Изобретение относится к области машиностроения и металлургии, в частности к комбинированным способам получения покрытий и может быть использовано в частности для получения покрытий на деталях.
Наиболее близкой является установка для получения наноструктурированных покрытий из материала с эффектом памяти формы на цилиндрической поверхности деталей, содержащая раму, размещенные на раме механизмы закрепления и вращения детали и плазмотрон, установленный на механизме его продольного перемещения, механизм подачи порошкового материала с эффектом памяти формы, пирометр для измерения температуры детали перед фронтом плазменной дуги и управляющее устройство, связанное с механизмами подачи порошкового материала и перемещения плазмотрона и пирометром, при этом установка содержит приспособление для поверхностно-пластического деформирования детали для формирования наноструктурированного слоя, установленное на механизме продольного перемещения плазмотрона, второй пирометр, установленный в зоне поверхностно-пластического деформирования и связанный с управляющим устройством, понижающий трансформатор, соединенный с приспособлением для поверхностно-пластического деформирования для дополнительного нагрева поверхности детали, и устройство для охлаждения поверхности детали, связанное с устройством перемещения плазмотрона, причем плазмотрон установлен на механизме продольного перемещения под углом 46-50° к поверхности детали (патент №2402628).
Недостатком этой установки является невозможность получения покрытий на деталях не цилиндрической формы. Присутствие в покрытии примесей (оксидов), что ухудшает эффект памяти формы. Низкая износостойкость полученных покрытий.
Задачей изобретения является расширение ассортимента обрабатываемых деталей.
Техническим результатом является повышение прочностных характеристик покрытий деталей, таких как износостойкость, возможность обработки изделий любой формы.
Поставленная задача решается предложенной вакуумной установкой для получения наноструктурированных покрытий из материала с эффектом памяти формы на поверхности детали, содержащая раму с установленной на ней вакуумной камерой, соединенной с вакуумным насосом, механизм закрепления детали, газопламенную горелку для высокоскоростного газодинамического напыления, установленную под углом 45° к поверхности детали, механизм подачи порошкового материала с эффектом памяти формы в газопламенную горелку, пирометр для измерения температуры обрабатываемой детали, технологический модуль для ионной очистки обрабатываемой детали, приспособление для поверхностно-пластического деформирования детали для формирования наноструктурированного слоя, понижающий трансформатор, обеспечивающий дополнительный нагрев поверхности детали, устройство для охлаждения поверхности детали в случае отрицательного интервала температур мартенситного превращения при поверхностно-пластическом деформировании и управляющее устройство, два магнетрона и источник для ионной имплантации металлов, закрепленные в корпусе вакуумной камеры и направленные на обрабатываемую деталь, при этом приспособление для поверхностно пластического деформирования выполнено в виде пресса с верхней неподвижной и нижней подвижной траверсами, расположенными в вакуумной камере, причем, на нижней подвижной траверсе установлены зажимной механизм закрепления детали и устройство для охлаждения поверхности детали, а газопламенная горелка жестко закреплена в корпусе вакуумной камеры.
Повышение износостойкости покрытий с эффектом памяти формы обеспечивается за счет получения наноструктурного состояния покрытия при использовании газопламенного напыления, магнетронной обработки и ионной имплантации металлов с последующим поверхностно-пластическим деформированием (ППД). За счет использования технологического модуля производится ионная очистка обрабатываемой детали, способствующая увеличению прочности сцепления покрытий с эффектом памяти формы с подложкой. Обработка изделий любой формы возможна за счет того, что на нижнюю подвижную траверсу пресса, можно закрепить детали любой формы. При использовании вакуумной камеры (вакуума) совместно с высокоскоростным газодинамическим напылением, магнетронной обработкой и ионной имплантации металлов, формируются качественные покрытия с промежуточными слоями, способствующими повышению износостойкости покрытий с ЭПФ.
На фиг.1 представлена вакуумная установка для получения наноструктурированных покрытий из материала с эффектом памяти формы на поверхности детали.
Установка состоит из следующих конструктивных элементов: блока управления 1, магнетронов 2 для магнетронного напыления металлов, расположенных на вакуумной камере 3, источника 4 для ионной имплантации металлов, расположенного на вакуумной камере 3, источника питания 5 для магнетронов 2, блока питания 6 для источника ионной имплантации, газопламенной горелки 7 для высокоскоростного газодинамического напыления установленной под углом 45° к поверхности детали, закрепленной в корпусе вакуумной камеры, источника питания 8 для высокоскоростного газодинамического напыления, пресса 9 с нижней 10 на которой закрепляется обрабатываемая деталь и верхней 11 траверсой для поверхностно-пластического деформирования полученного покрытия с получением наноструктурированного слоя с эффектом памяти формы, устройства 12 для охлаждения детали выполненного в виде двух емкостей заполненных жидким азотом, порошкового дозатора 13, пирометра 14 для измерения температуры обрабатываемой детали 15, рабочих баллонов с газами 16, рамы 17, вакуумного насоса 18, технологического модуля 19 для ионной очистки поверхностей обрабатываемой детали 15, понижающего трансформатора 20 подключенного к зажимному устройству 21 обрабатываемой детали 15, линии 22 транспортировки порошка с ЭПФ из порошкового дозатора 13.
