Изобретение относится к области разработки и изготовления изделий из композиционных материалов и их составных частей, в частности подкрепляющих и пристыковочных элементов оболочек - шпангоутов, которые часто составляют значительную долю по массе в конструкции оболочек.
Известны шпангоуты, выполняющие роль пристыковочных (присоединительных) в конструкциях обтекателей ракет, например, по пат. RU №2269845 С1, МПК H01Q 1/42 (2006.01), представляющие собой сплошную конструкцию из металла по форме мест присоединения.
Известна оболочечная конструкция по пат. RU №2558506 С1, МПК B29C 53/56 (2006.01) из композиционных материалов с подкрепляющими шпангоутами прямоугольного профиля сечения, вмонтированными непосредственно в оболочку между ее внутренними и наружными слоями и выполненными методом намотки ткани при изготовлении всей конструкции.
Известна оболочка по пат. RU №2174467 С2, МПК7 B29C 53/56 также с пристыковочными шпангоутами прямоугольного профиля, изготовленными раздельно и вмонтированными в конструкцию при сборке с установкой на клей.
Шпангоуты прямоугольного профиля являются наиболее простыми в изготовлении, например, намоткой или прессованием в зависимости от размеров, но они обладают относительно низким соотношением массопрочностных показателей.
Известен воздухозаборник как оболочечная конструкция по пат. RU №2348370 C1 МПК В64D 33/02 (2006.01), имеющий пристыковочный и наружные подкрепляющие шпангоуты, один из которых выполнен в виде ребра прямоугольного сечения, а второй фасонным с профилем, наиболее органично вписывающимся в наружную форму поверхности воздухозаборника как элемент ее конструкции, выполненный в процессе изготовления, а не являющийся отдельным изделием типового или индивидуального решения по назначению.
Задачей данного предлагаемого изобретения является создание подкрепляющего шпангоута для тонкостенных оболочек с повышенными массопрочностными характеристиками как законченного изделия, наиболее органично вписывающегося в конструкцию тонкостенных оболочек, и способа его изготовления из композиционных материалов.
Существенными признаками конструкции шпангоута, обеспечивающими достижение этой цели, являются:
- выполнение ребра жесткости в виде плоского или выпукло-вогнутого диска двойным сложением расчетного числа слоев тканого композиционного материала с перегибом в зоне утолщения по меньшему диаметру, с одной стороны, и разведением каждой половины слоев в стороны с образованием развитых контактных поверхностей, с другой, для соединения с подкрепляемой оболочкой;
- выполнение кольцевого утолщения заполнением расчетным количеством нити конструктивного объема в зоне перегиба ткани.
Существенными признаками способа изготовления подкрепляющего шпангоута являются:
- ведение укладки неотвержденной ткани сложенным вдвое расчетным числом слоев ее с разведением половин их с образованием открытого зева и заполнением нитью через него конструктивного объема оснастки в зоне перегиба уложенной на нее ткани;
- сведение разведенных половин слоев ткани с образованием ребра жесткости и новое разведение их за пределами ребра с образованием развитых контактных поверхностей для соединения с подкрепляемой оболочкой.
Предлагаемая конструкция подкрепляющего шпангоута для тонкостенных оболочек и способ ее изготовления поясняются чертежами.
