I
(21)4418559/23-02
(22)29.02.88
(46) 15.07.90. Бкхл. № 26
(71)Институт черной металлургии
(72)В.Д.Нашиванько, Н.А.Богданов, А.П.Лохматов, Э.В.Сивак, С.М.Жучков, Л.В.Кулаков, В.В.Вишневецкий
и О.Е.Петляков
(53)621.771.067(088.8)
(56) Чекмарев А.П. и др. Роликовая арматура прокатных станов. М.: Металлургия, 1964, с. 58.
Современные конструкции валиковой арматуры прокатных станов. Альбом НИИИнформтяжмаш./Под ред. Н.Ф.Грицу- ка, 1968, с. 112.
(54)ПРОКАТНАЯ КЛЕТЬ ДЛЯ ПРОКАТКИ ФЛАНЦЕВЫХ ПРОФИЛЕЙ
(57) Изобретение относится к прокатному производству, в частности к конструкциям прокатных клетей, оборудованных вводными проводками (валковой арматурой), и может быть использовано на сортовых прокатных станах. Целью изобретения является повышение производительности путем увеличения срока службы проводки при задаче проката с искривленным передним концом. В клети для прокатки фланцевых профилей горизонтальный ролик проводки выпол- нен с центральной кольцевой проточкой, форма которой эквидистантна поверхности нижнего прокатного валка клети, что позволяет приблизить проводку к плоскости захвата металла валками и тем самым уменьшить износ пропуска проводки. 3 ил., 1 табл.
С S
(Л
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ УГЛОВЫХ ПРОФИЛЕЙ НА НЕПРЕРЫВНЫХ СТАНАХ | 1992 |
|
RU2048224C1 |
| Выводная направляющая проводка | 1982 |
|
SU1045973A1 |
| Устройство для осевой настройкипРОКАТНОй КлЕТи | 1979 |
|
SU839640A1 |
| Валковая арматура непрерывного прокатного стана | 1982 |
|
SU1142190A1 |
| СПОСОБ ПРОКАТКИ ПРУТКОВ И ПРОВОЛОКИ НА РЕВЕРСИВНЫХ СТАНАХ И СИСТЕМА ПРОВОДКОВОЙ АРМАТУРЫ ПРОКАТНЫХ КЛЕТЕЙ | 1992 |
|
RU2105619C1 |
| Способ прокатки на непрерывных станах | 1990 |
|
SU1736647A1 |
| Выводная проводка скольжения сортового прокатного стана | 1978 |
|
SU719732A1 |
| Вводная валковая арматура сортовой прокатной клети | 1986 |
|
SU1419781A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТАВРОВЫХ ПРОФИЛЕЙ | 1992 |
|
RU2030933C1 |
| Универсальная прокатная клеть для прокатки несимметричных фасонных профилей | 1981 |
|
SU969348A1 |
Изобретение относится к прокатному производству, в частности к конструкциям прокатных клетей, оборудованных вводными проводками (валковой арматурой), и может быть использовано на сортовых прокатных станах. Целью изобретения является повышение производительности путем увеличения срока службы проводки при задаче проката с искривленным передним концом. В клети для прокатки фланцевых профилей горизонтальный ролик проводки выполнен с центральной кольцевой проточкой, форма которой эквидистантна поверхности нижнего прокатного валка клети, что позволяет приблизить проводку к плоскости захвата металла валками и тем самым уменьшить износ пропуска проводки. 3 ил., 1 табл.
Изобретение относится к прокатному производству, в частности к конструкциям прокатных клетей, оборудованных вводными проводками, (валковой арматурой) , и может быть использовано на сортовых прокатных станах.
Целью изобретения является повышение производительности путем увеличения срока службы проводки при задаче проката с искривленным передним концом.
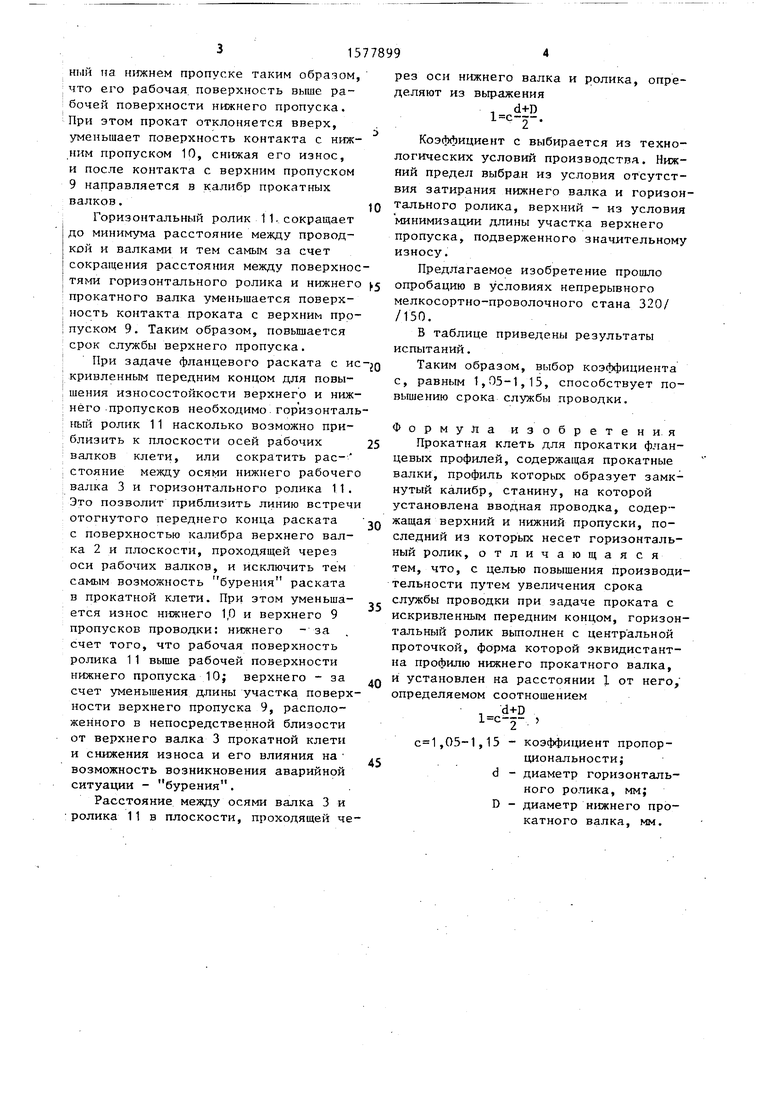
На фиг. 1 схематично представлена предлагаемая прокатная клеть; на фиг. 2 - сечение А-А на фиг. 1; на фиг.З - сечение Б-Б на фиг. „1.
