Изобретение относится к сварке, конкретно к электродуговой сварке под флюсом, в частности к флюсам, предназначенным для сварки и наплавки легированных сталей.
Известен флюс для сварки [1], содержащий диоксид кремния, оксид марганца, оксид кальция, оксид магния, оксид алюминия, оксид калия, оксид натрия, оксид железа, фторид кальция, отличающийся тем, что в качестве материалов на основе диоксида кремния и оксида марганца использованы пылевидные отходы производства ферросилиция. Взамен материалов на основе оксида кальция, оксида магния использованы пылевидные отходы производства извести, а в качестве материалов на основе оксида алюминия, оксида калия, оксида натрия, оксида железа и фторида кальция использованы пылевидные отходы производства алюминия, а также в качестве связующего материала содержащего оксид калия, оксид натрия использованы калиево-натриевое жидкое стекло, при этом в качестве пылевидных отходов производства извести использована пыль газоочистки с содержанием СаО не менее 85 мас.%, в качестве пылевидных отходов производства ферросилиция использована пыль газоочистки ферросплавного производства с содержанием SiO2 не менее 98 мас.%, а в качестве пылевидных отходов производства алюминия использована пыль электрофильтров, имеющая следующий химический состав, мас.%: Al2O3=21-46,23; F=18-27; Na2O=8-15; K2O=0,4-6%, СаО=0,7-2,3; SiO2=0,5-2,48; Fe2O3=2,1-3,27; Собщ=12,5-30,2, MnO=0,07-0,9, MgO=0,06-0,9, S=0,09-0,59, Р=0,1-0,18; при следующем соотношении компонентов, мас.%:
Существенными недостатками данного флюса для сварки являются: повышенная окисленность флюса из-за неконтролируемого содержания оксидов железа и марганца, приводящая к повышению уровня загрязненности сварного шва оксидными неметаллическими включениями;
- в ряде случаев повышенная загрязненность сварного шва и наплавляемого металла неметаллическими включениями экзогенного характера в связи с пониженными рафинирующими свойствами образующегося шлака из-за высокой концентрации MgO и увеличении в связи с этим температуры плавления и вязкости флюса.
Известен также способ выплавки стали в электропечах, включающий проведение окислительного периода со скачиванием шлака, проведение восстановительного периода и раскисление шлака в восстановительный период, отличающийся тем, что в конце окислительного периода после скачивания шлака в печь присаживают стронций-бариевый карбонатит, известь и плавиковый шпат в соотношении (1,0-2,0):(2,5-5,0):(0,1-1,0) соответственно, при этом количество шлака с основностью 1,5-4,0 составляет 1,5-4,0% от массы металла [2].
Данный способ, реализованный при дуговом разряде в электросталеплавильных печах с использованием стронций-бариевого карбонатита, позволяет значительно повысить показатели ударной вязкости при положительных и отрицательных температурах за счет снижения уровня загрязненности стали неметаллическими включениями.
Известен, выбранный в качестве прототипа, флюс для сварки и наплавки [3], содержащий диоксид кремния, оксид марганца, оксид кальция, оксид магния, оксид алюминия, оксид калия, оксид натрия, оксид железа, фторид кальция и калиево-натриевое жидкое стекло, в котором в качестве упомянутых оксидов и фторидов использованы пылевидный ковшевой шлак производства рельсовой стали и пылевидные отходы производства алюминия, при следующем соотношении компонентов, мас.%:
при этом пылевидный ковшевой шлак производства рельсовой стали содержит, мас.%: FeO=0,3-1,5, MnO=0,1-2,0, СаО=50,8- 3,8, SiO2=24,5-26,2, CaF2=0,01-1,0, Al2O3=3,4-5,0, MgO=7,8-8,7, Собщ=0,1-0,6, S=0,1-0,4, Р=0,3-0,6, а пылевидные отходы производства алюминия имеют следующий химический состав, мас.%: Al2O3=21-43,27; F=18-27; Na2O=8-13; K2O=0,4-6, СаО=0,7-2,1; SiO2=0,5-2,48; Fe2O3=2,1-2,3; Собщ=12,5-28,2, MnO=0,03-0,9, MgO=0,04-0,9, S=0,09-0,46, Р=0,1-0,18.
