Изобретение относится к области машиностроения и металлургии, в частности к комбинированным способам получения покрытий и может быть использовано в частности для получения покрытий на деталях.
В настоящее время существуют следующие установки, для получения покрытий:
Известна установка для напыления покрытий, характеризующаяся тем, что содержит вакуумную камеру, распылители мишеней-катодов с анодными блоками, устройства для эвакуации и регулирования подачи газа, приспособление, на котором крепят держатели, и устройство для вращения приспособления. Держатели для подложек вращаются в одном направлении, а приспособление вращается в другом направлении. Распылители мишеней-катодов расположены таким образом, что их осевые линии образуют угол не более 90° и смещены по высоте друг относительно друга. Внутренняя поверхность камеры снабжена ложными стенками. Держатели подложек выполнены в виде призм. Каждая грань призм прозрачна не менее чем на 75%. Подложки и анодные блоки распылителей гальванически связаны между собой и с положительным электродом. Мишени-катоды и ложные стенки гальванически связаны с отрицательным электродом. Между приспособлением для крепления держателей и устройством для его вращения установлен экран, гальванически изолированный от камеры. Устройство формирует упрочненные покрытия во всей поверхности подложек, включая и тыльную сторону (патент №2214477).
Недостатком этой установки является невозможность получения массивных покрытий (толщиной более 100 мкм), а также сложность получения покрытий нужного для проявления эффекта памяти формы (ЭПФ) химического состава и, как следствие, небольшая величина обратимой деформации, менее 3%.
Также известна установка для комплексной ионно-плазменной обработки и нанесения покрытий, содержащая цилиндрическую вакуумную камеру с загрузочной дверью, оснащенную фланцевыми соединениями для установки технологических модулей, вакуум-провода, вакуумных насосов и вакуумных вводов, поворотное приспособление для размещения обрабатываемых изделий, технологические модули, систему подачи газов, откачную систему, источники питания и блок управления, источники ускоренных ионов металлов и газов, протяженный вакуумно-дуговой генератор металлической плазмы, протяженный дуальный магнетрон, протяженный генератор газовой плазмы, причем вакуумная камера выполнена из немагнитной нержавеющей стали размерами: диаметр от 900 мм до 1000 мм, высота от 1300 мм до 1400 мм, а поворотное приспособление для размещения обрабатываемых изделий выполнено с возможностью размещения длинномерных изделий (патент №97730). Недостатком этой установки является невозможность получения объемных покрытий (толщиной более 10 мкм) и сложность получения покрытий нужного для проявления ЭПФ химического состава.
Наиболее близкой является установка для получения наноструктурированных покрытий из материала с эффектом памяти формы на цилиндрической поверхности деталей, содержащая раму с размещенными на ней механизмом закрепления детали с патроном и задней бабкой, механизмом вращения детали, и плазмотроном с механизмом его продольного перемещения, механизм подачи порошкового материала с эффектом памяти формы, первый пирометр для измерения температуры детали перед фронтом плазменной дуги, управляющее устройство, связанное с механизмами подачи порошкового материала и продольного перемещения плазмотрона и первым пирометром, приспособление для поверхностного пластического деформирования детали для формирования наноструктурированного слоя, установленное на механизме продольного перемещения плазмотрона, второй пирометр, установленный в зоне поверхностного пластического деформирования и связанный с управляющим устройством, соединенный с приспособлением для поверхностного пластического деформирования детали, понижающий трансформатор, обеспечивающий дополнительный нагрев поверхности детали, и устройство для охлаждения поверхности детали, связанное с устройством продольного перемещения плазмотрона, при этом плазмотрон установлен на механизме продольного перемещения под углом 46-50° к поверхности детали. Установка, дополнительно содержит вакуумную камеру, соединенную с вакуумным насосом, газопламенную горелку для газопламенного напыления и технологический модуль для ионной очистки обрабатываемой детали с источником питания, при этом вакуумная камера установлена на раме, газопламенная горелка размещена на механизме продольного перемещения плазмотрона и установлена под углом 45° или 90° к поверхности детали, «плюс» источника питания технологического модуля ионной очистки соединен с корпусом вакуумной камеры, а его «минус» соединен с задней бабкой механизма закрепления детали. Вакуумная камера выполнена с водяной рубашкой охлаждения (Патент РФ №2475567).
