Изобретение относится к области машиностроения и металлургии, в частности к комбинированным способам получения покрытий, и может быть использовано, в частности, для получения покрытий на деталях.
Наиболее близким к заявляемому изобретению является вакуумная установка для получения наноструктурированных покрытий из материала с эффектом памяти формы на поверхности детали, содержащая раму с установленной на ней вакуумной камерой, соединенной с вакуумным насосом, механизм закрепления детали, газопламенную горелку для высокоскоростного газодинамического напыления, установленную под углом 45° к поверхности детали, механизм подачи порошкового материала с эффектом памяти формы в газопламенную горелку, пирометр для измерения температуры обрабатываемой детали, технологический модуль для ионной очистки обрабатываемой детали, приспособление для поверхностно-пластического деформирования детали для формирования наноструктурированного слоя, понижающий трансформатор, обеспечивающий дополнительный нагрев поверхности детали, устройство для охлаждения поверхности детали в случае отрицательного интервала температур мартенситного превращения при поверхностно-пластическом деформировании и управляющее устройство, два магнетрона и источник для ионной имплантации металлов, закрепленные в корпусе вакуумной камеры и направленные на обрабатываемую деталь, при этом приспособление для поверхностно-пластического деформирования выполнено в виде пресса с верхней неподвижной и нижней подвижной траверсами, расположенными в вакуумной камере, причем, на нижней подвижной траверсе установлены зажимной механизм закрепления детали и устройство для охлаждения поверхности детали, а газопламенная горелка жестко закреплена в корпусе вакуумной камеры (патент РФ №2502829).
Недостатком этой установки является присутствие в нижних слоях покрытий пор, что ухудшает прочностные и эксплуатационные свойства.
Задачей изобретения является получение покрытий на деталях сложной геометрической формы не имеющих пор в нижних слоях покрытия.
Техническим результатом является повышение прочностных и эксплуатационных свойств деталей, таких как предел прочности, текучести. Поставленная задача решается предложенной технологической вакуумной установкой для получения наноструктурированных покрытий из материала с эффектом памяти формы на поверхности детали, выполненной из стали, содержащая вакуумную камеру, соединенную с вакуумным насосом, механизм закрепления детали, газопламенную горелку, жестко закрепленную в корпусе вакуумной камеры по углом к поверхности детали, механизм подачи порошкового материала с эффектом памяти формы в газопламенную горелку, пирометр для измерения температуры обрабатываемой детали, технологический модуль для ионной очистки поверхности обрабатываемой детали, приспособление для поверхностно-пластического деформирования детали для формирования наноструктурированного слоя с эффектом памяти формы, выполненное в виде пресса с верхней неподвижной и нижней подвижной траверсой с закрепленной плоской обрабатываемой деталью, рас положенные в вакуумной камере, понижающий трансформатор для дополнительного нагрева поверхности детали, узел для охлаждения детали для получения отрицательного интервала температур мартенситного превращения при поверхностно-пластическом деформировании и блок управления для высокоскоростного газопламенного напыления, ванну для жидкометаллического расплава, установленную в вакуумной камере под нижней траверсой с деталью, вокруг ванны расположены нагревательные элементы, а между ними и корпусом установлены теплоотражающие
экраны, предохраняющие корпус вакуумной камеры от перегрева, кроме того, механизм закрепления детали расположен на нижней траверсе, узел для охлаждения детали закреплен на верхней траверсе, а газопламенная горелка выполнена многоканальной для подачи порошковых материалов одновременно с нескольких порошковых дозаторов. Газопламенная горелка закреплена под углом 45-70°С к поверхности детали. В боковой стенке корпуса вакуумной камеры выполнено смотровое окно и выполнена дверь.