Существенными недостатками данного флюса для сварки являются:
- низкое качество наплавляемого слоя и сварного шва в связи с образованием, в ряде случаев, пор и раковин;
- высокий уровень загрязненности стали оксидными неметаллическими включениями в связи со слабой газовой защитой при сварке и наплавке.
Техническими результатами изобретения являются:
- повышение качества наплавляемого слоя и сварного шва за счет исключения пор и раковин в наплавляемом слое;
- уменьшение уровня загрязненности стали экзогенными неметаллическими включениями.
Для этого предлагается флюс для сварки и наплавки, содержащий пылевидный ковшевой шлак производства рельсовой стали, пылевидные отходы производства алюминия и жидкое стекло, причем ковшевой шлак имеет следующий химический состав, мас.%: FeO=0,3-1,5, MnO=0,1-2,0, СаО=50,8-53,8, SiO2=24,5-26,2, CaF2=0,01-1,0, Al2O3=3,4-5,0, MgO=7,8-8,7, Собщ=0,1-0,6, S=0,1-0,4, Р=0,3-0,6, а пылевидные отходы производства алюминия содержат, мас.%: Al2O3=21-43,27; F=18-27; Na2O=8-13; K2O=0,4-6, СаО=0,7-2,1; SiO2=0,5-2,48; Fe2O3=2,1-2,3; Собщ=12,5-28,2, MnO=0,03-0,9, MgO=0,04-0,9, S=0,09-0,46, P=0,1-0,18, который дополнительно содержит стронций-бариевый карбонатит содержащий, мас.%: SrO=1,41-6,25; ВаО=6,29-16,86; TiO2=0,02-0,05; Cr2O3=0,05-0,20; Al2O3=1,6-3,05; Na2O=0,37-3,02; K2O=0,85-2,69, СаО=13,6-18,9;Si02=12,82-41,22; Feобщ=4,18-14,85; Собщ=1,32-8,45, MnO=0,06-0,33, MgO=0,48-6,24, S=0,20-0,22, Р=0,02-0,04, при следующем соотношении компонентов флюса, мас.%:
Заявляемые пределы подобраны эмпирическим путем исходя из качества получаемых при сварке швов, стабильности процесса сварки и наплавки, а также требуемых механических свойств.
Для дополнительной газовой защиты и повышения рафинирующих свойств шлаковой системы в состав введен стронций-бариевый карбонатит.
При изготовлении флюса для сварки и наплавки использовали стронций-бариевый карбонатит марки БСК, производимый ООО «НПК Металлтехпром» по ТУ 1717-001-75073896-2005, при этом химический состав изменялся, мас.%: SrO=1,41-6,25; ВаО=6,29-16,86; TiO2=0,02-0,05; Cr2O3=0,05-0,20; Al2O3=1,6-3,05; Na2O=0,37-3,02; K2O=0,85-2,69, СаО=13,6-18,9; SiO2=12,82-41,22; Feобщ=4,18-14,85; Собш=1,32-8,45, MnO=0,06-0,33, MgO=0,48-6,24, S=0,20-0,22, Р=0,02-0,04. В качестве: пылевидного ковшевого шлака производства рельсовой стали использовали шлак с содержанием, мас.%: FeO=0,3-1,5, MnO=0,1-2,0, СаО=50,8-53,8, SiO2=24,5-26,2, CaF2=0,01-1,0, Al2O3=3,4-5,0, MgO=7,8-8,7, Собщ=0,1-0,6, S=0,1-0,4, Р=0,3-0,6. В качестве пылевидных отходов производства алюминия - пыль электрофильтров алюминиевого производства со следующим химическим составом, мас.%: Al2O3=21-43,27; F=18-27; Na2O=8-13; K2O=0,4-6, CaO=0,7-2,1; SiO2=0,5-2,48; Fe2O3=2,1-2,3; Собщ=12,5-28,2, MnO=0,03-0,9, MgO=0,04-0,9, S=0,09-0,46, P=0,1-0,18.
