Изобретение относится к области авиационной техники, в частности к способу изготовления моноколец для ленточных канатов.
В качестве прототипа принят канат внешней подвески вертолета и способ его изготовления по патенту РФ № 2141445; МПК B66C 1/18; в котором описывается способ изготовления каната, включающий раскрой ленты, соединение концов отрезка ленты внахлест и складывание ленточного кольца в средней части с образованием по краям петель. Этот способ предусматривает, что раскрой ленты производят под нагрузкой, равной 1-2% от разрушающей нагрузки для ленты, раскроенные отрезки ленты соединяют внахлест с образованием колец, сшитые ленточные кольца вкладывают одно в другое, а затем набор ленточных колец выворачивают таким образом, что внутренняя часть одной петли становится наружной. Недостатком этого способа является недостаточная точность длины ленточных колец, складывающаяся из допуска на расположение рисок, точности совмещения рисок между собой, возможный сдвиг рисок при сшивании.
Целью заявляемого изобретения, является повышение прочности изготавливаемого ленточного каната, состоящего из нескольких моноколец, с обеспечением минимальной разницы длин моноколец, т.е. увеличением точности длины изготовляемых ленточных колец.
Цель достигается благодаря тому, что в способе изготовления моноколец для канатов ленточных, ленту раскраивают под нагрузкой, равной 1-2%, складывают ленту с образованием по краям двух петель, в соответствии с заявляемым изобретением раскрой ленты осуществляют в устройстве, в котором один конец ленты монокольца размещают в зажиме, затем ленту обматывают вокруг двух роликов и перекидывают второй конец ленты через