Изобретение относится к области машиностроения, в частности газоводам систем подачи газов при повышенных температурах и переменных давлениях в условиях ограниченного пространства между источниками газа и его потребителями и их расположения.
Известны гибкие трубопроводы, например рукава, с внутренней герметичной резиновой оболочкой и наружной силовой оболочкой в виде металлической оплетки (В.И. Анурьев. Справочник конструктора-машиностроителя. Том 3. М.: Машиностроение, 2006. Стр. 463-472).
Но они предназначены большей частью для гидросистем в различных отраслях машиностроения при работе в обычных температурных условиях с оформлением законцовок в соответствии с местами присоединения подключаемых агрегатов (резьбовыми, фланцевыми и т.д.).
Известна также теплоизолированная многослойная гибкая полимерная труба по заявке RU №2010141068 A, МПК F16L 59/00 (2006.01), не распространяющая пламя, с конструктивными слоями, соответствующими ее назначению и условиям применения, с защитной металлической оболочкой и внутренними конструктивными слоями, обеспечивающими герметизацию, тепло- и гидроизоляцию.
Она представляет собой не законченное изделие, а как материал для трубопроводов, эксплуатирующихся в соответствующих условиях, в том числе нераспространении пламени.
Известен газовод, работающий при повышенных температурах и давлениях, выполненный из отдельных секций, в котором гибкость конструкции для компенсации температурных расширений и погрешностей изготовления и монтажа достигается за счет соответствующего выполнения узлов соединения отдельных секций (патент RU №246000301 C1, МПК F16L 59/00 (2006.01)).
Газовод содержит наружную силовую оболочку и внутреннее теплозащитное покрытие. Относительная подвижность конструкции осуществляется за счет выполнения хотя бы одной секции телескопической и угловых смещений в узлах соединений секций со сферическими фланцами, между которыми размещен слой эластомера.
Известен также газовод с общей осью по патенту RU №2442064 C1, МПК F16L 27/00 (2006.01) аналогичного состава с предыдущим, в котором относительная угловая подвижность обеспечивается сферическим фланцами с размещенными между ними кольцевым слоем эластомера, а отличительной особенностью является конструктивное выполнение этого слоя.
Однако данные конструкции газоводов применимы в условиях ограниченных деформаций, практически «жесткого» соединения, а общим для них с данным предлагаемым изобретением являются условия применения - повышенные температура и давление, а также в принципе общее конструктивное оформление - фланцевые соединения секций между собой и, соответственно, с источниками и потребителями газа и выполнение с силовыми наружными и герметичными теплозащитными внутренними оболочками.
Задачей изобретения является создание пространственно-изогнутого газовода фланцевого присоединения из композиционных материалов и способа его изготовления, позволяющих получить возможность компоновки источника и потребителя газа в ограниченных специфических условиях применения конструкции, а также рациональность и технологичность способа ее изготовления.
Существенным признаком конструкции, обеспечивающим достижение этой цели, является объединение герметизирующей и силовой оболочек с образованием на концах газовода уплотнительных буртов, включающих металлические кольца и прижимаемых накидными фланцами к местам присоединения при применении газовода.
Существенными признаками способа изготовления газовода являются:
- ведение изготовления газовода предварительно в виде цилиндрической заготовки путем укладки на оправку расчетного числа слоев каландрованной теплостойкой резины герметизирующей оболочки и намотки прорезиненной ткани силовой оболочки с припуском на предварительно уложенные на оправку капроновую ткань и антиадгезионную пленку с выступающими концами их за пределы заготовки с последующим оформлением уплотнительных буртов на этой же оправке;
- оформление уплотнительных буртов фланцевых присоединений после установки накидных фланцев и металлических колец на цилиндрическую заготовку путем отворота припусков силовой оболочки с перегибом через кольца с обеих сторон и примотки их прочной нитью, а затем после разнесения накидных фланцев в стороны буртов отворота припусков герметизирующей оболочки до диаметра буртов с последующими наращиванием высоты буртов дополнительной подкладкой с торцов резины и уплотнением буртов при помощи технологических пробок;
- деформирование снятой с оправки цилиндрической заготовки до заданной формы газовода путем изгибания ее в неотвержденном состоянии сведением концов заготовки до заданного размера на технологической оснастке с предварительным заполнением в вертикальном положении внутренней полости заготовки сыпучим материалом (например, сухим песком), помещенным в герметичный удаляемый рукав, и последовательным фиксированием концов заготовки с использованием технологических пробок и фланцевых присоединений самого газовода.