В качестве жидкого стекла использовали натриевое жидкое стекло с силикатным модулем 2,0-3,5 при плотности раствора 1,30-1,60 г/см3.
Изготовление заявляемого флюса-добавки проводили размолом стронций-бариевого карбонатита до фракции менее 1 мм с последующим смешением с пылевидным ковшевым шлаком производства рельсовой стали, пылевидными отходами производства алюминия и жидким стеклом. Полученную смесь перемешивали до получения однородной массы в смесителе, далее осуществлялась сушка при комнатной температуре в течение 24 ч, после чего производился помол. Далее осуществлялся просев и отделение фракции 0,45-3 мм. После чего гранулы прокаливали при температуре 150-300°С. Заявляемый флюс для сварки и наплавки использовали на образцах из стали марок 09Г2С, 09Г2, 40Г, 65Г, 30ХГСА, сварку осуществляли проволокой Св-08ГА.
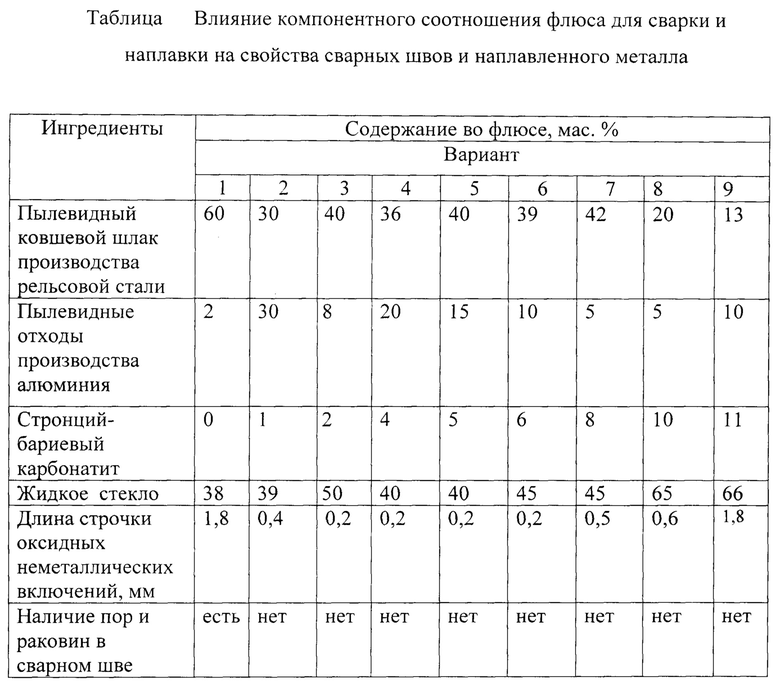
Влияние изменения химического состава компонентов с граничными, заграничными и заявляемыми пределами флюса для сварки наплавки на различные параметры сварки приведены в таблице.
Использование заявляемой смеси по сравнению с базовой (прототип) позволяет следующее.
1. Повысить качество наплавляемого слоя и сварного шва, полностью исключить образование пор и раковин в наплавляемом слое.
2. Уменьшить уровень загрязненности стали экзогенными неметаллическими включениями (загрязненность стали оксидными экзогенными неметаллическими включениями снижена до 0,4-1,8 мм).
Список источников информации
1. Пат. РФ 2492983, B23K 35/36.
2. Пат РФ 2197539, C21C 5/52.