Установка работает следующим образом:
Обрабатываемая деталь 15 устанавливается на нижней 10 траверсе пресса 9, при помощи зажимного устройства 21. С помощью вакуумного насоса 18 производится откачка вакуумной камеры 3 до давления 6,5·10-3÷6,8·10-3 Па. Далее осуществляется заполнение вакуумной камеры аргоном до давления 0,07÷0,6 Па, при помощи технологического модуля 19 производится ионная очистка упрочняемой детали 15. При помощи источника питания 8 и блока управления 1 производится включение газопламенной горелки 7 для высокоскоростного газодинамического напыления с одновременной подачей порошка с ЭПФ по линии 22 транспортировки из порошкового дозатора 13 в газопламенную струю. Также производится включение магнетронов 2 для магнетронного напыления металлов с ЭПФ, расположенных на вакуумной камере 3 и источника 4 для ионной имплантации металлов, также расположенного на вакуумной камере 3 при помощи источника питания 5 и блока питания 6. Измерение температуры детали 15 в зоне обработки производится пирометром 14. Пресс 9 с нижней 10 и верхней 11 траверсой, служит для поверхностно-пластического деформирования полученного покрытия с эффектом памяти формы сразу после высокоскоростного газодинамического напыления, магнетронного и ионной имплантации металлов. Обрабатываемая деталь 15 закрепляется на подвижной нижней 10 траверсе пресса 9, далее производится включение пресса 9, начинается вертикальное перемещение нижней 10 траверсы вверх до контакта обрабатываемой детали с полученным покрытием с верхней 11 траверсой до достижения заданного давления на поверхности детали с покрытием до ее деформирования. Напыление покрытия производится газопламенной горелкой 7 расположенной под углом 45° к поверхности обрабатываемой детали 15, также магнетронами 2 и источником 3 ионной имплантации металлов. На нижней 10 траверсе пресса 9 устанавливается устройство 12 для охлаждения детали с покрытием с эффектом памяти формы в случае отрицательного интервала температур мартенситного превращения при поверхностно-пластическом деформировании. Поверхностно-пластическое деформирование сразу же после высокоскоростного газодинамического напыления, магнетронного напыления, ионной имплантации осуществляется в три этапа, на первом этапе оно производится в интервале температур 300-400°С, на втором в интервале температур 400-500°С, на третьем в интервале температур мартенситных превращений (Ms-Mf), при помощи нагревательного элемента 20 подключенного к зажимному устройству 21 обрабатываемой детали 15.
Пример 1.
Обрабатываемая деталь 15 из стали 40Х устанавливается на нижней 10 траверсе пресса 9, при помощи зажимного устройства 21. С помощью вакуумного насоса 18 производится откачка вакуумной камеры 3 до давления 6,8·10-3 Па. Далее осуществляется заполнение вакуумной камеры аргоном до давления 0,5 Па, при помощи технологического модуля 19 производится ионная очистка упрочняемой детали 15. При помощи источника питания 8 и блока управления 1 производится включение газопламенной горелки 7 для высокоскоростного газодинамического напыления с одновременной подачей порошка с эффектом памяти формы ПН80Ю20 по линии 22 транспортировки из порошкового дозатора 13 в газопламенную струю. Также производится включение магнетронов 2 для магнетронного напыления металлов с эффектом памяти формы, расположенных на вакуумной камере 3 и источника 4 для ионной имплантации металлов, также расположенного на вакуумной камере 3 при помощи источника питания 5 и блока питания 6. Измерение температуры детали 15 в зоне обработки производится пирометром 14. Пресс 9 с нижней 10 и верхней 11 траверсой, служит для поверхностно-пластического деформирования покрытия Ni63,7Al36,3 с эффектом памяти формы сразу после высокоскоростного газодинамического напыления, магнетронного и ионной имплантации металлов. Обрабатываемая деталь 15 закрепляется на подвижной нижней 10 траверсе пресса 9, далее производится включение пресса 9, начинается вертикальное перемещение нижней 10 траверсы вверх до контакта обрабатываемой детали с полученным покрытием с верхней 11 траверсой до достижения заданного давления на поверхности детали с покрытием Ni63,7Al36,3 до ее деформирования. Напыление покрытия Ni63,7Al36,3 производится газопламенной горелкой 7 расположенной под углом 45° к поверхности обрабатываемой детали 15 из стали 40Х, также магнетронами 2 и источником 3 ионной имплантации металла Cr. На нижней 10 траверсе пресса 9 устанавливается устройство 12 для охлаждения детали с покрытием с эффектом памяти формы в случае отрицательного интервала температур мартенситного превращения при поверхностно-пластическом деформировании. Поверхностно-пластическое деформирование сразу же после высокоскоростного газодинамического напыления, магнетронного напыления, ионной имплантации осуществляется в три этапа, на первом этапе оно производится при температуре 300°С, на втором в при температуре 400°С, на третьем в интервале температур мартенситных превращений (Ms-Mf), при помощи нагревательного элемента 20 подключенного к зажимному устройству 21 обрабатываемой детали 15.
