Изобретение относится к технологии литейного производства, в частности к технологии изготовления облицованных кокилей, и к технологическому оборудованию для реализации заявляемой технологии.
Уровень техники
Из патентной литературы известны:
Облицованный кокиль (SU №81745, 1944) и (SU №423563, 1974); Способ изготовления кокилей для металлооболочковых форм (SU №516463, 1976); Способ изготовления облицованных кокилей (SU №616052, 1978); Способ получения облицовочного покрытия на металлической форме (SU №624708, 1978); Способ изготовления облицованных кокилей (SU №821047, 1981); Способ получения облицовочного покрытия на металлической форме (SU №1688967, 1988) - аналоги.
Из патентной литературы известен способ изготовления облицованных кокилей, в частности, для отливки тормозного диска, включающий нанесение облицовочного слоя путем надува песчано-глинистой смеси (ПГС) через основной канал на внутренние поверхности верхнего и нижнего полукокилей с вентиляционными каналами и с использованием промодели и сборку облицованных полукокилей (патент РФ №2385785, 2008) - прототип.
Недостатками известного способа являются недостаточное заполнение и низкая плотность облицовочного слоя из ПГС в удаленных (периферийных), лабиринтных, тонкостенных полостях облицовочного слоя кокиля.
Достигаемый изобретением технический результат заключается в улучшении заполнения и повышении плотности облицовочного слоя ПГС в удаленных (периферийных), лабиринтных, тонкостенных полостях облицованного кокиля.
