей одну или более эпоксидных смол;
метастабильные термопластические частицы, расположенные между примыкающими слоями армирующих волокон,
где метастабильные термопластические частицы являются частицами полукристаллического термопластического материала, включающего фракцию аморфного полимера, которая будет претерпевать кристаллизацию при нагревании частиц до температуры кристаллизации Тс.
2. Композитный материал по п. 1, где при нагревании до температурного диапазона от 50°С до 250°С при 10°С/мин в атмосфере азота метастабильные термопластические частицы обнаруживают наличие экзотермического пика со следующим за ним эндотермическим пиком, как определено дифференциальной сканирующей калориметрией (ДСК).
3. Композитный материал по п. 1, где метастабильные частицы одновременно характеризуются энтальпией плавления (ΔHm) большей, чем ноль, и энтальпией кристаллизации (ΔНс) большей, чем ноль, как определено дифференциальной сканирующей калориметрией (ДСК),
где значения ΔHm и ΔНс определяют в результате интегрирования площади соответственно под пиком плавления и пиком кристаллизации, присутствующими на термограмме ДСК.
4. Фиброармированный полимерный композитный материал, включающий:
два и более слоя армирующих волокон, импрегнированных или пропитанных отверждаемой термоотверждающейся матричной смолой, содержащей одну или более эпоксидных смол;
метастабильные термопластические частицы, расположенные между примыкающими слоями армирующих волокон,
где метастабильные термопластические частицы являются частицами полукристаллического термопластического материала, где метастабильные частицы находятся в химически стабильном состоянии при температуре окружающей среды (от 20°С до 25°С), но переходят в термодинамически нестабильное состояние при нагревании частиц до температуры кристаллизации Тс.
5. Композитный материал по любому одному из предшествующих пунктов, где отверждаемая матричная смола характеризуется температурой отверждения Tcure, a метастабильные частицы характеризуются температурой плавления (Tm), которая является большей, чем Tcure.
6. Композитный материал по любому одному из предшествующих пунктов, где отверждаемая матричная смола характеризуется температурой отверждения Tcure и значение Тс является меньшим, чем Tcure.
7. Композитный материал по п. 6, где Тс составляет более чем 50°С, а Tcure находится в диапазоне от 100°С до 250°С.
8. Композитный материал по п. 6, где Тс составляет более чем 80°С, а Tcure находится в диапазоне от 170°С до 190°С.
9. Композитный материал по п. 6, где Тс находится в диапазоне от 100°С до 200°С.
10. Композитный материал по любому одному из предшествующих пунктов, где метастабильные термопластические частицы являются частицами полиамида.
11. Композитный материал по любому одному из предшествующих пунктов, где метастабильные термопластические частицы являются частицами полифениленсульфида (PPS) или полиарилэфиркетона основе простого эфира (РАЕК).
12. Композитный материал по любому одному из предшествующих пунктов, где метастабильные частицы присутствуют в количестве в диапазоне от 12% до 30% (масс.) при расчете на совокупный уровень содержания смолы в композитном материале.
13. Композитный материал по любому одному из предшествующих пунктов, где межслойная область между примыкающими слоями армирующих волокон лишена каких-либо полимерных частиц, характеризующихся температурой плавления меньшей, чем Tcure.
14. Композитный материал по любому одному из предшествующих пунктов, где армирующие волокна являются непрерывными однонаправленно выровненными волокнами.
15. Композитный материал по любому одному из пп. 1-13, где армирующие волокна имеют форму тканого материала или мультиаксиальной ткани.
16. Композитный материал по любому одному из предшествующих пунктов, где армирующие волокна выбирают из углеродных волокон, арамидных волокон, стеклянных волокон и их комбинации.
17. Композиция отверждаемой смолы, содержащая:
одну или несколько эпоксидных смол (смолу);
метастабильные термопластические частицы и
необязательно отвердитель для эпоксидной смолы (смол),
где метастабильные термопластические частицы являются частицами полукристаллического термопластического материала, включающего фракцию аморфного полимера, которая будет претерпевать кристаллизацию при нагревании частиц до температуры кристаллизации Тс.
