Изобретение относится к литейному производству, а именно к оборудованию для специальных способов литья.
Известна машина для литья в облицованный кокиль, включающая станину, пес- кострельную головку, механизм прижима головки, модель, кокиль, механизм перемещения кокиля (Литье в кокиль. Под ред. А.И.Вейника.М,: Машиностроение, 1980, с. 379-380), Это устройство обеспечивает производство высококачественных отливок. Недостатком аналога является малая производительность. Для условий массового производства разработана линия литья в облицованные кокили, выбранная в качестве прототипа. Указанная линия включает ряд участков, на которых выполняются основные технологические операции с кокилями (нанесение облицовки, осмотр качества облицовки, сборка, заливка, охлаждение, выбивка отливок и др.). 1.
Недостатком прототипа является наличие больших объемов токсичных газовыделений, образующихся на основных участках, что ухудшает условия труда и снижает экологическую безопасность линии вследствие попадания этих газов в окружающую среду.
Целью изобретения является улучшение условий труда и экологической безопасности линии.
Поставленная цель достигается тем, что известная линия литья в облицованные кокили, содержащая участки нанесения облицовки на полукокили, контроля качества облицовки полукокилей, сборки полукокилей, заливки кокилей и охлаждения отливок в кокилях, дополнительно снабжена блоками локализации и нейтрализации газовыде- лений, расположенными на участках нанесения облицовки, контроля качества облицовки, заливки кокилей и охлаждения отливок; причем блоки локализации выпол(Л
С
vi vi о о ел сь
йены в виде газоприемных устройств, установленных на соответствующих участках с возможностью подключения к полукокилям и соединены газоотводной системой с блоками нейтрализации; причем газоприемные устройства, расположенные на участке нанесения облицовки, выполнены в виде нормально закрытых клапанов, толкателей и двуплечих качающихся рычагов, нормально закрытый клапан установлен на одном плече, а второе плечо связано с толкателем, взаимодействующим с полукокилем, газоприемные устройства, расположенные на участках контроля качества облицовки, заливки кокилей и охлаждения отливок, выполнены в виде приводных нормально закрытых клапанов, тележек и зацепов, причем клапаны перемещаются перпендикулярно оси движения полукокилей, установлены на тележках, которые выполнены подвижными вдоль оси движения полукокилей и снабжены зацепами, взаимодействующими с полукокилями.
Расположен иена основных участках блоков локализации и нейтрализации позволит почти полностью предотвратить выделение токсичных газов в воздух рабочей зоны и окружающую среду. Соединение блоков локализации с блоками нейтрализации посредством газоотводных систем обеспечиваеттранспор- тирование уловленных токсичных продуктов к блоку нейтрализации.
Выполнение блоков локализации в виде газоприемных устройств, устанавливаемых на соответствующих участках с возможностью подключения к пслукокилям, обеспечивает возможность перемещения кокилей с позиции на позицию.
Включение в состав приемных устройств нормально закрытых клапанов предотвращает попадание в блок нейтрализации газов из рабочей зоны при отсутствии полукокиля на позиции. Рычажная система, связанная с толкателем, либо привод, обеспечивающий перемещение нормально закрытого клапана перпендикулярно оси перемещения полукокиля, позволяет подключить клапан газоприемного устройства к полукокилю и осуществлять отбор токсичных продуктов. Это предотвращает попадание токсичных газовыделений в воздух рабочей зоны. Установка на участках контроля качества облицовки, заливки кокилей и охлаждения отливок приводных нормально закрытых клапанов с зацепами на тележках, подвижных вдоль оси движения полукокилей, обеспечивает свободное перемещение полукокилей с одного участка линии на другой и отбор при этом токсичных продуктов. Отобранные токсичные газы
нейтрализуются в блоках нейтрализации, что обеспечивает отсутствие их в воздухе рабочей зоны и вентиляционных выбросах линии, улучшает условия труда и экологиче5 скую безопасность линии.