Сущность изобретения
Способ изготовления облицованных кокилей включает нанесение облицовочного слоя путем надува ПГС через основной канал на внутренние поверхности верхнего и нижнего полукокилей с вентиляционными каналами и с использованием промодели и сборку облицованных полукокилей. Подачу (надув) ПГС осуществляют одновременно в удаленные от основного канала для надува ПГС лабиринтные, тонкостенные полости полукокилей с помощью рассекателя и дополнительных каналов, образующих дополнительные потоки ПГС через соответствующие дополнительные отверстия в монтажной плите, стыкуемой с полостями полукокилей с вентиляционными каналами. Устройство для изготовления облицованных кокилей, содержащее плиту головки пескострельной машины, обечайку, монтажную плиту, основной канал для надува ПГС, верхний и нижний полукокили с вентиляционными каналами и промодель. Упомянутое устройство дополнительно снабжено рассекателем потока ПГС, выполненным с дополнительными каналами для адресного надува ПГС в удаленные (периферийные) от основного канала для надува ПГС, в лабиринтные, тонкостенные полости верхнего и нижнего полукокилей с вентиляционными каналами.
Изобретение поясняется чертежами, где в качестве одного из примеров конструкции представлены на:
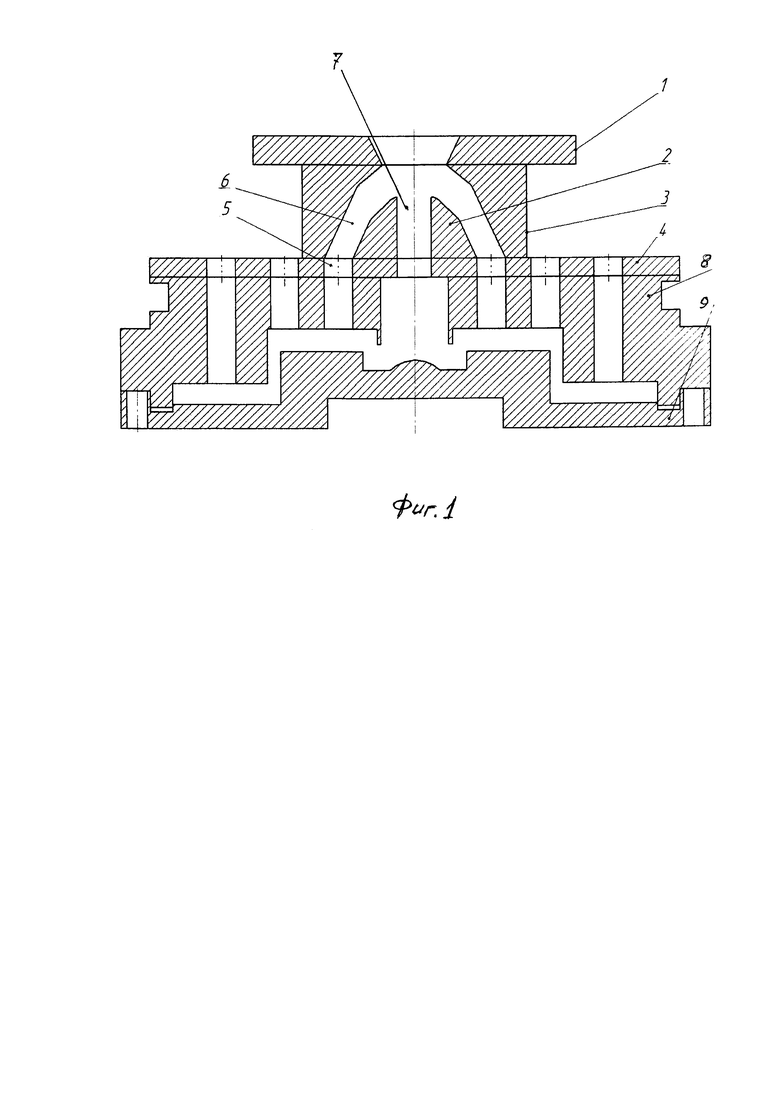
фиг. 1 - общий вид устройства для изготовления облицованных полукокилей;
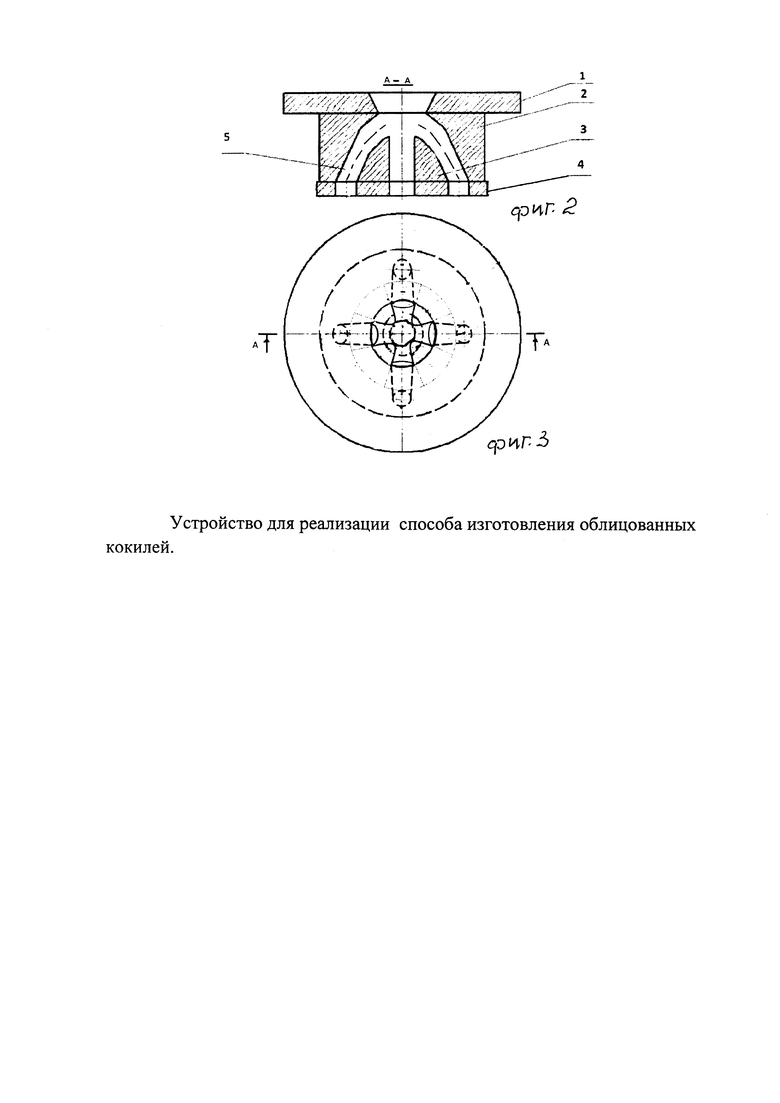
фиг. 2 - общий вид обечайки, разрез А-А;
фиг. 3 - вид сверху фиг. 2.