третий ролик и закрепляют его к грузу постоянной массы, затем обеспечивают заданное время выдержки под действием нагрузки, создаваемой грузом, после чего устанавливают закрепки, которые фиксируют заданную длину монокольца, при этом величина выдержки является постоянной для всех моноколец, входящих в один ленточный канат, после этого монокольцо снимают с устройства, свободные концы прижимают и пришивают к ленте, после чего в нужном месте монокольца устанавливают усиление из ленты и пришивают к нему.
Устройство для осуществления способа, содержащее две колонны, на одной из которых расположены два ролика и один зажим, а на другой - третий ролик, при этом колонны жестко закреплены на силовом полу на расстоянии, равном длине монокольца, оси роликов расположены в одной плоскости, диаметры роликов равны диаметрам катушек, при том что, расстояние между зажимом конца ленты и ближайшим к нему роликом, а также расстояние между этим роликом и местом крепления другого конца ленты к грузу выбирают из условия обеспечения необходимой длины силовых швов.
Таким образом, в предлагаемом изобретении наличие таких факторов как расстояние между роликами, которое определяет длину монокольца, величина и время действия нагрузки, растягивающей ленту, являются неизменными до установки закрепок, что увеличивает точность длины изготовляемых ленточных колец, а, следовательно, канат, собранный из таких моноколец, имеет разрушающую нагрузку больше, чем канат, собранный из моноколец, изготовленных другими способами.
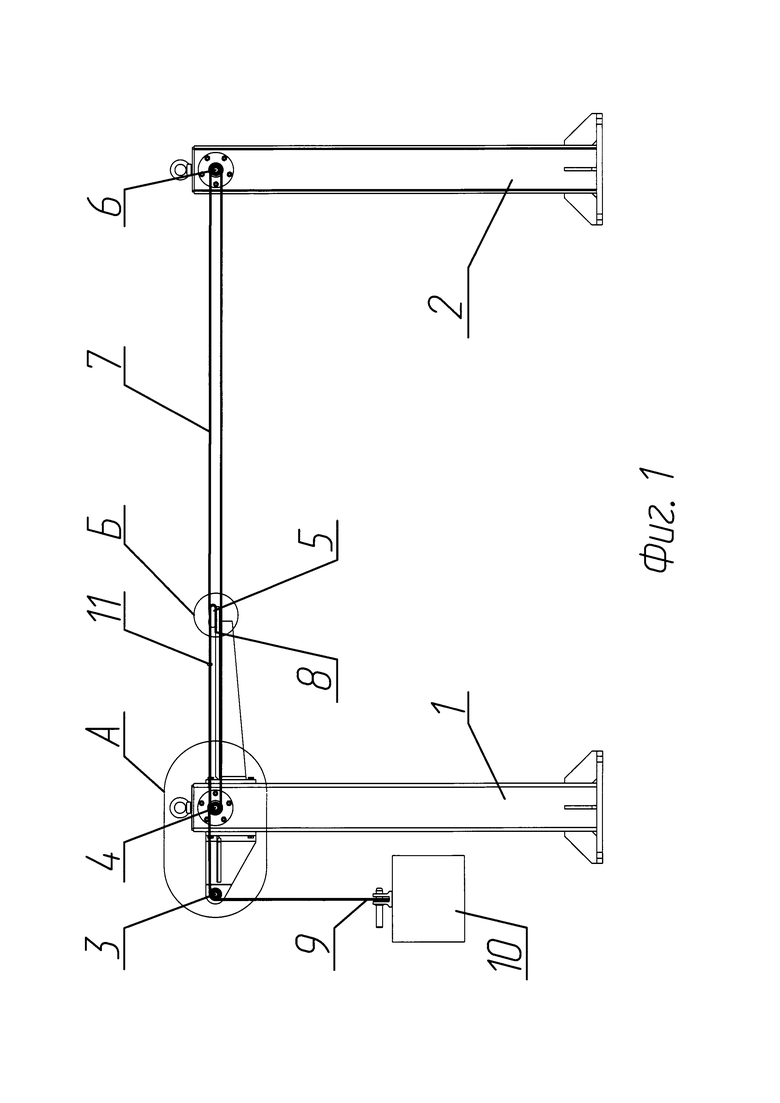
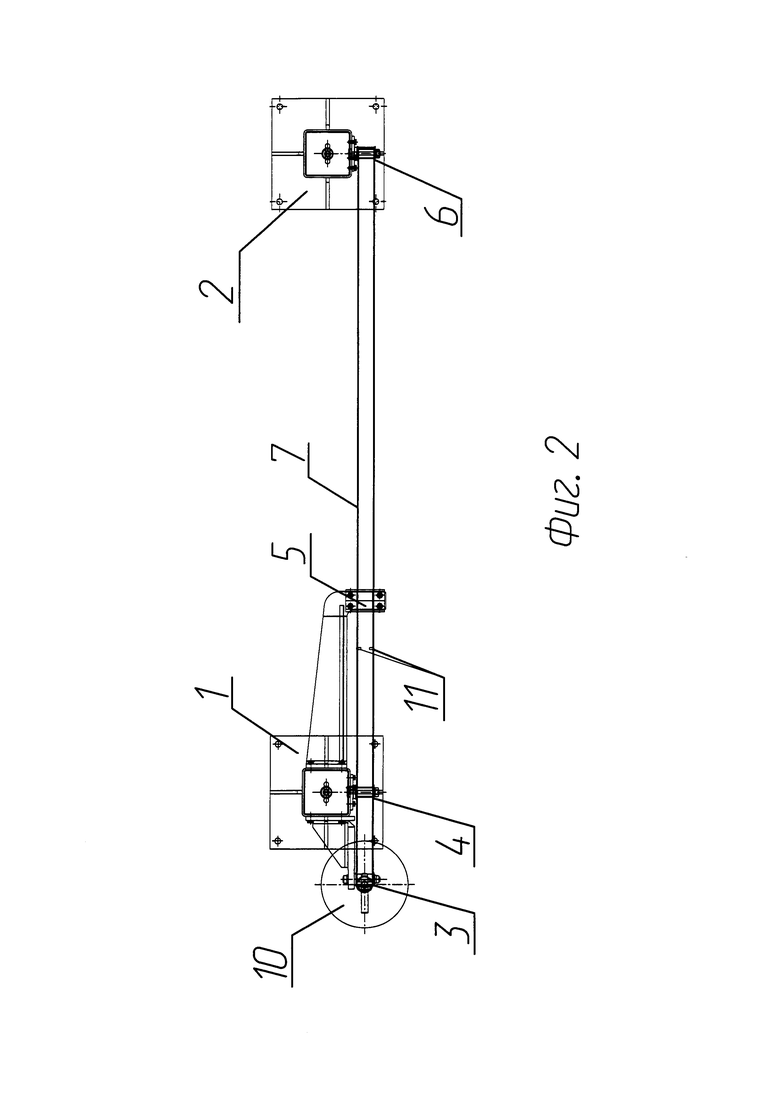
Устройство для изготовления моноколец представлено на фиг. 1, 2, 3 и 4.
