Способ относится к литейному производству и может быть использован при изготовлении облицованных кокилей, в частности, для отливки тормозного диска.
Из уровня техники известен способ охлаждения отливок в литейной форме (авторское свидетельство СССР №398337, МПК B22D 27/04, 1973 г.), при котором заливают металл и подают в импульсном режиме хладагент к поверхности раздела форма - отливка после образования закристаллизовавшейся корки отливки.
Недостаток этого способа заключается в том, что хладагент подают в импульсном режиме, что приводит к неравномерному охлаждению отливки и снижению возможности регулирования охлаждения.
Также известен способ получения отливок в облицованных кокилях (авторское свидетельство СССР №816683, МПК B22D 15/00, 1981 г.), включающий подачу в импульсном режиме хладагента к поверхности раздела форма - отливки после образования закристаллизовавшейся корки отливки.
К недостаткам известного способа можно отнести следующее:
- необходимость подачи хладагента на поверхность кокиль-облицовка;
- использование дополнительного пористого материала, через который пропускают хладагент;
- усложнение процесса охлаждения;
- увеличение количества дополнительных технологических операций.
Наиболее близко по технической сущности к предлагаемому изобретению относится способ изготовления кокилей (А.Б.Руденко, В.С.Серебро. Литье в облицованный кокиль. М.: Машиностроение, 1987 г., с.6, 7), включающий нанесение облицовочного слоя на внутренние поверхности верхнего и нижнего полукокилей и их сборку.
Недостатком способа изготовления кокилей по прототипу является то, что на внутренней поверхности полукокилей недостаточно надежно удерживается облицовочный слой при их прессовании и поэтому отливки получаются невысокого качества.
Задача изобретения заключается в изготовлении отливок высокого качества без отбеленного слоя путем изготовления кокилей с более высокой надежностью удержания облицованного слоя на поверхности ячеистого кокиля.
Сущность изобретения состоит в том, что в предложенном способе изготовление облицованных кокилей ведут с использованием промодели путем нанесения облицовочного слоя на внутренние поверхности верхнего и нижнего полукокилей и последующей их сборки.
Отличие состоит в том, что на промодель верхнего и нижнего полукокилей подают дозированный объем песчано-глинистой смеси, прессуют смесь соответственно верхним и нижним полукокилями, в которых выполнены сквозные каналы, расположенные на расстоянии, равном двум диаметрам каналов, прессование песчано-глинистой смеси ведут до образования заданной толщины облицовочного слоя и частичного заполнения избытком песчано-глинистой смеси сквозных каналов в верхнем и нижнем полукокилях. А перед сборкой полукокилей в верхний полукокиль устанавливают литниковую втулку.
Кроме того, отличие предложенного способа состоит в том, что перед повторным использованием кокиля сквозные каналы очищают от остатков облицовочной смеси.
Кроме того, отличие предложенного способа состоит в том, что литниковую втулку используют из холоднотвердеющей смеси.
Технический результат, получаемый от применения предложенного способа изготовления облицованных кокилей, заключается в том, что обеспечивается удержание облицованной смеси на поверхности кокиля, повышается газопроницаемость, изготавливаются отливки высокого качества без отбеленного слоя.
