Предлагаемое изобретение относится к области аддитивного производства и может быть использовано для изготовления любых деталей из металлов, неметаллов, а также различных композиций материалов.
[1]. В качестве аналога предлагаемого изобретения принято селективное лазерное или электронно-лучевое спекание (Selective Laser Sintering, SLS) или (Electron Beam Melting, EBM), где объект формируется из плавкого порошкового материала (пластик, металл, керамика) путем его плавления под действием лазерного или электронного излучения.
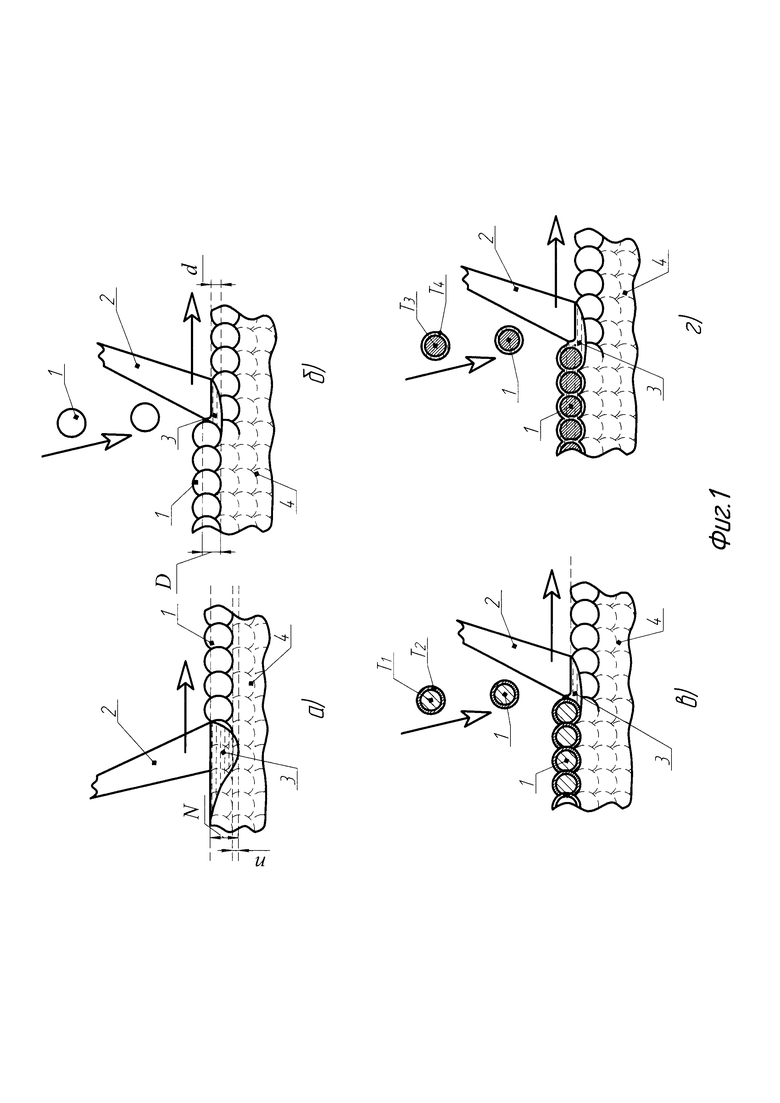
На Фиг. 1а показана схема селективного плавления порошка (гранул) 1, раскатанного по плоскости в виде валиков, который выборочно сплавляется лучом 2 из фотонов или электронов с образованием ванны расплава 3 глубиной N. Ванна проходит сквозь верхний слой гранул и проходит в тело детали 4 на глубину n, то есть верхний слой гранул сплавляется с нижним слоем гранул, которые ранее были переплавлены и представляют верхнюю плоскость тела детали.
Несмотря на значительные преимущества селективного спекания, существует много проблем, связанных с получением требуемых свойств деталей. [2]. Данные многих научно-исследовательских работ показывают низкую технологическую прочность выращиваемых деталей, особенно на основе никеля. Это трещинообразование, порообразование и наличие дефектов, которые связаны с особенностями разрушения наплавленных слоев при охлаждении металла.
Поэтому в качестве прототипа предлагаемого изобретения принята технология прямого осаждения материала, где слой формируется при подаче материала в зону ванны расплава, созданную на теле детали. На сегодня, данная схема осуществляется за счет перемещения в соответствии с моделью сопла, из которого подается как порошковый материал, так и лазерное излучение или лазерное излучение подается на тело детали, а порошковый материал поступает из сопла.