На фиг. 1 - вид сбоку,
на фиг. 2 - вид сверху,
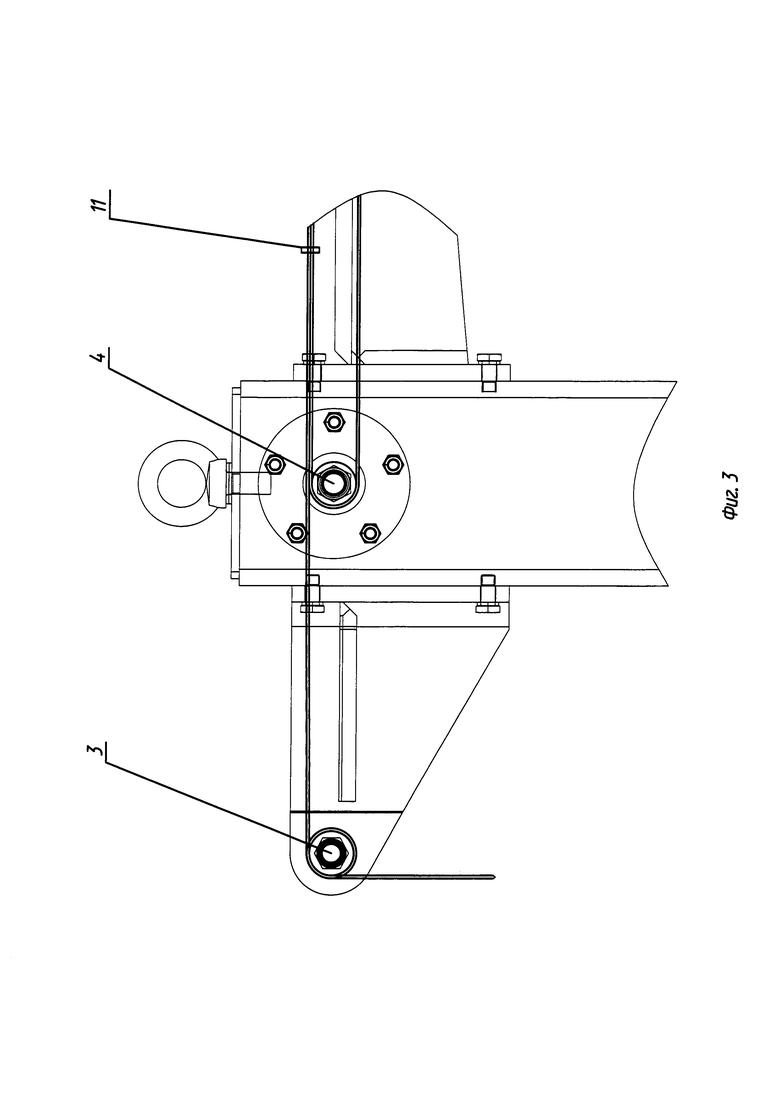
на фиг. 3 - выносной элемент А,
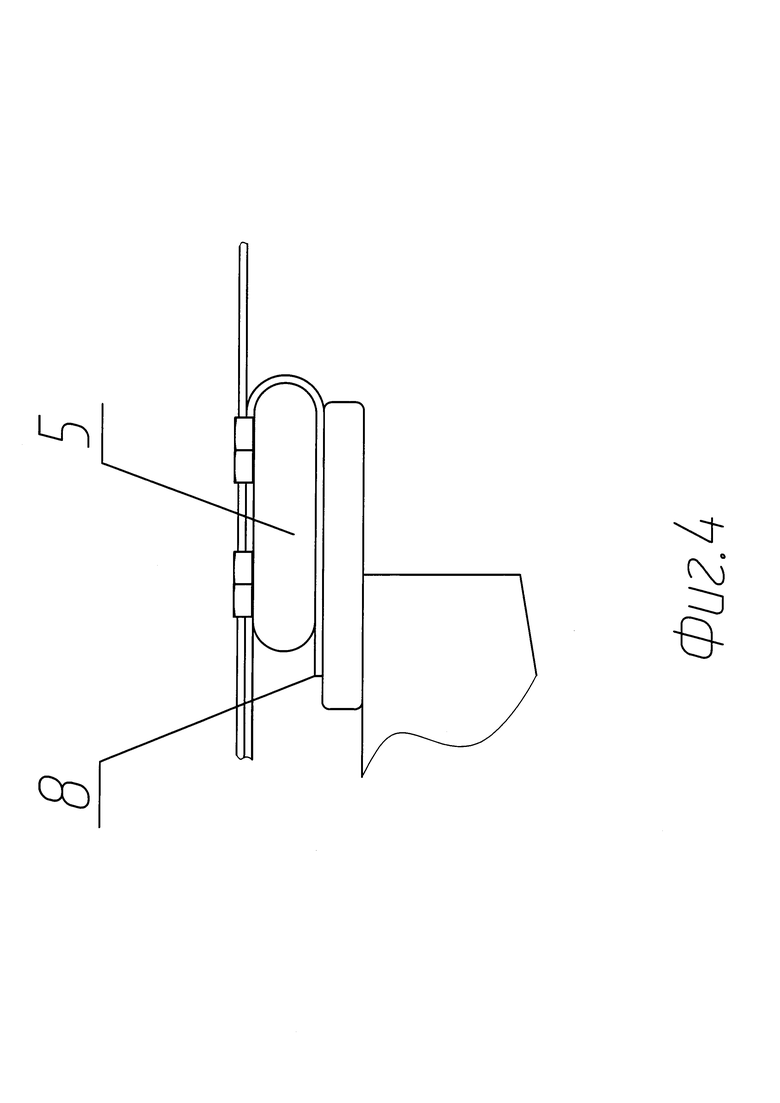
на фиг. 4 - выносной элемент Б.