Предложенное изобретение поясняется чертежами, на которых изображены:
фиг.1 - кокиль в сборе,
фиг.2 - конструкция полукокиля низа в статике,
фиг.3 - конструкция полукокиля верха в статике,
фиг.4 - конструкция полукокиля низа в конечном положении,
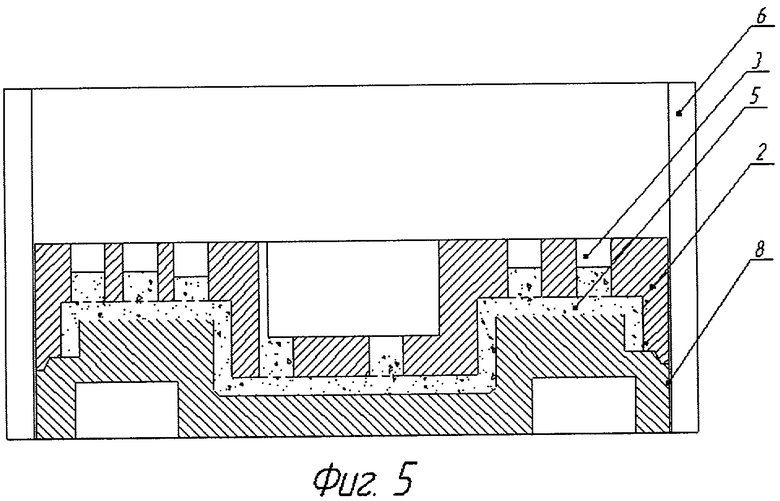
фиг.5 - конструкция полукокиля верха в конечном положении,
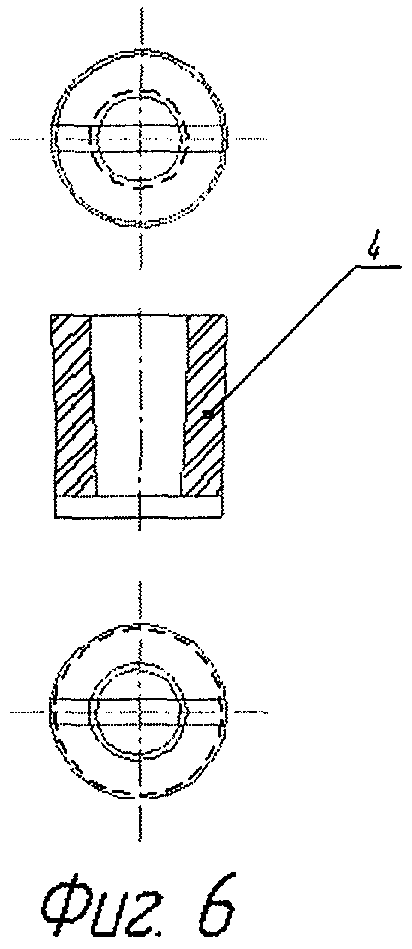
фиг.6 - литниковая втулка.
Предложенный способ осуществляется посредством оснастки, которая включает в себя металлический кокиль, состоящий из верхнего 1 и нижнего 2 полукокилей, в которых имеются сквозные каналы 3, диаметр которых равен 15 мм, в центральную часть верхнего 1 полукокиля устанавливают литниковую втулку 4 из холоднотвердеющей смеси (ХТС) для заливки металла, а на внутренней поверхности кокиля используют направляющую опоку 6 для образования облицовочного слоя 5, кроме того, кокиль содержит промодель верха 7 и промодель низа 8, выполненные из металла, которые формируют внутреннюю поверхность облицовочного слоя.
Изготовление облицовочных кокилей осуществляется следующим образом: дозированный объем песчано-глинистой смеси (ПГС) подают на промодель верха 7, затем ПГС прессуют верхним 1 полукокилем со сквозными каналами 3 до образования заданной толщины облицовочного слоя 5 путем перераспределения ПГС в зазоре между облицовываемой поверхностью верхнего 1 полукокиля и промодели верха 7 и с частичным заполнением избытка ПГС сквозных каналов 3 верхнего 1 полукокиля, обеспечивающих удержание облицовочного слоя 5 на верхнем 1 полукокиле.
Аналогичным образом подают дозированный объем ПГС на промодель низа 8, где ПГС прессуют нижним 2 полукокилем со сквозными каналами 3 до образования заданной толщины облицовочного слоя 5 путем перераспределения ПГС в зазоре между облицовываемой поверхностью нижнего 2 полукокиля и промодели низа 8 и с частичным заполнением избытка ПГС сквозных каналов 3, обеспечивающих удержание облицовочного слоя 5 на нижнем 2 полукокиле.