При получении покрытий на установке, взятой в качестве прототипа:величина обратимой деформации для сплава NiAl составила 3,6%, прочность сцепления NiAl покрытия с подложкой 39 МПа; на предложенной установке: величина обратимой деформации для сплава NiAl составила 4,3%, прочность сцепления NiAl покрытия с подложкой 64 МПа, износостойкость увеличилась в 2-2,5 раза.
Пример 2.
Обрабатываемая деталь 15 из стали 45 устанавливается на нижней 10 траверсе пресса 9, при помощи зажимного устройства 21. С помощью вакуумного насоса 18 производится откачка вакуумной камеры 3 до давления 6,5·10-3 Па. Далее осуществляется заполнение вакуумной камеры аргоном до давления 0,3 Па, при помощи технологического модуля 19 производится ионная очистка упрочняемой детали 15. При помощи источника питания 8 и блока управления 1 производится включение газопламенной горелки 7 для высокоскоростного газодинамического напыления с одновременной подачей порошка ПН55Т45 с эффектом памяти формы по линии 22 транспортировки из порошкового дозатора 13 в газопламенную струю. Также производится включение магнетронов 2 для магнетронного напыления металлов с эффектом памяти формы, расположенных на вакуумной камере 3 и источника 4 для ионной имплантации металлов, также расположенного на вакуумной камере 3 при помощи источника питания 5 и блока питания 6. Измерение температуры детали 15 в зоне обработки производится пирометром 14. Пресс 9 с нижней 10 и верхней 11 траверсой, служит для поверхностно-пластического деформирования покрытия Ni50Ti50 с эффектом памяти формы сразу после высокоскоростного газодинамического напыления, магнетронного и ионной имплантации металлов. Обрабатываемая деталь 15 закрепляется на подвижной нижней 10 траверсе пресса 9, далее производится включение пресса 9, начинается вертикальное перемещение нижней 10 траверсы вверх до контакта обрабатываемой детали с полученным покрытием с верхней 11 траверсой до достижения заданного давления на поверхности детали с покрытием Ni50Ti50 до ее деформирования. Напыление покрытия Ni50Ti50 производится газопламенной горелкой 7 расположенной под углом 45° к поверхности обрабатываемой детали 15 из стали 45, также магнетронами 2 и источником 3 ионной имплантации металла Со. На нижней 10 траверсе пресса 9 устанавливается устройство 12 для охлаждения детали с покрытием с эффектом памяти формы в случае отрицательного интервала температур мартенситного превращения при поверхностно-пластическом деформировании. Поверхностно-пластическое деформирование сразу же после высокоскоростного газодинамического напыления, магнетронного напыления, ионной имплантации осуществляется в три этапа, на первом этапе оно производится при температуре 400°С, на втором в при температуре 500°С, на третьем в интервале температур мартенситных превращений (Ms-Mf), при помощи нагревательного элемента 20 подключенного к зажимному устройству 21 обрабатываемой детали 15.
При получении покрытий на установке, взятой в качестве прототипа: величина обратимой деформации для сплава TiNi составила 5,8%, прочность сцепления TiNi покрытия с подложкой 58 МПа; на предложенной установке: величина обратимой деформации для сплава TiNi составила 7,5%, прочность сцепления TiNi покрытия с подложкой 97 МПа, износостойкость увеличилась в 3-4 раза.
В результате работы установки получается наноструктурированное покрытие с эффектом памяти формы, с повышенной износостойкостью.