Устройство для изготовления моноколец состоит из двух колонн 1 и 2, которые жестко закреплены на силовом полу. На колонне 1 расположены ролики 3, 4 и зажим 5. Расстояние между роликом 4 и зажимом 5, а также расстояние между роликом 3 и местом крепления ленты к грузу выбираются из условия обеспечения необходимой длины силовых швов, с помощью которых концы ленты будут пришиты к монокольцу. На колонне 2 расположен ролик 6. Оси роликов 3, 4 и 6 расположены в одной плоскости, а диаметры роликов 3,4 и 6 равны диаметрам катушек (не показано), на которые будут установлены монокольца в канате. Ленту 7 раскраивают под нагрузкой, равной 1-2% в устройстве следующим образом: конец 8 ленты 7 зажимают в зажиме 5, затем оборачивают вокруг ролика 4, потом оборачивают вокруг ролика 6, после которого ленту 7 перекидывают через ролик 3, и к концу 9 ленты 7 прикрепляют груз 10. Затем обеспечивают заданное время выдержки под действием нагрузки, создаваемой грузом 10, при этом величина выдержки должна быть постоянной для всех моноколец, входящих в один ленточный канат. После чего устанавливают закрепки 11, которые фиксируют заданную длину монокольца. После установки закрепок 11 длина монокольца определена и не меняется. Затем отсоединяют груз 10 и снимают монокольцо с устройства. Свободный конец 9 прижимают к ленте 7 и крепят к ней силовыми швами, в нужном месте монокольца устанавливают усиление из ленты 7 и пришивают к нему.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МОНОКОЛЕЦ ЛЕНТОЧНЫХ КАНАТОВ | 2019 |
|
RU2715062C1 |
| КАНАТ ЛЕНТОЧНЫЙ ВНЕШНЕЙ ПОДВЕСКИ ЛЕТАТЕЛЬНОГО АППАРАТА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2022 |
|
RU2796553C1 |
| КАНАТ ВНЕШНЕЙ ПОДВЕСКИ ВЕРТОЛЕТА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2141445C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ЛЕНТЫ ИЗ СИНТЕТИЧЕСКИХ ВОЛОКОН ДЛЯ ИСПЫТАНИЯ ЕЕ НА РАЗРЫВ | 1990 |
|
RU2035646C1 |
| АВИАЦИОННОЕ УСТРОЙСТВО ДЛЯ ВНЕШНЕЙ ПОДВЕСКИ ГРУЗА | 2021 |
|
RU2772134C1 |
| ЛЕНТА ТАКЕЛАЖНАЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2023 |
|
RU2816925C1 |
| ВОДОСЛИВНОЕ УСТРОЙСТВО | 2023 |
|
RU2814897C1 |
| УСТРОЙСТВО ДЛЯ ВНЕШНЕЙ ПОДВЕСКИ ГРУЗА ВИНТОКРЫЛОГО ЛЕТАТЕЛЬНОГО АППАРАТА | 2021 |
|
RU2763621C1 |
| УСТРОЙСТВО ДЛЯ ВНЕШНЕЙ ПОДВЕСКИ ГРУЗА ВЕРТОЛЁТА | 2022 |
|
RU2785246C1 |
| СИСТЕМА УПРАВЛЕНИЯ ВЕРТОЛЁТОМ | 2023 |
|
RU2819837C1 |
Изобретение относится к области авиационной техники, в частности к способу изготовления моноколец для ленточных канатов. Устройство содержит две колонны, на одной из которых расположены два ролика и один зажим, а на другой - третий ролик. Колонны жестко закреплены на силовом полу. Расстояние между колоннами равно длине монокольца. Оси роликов расположены в одной плоскости. Диаметры роликов равны диаметрам катушек. Расстояние между зажимом конца ленты и ближайшим к нему роликом, а также расстояние между этим роликом и местом крепления другого конца ленты