После изготовления двух облицованных половинок кокиля в верхний 1 полукокиль устанавливают литниковую втулку 4, через которую после сборки верхнего 1 и нижнего полуколилей заливают металл для изготовления, в частности, тормозного диска.
Таким образом, применение данного способа позволяет изготавливать облицованные кокиля высокого качества, в частности, для производства тормозного диска.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛИЦОВАННЫХ КОКИЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2014 |
|
RU2626255C2 |
| Облицованный кокиль с горизонталь-НыМ РАз'ЕМОМ | 1979 |
|
SU846082A1 |
| Литейная форма для отливки чугунных прокатных валков | 1987 |
|
SU1447558A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРИСТОЙ МЕТАЛЛИЧЕСКОЙ ФОРМЫ | 1994 |
|
RU2090306C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВКИ ПОРШНЯ | 2009 |
|
RU2418651C2 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОТОННАЖНЫХ РАЗНОСТЕННЫХ ЧУГУННЫХ ОТЛИВОК ТИПА ВТУЛОК | 2013 |
|
RU2549819C2 |
| Кокиль | 1975 |
|
SU707685A1 |
| Линия литья в облицованные кокили | 1990 |
|
SU1770056A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДИЛЬНЫХ ПЛИТ ДЛЯ ДОМЕННЫХ ПЕЧЕЙ (ВАРИАНТЫ) | 2017 |
|
RU2667569C1 |
| Литейная форма для отливки листопрокатных валков | 1981 |
|
SU1025492A1 |




Изобретение относится к литейному производству. Способ включает нанесение облицовочного слоя на внутренние поверхности верхнего и нижнего полукокилей с использованием промодели и их сборку. На промодель верхнего и нижнего полукокилей подают дозированный объем песчано-глинистой смеси. Прессуют смесь соответственно верхним или нижним полукокилями, в которых выполнены сквозные каналы. Каналы расположены на расстоянии, равном двум диаметрам каналов. Прессование песчано-глинистой смеси ведут до образования заданной толщины облицовочного слоя и частичного заполнения избытком песчано-глинистой смеси сквозных каналов в верхнем и нижнем полукокилях. Перед сборкой полукокилей в верхний полукокиль устанавливают литниковую втулку. Обеспечивается удержание облицованной смеси на поверхности кокиля, повышение газопроницаемости, изготовление отливок высокого качества без отбеленного слоя. 6 ил.
Способ изготовления облицованных кокилей, в частности, для отливки тормозного диска, включающий нанесение облицовочного слоя на внутренние поверхности верхнего и нижнего полукокилей с использованием промодели и их сборку, отличающийся тем, что на промодель верхнего и нижнего полукокилей подают дозированный объем песчано-глинистой смеси, прессуют смесь соответственно верхним или нижним полукокилями, в которых выполнены сквозные каналы, расположенные на расстоянии, равном двум диаметрам каналов, прессование песчано-глинистой смеси ведут до образования заданной толщины облицовочного слоя и частичного заполнения избытком песчано-глинистой смеси сквозных каналов в верхнем и нижнем полукокилях, а перед сборкой полукокилей в верхний полукокиль устанавливают литниковую втулку.
| РУДЕНКО А.Б., СЕРЕБРО В.С | |||
| Литье в облицованный кокиль | |||
| - М.: Машиностроение, 1987, с.6, 7 | |||
| ОБЛИЦОВАННЫЙ КОКИЛЬ | 1972 |
|
SU423563A1 |
| Способ изготовления кокилей для металлооболочковых форм | 1974 |
|
SU516463A1 |
| Способ изготовления облицованныхКОКилЕй | 1979 |
|
SU821047A1 |
| Способ изготовления облицованных кокилей | 1975 |
|
SU616052A1 |
| Способ получения облицовочного покрытия на металлической форме | 1975 |
|
SU624708A1 |
| Способ получения облицовочного покрытия на металлической форме | 1988 |
|
SU1688967A1 |