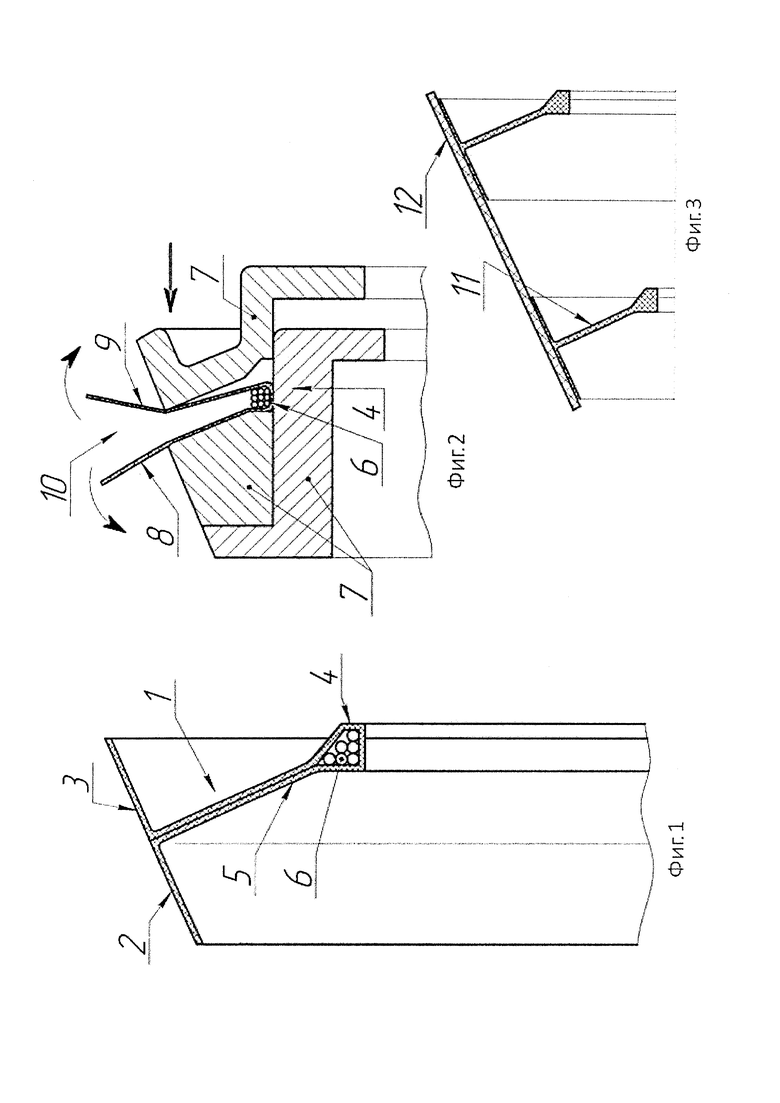
На фиг. 1 представлен подкрепляющий шпангоут (общий вид); на фиг. 2 - схема изготовления шпангоута; на фиг. 3 - схема размещения шпангоутов в подкрепляемой оболочке.
Шпангоут (фиг. 1) представляет собой ребро жесткости 1 с контактными поверхностями 2 и 3 по форме подкрепляемой оболочки по наружному диаметру и с кольцевым утолщением 4 по внутреннему диаметру.
Ребро жесткости 1 (фиг. 1) выполнено плоским или выпукло-вогнутым двойным сложением расчетного числа слоев 5 ткани с перегибом в зоне утолщения 4 и разведением каждой половины слоев в стороны с образованием развитых контактных поверхностей 2 и 3 с подкрепляемой оболочкой, а кольцевое утолщение 4 образовано заполнением расчетным количеством нити 6 конструктивного объема в зоне перегиба ткани.
Способ изготовления подкрепляющего шпангоута заключается в укладке расчетного количества слоев неотвержденной ткани 5 (фиг. 1) на формообразующие поверхности оснастки 7 и оформлении кольцевого утолщения 4 замоткой нити 6 на этой же оснастке (фиг. 2).
При его осуществлении укладку неотвержденной ткани 5 (фиг. 1) ведут сложенным вдвое расчетным числом слоев ее с разведением половин 8 и 9 их по стрелкам с образованием открытого зева 10 (фиг. 2) и заполнением нитью через него конструктивного объема в зоне перегиба уложенной на оснастку ткани с последующим сведением разведенных половин 8 и 9 слоев ткани с образованием ребра жесткости 1 (фиг. 1) при смыкании элементов оснастки 7 по стрелке и новым разведением их за пределами ребра жесткости с образованием развитых контактных поверхностей 2 и 3 (фиг. 1) для соединения с подкрепляемой оболочкой.
По принципу работы подкрепляющие шпангоуты 11 устанавливаются на клей во внутреннюю часть подкрепляемых оболочек 12 (фиг. 3) и работают совместно с ней, увеличивая ее жесткость.
