Группа изобретений относится к области авиационной техники, в частности к способу изготовления моноколец для ленточных канатов, которые применяются в составе внешней подвески грузов, транспортируемых вертолетом.
Известен канат внешней подвески вертолета и способ его изготовления (патент RU 2141445, В66С 1/18, публ. 20.11.1998 г.), в котором производят разметку ленты под нагрузкой, отрезки ленты соединяют внахлест с образованием колец, сшитые ленточные кольца вкладывают одно в другое, совмещая места перегибов петель с усиливающими отрезками одного типа. Фиксируют между собой ленты в наборе, а затем набор ленточных колец в месте перегиба петли с усиливающими отрезками, расположенными с наружной стороны ленточных колец, выворачивают внутренней стороной наружу.
В качестве прототипа приняты способ изготовления моноколец для канатов ленточных и устройство для его осуществления (патент RU 2626770, В66С 1/18, публ. 18.04.2017 г.), в котором описывается способ изготовления моноколец для канатов ленточных, включающий раскрой ленты под нагрузкой, равной 1-2% от разрушающей нагрузки для ленты, который осуществляется в устройстве, в котором один конец ленты монокольца размещают в зажиме, затем ленту обматывают вокруг двух роликов и перекидывают второй конец ленты через третий ролик и закрепляют его к грузу постоянной массы, затем обеспечивают заданное время выдержки под действием нагрузки, создаваемой грузом, после чего устанавливают закрепки, которые фиксируют заданную длину монокольца, при этом величина выдержки является постоянной для всех моноколец, входящих в один ленточный канат, после этого монокольцо снимают с устройства, свободные концы прижимают и пришивают к ленте, после чего в нужном месте монокольца устанавливают усиление из ленты и пришивают к нему.
Недостатком этого способа является неравномерность нагружения сшивки концевого участка ленты и отрезка ленты усиления, расположенных на криволинейном участке монокольца, т.к. не предусмотрена их фиксация в этом положении до снятия монокольца с приспособления. В целом это приводит к потере прочности монокольца.
Техническая проблема, не решенная в известных устройствах, на которую направлено заявляемое изобретение, является повышение прочности монокольца вследствие обеспечения плотного прилегания свободного конца ленты и отрезка ленты усиления к монокольцу в положении, в котором они будут находиться в канате, в результате установки закрепок, фиксирующих их на монокольце до снятия монокольца с устройства.
Технический результат - повышение прочности монокольца за счет более точной подгонки концевых участков ленты между двумя роликами и достижения плотного прилегания ленты за счет изменения положения ролика и груза, снижение нагрузки на персонал.
Технический результат достигается благодаря тому, что в способе изготовления моноколец для ленточных канатов, заключающемся в том, что ленту раскраивают под заданной нагрузкой, складывают ленту с образованием по краям двух петель, раскрой ленты осуществляют в устройстве, в котором один конец ленты размещают в зажиме 7, затем ленту обматывают вокруг двух роликов 3 и 8, обеспечивающих длину монокольца, потом обматывают вторично вокруг ролика 3 и перекидывают второй конец ленты через ролик 6, обеспечивают плотное прилегание свободного конца ленты к монокольцу, и закрепляют его к грузу постоянной массы, затем обеспечивают заданное время выдержки под действием нагрузки, создаваемой грузом 19, при этом величина выдержки является постоянной для всех моноколец, входящих в один ленточный канат, после чего устанавливают закрепки 20, которые фиксируют заданную длину монокольца и закрепки 21, фиксирующие свободный конец ленты в положении, в котором он будет находиться в канате, в соответствии с заявляемой группой изобретений, - затем монокольцо снимают с верхних роликов 3 и 8 и устанавливают на нижние ролики 4 и 9, расположенные на колоннах 1 и 2, предварительно один конец монокольца, предназначенный для установки усиления 22, выворачивают на 180, под него устанавливают усиление, после чего, перемещая подвижный ролик 9, натягивают монокольцо до выборки слабины и фиксируют его в этом положении, после этого усиление 22 прижимают к монокольцу и устанавливают закрепки 23, фиксирующие усиление 22 в положении, в котором оно будет находиться в канате, после этого монокольцо снимают с приспособления и накладывают в определенных местах силовые швы.