Конструкция устройства для изготовления облицованных кокилей, представленная на фиг. 1-3, поясняется позициями: 1 - плита головки пескострельной машины; 2 - рассекатель потока ПГС; 3 - обечайка; 4 - монтажная плита; 5 - надувные отверстия в монтажной плите 4; 6 - дополнительные каналы для адресной подачи ПГС к удаленным (периферийным), лабиринтным, тонкостенным полостям облицовываемых полукокилей; 7 - основной канал для надува (подачи) ПГС в полукокили; 8 - облицовываемый ПГС полукокиль; 9 - промодель.
Устройство для изготовления облицованных кокилей содержит плиту 1 головки пескострельной машины (на чертеже не показана), обечайку 3, монтажную плиту 4, основной канал 7 для надува ПГС, верхний и нижний облицовываемые полукокили с вентиляционными каналами (на чертежах не показаны) и промодель 9. Заявляемое устройство снабжено рассекателем 2 потока ПГС, выполненным с дополнительными каналами 6 для адресной подачи (надува) ПГС в удаленные от основного канала 7 периферийные, лабиринтные, тонкостенные полости облицовываемых полукокилей 8 с вентиляционными каналами с помощью промодели 9.
Технология изготовления облицованных кокилей с вентиляционными каналами и с использованием промодели 9 и последующая сборка облицованных полукокилей включает нанесение облицовочного слоя путем надува ПГС через основной канал 7 на внутренние поверхности верхнего и нижнего полукокилей. Изобретение отличается тем, что осуществляют адресную подачу надуваемой ПГС в удаленные, периферийные от основного канала 7 для надува ПГС в тонкостенные полости полукокилей с помощью рассекателя 2 потока ПГС и дополнительных каналов, образующих дополнительные потоки ПГС через соответствующие дополнительные надувные отверстия 5 в монтажной плите 4, соединяемые с полостями полукокилей с вентиляционными каналами.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛИЦОВАННЫХ КОКИЛЕЙ, В ЧАСТНОСТИ, ДЛЯ ОТЛИВКИ ТОРМОЗНОГО ДИСКА | 2008 |
|
RU2385785C1 |
| Линия литья в облицованные кокили | 1990 |
|
SU1770056A1 |
| Оснастка для нанесения термоизоляционной облицовки на кокиль | 1984 |
|
SU1180151A1 |
| ШУМОПОГЛОЩАЮЩЕЕ ПОКРЫТИЕ ВОЗДУХОВОДНЫХ КАНАЛОВ ОТОПИТЕЛЬНО-ВЕНТИЛЯЦИОННОЙ СИСТЕМЫ ПАССАЖИРСКОГО ПОМЕЩЕНИЯ (КАБИНЫ ВОДИТЕЛЯ) АВТОТРАНСПОРТНОГО СРЕДСТВА | 2010 |
|
RU2456173C2 |
| Низкошумная электротрансформаторная подстанция закрытого типа | 2016 |
|
RU2634589C2 |
| Газогенерирующее устройство | 2016 |
|
RU2640466C2 |