Недостатком этой установки является невозможность получения композитных покрытий в едином технологическом цикле.
Задачей изобретения является получение на поверхности деталей многофункциональных композитных покрытий в едином технологическом цикле.
Техническим результатом является повышение эксплуатационных свойств и надежности многофункциональных покрытий на деталях, обеспечивающих повышенную адгезионную прочность, износостойкость, прочность.
Технический результат достигается тем, что установка для получения многослойного наноструктурированного композитного покрытия с эффектом памяти формы на поверхности стальной цилиндрической детали содержит раму с размещенными на ней механизмом закрепления детали с патроном и задней бабкой, механизмом вращения детали, вакуумной камерой, в корпусе которой выполнены два смотровых окна и которая соединена с вакуумным насосом и газопламенной горелкой для высокоскоростного газопламенного напыления, размещенной на механизме продольного перемещения, технологический модуль для ионной очистки обрабатываемой детали с источником питания, причем «плюс» источника питания технологического модуля ионной очистки соединен с корпусом вакуумной камеры, а его «минус» соединен с задней бабкой механизма закрепления детали, первый пирометр для измерения температуры детали, размещенный перед фронтом высокоскоростного газопламенного напыления, управляющее устройство, связанное с механизмом подачи порошкового материала с эффектом памяти формы, механизмом продольного перемещения газопламенной горелки и первым пирометром, приспособление для поверхностно-пластического деформирования детали для формирования наноструктурированного слоя, установленное на механизме продольного перемещения газопламенной горелки, второй пирометр, установленный в зоне поверхностно-пластического деформирования и связанный с управляющим устройством, соединенный с трехроликовым приспособлением для поверхностно-пластического деформирования детали, понижающий трансформатор, обеспечивающий дополнительный нагрев поверхности детали, и устройство для охлаждения поверхности детали, установленное на механизме продольного перемещения газопламенной горелки, механизм подачи порошкового материала с эффектом памяти формы, выполненный в виде трех порошковых дозаторов с аттриторами для механической активации порошков, сообщенными с вакуумной камерой, при этом дозаторы выполнены с возможностью подачи механически активированного порошка в каналы газопламенной горелки, выполненной трехканальной и закрепленной на механизме продольного перемещения под углом 70-85° к поверхности детали.
Аттритор представляет собой герметичную цилиндрическую емкость, которая после создания вакуума заполнена аргоном и металлическими шарами диаметром 8 мм, при этом упомянутая емкость оснащена мешалкой, приводимой в движение посредством электродвигателя, и ситом для пересыпки молотых металлических порошков в порошковый дозатор.
В процессе высокоскоростного газопламенного напыления механически активированных порошков происходит выделение энергии, накопленной в процессе механической активации, что обеспечивает более надежную адгезию с основой и между слоями и повышенные прочностных свойств многослойного композитного покрытия, а высокая скорость напыления обеспечивает формирование наноразмерной структуры. Принятая последовательность нанесения слоев «адгезионный слой - функциональный слой из материала с эффектом памяти формы - функциональный упрочняющий износостойкий слой» обеспечивает повышение прочностных характеристик и износостойкости композита. Наличие промежуточного слоя из материала с эффектом памяти формы, помимо характерных для этих материалов свойств памяти, сверхупругости или сверхэластичности (в зависимости от термообработки), тормозят, а иногда блокируют распространение дефектов типа трещин, возникающих в прочном, но хрупком поверхностном слое и, как следствие, способствует повышению прочности и долговечности. Предложенный способ обеспечивает получение многослойного наноструктурированного композитного покрытия с эффектом памяти формы на стальных образцах с размером зерен 15-120 нм.