Практика применения и расчеты показывают, что предлагаемая конструкция шпангоута довольно эффективна по массопрочностным характеристикам, особенно для тонкостенных оболочек, при которых толщины сопрягаемых поверхностей и ребра жесткости шпангоута соизмеримы с толщиной подкрепляемой оболочки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Торовый опорный шпангоут | 1982 |
|
SU1090822A1 |
| Соединение деталей | 1990 |
|
SU1756668A1 |
| Опорная стержневая конструкция из композитных материалов и способ её изготовления | 2016 |
|
RU2632011C2 |
| ТОПЛИВНЫЙ БАК ЛЕТАТЕЛЬНОГО АППАРАТА | 1999 |
|
RU2157322C1 |
| ОБОЛОЧКА ОТСЕКА ГЕРМЕТИЧНОГО ФЮЗЕЛЯЖА МАГИСТРАЛЬНОГО САМОЛЕТА ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2475412C1 |
| ПРОСТРАНСТВЕННО-ИЗОГНУТЫЙ ГАЗОВОД ФЛАНЦЕВОГО ПРИСОЕДИНЕНИЯ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2576085C1 |
| Оболочка из композиционных материалов | 2018 |
|
RU2686365C1 |
| СЕТЧАТАЯ ОБОЛОЧКА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2018 |
|
RU2684699C1 |
| СПОСОБ СОЗДАНИЯ КОМПОЗИТНОГО УГЛОВОГО СОЕДИНИТЕЛЬНОГО ЭЛЕМЕНТА НА БАЗЕ ЦЕЛЬНОТКАНОЙ 3D ПРЕФОРМЫ С ПЕРЕМЕНОЙ СТРУКТУРЫ АРМИРОВАНИЯ | 2023 |
|
RU2818055C1 |
| КОНСТРУКЦИЯ УЗЛА ГЕРМЕТИЧЕСКОЙ ПЕРЕГОРОДКИ ЛЕТАТЕЛЬНОГО АППАРАТА | 2010 |
|
RU2522538C2 |
Изобретение относится к изготовлениию изделий из композиционных материалов (КМ) и касается пристыковочных и подкрепляющих элементов оболочек – шпангоутов для тонкостенных оболочек из КМ. Подкрепляющий шпангоут представляет собой ребро жесткости с контактными поверхностями по форме подкрепляемой оболочки по наружному диаметру и с кольцевым утолщением по внутреннему. При этом ребро жесткости выполнено плоским или выпукло-вогнутым двойным сложением расчетного числа слоев ткани с перегибом в зоне утолщения и разведением каждой половины слоев в стороны с образованием развитых контактных поверхностей. Кольцевое утолщение образовано заполнением расчетным количеством нити конструктивного объема в зоне перегиба ткани. Достигается повышение массопрочностных характеристик. 2 н.п. ф-лы, 3 ил.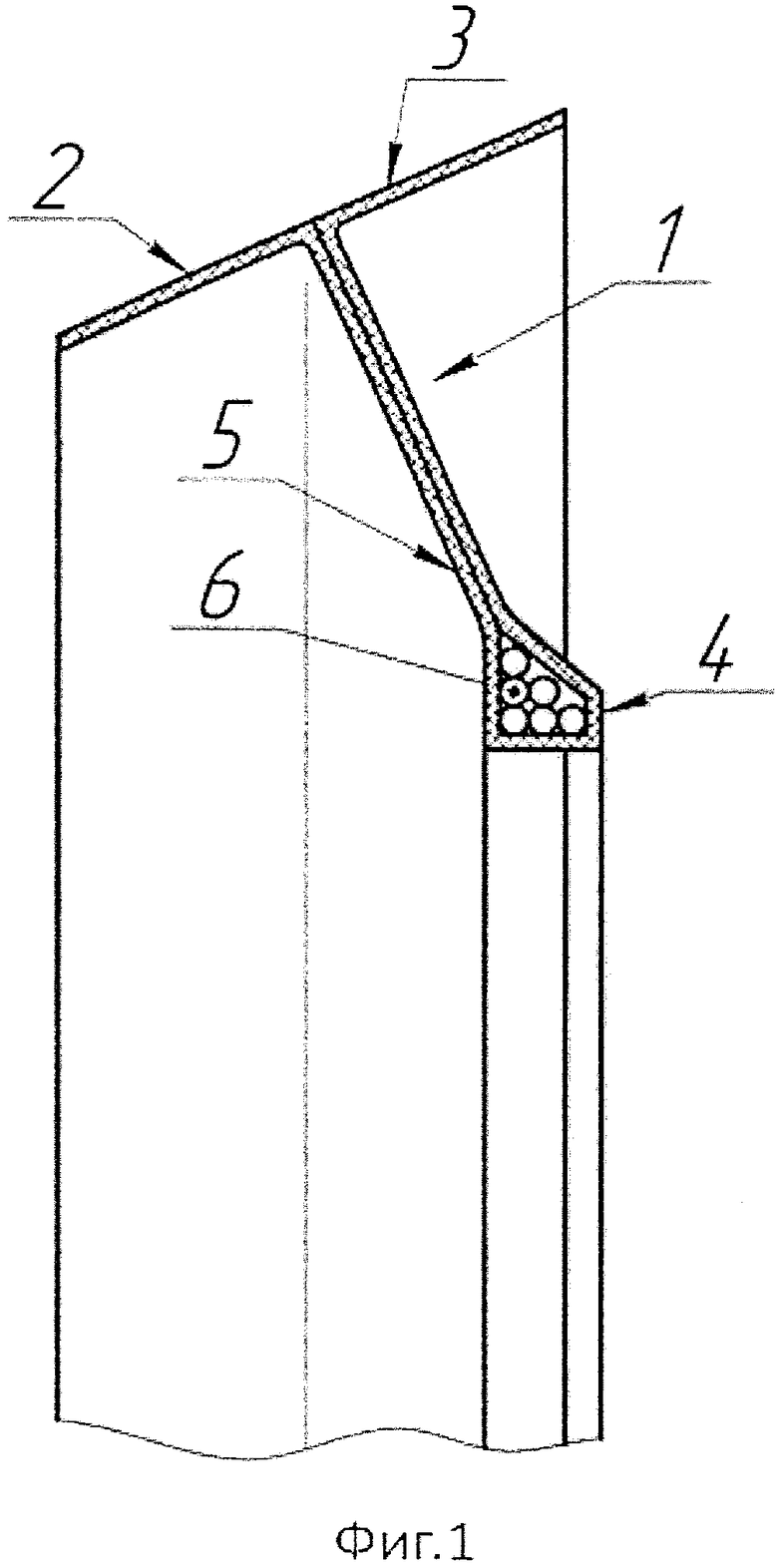
