Область техники
Изобретение относится к области машиностроения и может быть использовано в энергомашиностроительной, теплоэнергетической и других отраслях промышленности для создания на металлических поверхностях различных покрытий методом электроискрового легирования.
В частности, изобретение может быть эффективно использовано при изготовлении и ремонте элементов проточной части энергетических турбин для создания эрозионно- и абразивостойких покрытий, защищающих рабочую поверхность указанных элементов от быстрого износа в потоке рабочей среды.
Уровень техники
Известна принятая в качестве ближайшего аналога патентуемого изобретения установка для создания покрытий на металлических поверхностях методом электроискрового легирования, содержащая выносной аппликатор, подключенный к кабелю для подвода электрических импульсов постоянного тока к легирующему электроду и энергии на привод вибрационного механизма держателя указанного электрода, и подключенный к другому концу указанного кабеля, базовый модуль с блоком электропитания, блоком генерации электрических импульсов и блоком управления установкой, причем указанный блок генерации электрических импульсов содержит несколько независимых генераторов указанных импульсов (Технология электроискрового упрочнения инструментов и деталей машин / Иванов Г.П. // ГНТИ Машиностроительной литературы. Москва, 1961 г., с. 26-29 [1]).
Блок генерации электрических импульсов установки [1] содержит, в частности, восемь генераторов импульсов идентичных параметров, обеспечивая максимальную энергию импульса в зависимости от числа подключаемых генераторов в диапазоне (0,75…6,00) Дж. Частота следования импульсов и реальное значение энергии единичного импульса определяется частотой касания легирующим электродом обрабатываемого изделия, прерывающих процесс накопления электрического заряда накопительной конденсаторной батареей. Установка, в основном, предназначена для формирования эрозионно-стойких покрытий на рабочих лопатках паровых турбин средней мощности, у которых длина профильной части лопаток составляет не более 600 мм. Недостатками установки [1] являются:
- малый диапазон регулирования энергии и частоты электрического импульса и зависимость его параметров от действий оператора, работающего с аппликатором;
- фиксированное значение частоты вибрации держателя легирующего электрода аппликатора, создаваемой вибрационным механизмом электромагнитного типа;
- отсутствие возможности подачи в зону легирования рабочего газа, улучшающего качество покрытия;
- отсутствие индикации режимов работы установки и текущих параметров технологического процесса.
- отсутствие системы освещения зоны производства работ.
Раскрытие изобретения
Задачей изобретения является расширение возможностей установки для создания покрытий на металлических поверхностях методом электроискрового легирования при повышении качества выполняемых с ее помощью работ, а техническими результатами:
- возможность подачи в зону легирования рабочего газа, улучшающего качество покрытия;
- возможность подключения к базовому модулю сменных аппликаторов с различным типом привода вибрационного механизма держателя легирующего электрода, обеспечивающая расширение диапазона применяемых в процессе легирования частот вибрации легирующего электрода;
- возможность подключения к базовому модулю системы освещения зоны производства работ;
- расширение диапазона энергий и частот, генерируемых для подачи на легирующий электрод электрических импульсов с возможностью комбинирования импульсов различных параметров и с исключением влияния на указанные параметры взаимодействия легирующего электрода с обрабатываемым изделием.
Решение указанной задачи путем достижения указанных технических результатов обеспечивается тем, что в установке для создания покрытий на металлических поверхностях методом электроискрового легирования, содержащей:
выносной аппликатор, подключенный к кабелю для подвода электрических импульсов постоянного тока к легирующему электроду и энергии на привод вибрационного механизма держателя указанного электрода, и подключенный к другому концу указанного кабеля базовый модуль с блоком электропитания, блоком генерации электрических импульсов и блоком управления установкой, причем указанный блок генерации электрических импульсов содержит несколько независимых генераторов указанных импульсов,
согласно патентуемому изобретению,
в качестве выносного аппликатора она содержит сменный аппликатор с электромеханическим, электромагнитным или пневматическим приводом вибрационного механизма держателя легирующего электрода, причем указанный сменный аппликатор снабжен осветительным прибором и выполнен с возможностью подвода через него рабочего газа в зону легирования, при этом указанный базовый модуль дополнительно содержит блок формирования подвода рабочего газа в зону легирования через указанные кабель и аппликатор, блок формирования подвода сжатого воздуха в качестве рабочего тела для сменного аппликатора с пневматическим приводом вибрационного механизма держателя электрода и блок формирования электропитания для подключения к базовому модулю системы осветительных приборов местного и общего освещения зоны легирования.