3. Пат. РФ 2566235, B23K 35/362.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФЛЮС ДЛЯ СВАРКИ И НАПЛАВКИ | 2014 |
|
RU2566235C1 |
| ФЛЮС ДЛЯ СВАРКИ И НАПЛАВКИ | 2014 |
|
RU2566236C1 |
| ФЛЮС ДЛЯ МЕХАНИЗИРОВАННОЙ СВАРКИ И НАПЛАВКИ СТАЛЕЙ | 2019 |
|
RU2718031C1 |
| ФЛЮС ДЛЯ МЕХАНИЗИРОВАННОЙ СВАРКИ И НАПЛАВКИ СТАЛЕЙ | 2018 |
|
RU2682515C1 |
| ФЛЮС ДЛЯ СВАРКИ | 2014 |
|
RU2576717C2 |
| Флюс для сварки | 2016 |
|
RU2643026C1 |
| ШИХТА ПОРОШКОВОЙ ПРОВОЛОКИ | 2018 |
|
RU2690874C1 |
| ШИХТА ДЛЯ ПОРОШКОВОЙ ПРОВОЛОКИ | 2017 |
|
RU2681052C1 |
| ФЛЮС ДЛЯ МЕХАНИЗИРОВАННОЙ СВАРКИ И НАПЛАВКИ СТАЛЕЙ | 2018 |
|
RU2683166C1 |
| ФЛЮС ДЛЯ МЕХАНИЗИРОВАННОЙ СВАРКИ И НАПЛАВКИ СТАЛЕЙ | 2021 |
|
RU2772824C1 |
Изобретение может быть использовано для электродуговой сварки под флюсом, в частности для сварки и наплавки легированных сталей. Флюс содержит компоненты в следующем соотношении, мас.%: пылевидный ковшевой шлак производства рельсовой стали 30,0-50,0, пылевидные отходы производства алюминия 5,0-25,0, жидкое стекло 39,0-65,0, стронций-бариевый карбонатит 1,0-10,0. Используют стронций-бариевый карбонатит, содержащий, мас.%: SrO=1,41-6,25; ВаО=6,29-16,86; TiO2=0,02-0,05; Cr2O3=0,05-0,20; Al2O3=1,6-3,05; Na2O=0,37-3,02; K2O=0,85-2,69, СаО=13,6-18,9; SiO2=12,82-41,22; Feобщ=4,18-14,85; Собщ=1,32-8,45; MnO=0,06-0,33; MgO=0,48-6,24; S=0,20-0,22; Р=0,02-0,04. Изобретение обеспечивает высокое качество наплавляемого слоя и сварного шва за счет исключения в нем пор и раковин, а также низкий уровень загрязненности стали экзогенными неметаллическими включениями. 1 табл.
Флюс для сварки и наплавки, содержащий пылевидный ковшевой шлак производства рельсовой стали, пылевидные отходы производства алюминия и жидкое стекло, причем ковшевой шлак имеет следующий химический состав, мас.%: FeO=0,3-1,5, MnO=0,1-2,0, СаО=50,8-53,8, SiO2=24,5-26,2, CaF2=0,01-1,0, Al2O3=3,4-5,0, MgO=7,8-8,7, Собщ=0,1-0,6, S=0,1-0,4, Р=0,3-0,6, а пылевидные отходы производства алюминия содержат, мас.%: Al2O3=21-43,27; F=18-27; Na2O=8-13; K2O=0,4-6, СаО=0,7-2,1; SiO2=0,5-2,48; Fe2O3=2,1-2,3; Собщ=12,5-28,2; MnO=0,03-0,9; MgO=0,04-0,9; S=0,09-0,46; Р=0,1-0,18, отличающийся тем, что он дополнительно содержит стронций-бариевый карбонатит, содержащий, мас.%: SrO=1,41-6,25; ВаО=6,29-16,86; TiO2=0,02-0,05; Cr2O3=0,05-0,20; Al2O3=1,6-3,05; Na2O=0,37-3,02; K2O=0,85-2,69, СаО=13,6-18,9; SiO2=12,82-41,22; Feобщ=4,18-14,85; Собщ=1,32-8,45, MnO=0,06-0,33, MgO=0,48-6,24, S=0,20-0,22, Р=0,02-0,04, при следующем соотношении компонентов флюса, мас.%:
| ФЛЮС ДЛЯ СВАРКИ И НАПЛАВКИ | 2014 |
|
RU2566235C1 |
| КЕРАМИЧЕСКИЙ ФЛЮС-ДОБАВКА | 2011 |
|
RU2467853C1 |
| ПЛАВЛЕНЫЙ ФЛЮС МАРКИ ФАП-1 ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ ХЛАДОСТОЙКИХ СТАЛЕЙ | 2005 |
|
RU2313434C2 |
| Флюс для электродуговой сварки и наплавки | 1989 |
|
SU1606297A1 |
| KR 1020120073386 A, 05.07.2012. | |||