Повышение прочностных и эксплуатационных свойств покрытий с эффектом памяти формы обеспечивается за счет отсутствия пор в нижних слоях покрытия, получения наноструктурированного состояния покрытия при использовании диффузионной металлизации, газопламенного напыления с последующим поверхностно-пластическим деформированием (ППД). За счет использования технологического модуля производится ионная очистка обрабатываемой детали, способствующая увеличению прочности сцепления газопламенных покрытий с эффектом памяти формы с подложкой. Отсутствие пор в нижних слоях покрытия достигается диффузионной металлизацией, диффузией растворенного в легкоплавком жидкометаллическом расплаве металла.
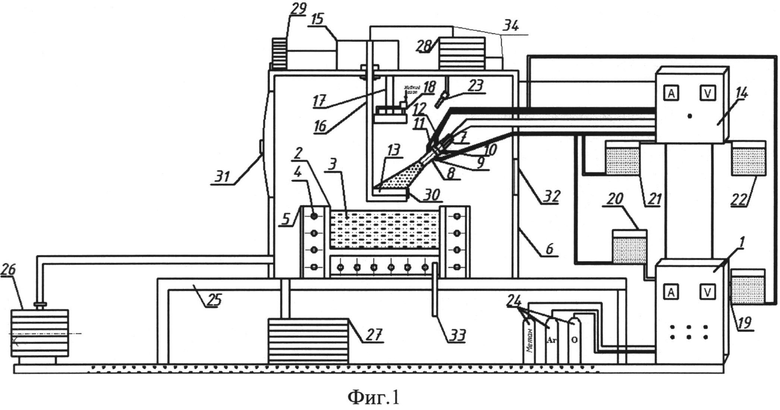
На фиг. 1 представлена технологическая вакуумная установка для получения наноструктурированных покрытий из материала с эффектом памяти формы на поверхности детали.
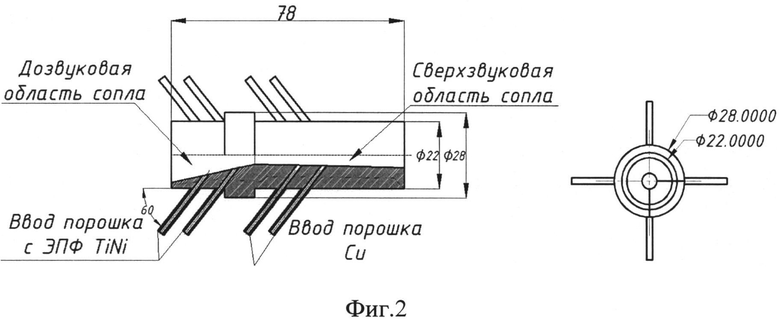
На фиг. 2 представлено сопло для высокоскоростного газопламенного напыления с каналами подачи порошковых материалов.
Установка состоит из следующих конструктивных элементов: блока управления 1, ванны 2 для жидкого расплава свинца или эвтектики 3, нагревателей 4 и теплоотражающих экранов 5, расположенных вокруг ванны 2, ванна 2 расположена в вакуумной камере 6, газопламенной горелки 7 с соплом 8 с каналами подачи порошковых материалов 9-12 для высокоскоростного газопламенного напыления установленной под углом 45-70° к поверхности обрабатываемой детали 13, закрепленной в корпусе вакуумной камеры 6, блока управления 14 для высокоскоростного газопламенного напыления, пресса 15 с нижней траверсой 16, на которой закрепляется обрабатываемая деталь и верхней 17 траверсой для поверхностно-пластического деформирования полученного покрытия с получением наноструктурированного слоя с эффектом памяти формы, устройства 18 для охлаждения детали, выполненного в виде двух емкостей, заполненных жидким азотом, порошковых дозаторов 19-22, пирометра 23 для измерения температуры обрабатываемой детали 13, рабочих баллонов с газами 24, рамы 25, форвакуумного 26 и диффузионного 27 насосов, технологического модуля 28 для ионной очистки поверхностей обрабатываемой детали 13, понижающего трансформатора 29, подключенного к зажимному устройству 30 обрабатываемой детали 13, двери 31 и смотрового окна 32 вакуумной камеры 6.