В установке согласно изобретению блок генерации электрических импульсов выполнен с двумя независимыми системами генераторов соответственно мощных и маломощных импульсов, причем каждый из генераторов указанных двух систем построен с использованием электронного ключевого элемента, допускающего регулируемую настройку разрядного напряжения, а указанный блок управления установки снабжен средствами индикации совершаемых действий и переключателем подачи на легирующий электрод электрических импульсов от одной из указанных систем генераторов или комбинированных импульсов от обеих указанных систем.
Причинно-следственная связь между совокупностью указанных признаков изобретения и достигаемыми им техническими результатами заключается в следующем:
присутствие в установке сменных аппликаторов с электромеханическим, электромагнитным или пневматическим приводом вибрационного механизма держателя легирующего электрода в зависимости от требуемой по технологическим соображениям частоты вибрации, обеспечивает повышение качества электроискрового легирования металлических поверхностей и расширение возможностей установки.
Наличие в базовом модуле блока формирования подвода в зону легирования рабочего газа через указанные кабель и аппликатор позволяет улучшить качество наносимого покрытия, в частности, при использовании инертного газа, путем защиты легирующего расплава от агрессивного воздействия атмосферного воздуха.
Наличие в базовом модуле блока формирования подвода сжатого воздуха для аппликатора с пневматическим приводом его вибрационного механизма держателя электрода позволяет обеспечить использование указанных сменных аппликаторов.
Выполнение блока генерации электрических импульсов с двумя независимыми системами генераторов мощных и маломощных импульсов, каждый из генераторов которых построен с использованием электронного ключевого элемента, допускающего регулируемую настройку разрядного напряжения, и наличие соответствующего переключателя в блоке управления работой установки позволяет расширить диапазон энергий и частот генерируемых электрических импульсов с возможностью комбинирования импульсов различных параметров и с исключением влияния на указанные параметры взаимодействия легирующего электрода с обрабатываемым изделием.
Краткое описание чертежа
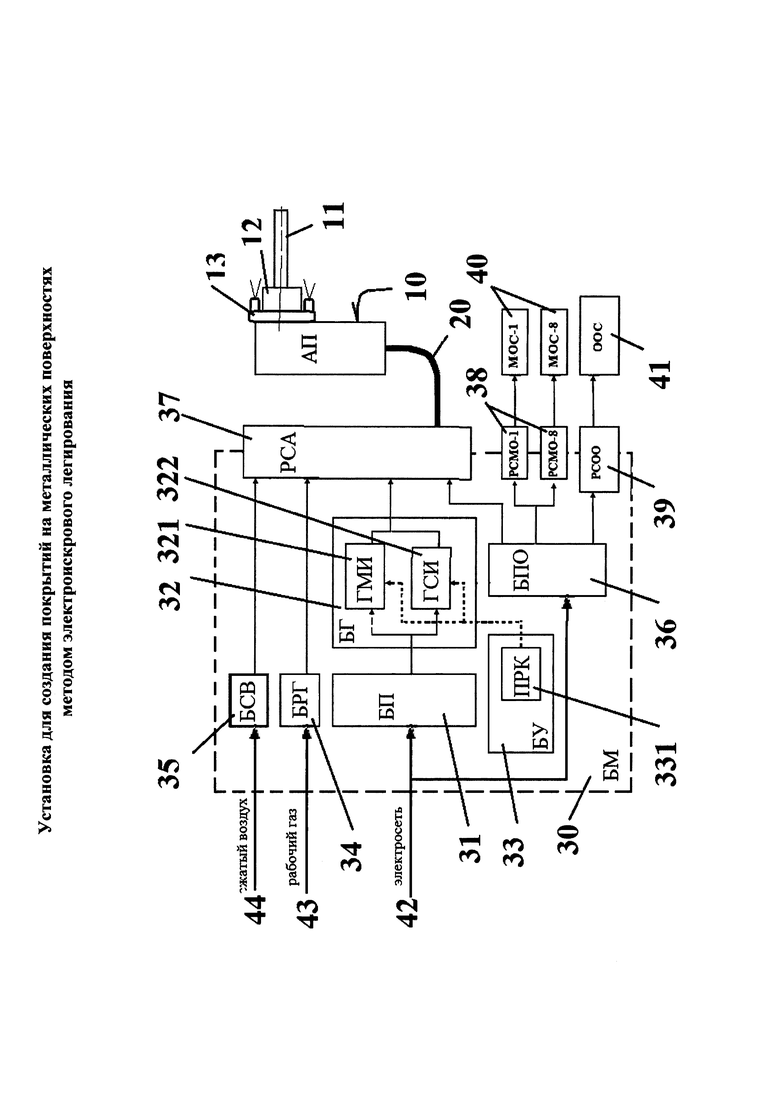
На чертеже изображена принципиальная структурная схема установки для создания покрытий согласно изобретению.
