Изобретение относится к области машиностроения и металлургии, в частности к установкам для комбинированных способов нанесения покрытия из материалов с эффектом памяти формы на поверхности детали.
Аналогом изобретения является установка для получения наноструктурированных покрытий деталей с цилиндрической поверхностью с эффектом памяти формы (патент №2402628, МПК С23С 4/00, опубл. 27.10.2010, бюл. №30) содержащая раму, размещенные на раме механизмы закрепления и вращения детали и плазмотрон, установленный на механизме его продольного перемещения углом 46-50° к поверхности детали, также устройство снабжено механизмом подачи порошкового материала с эффектом памяти формы, пирометром для измерения температуры детали перед фронтом плазменной дуги и управляющим устройством, связанным с механизмами подачи порошкового материала и перемещения плазмотрона и пирометром, при этом установка содержит приспособление для поверхностно-пластического деформирования детали, установленное на механизме продольного перемещения плазмотрона, а также второй пирометр, установленный в зоне поверхностно-пластического деформирования, понижающий трансформатор для дополнительного нагрева поверхности детали и устройство для охлаждения поверхности детали.
Недостатком данной установки является низкое качество нанесения покрытия в виду неравномерности нанесения покрытия на деталь.
Прототипом изобретения является вакуумная установка для получения наноструктурированных покрытий из материала с эффектом памяти формы на поверхности детали (Патент №2502829, МПК С23С 14/56, опубл 27.12.2013, бюл. №36), содержащая раму с установленной на ней вакуумной камерой, соединенной с вакуумным насосом, механизм закрепления детали, газопламенную горелку для высокоскоростного газодинамического напыления, установленную под углом 45° к поверхности детали, механизм подачи порошкового материала с эффектом памяти формы в газопламенную горелку, пирометр для измерения температуры обрабатываемой детали, технологический модуль для ионной очистки обрабатываемой детали, приспособление для поверхностно-пластического деформирования детали для формирования наноструктурированного слоя, понижающий трансформатор для дополнительного нагрева поверхности детали, устройство для охлаждения поверхности детали для отрицательного интервала температур мартенситного превращения при поверхностно-пластическом деформировании и управляющее устройство, при этом дополнительно содержит два магнетрона и источник для ионной имплантации металлов, закрепленные в корпусе вакуумной камеры с возможностью направления на обрабатываемую деталь, при этом приспособление для поверхностно пластического деформирования выполнено в виде пресса с верхней неподвижной и нижней подвижной траверсами, расположенными в вакуумной камере, причем, на нижней подвижной траверсе установлены зажимной механизм закрепления детали и устройство для охлаждения поверхности детали, а газопламенная горелка жестко закреплена в корпусе вакуумной камеры.
Недостатком данной установки является низкое качество нанесения покрытия ввиду неравномерности покрытия на поверхности детали.
Задачей изобретения является усовершенствование вакуумной установки для получения наноструктурированных покрытий из материала с эффектом памяти формы на поверхности детали, позволяющее повысить качество нанесения покрытия и расширить функциональные возможности установки, а также сократить время технологического процесса.
Техническим результатом является обеспечение равномерности и точности нанесения покрытий на поверхности детали, а так же повышение степени автоматизации процесса.
Технический результат достигается тем, что вакуумная установка для получения наноструктурированных покрытий из материала с эффектом памяти формы на поверхности детали, содержит раму с установленной на ней вакуумной камерой, соединенной с вакуумным насосом, механизм закрепления детали, газопламенную горелку для высокоскоростного напыления с источником питания, механизм подачи порошкового материала с эффектом памяти формы в газопламенную горелку, технологический модуль для ионной очистки обрабатываемой детали, пирометр для измерения температуры обрабатываемой детали, два магнетрона с источником питания и источник для ионной имплантации металлов с блоком питания, закрепленные в корпусе вакуумной камеры с возможностью направления на обрабатываемую деталь, блок управления, сообщенный с баллонами с газом, при этом механизм закрепления детали выполнен в виде трехкулачкового патрона, размещенного на, дополнительно установленном в вакуумной камере, поворотном столе, проводимым в движение вокруг своей оси посредством сообщенного с ним через магнитную муфту электродвигателем, при этом газопламенная горелка для высокоскоростного газопламенного напыления закреплена в оснащенном пирометром и лазерным сканером и обеспечивающим ее поворот на угол от 30 до 150 градусов в вертикальной плоскости относительно оси винта, поворотном механизме, установленном в передаче винт-гайка, закрепленной в нижней части вакуумной камеры и сообщенной посредством магнитной муфты с электродвигателем.