На Фиг. 1б показана схема прямого осаждения гранул 1, для которых луч 2 предварительно образует ванну расплава 3 в верхней плоскости тела детали 4. Гранулы поступают в ванну расплава, глубиной d, при погружении в которую, уровень ванны поднимается от донной части на высоту D, охватывая гранулу. При последующем оплавлении верхних плоскостей гранул, не погруженных в ванну расплава, образуется общая зона переплавленного металла, которая смыкается вокруг гранул, при этом объем гранулы может быть полностью сплавлен, либо может быть сплавлен только по ее поверхности. Поэтому данная схема не требует обязательного проплавления гранул по всему объему.
На Фиг. 1в показана схема прямого осаждения, где в ванну расплава поступают гранулы имеющие различную температуру внутри T1 и снаружи T2, где Т2>Т1. Данная схема предусматривает подогрев гранул на подлете к ванне расплава, тем самым позволяя сделать процесс более производительным.
На фиг.1г гранула на подлете к ванне оплавляется по поверхности при этом внутри остается твердая сфера с температурой Т3, а на поверхности жидкая оболочка с температурой Т4. Оплавленная гранула, попадая в ванну, легко с ней сплавляется при этом, расплав ванны и расплав вокруг гранулы объединяются в единое целое.
Преимуществом данной схемы является возможность использовать порошок или гранулы в качестве микро или макро кристаллизаторов. Поступая в ванну расплава, порошок или гранулы забирают на себя тепловую энергию, что приводит к формированию мелкокристаллической структуры в зоне формирования тела детали. Как следствие, это повышает механические свойства всего формируемого изделия. Принципиальным отличием от селективного сплавления является то, что перегрев в расплаве и температурный градиент снижается за счет поступления материала в ванну расплава. По данной схеме порошок погружается в расплав образованный в верхнем слое тела детали, свариваясь с ним в единое целое. Схема прямого осаждения материала позволяет использовать более крупный порошок или гранулы не 20÷30 мкм, как при селективном плавлении, а например, 200÷300 мкм. Это позволяет одновременно снизить затраты при получении порошка и увеличить производительность аддитивного оборудования. Гранулы, полученные из расплава, представляют собой минислитки с очень мелкозернистой или аморфной структурой, которая имеет высокие прочностные показатели. Поэтому не целесообразно полностью переплавлять весь объем гранул. Это приводит к большому расходу энергии и образуется больший объем ванны расплава, где формируется более крупнозернистая структура.
[3]. На данный момент времени по схеме прямого осаждения освоен способ, где одновременно через сопло или из отдельного сопла подается порошковый материал и лазерное излучение, при этом деталь или сопло может перемещаться 3 D-принтером.
При всех достоинствах этого варианта исполнения, имеются определенные недостатки, основным из которых является подача материал в ванну расплава через сопло за счет газового потока. По этой причине количество порошка в зону расплава поступает с избытком, где часть порошка сплавляется с расплавом, а часть отскакивает в сторону. Материал направляется в ванну расплава без возможности точной регулировки количества поставляемого порошка, его скорости, направления траектории каждой гранулы, температуры, а так же обеспечения сортировки порошка по химическому составу и по величине гранул.
В качестве среды для перемещения гранул целесообразно использовать вакуум, который не оказывает на вещество механического воздействия.
Задача предлагаемого изобретения - повышение эффективности использования и расширение технических возможностей, за счет снижения капиталовложений энергозатрат, сокращения производственного цикла, уменьшения габаритов оборудования увеличения точности и скорости поступления материала на изготовление детали с регулировкой его количества, температуры, траектории, фракции и повышения прочности детали созданной аддитивным методом. Данные преимущества достигаются за счет применения электромагнитных полей используемых для управления в пространстве лучом и веществом, которые формируют деталь.
Для более точного построения деталей с меньшим расходом энергии и материала, необходимо пересмотреть механизм осаждения, где в качестве несущей и регулирующей среды будет не газ направляемый соплом, а электромагнитное поле, управляющее скоростью и траекторией движения гранулы в вакууме.
Предлагаемый способ по осаждению вещества может производиться на воздухе или в любом газе, но наиболее целесообразно использовать вакуум, который не оказывает механического воздействия на траекторию вещества.
