Изобретение относится к области прокатного производства, а точнее к проводкам прокатных станов.
Изобретение наиболее эффективно может быть использовано в трехвалковых станах винтовой прокатки для производства круглых прутков, работающих в режимах реверсивной, многоходовой прокатки.
Известно проводящее устройство прокатной клети (а.с. СССР N 713027, кл. B 21 B 39/14).
Это устройство содержит корпус, установленный на раме посредством угловой направляющей по типу ласточкина хвоста стационарно. Внутри корпуса закреплены пропуски посредством двух сухарей и клина, упирающегося в раму. Торцы пропусков, обращенные в сторону прокатных валков прокатной клети, снабжены съемными наконечниками, которые установлены шарнирно на фланцах пропусков. Между наконечниками на кронштейнах установлены распорные пружины на направляющих болтах, служащие для прижима наконечников ко дну калибра на валках.
Недостаток известной конструкции устройства заключается в том, что корпус с пропусками закреплены на раме стационарно, каждый пропуск может пропускать раскаты с незначительными изменениями размеров поперечного сечения; замена пропусков и их переналадка на новые размеры раскатов, на другой сортамент производится с применением ручного труда.
Из известных проводящих устройств прокатной клети наиболее близким по технической сущности является проводящее устройство, описанное в патенте ФРГ N 3742248, кл. B 21 B 39/16, 1989 г.
Это проводящее устройство прокатной клети содержит раму с направляющими, корпус с пропусками, установленный на них, привод перемещения корпуса с пропусками и стопора корпуса. Направляющие выполнены цилиндрическими и удерживаются в держателях, состоящих из двух плит. Держатели направляющих соединяются со станиной прокатной клети через фланцы с крепежными элементами. Привод перемещения корпуса выполнен в виде поршневого гидравлического цилиндра с сервоприводом и обеспечивает соосную установку корпуса с пропусками с осью любого калибра на прокатных валках. У вертикальных клетей параллельно гидроцилиндру расположено опорное телескопическое устройство для поддержания корпуса с пропусками точно в линии прокатки на одинаковой высоте по отношению к полу цеха.
Недостаток известной конструкции проводящего устройства прокатной клети заключается в том, что невозможно осуществить точную фиксацию проводящего отверстия (пропуска) во время работы стана. На переустановку проводящего устройства с одного калибра на другой затрачивается значительное время, связанное с необходимостью после остановки стана применения ручного труда для закрепления проводки. Использование известного устройства в условиях реверсивной многопроходной прокатки невозможно.
Другим недостатком известного устройства является недостаточно надежная работа из-за низкой жесткости опоры, выполненной в виде телескопической трубы.
Следующим недостатком устройства является сложность конструкции, в особенности в части управления посредством гидравлической следящей системы.
Задача настоящего изобретения состоит в создании устройства, позволяющего в условиях многопроходной реверсивной прокатки обеспечить последовательную точную установку требуемого пропуска с минимальными затратами времени без использования ручного труда.
Кроме того, проводящее устройство клети винтовой прокатки должно обладать достаточной жесткостью и выдерживать значительные ударные нагрузки от вращающегося и передвигающегося в осевом направлении раската. Устройство должно также обеспечить последовательную строгую и надежную установку и фиксацию пропуска относительно оси прокатки с минимальными отклонениями.
Поставленная задача достигается тем, что проводящее устройство прокатной клети, содержащее раму с направляющими, корпус с пропусками, установленный на них, привод перемещения корпуса с пропусками и стопор, согласно изобретению снабжено двумя угловыми направляющими, расположенными на корпусе и раме, и выполненными по типу ласточкина хвоста, стопор снабжен приводом перемещения, установлен перпендикулярно направляющим рамы и расположен в плоскости, проходящей через вертикальную ось пропуска, при этом в раме выполнено отверстие под стопор, а в основании корпуса под каждым пропуском на его вертикальной оси расположены глухие отверстия под стопор, между которыми выполнены наклонные плоскости, находящиеся в постоянном контакте со стопором.
Такое конструктивное выполнение проводящего устройства прокатной клети позволит в условиях многопроходной реверсивной прокатки обеспечить точную установку требуемого пропуска с минимальными затратами времени без использования ручного труда. Это достигается тем, что механизм стопорения имеет привод и находится в постоянном контакте с наклонными направляющими. Устройство обладает достаточной жесткостью и может выдерживать значительные ударные нагрузки. Это достигается за счет введения дополнительных угловых направляющих по типу ласточкина хвоста.
Установка механизма стопорения перпендикулярно направляющим рамы и расположение его в плоскости, проходящей через вертикальную ось пропуска и входящего в отверстие, выполненное в основании рамы и последовательно в требуемое отверстие в основании корпуса позволит обеспечить последовательную и надежную установку и фиксацию пропуска относительно оси прокатки с минимальными отклонениями.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
на фиг. 1 изображен общий вид проводящего устройства прокатной клети;
на фиг. 2 - то же, вид сверху;
на фиг. 3 - то же, вид сбоку.