Равномерность нанесения покрытия на поверхность детали обеспечивается путем одновременного нанесения покрытия по окружности и высоте детали, за счет вращения детали вокруг своей оси и перемещения газопламенной горелки вдоль вертикальной оси детали. При этом вращение детали вокруг своей оси, обусловлено закреплением детали в трехкулачковом патроне, размещенном на дополнительно установленном в вакуумной камере, поворотном столе, приводимом в движение вокруг своей оси посредством сообщенного с ним через магнитную муфту электродвигателем, а возможность перемещения газопламенной горелки вдоль вертикальной оси детали, обусловлена ее возвратно-поступательным движением вдоль оси винта передачи винт-гайка, закрепленной в нижней части вакуумной камеры и приводимой в движение посредством сообщенного с ней через магнитную муфту электродвигателем.
Размещение газопламенной горелки и лазерного сканера в поворотном механизме, установленном в передаче винт-гайка, закрепленной в нижней части вакуумной камеры обеспечивает поворот газопламенной горелки на угол от 30 до 150 градусов в вертикальной плоскости относительно оси винта, позволяя менять угол напыления в зависимости от геометрии детали и наносить наноструктурированное покрытие из материала с эффектом памяти формы на необходимый участок поверхности детали, например, только на рабочие части детали, а лазерный сканер, установленный в поворотном механизме, обеспечивает нанесение покрытия по заданной траектории.
Повышение степени автоматизации достигается за счет возможности автоматической смены плоскостей напыления обеспечиваемой поворотом детали вокруг своей оси, закрепленной в трехкулачковом патроне, размещенном на, дополнительно установленном в вакуумной камере, поворотном столе, приводимым в движение через магнитную муфту электродвигателем, а также за счет возможности корректировки блоком управления скоростей вращения поворотного стола и винта передачи винт-гайка задаваемых через магнитные муфты электродвигателями, на основании данных полученных с лазерного сканера, установленного совместно с газопламенной горелкой для высокоскоростного газопламенного напыления и пирометром на поворотном механизме.
Таким образом, совокупность приведенных конструктивных признаков обеспечивает достижение заявляемого технического результата.
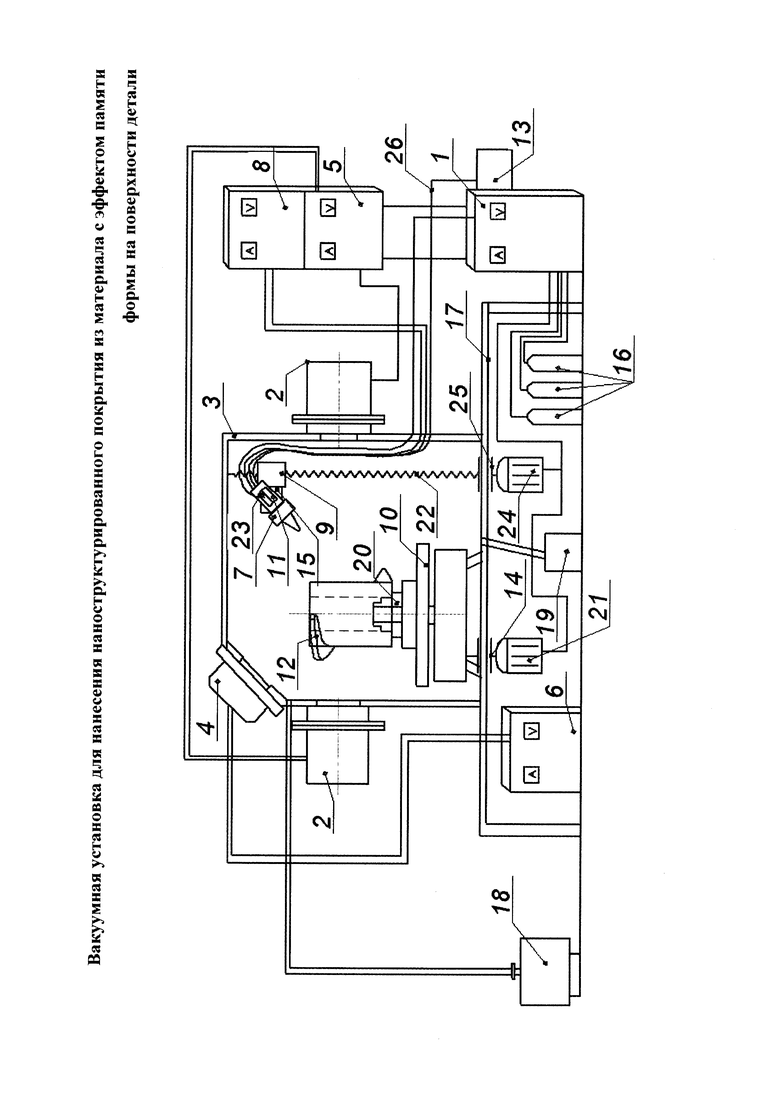
На фиг. представлена вакуумная установка для нанесения наноструктурированного покрытия из материала с эффектом памяти формы на поверхности детали.