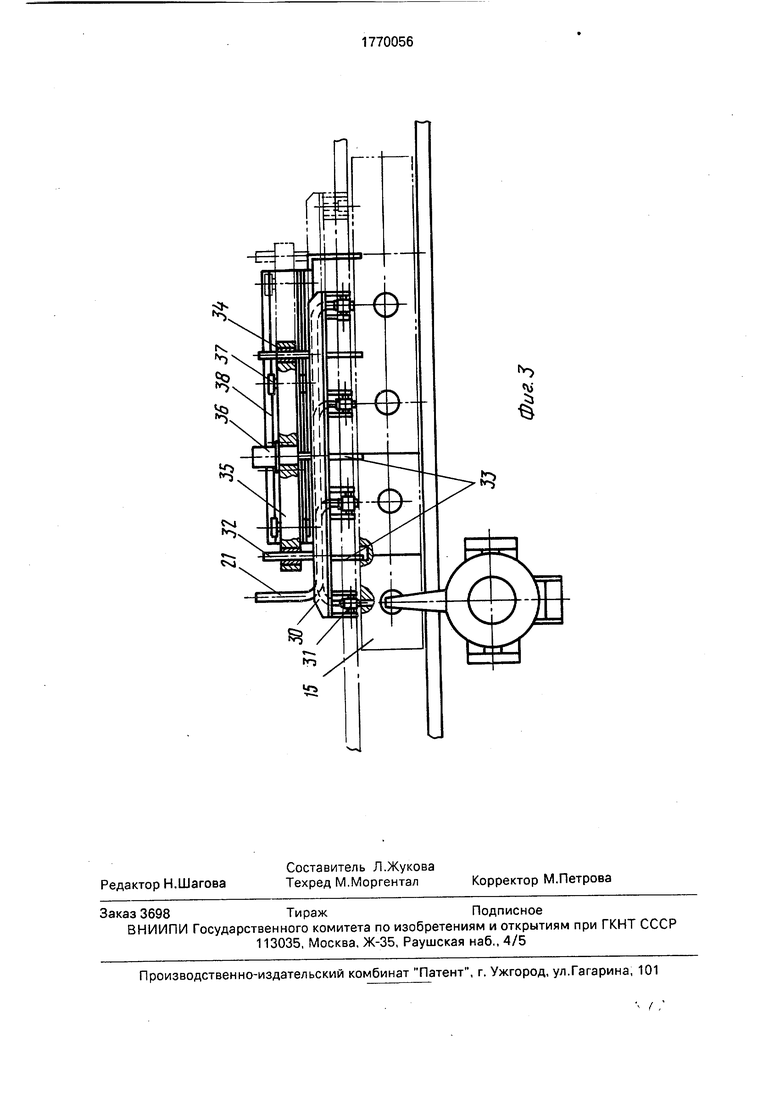
На фиг. 1 приведена линия, общий вид; на фиг. 2 - приемное устройство, расположенное на участке нанесения облицовки; на фиг. 3 - то же, расположенное на участке
0 заливки (Аналогичные устройства расположены на участках контроля качества облицовки и охлаждения отливок).
Линия состоит из учасъка нанесения облицовки на полукокиль 1, участка контроля
5 качества облицовки 2, участка сборки полукокилей 3, участка заливки 4, участка охлаждения отливок в кокилях 5, агрегатов разборки 6, выбивки 7 и очистки полукокилей 8. Участки и агрегаты линии связаны между собой транс0 портерами 9-13, передачи полукокилей 14 либо кокилей в сборке 15. На участке нанесения облицовки установлен многопозиционный пе- скострельный карусельный агрегат 16. На каждой позиции карусельного агрегата 16
5 находятся модельные комплекты 17 с установленными на них полукокилями 14 и газоприемными устройствами 18. Возле карусельного агрегата 16 размещены блок нейтрализации 19 и устройство газоудаления 20.
0 Газоприемные устройства 18, блок нейтрализации и устройство газоудзления связаны между собой газоотводной системой 21.