Использование вместо лазера электронного луча позволяет увеличить точность и скорость наплавления ванны расплава, при этом управление траекторией электронов и траекторий гранул будет осуществляться за счет электромагнитного поля в вакууме. В качестве механизма воздействия на траекторию гранулы целесообразно использовать электромагнитное поле, которое используется для изменения траектории в пространстве электронного луча.
Механизм управления материалом и лучом раскрывается на основе электродинамики. [4]. Метод предложен в 1923 г. Отто Муком (Германия).
Используя силы взаимодействия индуктированного в металле тока с вызвавшим его электромагнитным полем. За счет этого можно поднять металл над индуктором и таким образом осуществлять нагрев и плавку металла во взвешенном состоянии.
Глубина проникновения поля в металл приближенно может быть определена по формуле:

где  - частота поля, Гц; ρ - удельное электрическое сопротивление Ом*м; μ - магнитная проницаемость металла, Г/м.
- частота поля, Гц; ρ - удельное электрическое сопротивление Ом*м; μ - магнитная проницаемость металла, Г/м.
В поверхностном слое металла вследствие взаимодействия индуктированного тока с вызвавшим его полем возникают механические силы, оказывающие давление на металл. Результирующая электромагнитных сил, действующая со стороны поля, может быть направлена противоположно силе гравитации и при достаточно большой мощности, подводимой к металлу, может обеспечить удержание куска металла во взвешенном состоянии. Электромагнитное давление на металл (Па) при ярко выраженном поверхностном эффекте проникновения поля в металл выражается формулой:

где Н - амплитуда напряженности магнитной составляющей поля на поверхности металла, А/м.
В опытах Иоффе для определения элементарного электрического заряда были использованы металлические порошки, которые перемещались под действием изменения напряжения между пластинами конденсатора.
[5]. Для того чтобы порошок металла перемещать, его освещали ультрафиолетовым светом, чтобы порошок приобрел положительный или отрицательный заряд:
где m - масса металлической пылинки, г; g - ускорение силы тяжести м/с2; q - эклектический заряд пылинки, Кулон; Е - напряженность электрического поля, В/м.
Поставленная задача решается тем, что способ аддитивного изготовления деталей включает прямое осаждение потока гранул порошка металла или неметалла из накопительной емкости в ванну расплава на опорном столе для формирования детали, наплавляемой посредством тепловой энергии лазерного или электронного источника нагрева и кристаллизацию расплава с обеспечением формирования детали, отличающийся тем, что осаждение гранул порошка ведут под действием сил тяжести и электромагнитных сил с обеспечением приобретения ими положительного или отрицательного заряда в полете, при этом управляют траекторией и скоростью движения гранул порошка в полете посредством электромагнитного поля в соответствии с заданной программой, осаждение ведут в вакууме, при этом обеспечивают подогрев или оплавление поверхности гранул порошка на подлете к ванне расплава, осаждение ведут с обеспечением переплавки в подлете гранул порошка, при этом наружную часть гранул в ванне расплава кристаллизируют, а внутреннюю -расплавляют, или наоборот, используют переменное или постоянное электромагнитное поле, используют гранулы порошка различного химического состава и диаметра. Устройство для аддитивного изготовления деталей содержит лазерный или электронно-лучевой источник нагрева, накопительную емкость для гранул порошка металла или неметалла, установленные в камере опорный стол для формирования детали и датчики слежения, соединенные через коммутатор с компьютером, отличающееся тем, что оно содержит связанный с накопительной емкостью распределитель для направления гранул порошка в наплавляемую упомянутым источником нагрева ванну расплава на упомянутом опорном столе, индукционные электромагнитные катушки, установленные на распределителе с возможностью управления траекторией движения гранул порошка в распределителе, электромагнитные устройства, установленные с возможностью управления траекторией и скоростью движения гранул порошка в полете от распределителя к ванне расплава на упомянутом опорном столе и обеспечения в полете положительного или отрицательного заряда гранул порошка, при этом накопительная емкость снабжена шнеком, скорость вращения которого регулирует объем и скорость подачи потока гранул, датчики слежения выполнены с возможностью отслеживания координат траектории