Установка работает следующим образом.
Обрабатываемая деталь 13 устанавливается на нижней 16 траверсе пресса 15, при помощи зажимного устройства 30. С помощью форвакуумного 26 и диффузионного 27 насосов производится откачка вакуумной камеры 6 до давления 6,7·10-3÷6,9·10-3 Па. Далее осуществляется заполнение вакуумной камеры аргоном до давления 0,08÷0,7 Па. Затем включают нагревательные элементы 4, содержащие фехралевые проволоки, и доводят температуру жидкометаллического расплава 3 в металлической ванне 2 до 1000-1100°C. Измерение температуры нагрева металлической ванны 3 осуществляется с помощью термопары 33. Нижняя 16 траверса с помощью пресса 15 опускается вниз, и деталь 13 погружается в ванну 2 с жидкометаллическим расплавом 3. После нанесения покрытия нижняя 16 траверса с помощью пресса 15 поднимается, тем самым, деталь 13 вынимается из ванны 2 с расплавом 3. Затем приступают к ионной очистке от излишков расплава полученного покрытия на детали 13. Ионную очистку проводят в тлеющем разряде. Для получения тлеющего разряда включают технологический модуль 28, связанный высоковольтными кабелями 34 с нижней 16 траверсой пресса 15 и корпусом 1 вакуумной камеры. После ионной очистки полученного покрытия на детали 13 осуществляют высокоскоростное газопламенное напыление. Измерение температуры детали 13 в зоне газопламенного напыления производится пирометром 23. Напыление покрытия производится газопламенной горелкой 7 с соплом 8 с каналами подачи порошковых материалов 9-12, управляемой блоком 14, расположенной под углом 45-70° к поверхности обрабатываемой детали 13. С порошковых дозаторов 19-22 подаются при помощи шлангов в каналы подачи порошковых материалов 9-12 газопламенной горелки 7 напыляемые порошки. Пресс 15 с нижней 16 и верхней 17 траверсами служит также для поверхностно-пластического деформирования полученного покрытия с эффектом памяти формы сразу после диффузионной металлизации и высокоскоростного газопламенного напыления. Обрабатываемая деталь 13 закрепляется на подвижной нижней 16 траверсе пресса 15, далее производится включение пресса 15, начинается вертикальное перемещение нижней 16 траверсы вверх до контакта обрабатываемой детали с полученным покрытием с верхней 17 траверсой до достижения заданного давления на поверхности детали с покрытием до ее деформирования. На верхней 17 траверсе пресса 15 устанавливается устройство 18 для охлаждения детали с покрытием с эффектом памяти формы в случае отрицательного интервала температур мартенситного превращения при поверхностно-пластическом деформировании. Поверхностно-пластическое деформирование осуществляется после диффузионной металлизации и высокоскоростного газопламенного напыления.
Пример 1.