Предлагаемые конструкция газовода и способ его изготовления поясняются чертежами.
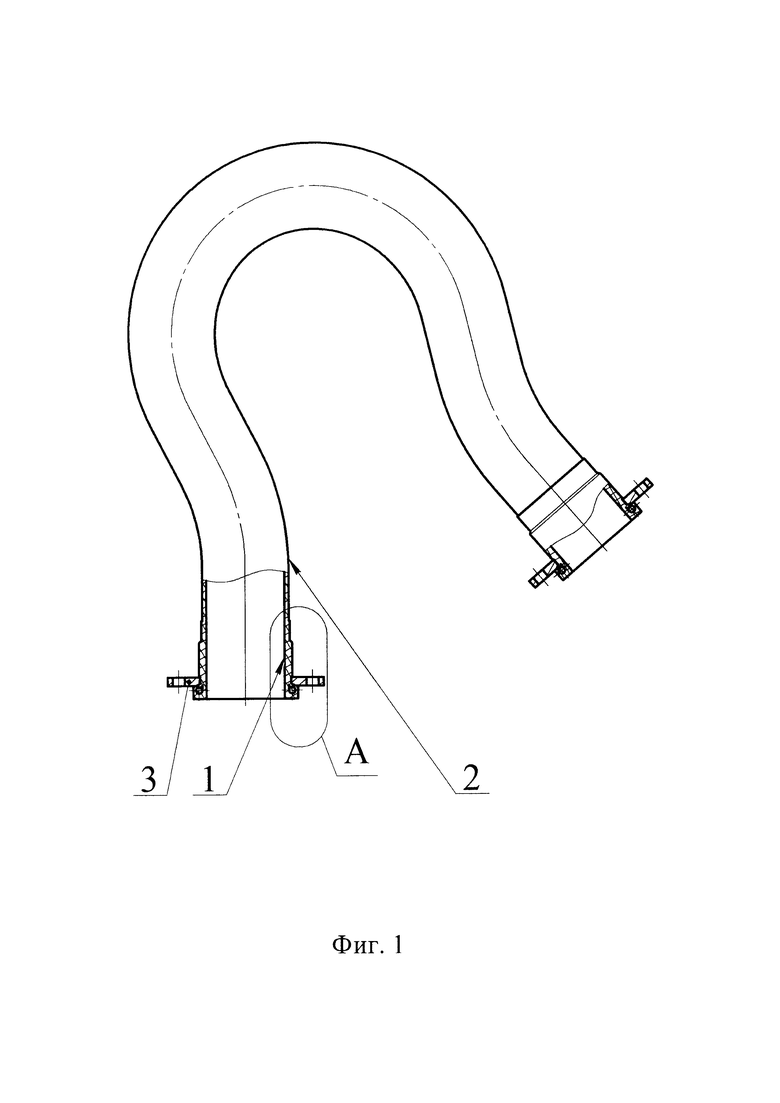
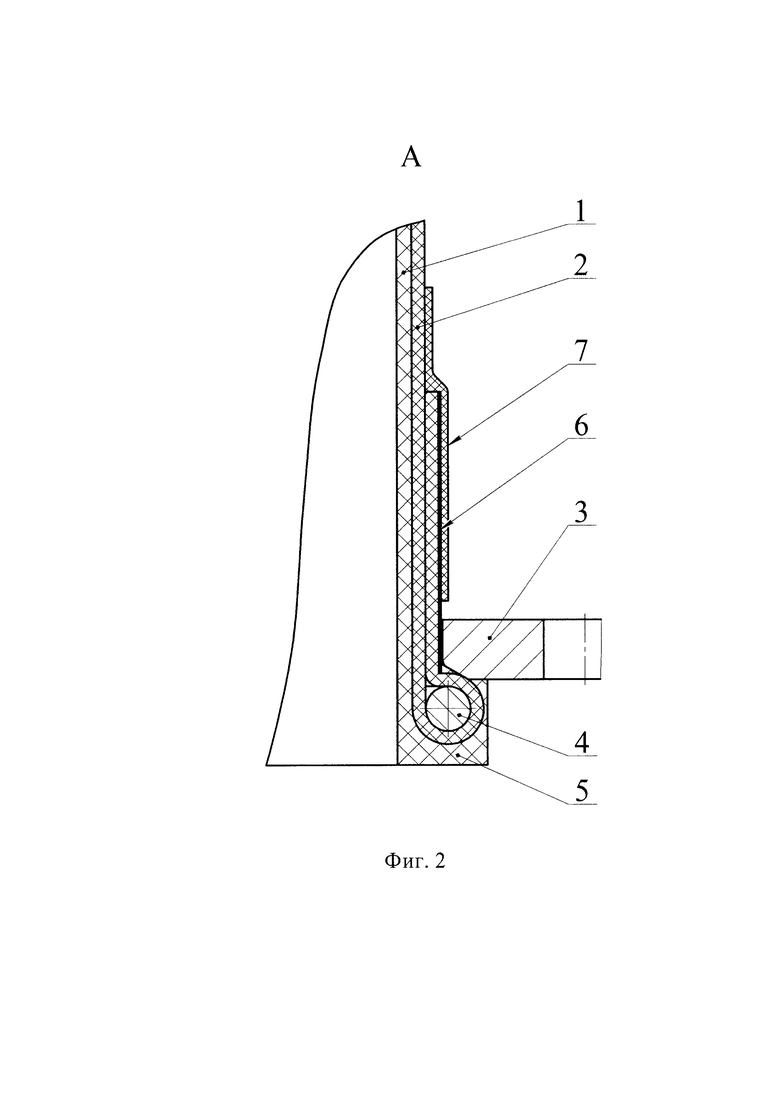
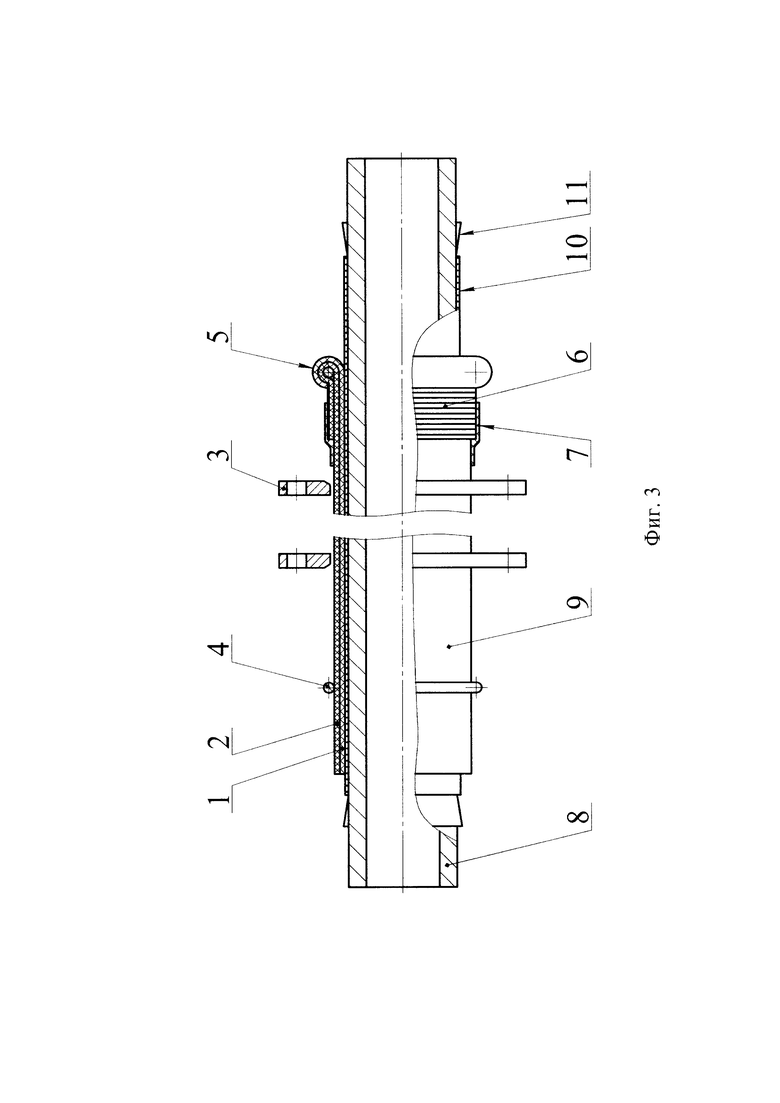
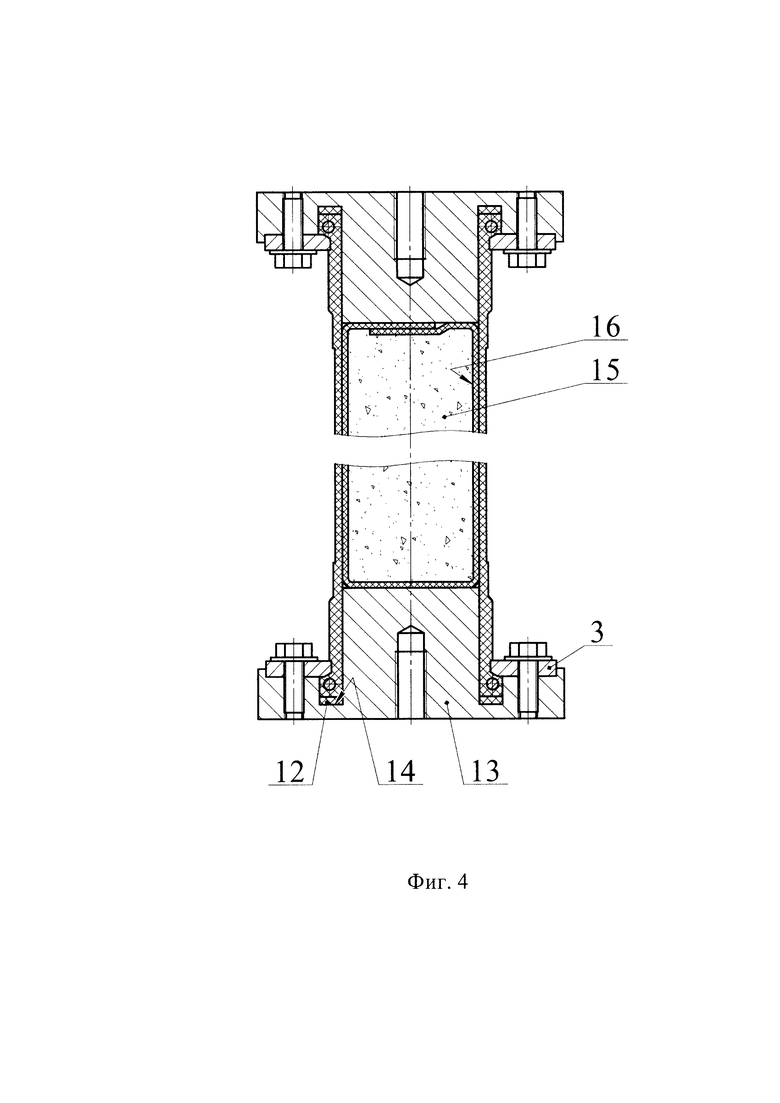
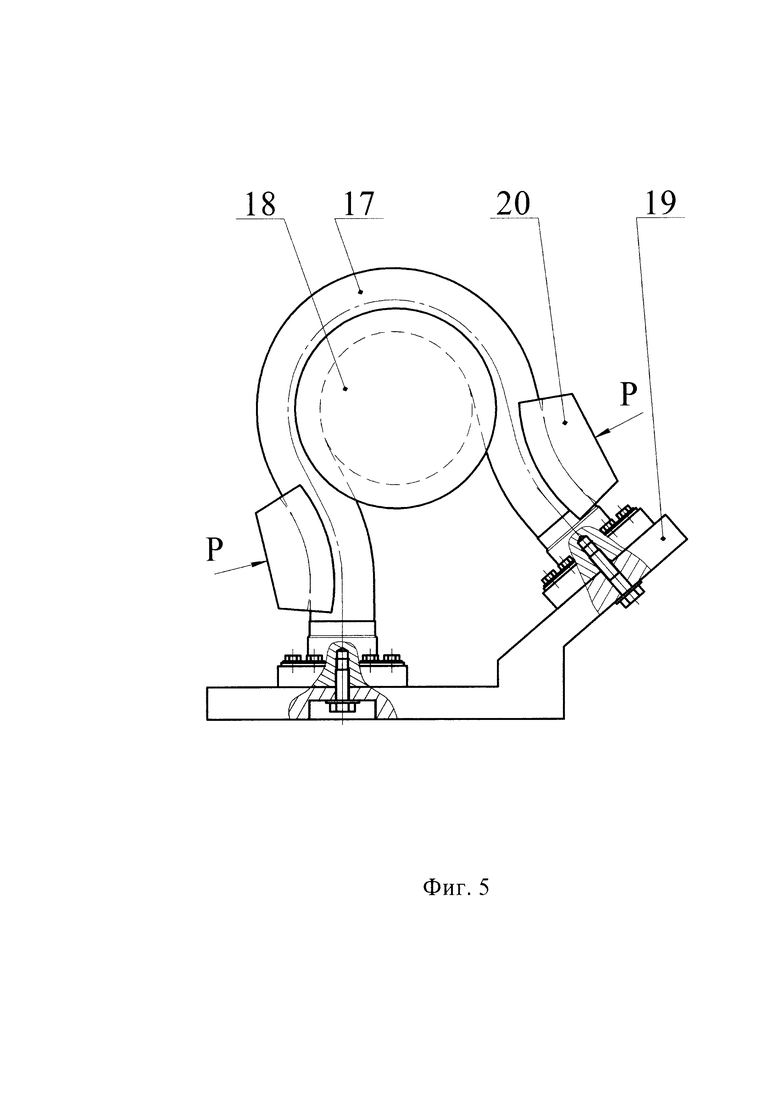
На фиг. 1 изображен общий вид газовода; на фиг. 2 - элемент A на фиг. 1; на фиг. 3 - схема изготовления на оправке цилиндрической заготовки газовода и оформление уплотнительных буртов; на фиг. 4 - вид заготовки газовода с внутренней полостью, заполненной сыпучим материалом; на фиг. 5 - схема деформирования заготовки до заданной формы газовода.
Газовод (фиг. 1) содержит внутреннюю герметизирующую оболочку 1 из теплостойкой резины, наружную силовую оболочку 2 из прорезиненной ткани и накидные присоединительные фланцы 3 на обоих его торцах. В нем герметизирующая 1 и силовая 2 оболочки объединены вместе (фиг. 2) с образованием на торцах с включением металлических колец 4 уплотнительных буртов 5, прижимаемых накидными фланцами 3 (фиг. 1) к местам присоединения при применении газовода.
В конструкции газовода сохранена технологическая нить 6, прижимающая отворот наружной оболочки 2 вокруг кольца 4, и введен защитный резиновый слой 7 поверх этой нити.