движения гранул в потоке с заданной частотой, а опорный стол выполнен с возможностью вращения и перемещения вдоль оси вращения, причем электромагнитные устройства и шнек накопительной емкости выполнены с возможностью управления по заданной программе после обработки компьютером сигналов датчиков слежения. Устройство содержит электромагнитную воронку, размещенную на заданном расстоянии от опорного стола и выполненную с возможностью перемещения в пространстве по заданной программе, электромагнитная воронка выполнена с возможностью регулирования площади сечения потока гранул порошка, электромагнитные устройства выполнены в виде электромагнитной воронки и установленного после нее отклоняющего контура, обеспечивающего укладку гранул в ванну расплава под любым углом и выполненного с возможностью изменения геометрии траектории движения гранул и изменения направления траектории движения гранул, включая разворот к накопительной емкости, в качестве датчиков слежения устройство содержит датчики, выполняющие функции радара, сканера, пирометра и спектрометра. Устройство содержит электромагнитный отклоняющий контур, обеспечивающий позволяющий укладку гранул в ванну расплава с возможностью изменения направления траектории движения гранул, включая разворот к накопительной емкости, электромагнитная воронка и отклоняющий контур размещены с возможностью их перемещения в пространстве посредством единого механизма. Устройство дополнительно содержит электромагнитные воронку и отклоняющий контур для прохождения через него наплавляющего ванну расплава электронного луча от источника нагрева, выполненные с возможностью их перемещения в пространстве по заданным координатам с помощью единого механизма, опорный стол установлен с обеспечением наплавления ванны по прямой линии вдоль радиуса вращения и формирования тела детали с осаждением гранул перпендикулярно плоскости вращения, при этом источник нагрева установлен с направлением излучения под углом с ограничением зоны формирования тела в заданном секторе окружности. Устройство выполнено с возможностью изготовления деталей из гранул порошка различного химического состава и размера, источник нагрева выполнен с возможностью фокусировки лучей источника нагрева на заданной высоте формирования детали, распределитель выполнен в виде вибролотка в форме песочных часов с магнитным затвором, электромагнитные устройства установлены в размещенном поле накопительной емкости распределителе в виде трубопровода и выполнены в виде электромагнитных катушек с различной схемой намотки для обеспечения стабилизации потока гранул порошка по заданным траекториям в объеме трубопровода, в качестве электромагнитных устройств оно содержит фокусирующий и отклоняющий индукторы и установленные перед и после них датчики, считывающие параметры, характеризирующие движение и тепловое состояние гранул, причем фокусирующий индуктор выполнен с возможностью фокусировки, замедления, ускорения и изменения температуры потока гранул порошка, а отклоняющий индуктор выполнен с возможностью направления заданного потока гранул порошка в ванну расплава или в накопительный бункер. Устройство содержит датчики, с возможностью фиксации с определенной частотой информации о потоке гранул порошка в полете от накопительной емкости к ванне расплава и луче источника нагрева, при этом устройство выполнено с возможностью обработки полученной информации с помощью компьютера с той же частотой и внесения корректив в управление процессом изготовления детали, устройство содержит установленные между фокусирующим и отклоняющим индуктором и снабженные датчиками слежения фокусирующие, отклоняющие, тормозящие, ускоряющие и сортирующие гранулы порошка электромагнитные устройства, выполненные в виде электромагнитного рассекателя, окружных электромагнитных воронок, собирающего и ускоряющего - замедляющего индуктора. Устройство выполнено с возможностью обеспечения положительного или отрицательного заряда гранул порошка посредством трения, облучения или прямого подвода электронов или протонов, оно содержит снабженное сортировочное и управляющее скоростью и траекторией движения гранул порошка устройство, выполненное в виде вертикальных и горизонтальных пластин конденсаторов, собранных в расположенную рядами сетчатую конструкцию, которое снабжено датчиками слежения.
Заявляемый способ аддитивного изготовления деталей и устройство для его осуществления связаны между собой единым изобретательским замыслом и иллюстрируется следующими примерами конкретного выполнения.