| Устройство предотвращения пожаров, а также самотушения горючих жидкостей в стационарном емкостном оборудовании с нестабильными уровнями жидкости | 2022 |
|
RU2785154C2 |
| Вытяжное устройство | 1989 |
|
SU1719118A1 |
| Облегчённое перекрытие | 2023 |
|
RU2818958C1 |
| РЕАКТИВНЫЙ СНАРЯД | 2005 |
|
RU2291378C1 |
Изобретение относится к литейному производству. Устройство для изготовления облицованных кокилей содержит плиту 1 головки пескострельной машины, рассекатель 2, обечайку 3, монтажную плиту 4, основной канал 7 для надува песчано-глинистой смеси (ПГС), дополнительные каналы 6, полукокиль 8 с вентиляционными каналами и промодель 9. Способ изготовления облицованных кокилей включает нанесение облицовочного слоя путем надува ПГС через основной канал 7 на внутренние поверхности верхнего и нижнего полукокилей с использованием промодели 9 и сборку облицованных полукокилей. Дополнительно надув ПГС осуществляют в удаленные от основного канала лабиринтные, тонкостенные полости полукокилей с помощью рассекателя 2 потока ПГС через дополнительные каналы 5. Обеспечивается улучшение заполнения и повышение плотности облицовочного слоя в удаленных полостях кокиля. 2 н.п. ф-лы, 3 ил.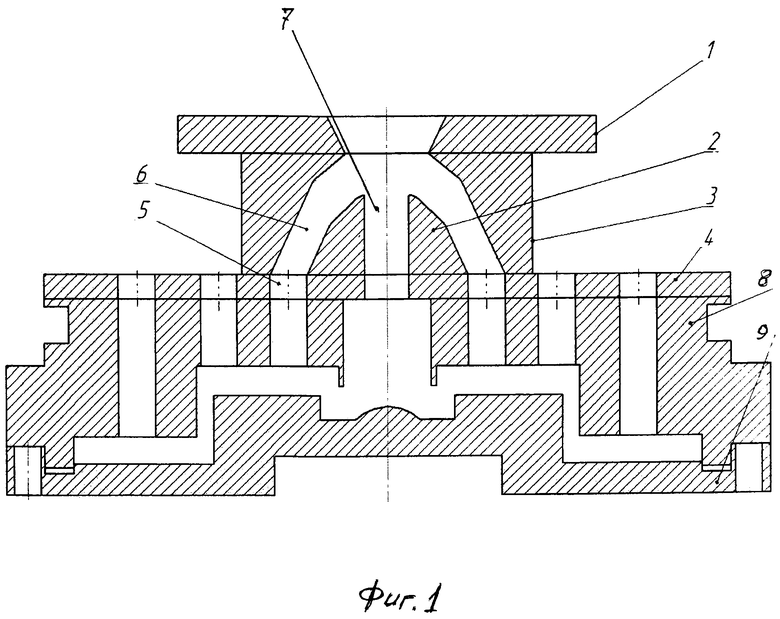
1. Способ изготовления облицованных кокилей, включающий нанесение облицованного слоя путем надува песчано-глинистой смеси через основной канал в полости верхнего и нижнего полукокилей с промоделью и сборку облицованных полукокилей, отличающийся тем, что дополнительно осуществляют подачу песчано-глинистой смеси путем надува в удаленные от основного канала полости полукокилей посредством рассекателя потока песчано-глинистой смеси.
2. Устройство для изготовления облицованных кокилей, содержащее плиту с надувными отверстиями, обечайку с основным каналом для надува песчано-глинистой смеси, верхний и нижний полукокили с вентиляционными отверстиями и промодель, отличающееся тем, что оно снабжено рассекателем потока песчано-глинистой смеси, размещенным в обечайке и выполненным с дополнительными каналами для подачи песчано-глинистой смеси в удаленные от основного канала полости верхнего и нижнего полукокилей.
| Способ получения облицовочного покрытия на металлической форме | 1988 |
|
SU1688967A1 |
| Пескодувная машина для нанесения облицовки на кокиль | 1982 |
|
SU1129016A1 |
| Резервуар пескодувной машины | 1973 |
|
SU478668A1 |
| НАСАДКА ДЛЯ ПЕСКОСТРЕЛЬНОй МАШИНЫ | 0 |
|
SU236720A1 |
| US 8651167 B1, 18.02.2014. | |||