Вакуумная установка для получения наноструктурированных покрытий из материала с эффектом памяти формы на поверхности детали, содержит раму 17 с установленной на ней вакуумной камерой 3, соединенной с вакуумным насосом 18, газопламенную горелку 7 для высокоскоростного напыления с источником питания 8, механизм подачи порошкового материала с эффектом памяти формы в газопламенную горелку 7, состоящий из порошкового дозатора 13 и линии транспортировки 26, технологический модуль 19 для ионной очистки обрабатываемой детали 12, пирометр 23 для измерения температуры обрабатываемой детали 12, два магнетрона 2 с источником питания 5 и источник для ионной имплантации металлов 4 с блоком питания 6, закрепленные в корпусе вакуумной камеры 3 с возможностью направления на обрабатываемую деталь 12, блок управления 1, сообщенный с баллонами с газом 16. Поворотный стол 10, установленный в вакуумной камере 3, оснащен трехкулочковым патроном 20 для закрепления и вращения детали 12. К поворотному столу 10 с помощью магнитной муфты 14 подключен электродвигатель 21. Газопламенная горелка 7 для высокоскоростного газопламенного напыления закреплена в, оснащенном пирометром 23 и лазерным сканером 11 поворотном механизме 15. Поворотный механизм 15 обеспечивающий поворот газопламенной горелки 7 для высокоскоростного газопламенного напыления на угол от 30 до 150 градусов в вертикальной плоскости относительно оси винта 22, установлен в передаче винт-гайка, состоящей из винта 22 и гайки 9 и подключенной с помощью магнитной муфты 25 к электродвигателю 24.
Установка работает следующим образом: обрабатываемую деталь 12 устанавливают на поворотный стол 10, при помощи трехкулачкового патрона 20. С помощью вакуумного насоса 18 производят откачку воздуха из вакуумной камеры 3, расположенной на раме 17 до давления 6,5⋅10-3÷6,8⋅10-3 Па. Далее осуществляют заполнение посредством штуцера (на рисунке не показано) вакуумной камеры 3 аргоном до давления 0,1÷0,2 МПа. При помощи технологического модуля 19 производят ионную очистку обрабатываемой детали 12, после чего при помощи источника питания 8 и блока управления 1 производят включение газопламенной горелки 7 для высокоскоростного газопламенного напыления с одновременной подачей порошка с эффектом памяти формы по линии транспортировки 26 из порошкового дозатора 13 в газопламенную струю, получаемую при сгорании газа из баллонов с газом 16. Также включают при помощи источника питания 5 и блока питания 6 два магнетрона 2 для магнетронного напыления порошка с эффектом памяти формы и источник 4 для ионной имплантации поошка с эффектом памяти формы, расположенные на вакуумной камере 3. Одновременно включают электродвигатели 21 и 24, которые начинают вращать через магнитные муфты 14 и 25 поворотный стол 10 с трехкулачковым патроном 20 и винт 22 передачи винт-гайка, обеспечивая одновременное вращение детали 12 вокруг своей оси и перемещение в вертикальной плоскости газопламенной горелки 7 для высокоскоростного газопламенного напыления, пирометра 23 и лазерного сканера 11, установленных на поворотном механизме 15, закрепленном на гайке 9 передачи винт-гайка. Поворачиванием поворотного механизма 15 на угол от 30 до 150 градусов в вертикальной плоскости относительно оси винта 22 задают угол напыления порошка с эффектом памяти формы на деталь 12 газопламенной горелки 7 для высокоскоростного газопламенного напыления. Измерение температуры детали 12 в зоне обработки производят пирометром 23, установленном на поворотном механизме 15. Лазерный сканер 11, установленный на поворотном механизме 15 совместно с газопламенной горелкой 7 для высокоскоростного газопламенного напыления и пирометром 23, передает данные в блок управления 1. Блок управления 1 на основании данных полученных с лазерного сканера 11 осуществляет корректировку скоростей вращения поворотного стола 10 и винта 22 передачи винт-гайка задаваемых через магнитные муфты 14 и 25 электродвигателями 21 и 24.