Прокатная клеть содержит станину 1, калиброванные верхний 2 и нижний 3 прокатные валки, образующие замкнутый фланцевый профиль. На привалковом брусе 4 установлена вводная проводка, содержащая корпус 5, вводную воронку 6, левую 7 и правую 8 направляющие линейки, верхний 9 и нижний 10 пропуски. Нижний пропуск несет горизонтальный ролик 11 с центральной кольцевой проточкой, форма которой эквидистантна форме нижнего 3 прокатного валка.
Устройство работает следующим образом.
Раскат, поступающий из предыдущей клети, улавливается воронкой 6 проводки, далее перемещаясь между обеими направляющими линейками, верхним и нижним пропусками, попадает на горизонтальный ролик 11, установлен-
ел 1
00
& со
ный на нижнем пропуске таким образом, что его рабочая поверхность выше рабочей поверхности нижнего пропуска. При этом прокат отклоняется вверх, уменьшает поверхность контакта с нижним пропуском 10, снижая его износ, и после контакта с верхним пропуском 9 направляется в калибр прокатных валков.
Горизонтальный ролик 11. сокращает до минимума расстояние между проводкой и валками и тем самым за счет сокращения расстояния между поверхностями горизонтального ролика и нижнего прокатного валка уменьшается поверхность контакта проката с верхним пропуском 9. Таким образом, повышается срок службы верхнего пропуска.
При задаче фланцевого раската с ИС кривленным передним концом для повышения износостойкости верхнего и нижнего пропусков необходимо горизонтальный ролик 11 насколько возможно приблизить к плоскости осей рабочих валков клети, или сократить рас- стояние между осями нижнего рабочего валка 3 и горизонтального ролика 11. Это позволит приблизить линию встречи отогнутого переднего конца раската с поверхностью калибра верхнего валка 2 и плоскости, проходящей через оси рабочих валков, и исключить тем самым возможность бурения раската в прокатной клети. При этом уменьшается износ нижнего 1,0 и верхнего 9 пропусков проводки: нижнего - за счет того, что рабочая поверхность ролика 11 выше рабочей поверхности нижнего пропуска 10j верхнего - за счет уменьшения длины участка поверхности верхнего пропуска 9, расположенного в непосредственной близости от верхнего валка 3 прокатной клети и снижения износа и его влияния на возможность возникновения аварийной ситуации - бурения.
Расстояние между осями валка 3 и ролика 11 в плоскости, проходящей че
0
5
JQ 5
30
35
40
рез оси нижнего валка и ролика, определяют из выражения
., d+D
.-.
Коэффициент с выбирается из технологических условий производства. Нижний предел выбран из условия отсутствия затирания нижнего валка и горизонтального ролика, верхний - из условия минимизации длины участка верхнего пропуска, подверженного значительному износу.
Предлагаемое изобретение прошло опробацию в условиях непрерывного мелкосортно-проволочного стана 320/ /150.
В таблице приведены результаты испытаний.
Таким образом, выбор коэффициента с, равным 1,05-1,15, способствует повышению срока службы проводки.
Формула изобретения
Прокатная клеть для прокатки фланцевых профилей, содержащая прокатные валки, профиль которых образует замкнутый калибр, станину, на которой установлена вводная проводка, содержащая верхний и нижний пропуски, последний из которых несет горизонтальный ролик, отличающаяся тем, что, с целью повышения производительности путем увеличения срока службы проводки при задаче проката с искривленным передним концом, горизонтальный ролик выполнен с центральной проточкой, форма которой эквидистантна профилю нижнего прокатного валка, и установлен на расстоянии 1 от него, определяемом соотношением
, d+D
I -f ---
1 2
,05-1,15 d
D коэффициент пропорциональности;диаметр горизонтального роаика, мм; диаметр нижнего прокатного валка, мм.
Фиг. 2
Б-Б
Фиг. 3