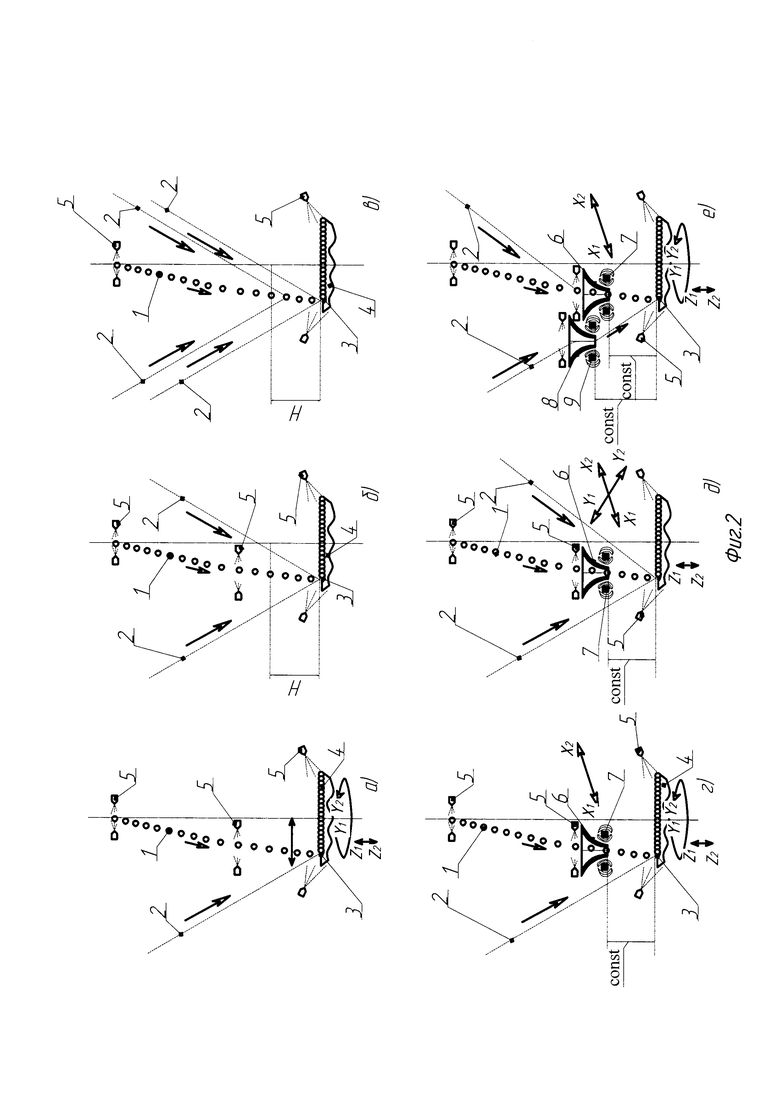
На Фиг. 2 показаны основные предлагаемые схемы формирования тела 4 детали при прямом осаждении гранул 1 в ванну расплава 3 созданную лучом 2, где траектория падения вещества формируется под действием электромагнитного поля и отслеживается на всей траектории движения датчиками 5, которые при необходимости могут выполнять функции радара, сканера, пирометра, спектрометра и другие.
На Фиг. 2а показана схема, где задействован один луч 2, создающий ванну расплава 3 в теле 4 детали, образованной гранулами 1 за счет падения с определенной высоты под действием сил гравитации и управляемых электромагнитными полями. На пути траектории движения гранул установлены датчики 5, которые с определенной частотой определяют координаты. гранулы в определенный момент времени, ее скорость, направление, температуру и другие необходимые параметры, а также место фиксации гранулы в теле детали. Формирование в 3D пространстве тела детали обеспечивается за счет его вращения и перемещения вниз по мере формирования слоев. За счет этого падение гранул производится вдоль радиуса вращения по прямой с изменением направления движения, от центра вращения к периферии и обратно. Например, по оси X подаются гранулы вдоль радиуса вращения, по оси Y осуществляется перемещение тела детали за счет поворота вокруг оси вращения на определенный угол, а по оси Z вдоль оси вращения идет подъем - опускание тела на определенную величину. Тем самым, создается механизм формирования детали, работающий по принципу 3D принтера. Этот механизм используется в механообрабатывающем оборудовании, при создании детали, где например, по оси X используют поперечную подачу, по оси Y поворот детали и по оси Z продольную подачу. В предлагаемом изобретении данная схема формирования тела позволяет направлять гранулы вдоль прямой линии перпендикулярно плоскости вращения, а излучение с определенной стороны и под определенным углом, что позволяет ограничивать зону формирования тела определенным сектором окружности. Сектор относительно всей площади сечения детали может занимать всего несколько процентов. Эта особенность позволяет с высокой точностью формировать деталь.