Сущность способа изготовления газовода из композиционных материалов заключается в изготовлении на оправке 8 (фиг. 3) цилиндрической заготовки 9 с внутренней герметизирующей 1 и наружной силовой 2 оболочками с оформлением уплотнительных буртов 5 с введенными в них металлическими кольцами 4 и деформировании ее до заданной формы газовода (фиг. 1) с последующей термообработкой.
Изготовление цилиндрической заготовки 9 (фиг. 3) ведут путем укладки на оправку 8 расчетного количества слоев каландрованной теплостойкой резины герметизирующей оболочки 1 и намотки прорезиненной легкодеформируемой ткани силовой оболочки 2, например с расположением утка и основы под углом к оси намотки, на предварительно уложенные на оправку 8 капроновую ткань 10 и антиадгезионную пленку 11 с выступающими концами их за пределы заготовки 9 с последующим оформлением уплотнительных буртов на этой же оправке.
Оформление уплотнительных буртов 5 фланцевых присоединений после установки накидных фланцев 3 и металлических колец 4 на цилиндрическую заготовку 9 ведут последовательно путем отворота припусков (фиг. 3, правая сторона) силовой оболочки 2 с перегибом через кольца 4 с каждой стороны и примотки их прочной нитью 6 с последующей защитой ее резиновым слоем 7 при сдвинутых фланцах 3 в сторону буртов, а затем производят отворот припусков герметизирующей оболочки 1 в пределах зоны оформления буртов 5 с последующим наращиванием их высоты дополнительной подкладкой каландрованной резины 12 (фиг. 4) с торцов.
После этого заготовка газовода одним концом в вертикальном положении устанавливается на технологическую пробку 13, имеющую проточку 14 для оформления буртов, и прижимается к ней с использованием фланца 3.
Таким образом производится оформление буртов.
В этом же положении заготовки газовода производится заполнение ее внутренней полости сыпучим материалом 15 (например, сухим песком) с использованием эластичного удаляемого рукава 16, а после уплотнения сыпучего материала сверху устанавливается вторая технологическая пробка 13 с предварительно уложенной в ее проточку 14 резиной 12 для наращивания высоты второго бурта. Заготовка газовода подготовлена к деформированию.
Деформирование цилиндрической заготовки 17 (фиг. 5) до заданной формы газовода производится изгибанием ее в неотвержденном состоянии вокруг технологического фасонного ролика 18 путем сведения концов заготовки до заданного размера на технологической оснастке 19 с приложением усилий Р через фасонные накладки 20.
Принцип действия газовода заключается в пропускании газа от источника к потребителю при герметичном присоединении его к ним с использованием фланцев и уплотнительных буртов самого газовода.
Предложенная конструкция газовода и способ его изготовления являются рациональными: в создании конструкции используется минимум материалов и не требуется никакой мехобработки. Технология является практически безотходной.