Условные обозначения
АП - аппликатор;
БГ - блок генерации электрических импульсов;
БМ - базовый модуль;
БП - блок электропитания установки;
БПО - блок формирования электропитания освещения зоны производства;
БРГ - блок формирования подвода в зону легирования рабочего газа;
БСВ - блок формирования подвода сжатого воздуха;
БУ - блок управления работой установки;
ГМИ - генератор мощных импульсов;
ГСИ - генератор слабых (маломощных) импульсов;
ДЭ - держатель электрода;
КБ - кабель;
КЭ - ключевой элемент;
ЛЭ - легирующий электрод;
МОС - осветительные приборы местного освещения;
ООС - осветительные приборы общего освещения;
ОС - осветительные приборы;
ПРК - переключатель формирования электрических импульсов;
PC - разъемные соединения базового модуля;
РСА - разъемное соединение БМ с кабелем аппликатора;
РСМО - разъемное соединение местного освещения;
РСОО - разъемное соединение общего освещения.
Перечень позиций чертежа
10 - АП; 11 - ЛЭ; 12 - ДЭ; 13 - ОС аппликатора; 20 - КБ; 30 - БМ; 31 - БП; 32 - БГ; 321 - ГМИ; 322 - ГСИ; 33 - БУ; 331 - ПРК; 34 - БРГ; 35 - БСВ; 36 - БПО; 37 - РСА; 38 - РСМО; 39 - РСОО; 40 - МОС; 41 - ООС, 42 - электросеть переменного тока; 43 - линия подвода рабочего газа; 44 - линия подвода сжатого воздуха.
Осуществление изобретения
Установка для создания покрытий на металлических поверхностях методом электроискрового легирования согласно изобретению содержит выносной аппликатор АП 10, подключенный к кабелю КБ 20 для подвода электрических импульсов постоянного тока к легирующему электроду ЛЭ 11 и энергии на привод вибрационного механизма (не показан) держателя электрода ДЭ 12. АП 10 снабжен также осветительным прибором ОС 13 зоны производства работ.
Другой конец КБ 20 подключен к базовому модулю БМ 30. В последний входят:
блок электропитания БП 31;
блок генерации электрических импульсов БГ 32 с системами генераторов мощных импульсов ГМИ 321 и генераторов слабых (маломощных) импульсов ГСИ 322;
блок управления работой установки БУ 33 с переключателем ПРК 331 подачи на легирующий электрод ЛЭ 11 электрических импульсов от системы ГМИ 321 или от системы ГСИ 322 или комбинированного импульса от обеих указанных систем;
блок формирования подвода в зону легирования рабочего газа БРГ 34 через блок формирования подвода сжатого воздуха БСВ 35 для АП 10 с пневматическим приводом вибрационного механизма держателя электрода ДЭ 12 и блок БПО 36 формирования электропитания для системы освещения зоны производства работ.
Для связи перечисленных блоков с выносными устройствами в БМ 30 предусмотрены соответствующие разъемные соединения. В частности, разъемное соединение РСА 37 предназначено для подвода всех необходимых коммуникаций к аппликатору АП 10, разъемное соединение РСМО 38 - для питания восьми осветительных приборов МОС 40 местного освещения (на схеме из восьми показаны только два (первый и восьмой) - соответственно разъемных соединений и осветительных приборов. Разъемное соединение РСОО 39 предназначено для питания прибора ООС 41 общего освещения в месте производства работ.
Блок управления БУ 33 установки согласно изобретению снабжен одним из известных типов средств индикации совершаемых действий, например, с использованием дисплея или разноцветных световых индикаторов (на чертеже не показаны). Базовый модуль БМ 30 также с помощью соответствующих разъемных соединений (на чертеже не показаны) подключаются к магистралям: электросети 42 переменного тока, линии 43 подвода рабочего газа (аргона, азота, углекислого газа, сжатого воздуха и др.) и линии 44 подвода сжатого воздуха.
Работа установки
Установка для создания покрытий согласно изобретению работает следующим образом.