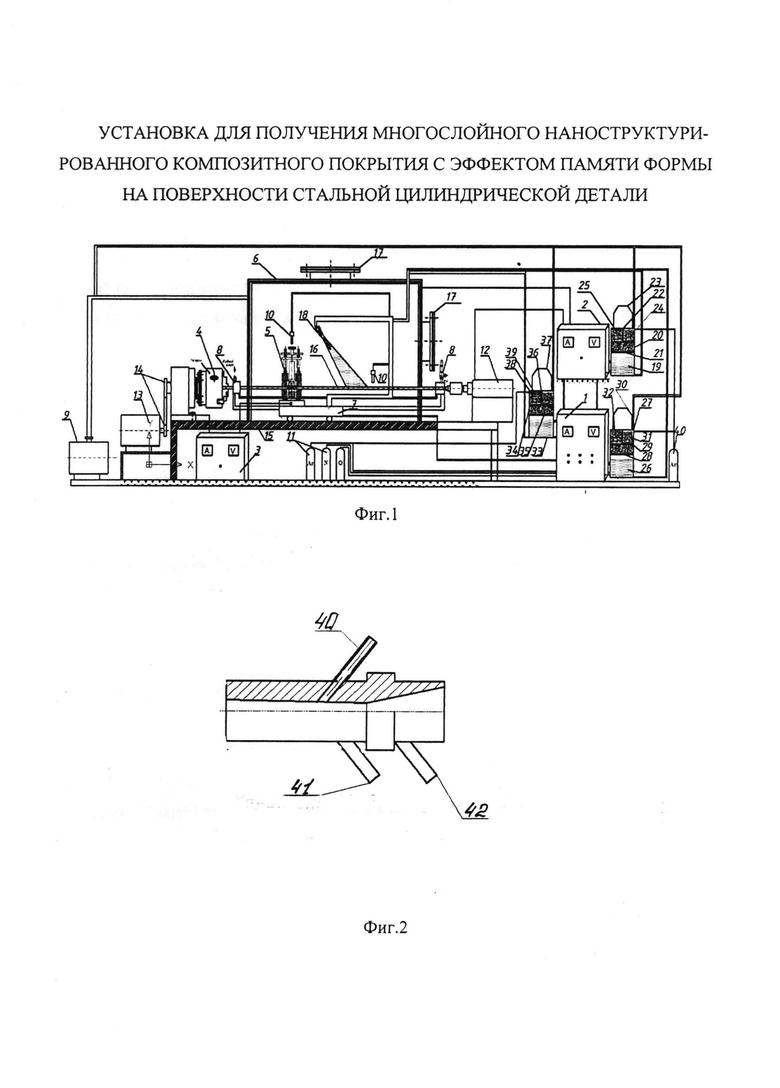
На фиг. 1 представлена установка для получения многослойного наноструктурированного композитного покрытия с эффектом памяти формы на поверхности стальной цилиндрической детали и фиг. 2 - газопламенная горелка установки для получения многослойного наноструктурированного композитного покрытия с эффектом памяти формы на поверхности стальной цилиндрической детали.