Технический результат достигается благодаря тому, что в устройство для осуществления способа, содержащем две колонны 1 и 2, причем на колонне 1 расположены два ролика 3, 6 и один зажим 7, а на колонне 2 - ролик 8, при этом диаметры роликов равны диаметрам катушек, на которых будут установлены монокольца в канате, в соответствии с заявляемой группой изобретений, - на колонне 1 размещены дополнительный нижний ролик 4, - а на колонне 2 закреплен подвижный ролик 9 и механизм натяжения 10, который выполнен в виде двуплечей качалки 15, на одном плече которой расположен ролик 9, а другое плечо опирается на гайку 16, расположенную на резьбовом стержне 17.
Кроме того, в устройстве ролик 6 расположен таким образом, что свободный конец ленты плотно прилегает к монокольцу, а его расстояние от ролика 3 обеспечивает силовую сшивку нужной длины.
Таким образом, достигается технический результат.
Наличие в устройстве дополнительного ролика 4 на колонне 1 и закрепленного подвижного ролика 9 и механизма натяжения 10 на колонне 2 направлено на достижение более точной подгонки усиления ленты между двумя роликами и достижения плотного прилегания ленты.
Применение механизма натяжения 10, который выполнен в виде двуплечей качалки 15, на одном плече которой расположен ролик 9, а другое плечо опирается на гайку 16, расположенную на резьбовом стержне 17, - позволяет снизить нагрузку на персонал за счет снижения физических усилий.