Обрабатываемая деталь 13 из стали 45 устанавливается на нижней 16 траверсе пресса 15, при помощи зажимного устройства 30. С помощью форвакуумного 26 и диффузионного 27 насосов производится откачка вакуумной камеры 6 до давления 6,7·10-3 Па. Далее осуществляется заполнение вакуумной камеры аргоном до давления 0,4 Па. Затем включают нагревательные элементы 4, содержащие фехралевые проволоки, и доводят температуру жидкометаллического расплава 3 в металлической ванне 2 до 1050°С. Измерение температуры нагрева металлической ванны 3 осуществляется с помощью термопары 33. Нижняя 16 траверса с помощью пресса 15 опускается вниз, и деталь 13 погружается в ванну 2 с жидкометаллическим расплавом 3 Pb-Bi. В жидкометаллическом расплаве Pb-Bi растворен порошок с эффектом памяти формы TiNi. После нанесения покрытия с эффектом памяти формы TiNi нижняя 16 траверса с помощью пресса 15 поднимается, тем самым деталь 13 вынимается из ванны 2 с расплавом 3. Затем приступают к ионной очистке от излишков расплава полученного покрытия с эффектом памяти формы TiNi на детали 13. Ионную очистку проводят в тлеющем разряде. Для получения тлеющего разряда включают технологический модуль 28, связанный высоковольтными кабелями 34 с нижней 16 траверсой пресса 15 и корпусом 1 вакуумной камеры. После ионной очистки полученного покрытия с эффектом памяти формы TiNi на детали 13, осуществляют высокоскоростное газопламенное напыление покрытий TiNiCuTa. Измерение температуры детали 13 в зоне газопламенного напыления производится пирометром 23. Напыление покрытия производится газопламенной горелкой 7 с соплом 8 с каналами подачи порошковых материалов 9-12, управляемой блоком 14, расположенной под углом 60° к поверхности обрабатываемой детали 13 из стали 45. С порошковых дозаторов 19-22 подаются при помощи шлангов в каналы подачи порошковых материалов 9-12 газопламенной горелки 7 напыляемые порошки Ti, Ni, Cu, Та. Пресс 15 с нижней 16 и верхней 17 траверсами служит также для поверхностно-пластического деформирования полученного покрытия TiNi-TiNiCuTa с эффектом памяти формы сразу после диффузионной металлизации и высокоскоростного газопламенного напыления. Обрабатываемая деталь 13 из стали 45 закрепляется на подвижной нижней 16 траверсе пресса 15, далее производится включение пресса 15, начинается вертикальное перемещение нижней 16 траверсы вверх до контакта обрабатываемой детали с полученным покрытием с верхней 17 траверсой до достижения заданного давления на поверхности детали с покрытием до ее деформирования. На верхней 17 траверсе пресса 15 устанавливается устройство 18 для охлаждения детали с покрытием с эффектом памяти формы TiNi-TiNiCuTa в случае отрицательного интервала температур мартенситного превращения при поверхностно-пластическом деформировании. Поверхностно-пластическое деформирование осуществляется после диффузионной металлизации и высокоскоростного газопламенного напыления.
При получении покрытий на установке, взятой в качестве прототипа: величина обратимой деформации для сплава TiNi составила 5,8%, прочность сцепления TiNi покрытия с подложкой 58 МПа; на предложенной установке: величина обратимой деформации для сплава TiNi составила 7,5%, прочность сцепления TiNi покрытия с подложкой 97 МПа, износостойкость увеличилась в 3-4 раза.
В результате работы установки получается наноструктурированное покрытие с эффектом памяти формы на деталях сложной формы, не имеющих пор в нижних слоях покрытия, с повышенными прочностными и эксплуатационными свойствами.
Изобретение относится к области машиностроения и металлургии, а именно к технологической вакуумной установке для получения наноструктурированных покрытий из материала с эффектом памяти формы на поверхности стальной детали. Упомянутая установка содержит вакуумную камеру, соединенную с вакуумным насосом, механизм закрепления детали, газопламенную горелку, жестко закрепленную в корпусе вакуумной камеры под углом к поверхности детали, механизм подачи порошкового материала с эффектом памяти формы в газопламенную горелку, пирометр для измерения температуры обрабатываемой детали, технологический модуль для ионной очистки поверхности обрабатываемой детали, приспособление для поверхностно-пластического деформирования детали для формирования наноструктурированного слоя с эффектом памяти формы, выполненное в виде пресса с верхней неподвижной и нижней подвижной траверсой с закрепленной плоской обрабатываемой деталью, которые расположены в вакуумной камере, понижающий трансформатор для дополнительного нагрева поверхности детали, узел для охлаждения детали для получения отрицательного интервала температур мартенситного превращения при поверхностно-пластическом деформировании и блок управления для высокоскоростного газопламенного напыления. Рассматриваемая установка дополнительно содержит ванну для жидкометаллического расплава, установленную в вакуумной камере под нижней траверсой с деталью. Вокруг ванны расположены нагревательные элементы, а между ними и корпусом установлены теплоотражающие экраны, предохраняющие корпус вакуумной камеры от перегрева. Механизм закрепления детали расположен на нижней траверсе, узел для охлаждения детали закреплен на верхней траверсе, а газопламенная горелка выполнена многоканальной для подачи порошковых материалов одновременно из нескольких порошковых дозаторов. 3 з.п. ф-лы, 2 ил., 1 пр.