Изобретение относится к области машиностроения и металлургии, в частности к вакуумной установке для получения наноструктурированных покрытий из материала с эффектом памяти формы на поверхности детали. Упомянутая установка содержит раму с установленной на ней вакуумной камерой, соединенной с вакуумным насосом, механизм закрепления детали, газопламенную горелку для высокоскоростного газодинамического напыления, установленную под углом 45° к поверхности детали, механизм подачи порошкового материала с эффектом памяти формы в газопламенную горелку, пирометр для измерения температуры обрабатываемой детали, технологический модуль для ионной очистки обрабатываемой детали, приспособление для поверхностно-пластического деформирования детали для формирования наноструктурированного слоя, понижающий трансформатор для дополнительного нагрева поверхности детали, устройство для охлаждения поверхности детали для отрицательного интервала температур мартенситного превращения при поверхностно-пластическом деформировании и управляющее устройство. Предложенная установка дополнительно содержит два магнетрона и источник для ионной имплантации металлов, закрепленные в корпусе вакуумной камеры с возможностью направления на обрабатываемую деталь. Приспособление для поверхностно-пластического деформирования выполнено в виде пресса с верхней неподвижной и нижней подвижной траверсами, расположенными в вакуумной камере, причем на нижней подвижной траверсе установлены зажимной механизм закрепления детали и упомянутое устройство для охлаждения поверхности детали. Газопламенная горелка жестко закреплена в корпусе вакуумной камеры. Повышаются прочностные характеристики и износостойкость покрытий деталей, а также обеспечивается возможность обработки изделий любой формы. 1 ил., 2 пр.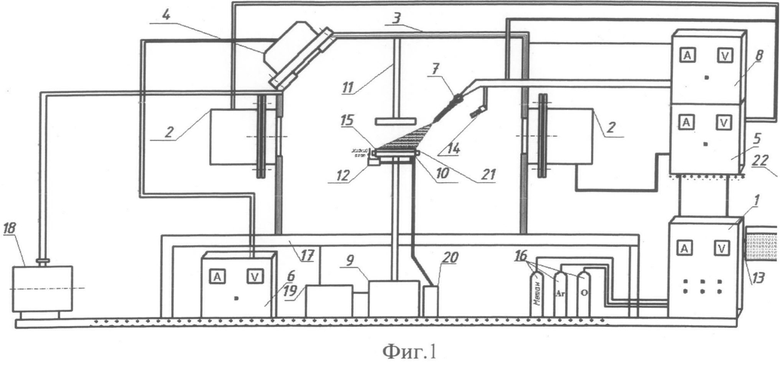
Вакуумная установка для получения наноструктурированных покрытий из материала с эффектом памяти формы на поверхности детали, содержащая раму с установленной на ней вакуумной камерой, соединенной с вакуумным насосом, механизм закрепления детали, газопламенную горелку для высокоскоростного газодинамического напыления, установленную под углом 45° к поверхности детали, механизм подачи порошкового материала с эффектом памяти формы в газопламенную горелку, пирометр для измерения температуры обрабатываемой детали, технологический модуль для ионной очистки обрабатываемой детали, приспособление для поверхностно-пластического деформирования детали для формирования наноструктурированного слоя, понижающий трансформатор для дополнительного нагрева поверхности детали, устройство для охлаждения поверхности детали для отрицательного интервала температур мартенситного превращения при поверхностно-пластическом деформировании и управляющее устройство, отличающаяся тем, что она дополнительно содержит два магнетрона и источник для ионной имплантации металлов, закрепленные в корпусе вакуумной камеры с возможностью направления на обрабатываемую деталь, при этом приспособление для поверхностно-пластического деформирования выполнено в виде пресса с верхней неподвижной и нижней подвижной траверсами, расположенными в вакуумной камере, причем на нижней подвижной траверсе установлены зажимной механизм закрепления детали и упомянутое устройство для охлаждения поверхности детали, а газопламенная горелка жестко закреплена в корпусе вакуумной камеры.
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ НАНОСТРУКТУРИРОВАННЫХ ПОКРЫТИЙ ДЕТАЛЕЙ С ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТЬЮ С ЭФФЕКТОМ ПАМЯТИ ФОРМЫ | 2009 |
|
RU2402628C1 |
| СПОСОБ ПОЛУЧЕНИЯ НАНОСТРУКТУРИРОВАННЫХ ПОКРЫТИЙ НИКЕЛЬ-АЛЮМИНИЙ С ЭФФЕКТОМ ПАМЯТИ ФОРМЫ НА СТАЛИ | 2008 |
|
RU2398027C1 |
| СПОСОБ ПОЛУЧЕНИЯ НАНОЧАСТИЦ | 2003 |
|
RU2242532C1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ | 2008 |
|
RU2375496C2 |
| EP 1835946 В1, 27.10.2010. | |||