Установка для получения многослойного наноструктурированного композитного покрытия с эффектом памяти формы на поверхности стальной цилиндрической детали состоит из следующих конструктивных элементов: блока управления 1, источника питания 2, понижающего трансформатора 3, патрона 4 для закрепления детали 16 с цилиндрической поверхностью, трехроликового приспособления 5 для поверхностно-пластического деформирования детали с получением наноструктурированного слоя, вакуумной камеры 6, в корпусе которой выполнены два смотровых окна 17 и сообщенной с вакуумным насосом 9, газопламенной горелки 18 для высокоскоростного газопламенного напыления, устройства для перемещения 7 газопламенной горелки 18, устройства 8 для охлаждения цилиндрической детали, выполненного в виде двух емкостей, заполненных жидким азотом, пирометров 10 для измерения температуры, баллонов 11 для создания высокоскоростной газопламенной струи и транспортировки порошков, задней бабки 12, электродвигателя 13, шкивов 14 для передачи крутящего момента от электродвигателя 13 на патрон 4, рамы 15 и упрочняемой стальной цилиндрической детали 16, ионную очистку поверхности детали 16 осуществляют в технологическом модуле 2 для ионной очистки поверхностей деталей с источником питания. Механизм подачи порошкового материала с ЭПФ, сообщенный с вакуумной камерой, состоит из порошкового дозатора 19 с аттритором 20, который представляет собой герметичную цилиндрическую емкость для создания вакуума и защитной среды (аргона), заполненную металлическими шарами 24 диаметром 8 мм для механической активации порошка 25 (порошок Ni), оснащенную мешалкой 22, приводимой во вращательное движение при помощи электродвигателя 23, и ситом 21 для пересыпки молотого металлического порошка в порошковый дозатор 19, порошкового дозатора 26 связанного с аттритором 27 при помощи сита 28, аттритор 27 включает мешалку 29 которая приводится во вращательное движение с помощью электродвигателя 30, также он включает металлические шары 31 для механической активации порошка 32 (порошок на основе TiNi), порошкового дозатора 33 связанного с аттритором 34 при помощи сита 35, аттритор 34 включает мешалку 36 которая приводится во вращательное движение с помощью электродвигателя 37, также он включает металлические шары 38 для механической активации порошка 39 (порошок износостойкий WC-Co-Mo, cNB-Co-Mo). При этом аттриторы 20, 27, 34 сообщаются с вакуумной камерой 6. Каждый атритор представляет собой герметичную цилиндрическую емкость, которую после создания вакуума заполняют аргоном из баллона 40 для подачи аргона в аттриторы. Газопламенная горелка 18, закреплена на механизме продольного перемещения под углом 70-85°С к поверхности стальной цилиндрической детали и выполнена трехканальной, при этом первый канал 40 для ввода порошка Ni, второй канал 41 для ввода порошка на основе TiNi, третий канал 42 для ввода износостойкого порошка Wc-Co-Mo, cNb-Co-Mo. Установка работает следующим образом:
Упрочняемая цилиндрическая деталь 16 устанавливается в патроне 4 и в задней бабки 12, закрепленных на раме 15. С помощью вакуумного насоса 9 производится откачка вакуумной камеры 6 до давления 6,5⋅10-3÷6,8⋅10-3 Па. Далее осуществляется заполнение вакуумной камеры 6 аргоном до давления 0,07÷0,6 Па, при помощи технологического модуля 2 для ионной очистки поверхностей деталей с источником питания производится ионная очистка упрочняемой цилиндрической детали 16. Посредством электродвигателя 13 шкивов 14 системе придается вращательное движение. При помощи технологического модуля 2 для ионной очистки поверхностей деталей с источником питания и блока управления 1 производится включение устройства для перемещения газопламенной горелки 18 и поджиг высокоскоростной газопламенной струи. В аттритор 20 с мешалкой 22 и с металлическими шарами 24 засыпается порошок Ni, в аттритор 27 с мешалкой 29 и с металлическими шарами 31 засыпается порошок на основе TiNi, в аттритор 34 с мешалкой 36 и с металлическими шарами 38 засыпается износостойкий порошок на основе WC-Со-Мо, cNB-Co-Mo далее происходит создание вакуума в аттриторах 20, 27, 34 с помощью вакуумного насоса 9 с последующим созданием защитной среды аргона с помощью баллона 40, включение электродвигателей 23, 30, 37 в процессе измельчения порошок Ni, порошок на основе TiNi, износостойкий порошок на основе WC-Co-Mo, cNB-Co-Mo через соответствующие сита 21, 28, 35 просыпаются в соответствующие порошковые дозаторы 19, 26, 33, далее производится включение порошкового дозатора 19 