18. Композиция отверждаемой смолы, содержащая:
одну или несколько эпоксидных смол (смолу);
метастабильные термопластические частицы и
необязательно отвердитель для эпоксидной смолы (смол),
где метастабильные термопластические частицы являются частицами полукристаллического термопластического материала, который находится в химически стабильном состоянии при температуре окружающей среды (от 20°С до 25°С), но переходит в термодинамически нестабильное состояние при нагревании частиц до температуры кристаллизации Тс.
19. Композиция отверждаемой смолы по п.17 или 18, содержащая аминовый отвердитель.
20. Композиция отверждаемой смолы по п.17 или 18, где метастабильные термопластические частицы являются частицами полиамида.
21. Композиция отверждаемой смолы по любому одному из пп. 17-20, где метастабильные частицы присутствуют в количестве в диапазоне от 12% до 30% (масс.) при расчете на совокупную массу композиции смолы.
22. Композиция отверждаемой смолы по любому одному из пп. 17-21, где отверждаемая матричная смола характеризуется температурой отверждения Tcure и значение Тс является меньшим, чем Tcure.
23. Композиция отверждаемой смолы по п. 22, где Тс составляет более чем приблизительно 50°С, а Tcure находится в диапазоне от 100°С до 250°С.
24. Способ изготовления композитной конструкции, включающий:
формирование композитного ламината, включающего два и более слоя армирующих волокон, импрегнированных отверждаемой термоотверждающейся матричной смолой, содержащей одну или более эпоксидных смол, и метастабильные термопластические частицы, расположенные между примыкающими слоями армирующих волокон, где метастабильные термопластические частицы являются частицами полукристаллического термопластического материала, включающего фракцию аморфного полимера, способную кристаллизоваться при температуре кристаллизации Тс; и
отверждение композитного ламината при температуре отверждения Tcure,
где во время линейного изменения вплоть до температуры кристаллизации Tcure метастабильные термопластические частицы претерпевали кристаллизацию при температуре кристаллизации Тс, которая является меньшей, чем Tcure.
25. Способ изготовления композитной конструкции, включающий:
формирование предварительной заготовки, включающей множество волокнистых слоев, которые являются проницаемыми для жидкой смолы, и метастабильные термопластические частицы, расположенные между примыкающими волокнистыми слоями, где метастабильные термопластические частицы являются частицами полукристаллического термопластического материала, включающего фракцию аморфного полимера, способную кристаллизоваться при температуре кристаллизации Тс;
пропитывание предварительной заготовки отверждаемой жидкой смолой, содержащей одну или несколько эпоксидных смол (смолу); и
отверждение пропитанной смолой предварительной заготовки при температуре отверждения Tcure,
где во время линейного изменения вплоть до температуры кристаллизации Tcure метастабильные термопластические частицы претерпевали кристаллизацию при температуре кристаллизации Тс, которая является меньшей, чем Tcure.
26. Способ по п. 24 или 25, где Тс составляет более чем приблизительно 50°С, а Tcure находится в диапазоне от 100°С до 250°С.
27. Способ по любому одному из пп. 24-26, где метастабильные частицы характеризуются температурой плавления (Тm), которая является большей, чем Tcure.
| US 9908298 B2 06.03.2018 | |||
| US 20140135443 A1 15.05.2014 | |||
| КОНСТРУИРОВАНИЕ ПОВЕРХНОСТИ ТЕРМОПЛАСТИЧЕСКИХ МАТЕРИАЛОВ И ОБОРУДОВАНИЯ | 2013 |
|
RU2622306C2 |
| ФИБРОАРМИРОВАННЫЙ ТАМПОНАЖНЫЙ МАТЕРИАЛ ДЛЯ ЦЕМЕНТИРОВАНИЯ ПРОДУКТИВНЫХ ИНТЕРВАЛОВ, ПОДВЕРЖЕННЫХ ПЕРФОРАЦИИ В ПРОЦЕССЕ ОСВОЕНИЯ СКВАЖИН | 2011 |
|
RU2458962C1 |