Проводящее устройство прокатной клети содержит неподвижную раму 1 с направляющими 2, 3, на которых установлен корпус 4 с последовательно расположенными пропусками различных диаметров 5 (D1), 6 (D2) и 7 (D3), соответствующих диаметру проката при многопроходной реверсивной прокатке, при этом D1 > D2 > D3, привод перемещения корпуса и стопор 8. Привод перемещения корпуса 4 выполнен в виде пневмоцилиндра или гидроцилиндра 9, шарнирно закрепленного на раме 1, шток 10 которого шарнирно соединен с корпусом. Стопор 8 снабжен приводом 11 перемещения, например пневмоцилиндром, установлен перпендикулярно направляющим 2, 3 рамы 1 и расположен в плоскости, проходящей через вертикальную ось пропуска.
Устройство имеет две угловые направляющие 12, 13, выполненные на корпусе и раме по типу ласточкина хвоста. В основании рамы 1 выполнено сквозное отверстие 14 под стопор 8, который выдвигается для стопорения корпуса с пропусками. В основании корпуса 4 под каждым пропуском 5, 6, 7 выполнены глухие отверстия 15, 16, 17 под стопор, между которыми выполнены наклонные плоскости 18, находящиеся в постоянном контакте со стопором 8. При совпадении любого отверстия 15, 16, 17 корпуса 4 с отверстием 14 рамы стопор 8 соскакивает с наклонной плоскости 18 и входит в одно из отверстий 15, 16, 17, выполненные в основании корпуса, происходит точная фиксация корпуса с пропуском в требуемом положении.
Перемещение корпуса 4 по раме возможно при втянутом стопоре 8, который располагается в отверстии 14 рамы 1. Крайние положения корпуса на раме 1 фиксируются стационарными упорами 19. Крепление корпуса с пропусками посредством двух направляющих, выполненных по типу ласточкина хвоста, позволило компенсировать ударные нагрузки, возникающие в процессе прокатки. Оси пропусков 5, 6, 7 расположены параллельно оси прокатки и их центры совпадают с центрами калибров, образованных валками клети.
Каждый пропуск с обоих концов имеет заходные конусы в связи с тем, что при реверсивной прокатке пропуск используется как вводной и выводной.
Дистанционное управление приводом перемещения корпуса и приводом перемещения стопора на раме происходит с поста управления посредством пневматических систем (не показано) и конечных индукционных выключателей 20, 21. Работу проводящего устройства прокатной клети рассмотрим применительно к трехвалковой клети винтовой прокатки.
В исходном положении центр пропуска 5 совпадает с центром калибра в валках трехвалковой клети винтовой прокатки, валки разведены на диаметр калибра первого пропуска. Стопор 8 выдвинут вверх и находится в отверстии 14 рамы 1 и в отверстии 15 корпуса 4. Конечный выключатель 21 включен и дает сигнал начала прокатки в клети.
В первом проходе заготовка прокатывается с расчетной деформацией и раскат удерживается и фиксируется на оси проката пропуском 5 (D1). Им же раскат направляется на выходную сторону прокатной клети.
Во втором проходе с поста управления производится реверс вращения валков и осуществляется прокатка в обратном направлении. При этом пропуск 5 выполняет роль входной проводки, удерживая раскат на оси прокатки при обратном проходе.
В третьем проходе стопор 8 пневмоцилиндром 11 выводится из отверстия 15 корпуса 4, подается сигнал от конечного выключателя 20 и корпус 4 усилием пневмоцилиндра 9 перемещается влево, одновременно стопор 8 поднимается и упирается в наклонную плоскость 18 в основании корпуса и скользит по ней до совпадения с отверстием 16 под стопор 8, расположенным на вертикальной оси пропуска 6 (D2). Корпус 4 надежно зафиксирован на раме 1 за счет упирания стопора 8 в дно отверстия 16, что приводит к беззазорному контакту угловых направляющих 12,13 в корпусе 4 и в раме 1. Это значительно повышает жесткость проводящего устройства и позволяет воспринимать ударные нагрузки от вращающегося во время прокатки раската. По сигналу конечного выключателя 21 раскат задается в валки, сведенные на калибр, соответствующий калибру второго пропуска. Производится прокатка с деформацией металла и вывод раската через пропуск 6 на выходную сторону клети. Аналогичным образом осуществляются и последующие проходы.
Предложенное проводящее устройство прокатной клети по сравнению с известными позволит в условиях многопроходной реверсивной прокатки обеспечить в процессе прокатки точную установку требуемого пропуска с минимальными затратами времени без использования ручного труда. Переналадка с одного калибра пропуска на другой осуществляется дистационно с поста управления в полуавтоматическом режиме.