Также, в связи с тем, что в предложенном способе изготовления монокольцо снимают с верхних роликов 3 и 8 и устанавливают на нижние ролики 4 и 9, расположенные на колоннах 1 и 2, предварительно один конец монокольца, предназначенный для установки усиления 22, выворачивают на 180, под него устанавливают усиление, после чего, перемещая подвижный ролик 9, натягивают монокольцо до выборки слабины и фиксируют его в этом положении, после этого усиление 22 прижимают к монокольцу и устанавливают закрепки 23, фиксирующие усиление 22 в положении, в котором оно будет находиться в канате, после этого монокольцо снимают с приспособления и накладывают в определенных местах силовые швы, - достигается более точная подгонка усиления и повышается прочность изготовленного монокольца по сравнению с монокольцом, изготовленным способом, описанном в прототипе.
Устройство для изготовления моноколец представлено на фиг. 1, 2, 3 и 4.
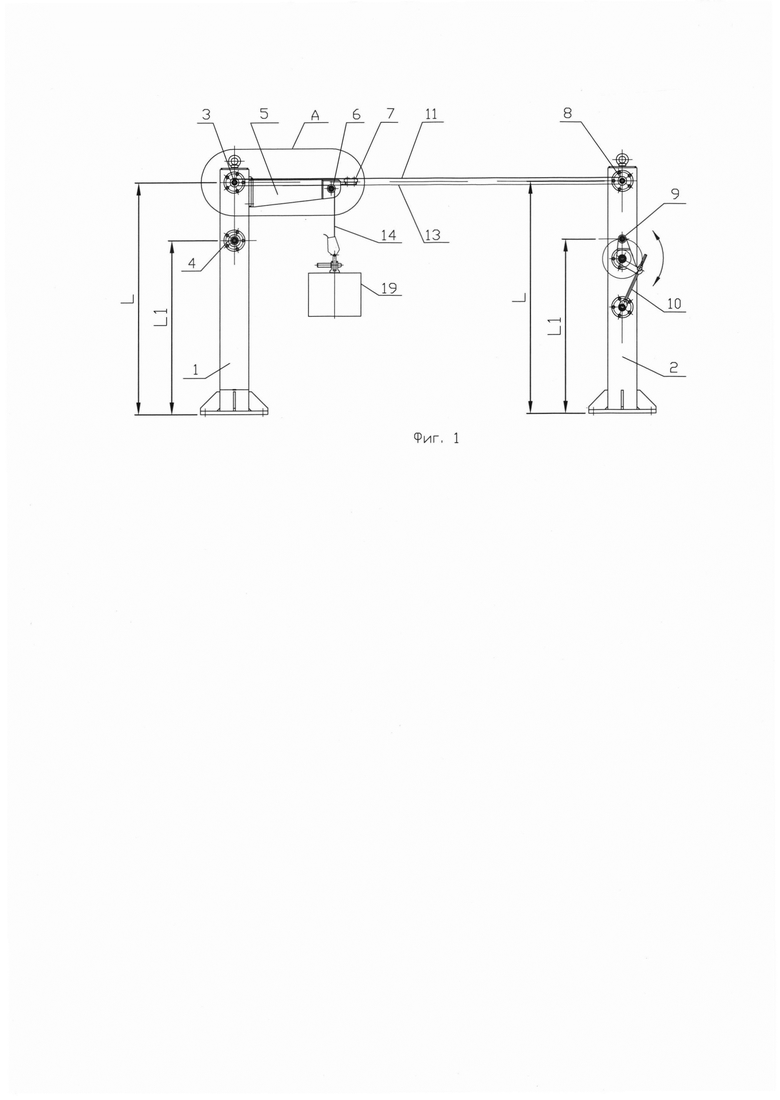
На фиг. 1 - вид сбоку на приспособление, этап установки закрепок, фиксирующих длину монокольца и свободный конец ленты,
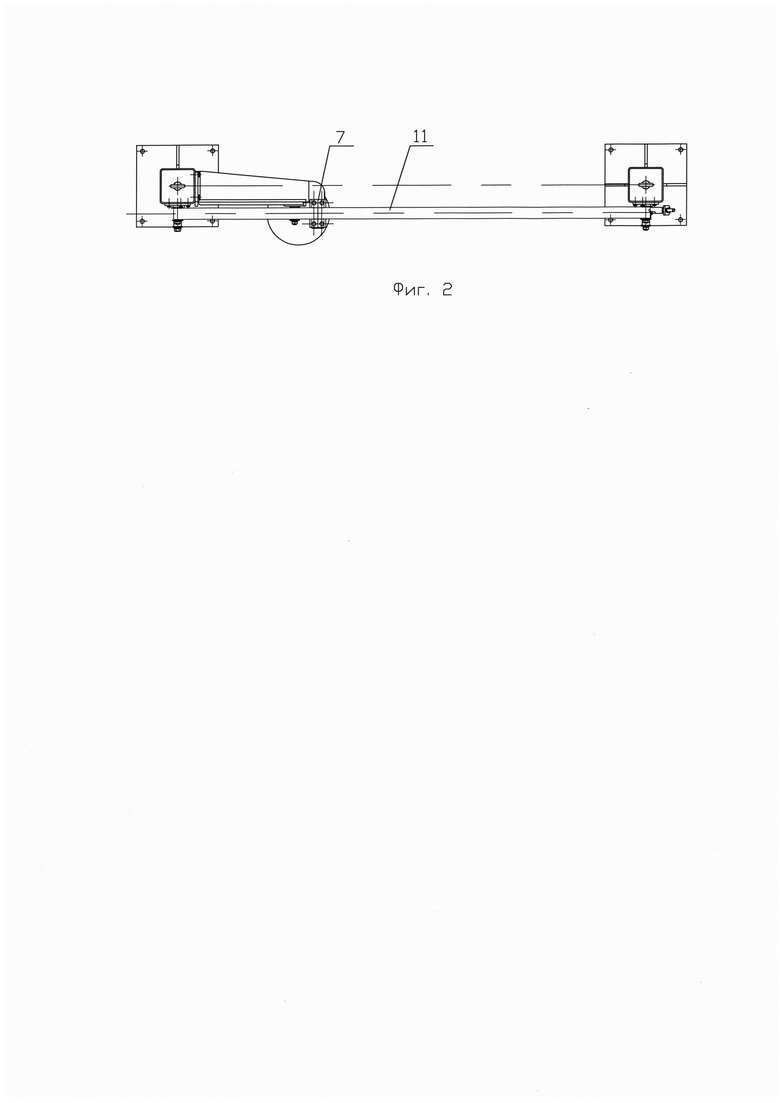
на фиг. 2 - вид сверху на приспособление,
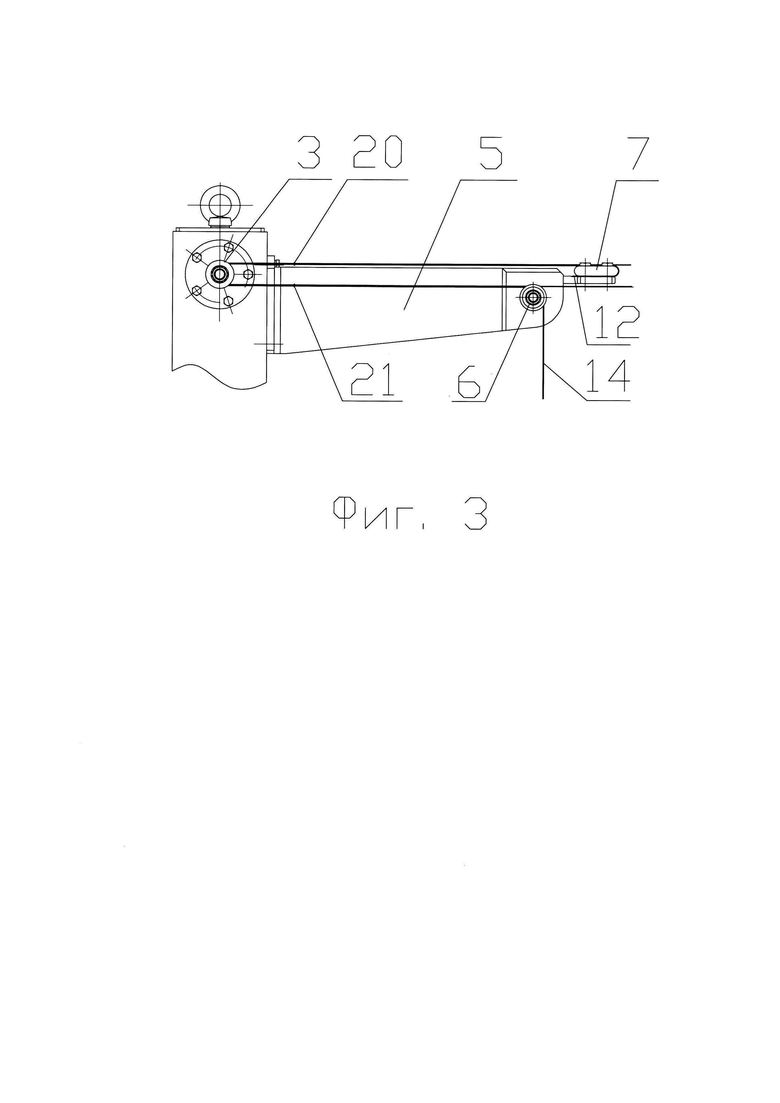
на фиг. 3 - кронштейн,
на фиг. 4 - вид сбоку на приспособление, этап установки закрепок, фиксирующих усиление на монокольце.
Устройство для изготовления моноколец состоит из двух колонн 1 и 2, которые жестко закреплены на силовом полу (фиг. 1, 4). На колонне 1 расположены верхний ролик 3 на высоте L и кронштейн 5, на котором закреплены ролик 6 и зажим 7, а ниже дополнительный нижний ролик 4 на высоте L1 (фиг. 3). Расстояние между роликом 3 и зажимом 7, а также расстояние между роликами 3 и 6 выбираются из условия обеспечения необходимой длины силовых швов, с помощью которых концы ленты будут пришиты к монокольцу.