На участках контроля качества облицовки 2, заливки 4 охлаждения отливок 5 уста5 новлены газоприемные устройства 22, блоки нейтрализации 19, устройства газоудаления 20, связанные между собой газоотводными системами, Газоприемные устройства 1 включают (рис. 2) кронштейн
0 23, укрепленный на плите 24 модельного комплекта 17. На кронштейне укреплены направляющая втулка 25 толкателя 26, ось 27 качающегося двуплечего рычага 28 и ограничитель его поворота 29. На одном из
5 плеч укреплен нормально закрытый клапан 30 (механизм клапана не показан) с газоотводной системой 21.
Газоприемное устройство 22 включает (рмс. 3) траверсу 30, на которой размещены
0 нормально закрытые клапаны 31, штоки 32 и зацепы 33. Штоки 32 находятся в направляющих втулках 34, которые укреплены в тележках 35. На тележке установлены привод 36 перемещения траверсы 30 и роликовые опо5 ры 37, размещенные в направляющих 38, укрепленные на транспортере. Все клапаны 31 объединены газоотводной системой 21. Размещение вдоль траверсы нескольких клапанов позволяет отбирать гавы от нескольких полукокилей одновременно. На участках заливки кокилей и охлаждения отливок газы удаляются одновременно, из двух полукокилей, собранных в кокиль. Поэтому, в газоприемных устройствах, расположенных на этих участках, нормально закрытые клапаны спарены.
Линия работает следующим образом.
Нагретый полукокиль 14 специальным устройством (на схеме не показано) устанавливается на плиту 24 модельного комплекта 17, при этом полукокиль нажимает на толкатель 26, который, взаимодействуя с рычагом 28, обеспечивает поджим клапана 30, к полукокилю. За счет усилия поджима клапан открывается и соединяет вентиляционный канал полукокиля с газоотводной системой 21, блоком нейтрализации и устройством газоудаления.
На участке нанесения облицовки зазор между нагретыми полукокилями и модельным комплектом заполняется смесью, которая отверждается за счет тепла оснастки. В ходе твердения образуются токсичные газы, которые удаляются из полости кокиля по газоотводной системе через вентиляционный канал и попадают в блок.нейтрализации, где нейтрализуются до безвредных веществ.
После отверждения облицовки полукокиль удаляется с модели и по транспортерам подается на участок контроля качества облицовки 2. В момент остановки полукокиля после его фиксации приводом 36 перемещается траверса 30 при этом к вентиляционным каналам поджимаются нормально закрытые клапаны 31 газопри-- емного устройства. Под действием усилия прижима клапаны открываются, что обеспечивает удаление токсичных газов (так как полукокиль нагрет, в облицовочном слое продолжаются реакции поликонденсации смоляного связующего) через газоотводную систему в блок нейтрализации для обезвреживания. При перемещении траверсы к полукокилю зацеп входит в его поднутрение. После осмотра облицовки полукокили передвигаются по транспортеру. При этом, взаимодействуя с зацепом, кокили обеспечивают перемещение тележки 35 и траверсы 30. После остановки траверса отходит от пол-, укокиля, при этом зацеп выходит из поднутрения. Тележка возвращается приводом (на схеме не показан) в исходное положение. Далее осуществляется сборка кокиля, который подается под заливку. На участках заливки и охлаждения отливки к кокилям (после фиксации) подключаются газоприемные устройства, что обеспечивает удаление токсичных продуктов. Остальные операции
выполняются на предлагаемой линии в последовательности, описанной в прототипе. В качестве устройства газоудаления может быть использован инжектор либо другой газоперекачивающий агрегат. Устройство газоудаления может быть установлено до либо после блока нейтрализации. В качестве блока нейтрализации может бить применен озонатор, абсорбер либо
другие газоочистные агрегаты.
На практике изобретение может быть реализовано путем включения систем управления блоками нейтрализации и локализации в общую систему управления линией.