Пример 1.
Обрабатываемую деталь 12 цилиндрической формы из стали 45 устанавливают на поворотный стол 10, при помощи трехкулачкового патрона 20. С помощью вакуумного насоса 18 производят откачку воздуха из вакуумной камеры 3, расположенной на раме 17 до давления 6,5⋅10-3 Па. Далее осуществляют заполнение посредством штуцера (на рисунке не показано) вакуумной камеры 3 аргоном до давления 0,1 МПа. При помощи технологического модуля 19 производят ионную очистку обрабатываемой детали 12, после чего при помощи источника питания 8 и блока управления 1 производят включение газопламенной горелки 7 для высокоскоростного газопламенного напыления с одновременной подачей порошка с эффектом памяти формы Ni45Ti50Cu5 по линии транспортировки 26 из порошкового дозатора 13 в газопламенную струю, получаемую при сгорании газа из баллонов с газом 16. Также включают при помощи источника питания 5 и блока питания 6 два магнетрона 2 для магнетронного напыления порошка с эффектом памяти формы и источник 4 для ионной имплантации порошка с эффектом памяти формы, расположенные на вакуумной камере 3. Одновременно включают электродвигатели 21 и 24, которые начинают вращать через магнитные муфты 14 и 25 поворотный стол 10 с трехкулачковым патроном 20 и винт 22 передачи винт-гайка, обеспечивая одновременное вращение детали 12 вокруг своей оси и перемещение в вертикальной плоскости газопламенной горелки 7 для высокоскоростного газопламенного напыления, пирометра 23 и лазерного сканера 11, установленных на поворотном механизме 15, закрепленном на гайке 9 передачи винт-гайка. Поворачиванием поворотного механизма 15 на угол 135 градусов в вертикальной плоскости относительно оси винта 22 задают угол 45 градусов напыления порошка с эффектом памяти формы к обрабатываемой поверхности детали 12 цилиндрической формы газопламенной горелкой 7 для высокоскоростного газопламенного напыления. Измерение температуры детали 12 в зоне обработки производят пирометром 23, установленном на поворотном механизме 15. Лазерный сканер 11, установленный на поворотном механизме 15 совместно с газопламенной горелкой 7 для высокоскоростного газопламенного напыления и пирометром 23, передает данные в блок управления 1. Блок управления 1 на основании данных полученных с лазерного сканера 11 осуществляет корректировку скоростей вращения поворотного стола 10 и винта 22 передачи винт-гайка задаваемых через магнитные муфты 14 и 25 электродвигателями 21 и 24.
Пример 2.
Обрабатываемую деталь 12 конической формы с углом наклона образующей к основанию 75 градусов из стали 45 устанавливают на поворотный стол 10, при помощи трехкулачкового патрона 20. С помощью вакуумного насоса 18 производят откачку воздуха из вакуумной камеры 3, расположенной на раме 17 до давления 6,7⋅10-3 Па. Далее осуществляют заполнение посредством штуцера (на рисунке не показано) вакуумной камеры 3 аргоном до давления 0,15 МПа. При помощи технологического модуля 19 производят ионную очистку обрабатываемой детали 12, после чего при помощи источника питания 8 и блока управления 1 производят включение газопламенной горелки 7 для высокоскоростного газопламенного напыления с одновременной подачей порошка с эффектом памяти формы Ni50Ti40Hf10 по линии транспортировки 26 из порошкового дозатора 13 в газопламенную струю, получаемую при сгорании газа из баллонов с газом 16. Также включают при помощи источника питания 5 и блока питания 6 два магнетрона 2 для магнетронного напыления порошка с эффектом памяти формы и источник 4 для ионной имплантации порошка с эффектом памяти формы, расположенных на вакуумной камере 3. Одновременно включают электродвигатели 21 и 24, которые начинают вращать через магнитные муфты 14 и 25 поворотный стол 10 с трехкулачковым патроном 20 и винт 22 передачи винт-гайка, обеспечивая одновременное вращение детали 12 вокруг своей оси и перемещение в вертикальной плоскости газопламенной горелки 7 для высокоскоростного газопламенного напыления, пирометра 23 и лазерного сканера 11, установленных на поворотном механизме 15, закрепленном на гайке 9 передачи винт-гайка. Поворачиванием поворотного механизма 15 на угол 150 градусов в вертикальной плоскости относительно оси винта 22 задают угол 45 градусов напыления порошка с эффектом памяти формы на деталь 12 конической формы с углом наклона образующей к основанию 75 градусов газопламенной горелкой 7 для высокоскоростного газопламенного напыления. Измерение температуры детали 12 в зоне обработки производится пирометром 23, установленном на поворотном механизме 15. Лазерный сканер 11, установленный на поворотном механизме 15 совместно с газопламенной горелкой 7 для высокоскоростного газопламенного напыления и пирометром 23, передает данные в блок управления 1. Блок управления 1 на основании данных полученных с лазерного сканера 11 осуществляет корректировку скоростей вращения поворотного стола 10 и винта 22 передачи винт-гайка задаваемых через магнитные муфты 14 и 25 электродвигателями 21 и 24.