содержащего механически активированный порошок Ni, с подачей порошка Ni в первый канал 40 для ввода порошка Ni газопламенной горелки 18 с высокоскоростной газопламенной струей. Далее спустя 2-4 минуты включается порошковый дозатор 26 содержащий механически активированный порошок на основе TiNi, с подачей механически активированного порошка TiNi во второй канал 41 для порошка на основе TiNi газопламенной горелки 18 с высокоскоростной газопламенной струей. Далее производится пластическое деформирование полученного слоя с эффектом памяти формы на основе TiNi, пластическое деформирование осуществляется трехроликовым приспособлением 5 для поверхностно-пластического деформирования детали, закрепленным на устройстве для перемещения 7. Далее спустя 4-8 минут включается порошковый дозатор 33 содержащий механически активированный износостойкий порошок на основе WC-Co-Mo, cNB-Co-Mo, с подачей этого порошка в третий канал 42 для ввода износостойкого порошка WC-Co-Mo, cNB-Co-Mo газопламенной горелки 18 с высокоскоростной газопламенной струей. Измерение температуры упрочняемой детали 16 перед фронтом высокоскоростного газопламенного напыления и в зоне поверхностно-пластического деформирования производится пирометрами 10. Напыление покрытия производится газопламенной горелкой 18 расположенной под углом 70-85° размещенной на устройстве для перемещения 7. На устройстве для перемещения 7 устанавливается устройство 8 для охлаждения детали с целью ее охлаждения, в случае отрицательного интервала температур мартенситного превращения при поверхностно-пластическом деформировании трехроликовым приспособлением 5 для поверхностно-пластического деформирования детали. Поверхностное пластическое деформирование трехроликовым приспособлением 5 для поверхностно-пластического деформирования детали сразу же после высокоскоростного газопламенного напыления осуществляется в три этапа, на первом этапе оно производится в интервале температур 500-700°С, на втором этапе оно производится в интервале температур 800-1000°С, на третьем в интервале температур мартенситных превращений (Ms-Mf) слоя с эффектом памяти формы на основе TiNi. В случае охлаждения детали с покрытием с эффектом памяти формы после высокоскоростного газопламенного напыления до температуры менее 500°С, при этом дополнительно имеется понижающий трансформатор 3 для разогрева детали до данной температуры.
Изобретение относится к области машиностроения и металлургии, в частности к комбинированным способам получения покрытий, и может быть использовано, в частности, для получения покрытий на деталях. Установка для получения многослойного наноструктурированного композитного покрытия с эффектом памяти формы на поверхности стальной цилиндрической детали содержит раму с размещенными на ней механизмом закрепления детали с патроном и задней бабкой, механизмом вращения детали, вакуумной камерой, которая соединена с вакуумным насосом и газопламенной горелкой для высокоскоростного газопламенного напыления, размещенной на механизме продольного перемещения, технологический модуль для ионной очистки обрабатываемой детали с источником питания, первый пирометр для измерения температуры детали, размещенный перед фронтом высокоскоростного газопламенного напыления, управляющее устройство, связанное с механизмом подачи порошкового материала с эффектом памяти формы, механизмом продольного перемещения газопламенной горелки и первым пирометром, приспособление для поверхностно-пластического деформирования детали для формирования наноструктурированного слоя, установленное на механизме продольного перемещения газопламенной горелки, второй пирометр, установленный в зоне поверхностно-пластического деформирования, понижающий трансформатор, обеспечивающий дополнительный нагрев поверхности детали, и устройство для охлаждения поверхности детали, установленное на механизме продольного перемещения газопламенной горелки, механизм подачи порошкового материала с эффектом памяти формы, выполненный в виде трех порошковых дозаторов с аттриторами для механической активации порошков, сообщенными с вакуумной камерой. Дозаторы выполнены с возможностью подачи механически активированного порошка в каналы газопламенной горелки, выполненной трехканальной и закрепленной на механизме продольного перемещения под углом 70-85° к поверхности детали. Обеспечивается повышение эксплуатационных свойств и надежности многофункциональных покрытий на деталях, обеспечивающих повышенную адгезионную прочность, износостойкость, прочность. 1 з.п. ф-лы, 2 ил.