к грузу выбирают из условия обеспечения необходимой длины силовых швов. Способ изготовления моноколец для канатов ленточных заключается в том, что ленту раскраивают под нагрузкой, равной 1-2%. После чего ленту складывают с образованием по краям двух петель. Раскрой ленты осуществляется в устройстве, в котором один конец ленты монокольца размещается в зажиме. Далее лента обматывается вокруг двух роликов и второй конец ленты перекидывается через третий ролик и закрепляется к грузу постоянной массы. Затем обеспечивается заданное время выдержки под действием нагрузки. После чего устанавливаются закрепки, которые фиксируют заданную длину монокольца, при этом величина выдержки является постоянной для всех моноколец, входящих в один ленточный канат. После этого монокольцо снимается с устройства. Свободный конец прижимается и пришивается к ленте. Далее в нужном месте монокольца устанавливается усиление из ленты и пришивается к нему. Повышается прочность изготавливаемого ленточного каната, состоящего из нескольких моноколец, с обеспечением минимальной разницы длин моноколец, т.е. увеличивается точность длины изготовляемых ленточных колец. 2 н.п. ф-лы, 4 ил.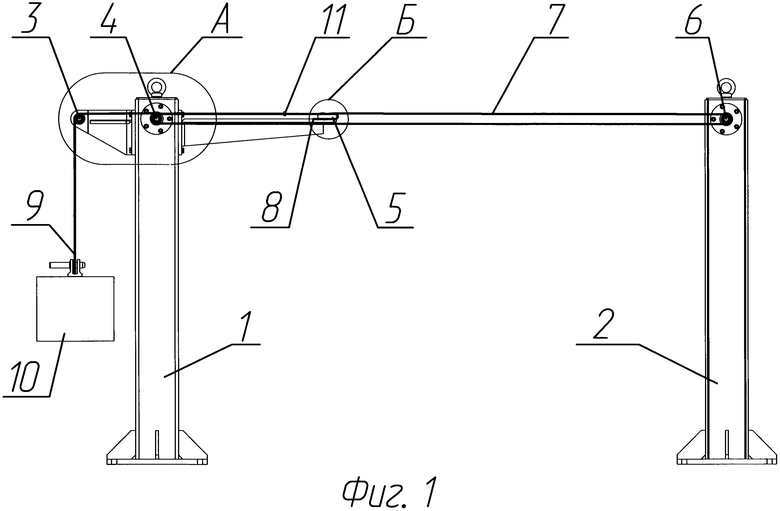
1. Способ изготовления моноколец для канатов ленточных, заключающийся в том, что ленту раскраивают под нагрузкой, равной 1-2%, складывают ленту с образованием по краям двух петель, отличающийся тем, что раскрой ленты осуществляют в устройстве, в котором один конец ленты монокольца размещают в зажиме, затем ленту обматывают вокруг двух роликов и перекидывают второй конец ленты через третий ролик и закрепляют его к грузу постоянной массы, затем обеспечивают заданное время выдержки под действием нагрузки, создаваемой грузом, после чего устанавливают закрепки, которые фиксируют заданную длину монокольца, при этом величина выдержки является постоянной для всех моноколец, входящих в один ленточный канат, после этого монокольцо снимают с устройства, свободный конец прижимают и пришивают к ленте, после чего в нужном месте монокольца устанавливают усиление из ленты и пришивают к нему.
2. Устройство для осуществления способа, содержащее две колонны, на одной из которых расположены два ролика и один зажим, а на другой - третий ролик, при этом колонны жестко закреплены на силовом полу на расстоянии, равном длине монокольца, оси роликов расположены в одной плоскости, диаметры роликов равны диаметрам катушек, при том что расстояние между зажимом конца ленты и ближайшим к нему роликом, а также расстояние между этим роликом и местом крепления другого конца ленты к грузу выбирают из условия обеспечения необходимой длины силовых швов.
| КАНАТ ВНЕШНЕЙ ПОДВЕСКИ ВЕРТОЛЕТА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2141445C1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ МЕХАНИЧЕСКОГО РАЗРЕЗАНИЯ СТЕКЛЯННОГО ПОЛОТНИЩА | 1929 |
|
SU19752A1 |
| US 5727833 A, 17.03.1998. | |||