1. Технологическая вакуумная установка для получения наноструктурированных покрытий из материала с эффектом памяти формы на поверхности детали, выполненной из стали, содержащая вакуумную камеру, соединенную с вакуумным насосом, механизм закрепления детали, газопламенную горелку, жестко закрепленную в корпусе вакуумной камеры под углом к поверхности детали, механизм подачи порошкового материала с эффектом памяти формы в газопламенную горелку, пирометр для измерения температуры обрабатываемой детали, технологический модуль для ионной очистки поверхности обрабатываемой детали, приспособление для поверхностно-пластического деформирования детали для формирования наноструктурированного слоя с эффектом памяти формы, выполненное в виде пресса с верхней неподвижной и нижней подвижной траверсой с закрепленной плоской обрабатываемой деталью, расположенные в вакуумной камере, понижающий трансформатор для дополнительного нагрева поверхности детали, узел для охлаждения детали для получения отрицательного интервала температур мартенситного превращения при поверхностно-пластическом деформировании и блок управления для высокоскоростного газопламенного напыления, отличающаяся тем, что дополнительно содержит ванну для жидкометаллического расплава, установленную в вакуумной камере под нижней траверсой с деталью, вокруг ванны расположены нагревательные элементы, а между ними и корпусом установлены теплоотражающие экраны, предохраняющие корпус вакуумной камеры от перегрева, кроме того, механизм закрепления детали расположен на нижней траверсе, узел для охлаждения детали закреплен на верхней траверсе, а газопламенная горелка выполнена многоканальной для подачи порошковых материалов одновременно с нескольких порошковых дозаторов.
2. Технологическая вакуумная установка по п. 1, отличающаяся тем, что газопламенная горелка закреплена под углом 45-70°C к поверхности детали.
3. Технологическая вакуумная установка по п. 1, отличающаяся тем, что в боковой стенке корпуса вакуумной камеры выполнено смотровое окно.
4. Технологическая вакуумная установка по п. 1, отличающаяся тем, что в боковой стенке корпуса вакуумной камеры выполнена дверь.
| ВАКУУМНАЯ УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ НАНОСТРУКТУРИРОВАННЫХ ПОКРЫТИЙ ИЗ МАТЕРИАЛА С ЭФФЕКТОМ ПАМЯТИ ФОРМЫ НА ПОВЕРХНОСТИ ДЕТАЛИ | 2012 |
|
RU2502829C1 |
| УСТРОЙСТВО ДЛЯ ДИФФУЗИОННОЙ МЕТАЛЛИЗАЦИИ В СРЕДЕ ЛЕГКОПЛАВКИХ ЖИДКОМЕТАЛЛИЧЕСКИХ РАСТВОРОВ | 2009 |
|
RU2423546C1 |
| СПОСОБ НАНЕСЕНИЯ ДВУХСЛОЙНЫХ ПОКРЫТИЙ НА ЦИЛИНДРИЧЕСКИЕ ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2041744C1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ НАНОСТРУКТУРИРОВАННЫХ ПОКРЫТИЙ ИЗ МАТЕРИАЛА С ЭФФЕКТОМ ПАМЯТИ ФОРМЫ НА ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТИ ДЕТАЛЕЙ | 2011 |
|
RU2475567C1 |
| US 20040067309 A1, 08.04.2004 | |||
| US 20100297440 A1, 25.11.2010 | |||