На колонне 2 расположены верхний неподвижный ролик 8 на высоте L, и на высоте L1 дополнительный нижний подвижный ролик 9 (с возможностью вращения) и механизм натяжения 10. Диаметры роликов 3, 4, 8, 9 равны диаметрам катушек (не показано), на которые будут установлены монокольца в канате.
Ролики 3, 8 и зажим 7 располагаются таким образом, что верхняя ветвь 11 монокольца прилегает плотно и без перегиба к концу 12 ленты, зажатого в зажиме 7. Ролик 6 размещен по высоте таким образом, чтобы нижняя ветвь 13 монокольца и конец 14 ленты плотно прилегали друг к другу, а расстояние между роликами 3 и 6 обеспечивает силовую сшивку нужной длины.
Механизм натяжения 10 выполнен в виде двуплечей качалки 15 (фиг. 4), на одном плече которой расположен подвижный ролик 9, а другое плечо опирается на гайку 16, расположенную на резьбовом стержне 17, который имеет возможность качаться относительно оси 18. Вращая гайку 16 на резьбовом стержне 17, можно создать необходимое растягивающее усилие на монокольце.
Способ изготовления монокольца осуществляется следующим образом. Монокольцо раскраивают под нагрузкой, равной 1-2% от разрушающей нагрузки для ленты, в устройстве следующим образом: конец 12 ленты зажимают в зажиме 7, затем оборачивают вокруг ролика 3, потом оборачивают вокруг ролика 8, после которого ленту вторично оборачивают вокруг ролика 3, затем перекидывают через ролик 6 и к концу 14 ленты прикрепляют груз 19. Затем обеспечивают заданное время выдержки под действием нагрузки, создаваемой грузом 19, при этом величина выдержки должна быть постоянной для всех моноколец, входящих в один ленточный канат.