В зависимости от конкретных условий базовый модуль БМ 30 располагают внутри или вне зоны производства работ, куда в последнем случае оператор берет с собой только аппликатор АП 10, присоединенный к БМ 30 с помощью кабеля КБ 29 соответствующей длины, и необходимое число осветительных приборов 40,41 дополнительно к ОС 13, установленному на самом АП 10.
Перед началом работы БМ 30 подключают к магистральным линиям: линии 42 промышленной электросети переменного тока (обычно с напряжением 220 В), линии 43 подвода соответствующего выбранной технологии рабочего газа и к линии 44 подвода сжатого воздуха при выборе сменного АЛ 10 с пневматическим приводом механизма вибрации держателя электрода ДЭ 12 аппликатора.
Затем с помощью блока управления БУ 33 производят настройку блока генерации БГ 32 базового модуля БМ 30 на выработку подаваемого на легирующий электрод ЛЭ 11 электрического импульса требуемой энергии, частоты и структурного состава. Необходимые параметры импульса определяются накопленным опытом производства аналогичных работ или результатами предварительных экспериментов в аналогичных условиях.
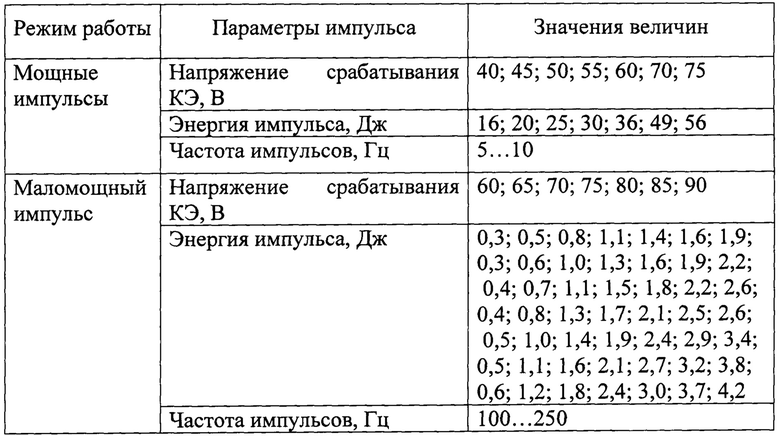
В разработанном опытном образце установки система ГМИ 321 включала в себя один мощный генератор, а система ГСИ 322 - семь независимых маломощных генераторов.
Возможности формирования с их помощью электрических импульсов различных параметров и состава показаны ниже в таблице. На их основе могут быть сформированы комбинированные импульсы оптимального состава и параметров, обеспечивающих наиболее приемлемый по качеству покрытия результат для каждого конкретного случая в широком диапазоне состава, габаритов, конфигурации и массы обрабатываемого изделия.
Параметры генерируемых электрических импульсов с помощью установки согласно изобретению
Дальнейшие операции по созданию покрытия определяются характером технологической задачи и не отличаются от традиционно используемых при электроискровом легировании.
Промышленная применимость
Установка согласно изобретению отвечает условию «промышленная применимость». Сущность технического решения раскрыта в формуле, описании и чертеже достаточно ясно для понимания и промышленной реализации соответствующими специалистами на основании современного уровня техники в области энергомашиностроения, теплоэнергетики и других отраслей промышленности, использующих технологию электроискрового легирования.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электроискрового формирования покрытий | 2021 |
|
RU2774695C1 |
| Способ восстановления посадочной поверхности полумуфты | 2022 |
|
RU2797478C1 |
| Устройство для электроискрового формирования покрытий с вращающимся электродом | 2022 |
|
RU2778132C1 |
| Устройство для нанесения покрытий на лопатки турбин методом электроискрового легирования | 2020 |
|
RU2768042C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ | 1996 |
|
RU2130368C1 |
| Способ припайки износостойкой стеллитовой накладки на входную кромку стальной рабочей лопатки паровой турбины (варианты) | 2021 |
|
RU2757300C1 |
| Способ обработки рабочих поверхностей деталей узла трения | 2022 |
|
RU2788514C1 |
| Устройство для электроискрового вибрационного легирования металлов | 2020 |
|
RU2732260C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ЭНЕРГЕТИЧЕСКОЙ ЭФФЕКТИВНОСТИ ПРОЦЕССОВ ОБРАБОТКИ МАТЕРИАЛОВ ЭЛЕКТРОИСКРОВЫМ ЛЕГИРОВАНИЕМ | 2011 |
|
RU2482943C2 |
| Устройство для электроискрового легирования металлов | 2017 |