Конструкция, будучи работоспособной при внутреннем давлении до 100 кгс/см2, отличается минимальной массой и хорошо зарекомендовала себя при эксплуатации.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОТВОД ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2201550C2 |
| ТРУБА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2154766C1 |
| ТРУБА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2180418C2 |
| РЕЗИНОКОРДНЫЙ ЭЛЕМЕНТ | 2014 |
|
RU2559682C1 |
| Устройство для вакуумавтоклавного формования | 1982 |
|
SU1039730A1 |
| АРМИРОВАННАЯ ОБОЛОЧКА ДЛЯ ВНУТРЕННЕГО ДАВЛЕНИЯ ИЗ СЛОИСТОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2013 |
|
RU2514980C1 |
| ТРУБА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ДЛЯ ТРАНСПОРТИРОВАНИЯ ГАЗООБРАЗНЫХ И ЖИДКИХ ПРОДУКТОВ ПОД ВЫСОКИМ ДАВЛЕНИЕМ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 1999 |
|
RU2166145C1 |
| УСТРОЙСТВО ДЛЯ КОМПЕНСАЦИИ ПЕРЕМЕЩЕНИЙ ГАЗОВОДА | 2003 |
|
RU2267689C2 |
| Разъемное фланцевое соединение пластмассовых цилиндрических труб | 1990 |
|
SU1762070A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДЪЕМНОЙ ПОДУШКИ | 2019 |
|
RU2738113C1 |
Группа изобретений относится к области машиностроения, в частности газоводам систем подачи газов при повышенных температурах и переменных давлениях в условиях ограниченных пространств расположения источников газа и его потребителей. Газовод представляет пространственно-изогнутую конструкцию с внутренней герметизирующей оболочкой из теплостойкой резины и наружной силовой оболочкой из прорезиненной легкодеформируемой ткани, соединенных между собой с образованием уплотнительных буртов на концах, прижимаемых фланцами к местам присоединения при применении. Сущность способа изготовления заключается в формировании герметизирующей и силовой оболочек из композиционных материалов, в оформлении их соединения с образованием уплотнительных буртов на концах газовода и деформировании исходной цилиндрической заготовки до требуемых размеров и формы. Достигается повышение надежности и технологичности конструкции, а также расширение области применения за счет придания газоводу любой требуемой формы. 2 н. и 2 з.п. ф-лы, 5 ил.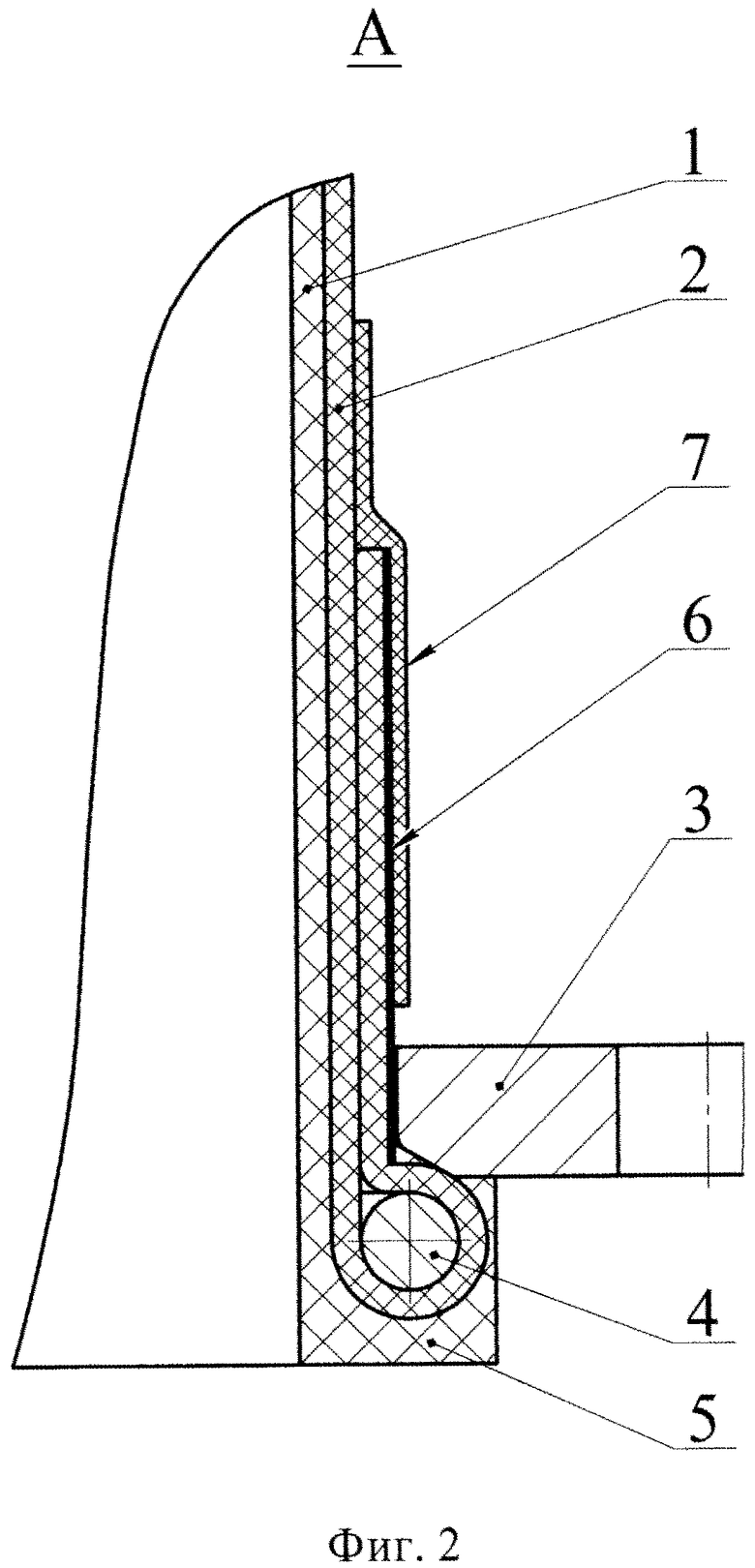