Кроме того, устройство обладает достаточной жесткостью за счет беззазорного прижима угловых направляющих к раме.
| название | год | авторы | номер документа |
|---|---|---|---|
| Привалковая арматура прокатного стана | 2016 |
|
RU2625517C1 |
| Способ настройки трехвалкового стана винтовой прокатки | 1981 |
|
SU1001569A1 |
| Способ горячей прокатки полосовой стали | 1985 |
|
SU1328011A1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ ПРОКАТНОГО СТАНА ДЛЯ ПРОИЗВОДСТВА КРУГЛЫХ ПРОФИЛЕЙ | 1991 |
|
RU2014914C1 |
| Способ горячей прокатки полосового металла | 1990 |
|
SU1712013A1 |
| Валок для винтовой прокатки на трехвалковом стане | 1978 |
|
SU1047556A1 |
| Способ прокатки рельса (варианты) | 2021 |
|
RU2776314C1 |
| Способ получения круглого сортового проката | 1990 |
|
SU1816236A3 |
| Способ широкополосовой горячей черновой прокатки | 1987 |
|
SU1518036A1 |
| Способ продольной прокатки | 1989 |
|
SU1667955A1 |


Изобретение относится к области прокатного производства, а точнее к проводкам прокатных станов. Изобретение наиболее эффективно может быть использовано в трехвалковых станах винтовой прокатки для производства круглых прутков, работающих в режимах реверсивной многоходовой прокатки. Сущность изобретения: проводящее устройство содержит неподвижную раму с направляющими, на которых установлен корпус с последовательно расположенными пропусками различных диаметров (D1), (D2),(D3), соответствующих диаметру проката при многопроходной реверсивной прокатке, привод перемещения корпуса и стопор. Стопор снабжен приводом перемещения, установлен перпендикулярно направляющим рамы и расположен в плоскости, проходящей через вертикальную ось пропуска. Устройство имеет две угловые направляющие, выполненные на корпусе и раме по типу ласточкина хвоста. В основании рамы выполнено сквозное отверстие под стопор, а в основании корпуса выполнены глухие отверстия под стопор, между которыми выполнены наклонные плоскости, находящиеся в постоянном контакте со стопором 8. При совпадении любого отверстия в основании корпуса с отверстием под стопор в раме стопор 8 соскакивает с наклонной плоскости и входит в одно из глухих отверстий, происходит точная фиксация корпуса с пропуском в требуемом положении. Изобретение обеспечивает точную установку требуемого пропуска с минимальными затратами времени. 3 ил.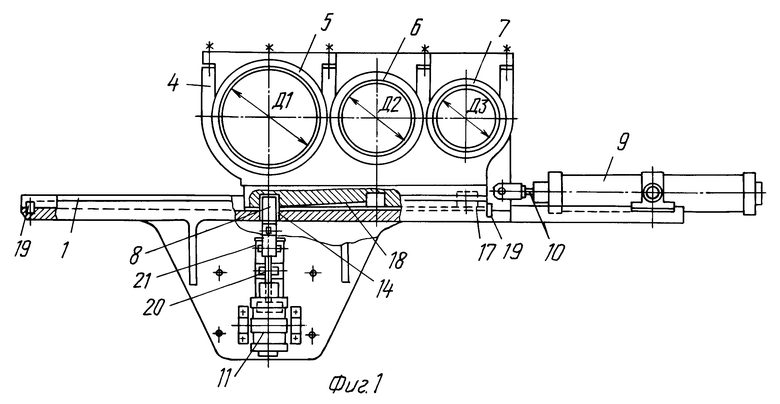
Проводящее устройство прокатной клети, содержащее раму с направляющими, корпус с пропусками, установленный на них, привод перемещения корпуса с пропусками и стопор, отличающееся тем, что оно снабжено двумя угловыми направляющими, расположенными на корпусе и раме и выполненными по типу ласточкина хвоста, стопор снабжен приводом перемещения, установлен перпендикулярно направляющим рамы и расположен в плоскости, проходящей через вертикальную ось пропуска, при этом в раме выполнено отверстие под стопор, а в основании корпуса под каждым пропуском на его вертикальной оси расположены глухие отверстия под стопор, между которыми выполнены наклонные плоскости, находящиеся в постоянном контакте со стопором.
| Выводная проводка прокатной клети | 1977 |
|
SU713027A1 |
| DE 3742248, 22.06.1989 | |||
| ВВОДНАЯ ПРОВОДКОВАЯ АРМАТУРА | 1991 |
|
RU2044583C1 |
| ВВОДНАЯ РОЛИКОВАЯ ПРОВОДКА ДЛЯ РАЗЛИЧНЫХ ПРОФИЛЕЙ | 1991 |
|
RU2048223C1 |
| РОЛИКОВАЯ АРМАТУРА ПРОКАТНОЙ КЛЕТИ | 1994 |
|
RU2063279C1 |