|
RU2655420C1 |
Изобретение относится к области машиностроения и может быть использовано для создания на металлических поверхностях различных покрытий методом электроискрового легирования. Установка содержит выносной аппликатор АП 10, подключенный к базовому модулю БМ 30 с блоками электропитания БП 31, генерации электрических импульсов БГ 32 и управления работой установки БУ 33, причем указанный блок генерации электрических импульсов БК 33 содержит несколько независимых генераторов указанных импульсов, а базовый модуль БМ 30 дополнительно содержит блок БРГ 34 формирования подвода рабочего газа в зону легирования, блок БСВ 35 формирования подвода сжатого воздуха в качестве рабочего тела для сменного АП 10 с пневматическим приводом вибрационного механизма ДЭ 12 и блок БП 31 формирования электропитания для подключения к БМ 30 системы осветительных приборов местного и общего освещения зоны легирования. Технический результат – повышение качества электроискрового легирования металлических поверхностей и расширение возможностей установки. 1 з.п. ф-лы, 1 ил., 1 табл.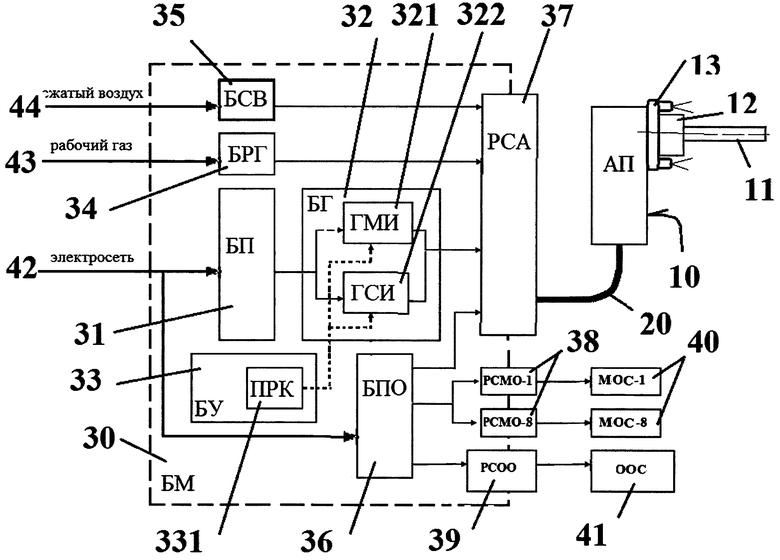
1. Установка для электроискрового легирования металлических поверхностей, содержащая выносной аппликатор, подключенный к кабелю для подвода электрических импульсов постоянного тока к легирующему электроду и энергии на привод вибрационного механизма держателя указанного электрода, и подключенный к другому концу указанного кабеля базовый модуль с блоком электропитания, блоком генерации электрических импульсов и блоком управления установкой, причем указанный блок генерации электрических импульсов содержит несколько независимых генераторов указанных импульсов, отличающаяся тем, что в качестве упомянутого аппликатора она содержит сменный аппликатор с электромеханическим, электромагнитным или пневматическим приводом вибрационного механизма держателя легирующего электрода, причем указанный сменный аппликатор снабжен осветительным прибором и выполнен с возможностью подвода через него рабочего газа в зону легирования, при этом указанный базовый модуль дополнительно содержит блок формирования подвода рабочего газа в зону легирования через указанные кабель и аппликатор, блок формирования подвода сжатого воздуха в качестве рабочего тела для сменного аппликатора с пневматическим приводом вибрационного механизма держателя электрода и блок формирования электропитания для подключения к базовому модулю системы осветительных приборов местного и общего освещения зоны легирования.
2. Установка по п. 1, отличающаяся тем, что блок генерации электрических импульсов выполнен с двумя независимыми системами генераторов и соответственно мощных и маломощных импульсов, причем каждый из генераторов указанных двух систем построен с использованием электронного ключевого элемента, допускающего регулируемую настройку разрядного напряжения, а указанный блок управления установки снабжен средствами индикации совершаемых действий и переключателем подачи на легирующий электрод электрических импульсов от одной из указанных систем генераторов или комбинированных импульсов от обеих указанных систем.
| Промежуточная опора для сборных многопролетных мостов | 1959 |
|
SU130534A1 |
| СПОСОБ УКЛАДКИ РЕЛЬСОВОГО ПУТИ ЗВЕНЬЯМИ | 1931 |
|
SU38661A1 |
| Жидкостемер | 1946 |
|
SU69788A1 |
| Автоматический прибор для регистрирования числа замыканий | 1922 |
|
SU454A1 |
| US 4584452 A, 22.04.1986. | |||