Пример 3.
Обрабатываемую деталь 12 конической формы с углом наклона образующей к основанию 105 градусов из стали 45 устанавливают на поворотный стол 10, при помощи трехкулачкового патрона 20. С помощью вакуумного насоса 18 производят откачку воздуха из вакуумной камеры 3, расположенной на раме 17 до давления 6,8⋅10-3 Па. Далее осуществляют заполнение посредством штуцера (на рисунке не показано) вакуумной камеры 3 аргоном до давления 0,2 МПа. При помощи технологического модуля 19 производят ионную очистку обрабатываемой детали 12, после чего при помощи источника питания 8 и блока управления 1 производят включение газопламенной горелки 7 для высокоскоростного газопламенного напыления с одновременной подачей порошка с эффектом памяти формы Ni25Ti40Hf10Cu25 по линии транспортировки 26 из порошкового дозатора 13 в газопламенную струю, получаемую при сгорании газа из баллонов с газом 16. Также включают при помощи источника питания 5 и блока питания 6 два магнетрона 2 для магнетронного напыления порошка с эффектом памяти формы и источник 4 для ионной имплантации порошка с эффектом памяти формы, расположенных на вакуумной камере 3. Одновременно включают электродвигатели 21 и 24, которые начинают вращать через магнитные муфты 14 и 25 поворотный стол 10 с трехкулачковым патроном 20 и винт 22 передачи винт-гайка, обеспечивая одновременное вращение детали 12 вокруг своей оси и перемещение в вертикальной плоскости газопламенной горелки 7 для высокоскоростного газопламенного напыления, пирометра 23 и лазерного сканера 11, установленных на поворотном механизме 15, закрепленном на гайке 9 передачи винт-гайка. Поворачиванием поворотного механизма 15 на угол 30 градусов в вертикальной плоскости относительно оси винта 22 задается угол 45 градусов напыления порошка с эффектом памяти формы на деталь 12 конической формы с углом наклона образующей к основанию 105 градусов газопламенной горелки 7 для высокоскоростного газопламенного напыления. Измерение температуры детали 12 в зоне обработки производят пирометром 23, установленном на поворотном механизме 15. Лазерный сканер 11, установленный на поворотном механизме 15 совместно с газопламенной горелкой 7 для высокоскоростного газопламенного напыления и пирометром 23, передает данные в блок управления 1. Блок управления 1 на основании данных полученных с лазерного сканера 11 осуществляет корректировку скоростей вращения поворотного стола 10 и винта 22 передачи винт-гайка задаваемых через магнитные муфты 14 и 25 электродвигателями 21 и 24.