1. Установка для получения многослойного наноструктурированного композитного покрытия с эффектом памяти формы на поверхности стальной цилиндрической детали, характеризующаяся тем, что она содержит раму с размещенными на ней механизмом закрепления детали с патроном и задней бабкой, механизмом вращения детали, вакуумной камерой, в корпусе которой выполнены два смотровых окна и которая соединена с вакуумным насосом и газопламенной горелкой для высокоскоростного газопламенного напыления, размещенной на механизме продольного перемещения, технологический модуль для ионной очистки обрабатываемой детали с источником питания, причем источник питания технологического модуля ионной очистки соединен с корпусом вакуумной камеры «плюсом», а «минусом» соединен с задней бабкой механизма закрепления детали, первый пирометр для измерения температуры детали, размещенный перед фронтом высокоскоростного газопламенного напыления, управляющее устройство, связанное с механизмом подачи порошкового материала с эффектом памяти формы, механизмом продольного перемещения газопламенной горелки и первым пирометром, приспособление для поверхностно-пластического деформирования детали для формирования наноструктурированного слоя, установленное на механизме продольного перемещения газопламенной горелки, второй пирометр, установленный в зоне поверхностно-пластического деформирования и связанный с управляющим устройством, соединенный с трехроликовым приспособлением для поверхностно-пластического деформирования детали, понижающий трансформатор, обеспечивающий дополнительный нагрев поверхности детали, и устройство для охлаждения поверхности детали, установленное на механизме продольного перемещения газопламенной горелки, механизм подачи порошкового материала с эффектом памяти формы, выполненный в виде трех порошковых дозаторов с аттриторами для механической активации порошков, сообщенными с вакуумной камерой, при этом дозаторы выполнены с возможностью подачи механически активированного порошка в каналы газопламенной горелки, выполненной трехканальной и закрепленной на механизме продольного перемещения под углом 70-85° к поверхности детали.
2. Установка по п. 1, отличающаяся тем, что аттритор представляет собой герметичную цилиндрическую емкость, которая после создания вакуума заполнена аргоном и металлическими шарами диаметром 8 мм, при этом упомянутая емкость оснащена мешалкой, приводимой в движение посредством электродвигателя, и ситом для пересыпки молотых металлических порошков в порошковый дозатор.
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ НАНОСТРУКТУРИРОВАННЫХ ПОКРЫТИЙ ИЗ МАТЕРИАЛА С ЭФФЕКТОМ ПАМЯТИ ФОРМЫ НА ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТИ ДЕТАЛЕЙ | 2011 |
|
RU2475567C1 |
| ВАКУУМНАЯ УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ НАНОСТРУКТУРИРОВАННЫХ ПОКРЫТИЙ ИЗ МАТЕРИАЛА С ЭФФЕКТОМ ПАМЯТИ ФОРМЫ НА ПОВЕРХНОСТИ ДЕТАЛИ | 2012 |
|
RU2502829C1 |
| УСТАНОВКА ДЛЯ НАПЫЛЕНИЯ ПОКРЫТИЙ | 2002 |
|
RU2214477C2 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ НАНОСТРУКТУРИРОВАННЫХ ПОКРЫТИЙ ДЕТАЛЕЙ С ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТЬЮ С ЭФФЕКТОМ ПАМЯТИ ФОРМЫ | 2009 |
|
RU2402628C1 |
| US 20030168334 A1, 11.09.2003. | |||