1. Подкрепляющий шпангоут для тонкостенных оболочек из композиционных материалов, представляющий собой ребро жесткости с контактными поверхностями по форме подкрепляемой оболочки по наружному диаметру и с кольцевым утолщением по внутреннему, отличающийся тем, что в нем ребро жесткости выполнено плоским или выпукло-вогнутым двойным сложением расчетного числа слоев ткани с перегибом в зоне утолщения и разведением каждой половины слоев в стороны с образованием развитых контактных поверхностей, а кольцевое утолщение образовано заполнением расчетным количеством нити конструктивного объема в зоне перегиба ткани.
2. Способ изготовления подкрепляющего шпангоута для тонкостенных оболочек из композиционных материалов, представляющего собой ребро жесткости из двойного сложения слоев ткани с разведенными контактными поверхностями с подкрепляемой оболочкой по наружному диаметру и кольцевым утолщением по внутреннему, заключающийся в укладке неотвержденной ткани на формообразующие поверхности оснастки и оформлении кольцевого утолщения замоткой нити, отличающийся тем, что в нем укладку неотвержденной ткани ведут сложенным вдвое (двойным сложением) расчетным числом слоев ее с разведением половин их с образованием открытого зева и заполнением нитью через него конструктивного объема оснастки в зоне перегиба уложенной на нее ткани с последующим сведением разведенных половин слоев ткани с образованием ребра жесткости и новым разведением их за пределами ребра с образованием развитых контактных поверхностей для соединения с подкрепляемой оболочкой.
| US 2004265536 A1, 30.12.2004 | |||
| US 2014216638 A1, 07.08.2014 | |||
| Гальванический элемент | 1926 |
|
SU5459A1 |
| SU 1751941 A1, 10.06.1998 | |||
| СЕТЧАТАЯ ОБОЛОЧКА ВРАЩЕНИЯ (ВАРИАНТЫ) | 1999 |
|
RU2153419C1 |
| US 5239822 A, 31.08.1993 | |||
| ПРОСТРАНСТВЕННО-ИЗОГНУТЫЙ ГАЗОВОД ФЛАНЦЕВОГО ПРИСОЕДИНЕНИЯ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2576085C1 |