Изобретение относится к вакуумной установке для получения наноструктурированного покрытия из материала с эффектом памяти формы на поверхности детали. Вакуумная установка содержит раму с установленной на ней вакуумной камерой. Камера соединена с вакуумным насосом. Установка также содержит механизм закрепления детали, газопламенную горелку, механизм подачи порошкового материала в газопламенную горелку, технологический модуль для ионной очистки обрабатываемой детали, пирометр, два магнетрона с источником питания и источник для ионной имплантации металлов с блоком питания. Блок управления соединен с баллонами с газом. Механизм закрепления детали выполнен в виде трехкулачкового патрона, размещенного на установленном в вакуумной камере поворотном столе. Стол соединен с электродвигателем. Газопламенная горелка закреплена в оснащенном пирометром и лазерным сканером и обеспечивающем ее поворот 30-150 градусов в вертикальной плоскости относительно оси винта поворотном механизме. Поворотный механизм установлен в передаче винт-гайка, закрепленной в нижней части вакуумной камеры и связанной с электродвигателем. Технический результат заключается в обеспечении равномерности и точности нанесения покрытий на поверхности детали и повышении степени автоматизации процесса. 1 ил.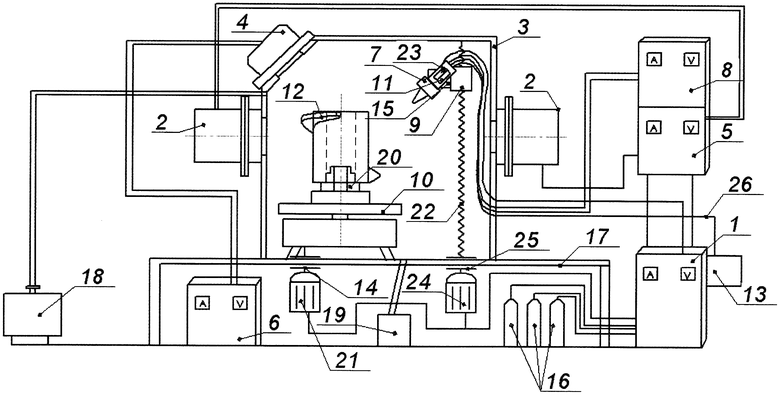
Вакуумная установка для получения наноструктурированных покрытий из материала с эффектом памяти формы на поверхности детали, содержащая раму с установленной на ней вакуумной камерой, соединенной с вакуумным насосом, механизм закрепления детали, газопламенную горелку для высокоскоростного напыления с источником питания, механизм подачи порошкового материала с эффектом памяти формы в газопламенную горелку, технологический модуль для ионной очистки обрабатываемой детали, пирометр для измерения температуры обрабатываемой детали, два магнетрона с источником питания и источник для ионной имплантации металлов с блоком питания, закрепленные в корпусе вакуумной камеры с возможностью направления на обрабатываемую деталь, блок управления, связанный с газовыми баллонами, отличающаяся тем, что механизм закрепления детали выполнен в виде трехкулачкового патрона, размещенного на дополнительно установленном в вакуумной камере поворотном столе, соединенном через магнитную муфту с электродвигателем, при этом упомянутая газопламенная горелка закреплена в оснащенном пирометром и лазерным сканером и обеспечивающем ее поворот на угол от 30 до 150 градусов в вертикальной плоскости относительно оси винта поворотном механизме, установленном в передаче винт-гайка, закрепленной в нижней части вакуумной камеры и соединенной посредством магнитной муфты с электродвигателем.
| ВАКУУМНАЯ УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ НАНОСТРУКТУРИРОВАННЫХ ПОКРЫТИЙ ИЗ МАТЕРИАЛА С ЭФФЕКТОМ ПАМЯТИ ФОРМЫ НА ПОВЕРХНОСТИ ДЕТАЛИ | 2012 |
|
RU2502829C1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ НАНОСТРУКТУРИРОВАННЫХ ПОКРЫТИЙ ДЕТАЛЕЙ С ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТЬЮ С ЭФФЕКТОМ ПАМЯТИ ФОРМЫ | 2009 |
|
RU2402628C1 |
| УСТАНОВКА МЕХАНИЗИРОВАННОЙ ПЛАЗМЕННОЙ НАПЛАВКИ ВАЛОВ | 1994 |
|
RU2114724C1 |
| Способ обезвоживания нефтяных продуктов | 1947 |
|
SU76844A1 |
| УСТАНОВКА ДЛЯ НАПЫЛЕНИЯ ГАЗОТЕРМИЧЕСКИХ ПОКРЫТИЙ | 2004 |
|
RU2278904C1 |
| Захватное устройство | 1981 |
|
SU1006211A1 |
| JP 3100157 A, 25.04.1991 | |||
| СПОСОБ ПОЛУЧЕНИЯ НАНОСТРУКТУРИРОВАННЫХ ПОКРЫТИЙ НИКЕЛЬ-АЛЮМИНИЙ С ЭФФЕКТОМ ПАМЯТИ ФОРМЫ НА СТАЛИ | 2008 |
|
RU2398027C1 |