1. Пространственно-изогнутый газовод фланцевого присоединения из композиционных материалов, содержащий внутреннюю герметизирующую оболочку из теплостойкой резины, наружную силовую оболочку из прорезиненной легкодеформируемой ткани и накидные присоединительные фланцы на его концах, отличающийся тем, что в нем герметизирующая и силовая оболочки объединены вместе с образованием на концах с включением металлических колец уплотнительных буртов, прижимаемых накидными фланцами к местам присоединения при применении газовода.
2. Способ изготовления пространственно-изогнутого газовода фланцевого присоединения из композиционных материалов, заключающийся в изготовлении цилиндрической заготовки с внутренней герметизирующей и наружной силовой оболочками с оформлением фланцевых присоединений с уплотнительными буртами с введенными в них металлическими кольцами и деформировании ее до заданной формы с последующей термообработкой, отличающийся тем, что изготовление цилиндрической заготовки ведут путем укладки на оправку расчетного количества слоев каландрованной теплостойкой резины герметизирующей оболочки и намотки прорезиненной ткани силовой оболочки на предварительно уложенные на оправку капроновую ткань и антиадгезионную пленку с выступающими концами их за пределы заготовки с последующим оформлением уплотнительных буртов на этой же оправке.
3. Способ по п. 2, отличающийся тем, что оформление уплотнительных буртов фланцевых присоединений после установки накидных присоединительных фланцев и металлических колец на цилиндрическую заготовку ведут последовательно путем отворота припусков силовой оболочки с перегибом через кольца с обеих сторон и примотки их прочной нитью, а затем после разнесения накидных фланцев в стороны буртов отворота припусков герметизирующей оболочки до диаметра буртов с последующими наращиванием высоты буртов дополнительной подкладкой с торцов каландрованной резины и их уплотнением.
4. Способ по любому из пп. 2, 3, отличающийся тем, что деформирование цилиндрической заготовки до заданной формы газовода ведут изгибанием ее в неотвержденном состоянии путем сведения концов заготовки до заданного размера на технологической оснастке с предварительным заполнением в вертикальном положении внутренней полости заготовки сыпучим материалом, помещенным в герметичный удаляемый рукав, и последовательным фиксированием концов заготовки с использованием технологических пробок и фланцевых присоединений самого газовода.
| ОТВОД ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2201550C2 |
| СПОСОБ ГЕРМЕТИЗАЦИИ БОРТОВ РЕЗИНОКОРДНЫХ ОБОЛОЧЕК | 2012 |
|
RU2505408C1 |
| МАШИНА ДЛЯ СНЯТИЯ ПАНЦЫРЯ С КРАБОВ | 1949 |
|
SU82024A1 |
| Вихревой генератор звука | 1978 |
|
SU702189A2 |