Так, например, блок нейтрализации и газоперекачивающее устройство, установленные на участке нанесения облицовки, должны включаться с начала работы оборудования участка для предотвращения проскока части токсичных газов.
Управление приводами траверс газоприемных устройств, расположенных на участках осмотра качества облицовки, заливки кокилей и охлаждения отливки должно быть связано с перемещением кокилей на соответствующих участках. Поджим клапанов к кокилям должен осуществляться непосредственно после остановки кокилей. Возврат тележки газоприемного устройства также необходимо сблокировать с работой рольгангов.
Установка на линии предлагаемых устройств позволит отказаться на линии от вен- тиляционных устройств, что составит (с
учетом стоимости предлагаемых агрегатов) около 100 тыс.руб. на одной линии.
Формула изобретения Линия литья в облицованные кокили,
содержащая участки нанесения облицовки на полукокили, контроля качества облицовки полукокилей, сборки кокилей, заливки, охлаждения отливок в кокилях и транспортеры для перемещения кокилей, отличаю
щ а я с я тем, что, с целью улучшения условий труда и экологической безопасности линии, она снабжена блоками локализации и нейтрализации газовыделений, соединенными газоотводными системами, и расположенными на участках нанесения облицовки, контроля качества облицовки, заливки и охлаждения отливок, при этом блок локализации, расположенный на участке нанесения облицовками, выполнен в виде нормально
закрытого клапана, толкателя и двуплечего рычага, причем нормально закрытый клапан установлен на одном плече двуплечего рычага, а на другом его плече - толкатель, закрепленный с возможностью взаимодействия с полукокилем, а блоки локализации,
расположенные на других участках линии,
выполнены в виде нормально закрытых кла-ми, при этом нормально закрытые клапаны панов, тележек, установленных с возможно-установлены с возможностью перемещения стью перемещения вдоль транспортеров, ив направлении, перпендикулярном трансзацепов, закрепленных на тележках с воз-5 портерам.
можностью взаимодействия с полукокиля

| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ литья в ОБЛИЦОВАННЫЕ КОКИЛИ | 1973 |
|
SU407641A1 |
| Линия литья в облицованные кокили | 1986 |
|
SU1435387A1 |
| КОНВЕЙЕРНАЯ КОКИЛЬНАЯ УСТАНОВКА | 1995 |
|
RU2090307C1 |
| Линия литья в облицованные кокили | 1987 |
|
SU1528610A1 |
| СПОСОБ ЛИТЬЯ ТОРМОЗНЫХ КОЛОДОК И КОНВЕЙЕРНАЯ КОКИЛЬНАЯ УСТАНОВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2010 |
|
RU2462328C2 |
| Машина для нанесения облицовки на кокили | 1981 |
|
SU984657A1 |
| Многопозиционное устройство для разъема и подготовки кокилей при центробежном литье | 1991 |
|
SU1806043A3 |
| Автоматическая линия центробежного литья в облицованные кокили | 1978 |
|
SU764842A1 |
| Роторная линия для центробежного литья гильз | 1981 |
|
SU1012500A1 |
| Способ очистки кокилей от облицовки | 1980 |
|
SU863175A1 |

Использование: изготовление отливок в металлических формах с термоизоляционной облицовкой. Сущность изобретения: линия литья в облицованные кокили включает участки нанесения облицовки на полукоки- ли, контроля качества облицовки полукокилей, сборки полукокилей, заливки, охлаждения отливок в полукокилях и транспортеры для перемещения кокилей. На участках нанесения облицовки, контроля качества облицовки, заливки и охлаждения установлены блоки локализации и нейтрализации газовыделений, соединенные газоотводными системами. Блоки локализации выполнены в виде газоприемных устройств, установленных на соответствующих участках с возможностью подключения к полукокилям. 3 ил.
-
7 6 12
Фиг i
Физ г
| Линия литья в облицованные кокили | 1987 |
|
SU1528610A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