После чего устанавливают закрепки 20, которые фиксируют заданную длину монокольца, и закрепки 21, которые фиксируют конец 14 ленты в положении, в котором он будет находиться в канате. После установки закрепок 20 длина монокольца определена и не меняется. Затем отсоединяют груз 19, снимают монокольцо с роликов 3 и 8 и устанавливают его на ролики 4 и 9. Предварительно конец монокольца, располагавшийся на ролике 8 и предназначенный для установки усиления, выворачивают на 180, под него устанавливают отрезок ленты усиления 22, после чего, поворачивая подвижный ролик 9, натягивают монокольцо с помощью механизма натяжения 10 до выборки слабины монокольца и фиксируют его в этом положении. Применение механизма натяжения 10 позволяет не применять физические усилия, тем самым снизить нагрузку на персонал.
Усиление 22 представляет собой дополнительный отрезок ленты, т.к. в области роликов по условиям прочности необходимо использовать два слоя ленты.
После этого усиление прижимают плотно к монокольцу и устанавливают закрепки 23, фиксирующие усиление 22 в положении, в котором оно будет находиться в канате. Длину усиления 22 и место установки закрепок 23 выбирают из условия последующей накладки силовых швов. После этого монокольцо снимают с приспособления и накладывают в определенных местах силовые швы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления моноколец для канатов ленточных и устройство для его осуществления | 2015 |
|
RU2626770C2 |
| КАНАТ ЛЕНТОЧНЫЙ ВНЕШНЕЙ ПОДВЕСКИ ЛЕТАТЕЛЬНОГО АППАРАТА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2022 |
|
RU2796553C1 |
| СИСТЕМА УПРАВЛЕНИЯ ВЕРТОЛЁТОМ | 2023 |
|
RU2819837C1 |
| ЛЕНТА ТАКЕЛАЖНАЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2023 |
|
RU2816925C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ЛЕНТЫ ИЗ СИНТЕТИЧЕСКИХ ВОЛОКОН ДЛЯ ИСПЫТАНИЯ ЕЕ НА РАЗРЫВ | 1990 |
|
RU2035646C1 |
| АВИАЦИОННОЕ УСТРОЙСТВО ДЛЯ ВНЕШНЕЙ ПОДВЕСКИ ГРУЗА | 2021 |
|
RU2772134C1 |
| Став ленточного конвейера | 1985 |
|
SU1493564A1 |
| УСТРОЙСТВО ДЛЯ ВНЕШНЕЙ ПОДВЕСКИ ГРУЗА ВЕРТОЛЁТА | 2022 |
|
RU2785246C1 |
| УСТРОЙСТВО ДЛЯ ВНЕШНЕЙ ПОДВЕСКИ ГРУЗА ВИНТОКРЫЛОГО ЛЕТАТЕЛЬНОГО АППАРАТА | 2021 |
|
RU2763621C1 |
| ВОДОСЛИВНОЕ УСТРОЙСТВО | 2023 |
|
RU2814897C1 |

Изобретение относится к области авиационной техники, в частности к способу изготовления моноколец для ленточных канатов, которые применяются в составе внешней подвески грузов, транспортируемых вертолетом. Устройство для осуществления способа содержит две колонны (1 и 2), на колонне (1) расположены два ролика (3 и 6) и один зажим (7), а на колонне (2) - ролик (8). Диаметры роликов равны диаметрам катушек, на которых будут установлены монокольца в канате. На колонне (1) размещен дополнительный нижний ролик (4). На колонне (2) закреплен подвижный ролик (9) и механизм натяжения (10), который выполнен в виде двуплечей качалки (15), на одном плече которой расположен ролик (9), а другое плечо опирается на гайку (16), расположенную на резьбовом стержне (17). Для изготовления моноколец ленту раскраивают под заданной нагрузкой, складывают ленту с образованием по краям двух петель, раскрой ленты осуществляют в устройстве, в котором один конец ленты размещают в зажиме (7), затем ленту обматывают вокруг двух роликов (3 и 8), обеспечивающих длину монокольца, потом обматывают вторично вокруг ролика (3) и перекидывают второй конец ленты через ролик (6), чем обеспечивают плотное прилегание свободного конца ленты к монокольцу. Закрепляют его к грузу (19) постоянной массы, затем обеспечивают заданное время выдержки. Устанавливают закрепки (20, 21). Затем монокольцо снимают с верхних роликов (3, 8) и устанавливают на нижние ролики (4, 9). После чего, перемещая подвижный ролик (9), натягивают монокольцо до выборки слабины и фиксируют его в этом положении, после этого усиление (22) прижимают к монокольцу и устанавливают закрепки (23). Накладывают силовые швы. Повышается прочность изготавливаемого ленточного каната, состоящего из нескольких моноколец, увеличивается точность длины изготовляемых ленточных колец. 2 н. и 1 з.п. ф-лы, 4 ил.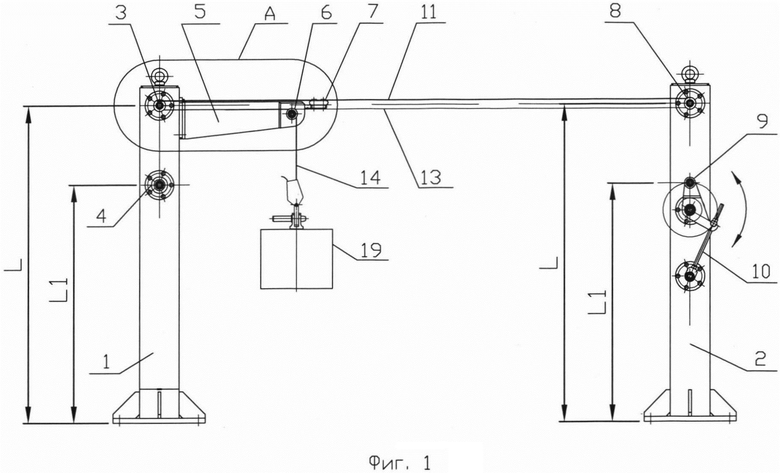
1. Способ изготовления моноколец для ленточных канатов, заключающийся в том, что ленту раскраивают под заданной нагрузкой, складывают ленту с образованием по краям двух петель, раскрой ленты осуществляют в устройстве, в котором один конец ленты размещают в зажиме (7), затем ленту обматывают вокруг двух роликов (3 и 8), обеспечивающих длину монокольца, потом обматывают вторично вокруг ролика (3) и перекидывают второй конец ленты через ролик (6), чем обеспечивают плотное прилегание свободного конца ленты к монокольцу, и закрепляют его к грузу (19) постоянной массы, затем обеспечивают заданное время выдержки под действием нагрузки, создаваемой грузом (19), при этом величина выдержки является постоянной для всех моноколец, входящих в один ленточный канат, после чего устанавливают закрепки (20), которые фиксируют заданную длину монокольца, и закрепки (21), фиксирующие свободный конец ленты в положении, в котором он будет находиться в канате, отличающийся тем, что затем монокольцо снимают с верхних роликов (3 и 8) и устанавливают на нижние ролики (4 и 9), расположенные на колоннах (1 и 2), предварительно один конец монокольца, предназначенный для установки усиления (22), выворачивают на 180°, под него устанавливают усиление, после чего, перемещая подвижный ролик (9), натягивают монокольцо до выборки слабины и фиксируют его в этом положении, после этого усиление (22) прижимают к монокольцу и устанавливают закрепки (23), фиксирующие усиление (22) в положении, в котором оно будет находиться в канате, после этого монокольцо снимают с приспособления и накладывают в определенных местах силовые швы.
2. Устройство для осуществления способа, содержащее две колонны (1 и 2), на колонне (1) расположены два ролика (3 и 6) и один зажим (7), а на колонне (2) - ролик (8), при этом диаметры роликов равны диаметрам катушек, на которых будут установлены монокольца в канате, отличающееся тем, что на колонне (1) размещен дополнительный нижний ролик (4), а на колонне (2) закреплен подвижный ролик (9) и механизм натяжения (10), который выполнен в виде двуплечей качалки (15), на одном плече которой расположен ролик (9), а другое плечо опирается на гайку (16), расположенную на резьбовом стержне (17).
3. Устройство по п. 2, отличающееся тем, что ролик (6) расположен таким образом, что свободный конец ленты плотно прилегает к монокольцу, а его расстояние от ролика (3) обеспечивает силовую сшивку нужной длины.
| ГРЕБЕНЬ ДЛЯ ЛЕНТОЧНЫХ МАШИН | 0 |
|
SU262770A1 |
| US 2017313554 A1, 02.11.2017 | |||
| US 9589444 B1, 07.03.2017 | |||
| КАНАТ ВНЕШНЕЙ ПОДВЕСКИ ВЕРТОЛЕТА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2141445C1 |