На Фиг. 2б предлагаемая схема устройства не использует перемещения тела формируемой детали. Для качественного и всестороннего плавления ванны используется несколько (два, три, четыре и более) лучей 2, которые могут регулировать фокусировку на высоте Н, где ведется формирование тела детали. Схема отличается тем, что деталь формируется в пространстве путем прямого осаждения вещества, изменяющего траекторию падения гранул, фокусировку и траекторию электронного луча под действием электромагнитного поля без использования механизмов.
На Фиг. 2в схема формирования детали аналогична предшествующей, но дополнительно может использовать подогрев или оплавление поверхности не сферического порошка или гранул отдельным лучом или лучами на подлете вещества к ванне расплава. Эта схема позволяет использовать более дешевый несферический порошок, который после оплавления принимает сферическую форму. Схема позволяет регулировать температуру вещества на подлете к ванне расплава. Гранула падает в ванну, приобретая заданную температуру, при этом ее поверхность может быть расплавлена, а центральная часть быть не нерасплавленная и наоборот.
На Фиг. 2г для начальной отработки предлагаемой схемы возможно применение электромагнитной воронки 6, которая улавливает и по своей оси направляет гранулы в ванну расплава, то есть производит более точную корректировку траектории падения гранул за счет корректировки траектории в электромагнитном поле воронки. Для корректировки траектории гранул имеющих положительный или отрицательный заряд, возможно, использовать постоянное электромагнитное поле. В переменном поле может производиться корректировка траектории и нагрев гранул, не имеющих заряда, но проводящих ток. Изменением напряженности электромагнитного поля возможно производить фокусировку или разфокусировку потока гранул проходящих по оси электромагнитной воронки. Схема может применяться в модификации, где в ванну расплава гранулы может направлять электромагнитный отклоняющий контур 7 установленный сразу после воронки, позволяющий в определенном радиусе от оси воронки укладывать в ванну расплава гранулы. Для создания особых деталей, состоящих из замкнутых сотовых полостей, отклоняющий контур позволяет изменять полет гранулы, где траектория падения на тело детали может идти по горизонтали или по кривой с разворотом к месту старта, то есть, контур может укладывать в ванну расплава вещество под любым углом падения. Совместное использование воронки и контура повышает точность и увеличивает площадь укладки гранул, а следовательно скорость формирования детали. Отклоняющий контур позволяет более динамично воздействовать на гранулы, тем самым повышая быстродействие схемы.
При использовании электромагнитной воронки, Фиг. 2г целесообразно применять схему аналогичную изображенной на Фиг. 2а, где тело детали вращается вокруг оси и по мере его нарастания опускается вниз, а воронка с контуром перемещается по прямой линии, то есть по радиусу вращения. Перемещение воронки и контура обеспечивается за счет механизма, который в соответствии с программой перемещает их по прямой линии, позиционируя в заданных координатах. С использованием предлагаемого механизма наплавление ванны и осаждение вещества при формировании детали происходит в определенном угловом секторе.
На Фиг. 2д предлагается схема устройства, где вращение тела детали не используется, при этом используется механизм перемещения тела детали по вертикальной оси вниз или вверх по мере наплавления слоев. Для качественного проплавления ванны может применяться несколько лучей 2, при этом электромагнитная воронка 6 и электромагнитный отклоняющий контур 7 перемещаются в одной плоскости параллельно плоскости формирования верхнего слоя по оси X и Y, за счет использования 2D принтера. Площадь окружности в которой осаждаются гранулы за счет использования отклоняющего контура, больше площади падения гранул, где используется только одна электромагнитная воронка, поэтому перемещать воронку и контур вдоль площади сечения детали можно более плавно и на меньшее расстояние.
На Фиг. 2е используется схема аналогичная изображенной на Фиг. 2а, где также используется вращение с перемещением детали вниз по мере нарастания слоев. Для более точной настройки на место плавления ванны лучом, применяется вторая электромагнитная воронка 8, с закрепленным на ней в нижней части вторым электромагнитным отклоняющим контуром 9. Вторая электромагнитная воронка 8 фокусирует луч 2 и направляет его по внутренней оси, а второй электромагнитный контур 9 направляет луч в нужное место, где наплавляется ванна расплава. Это позволяет направлять электронный луч по более сложной траектории по отношению к телу детали, как по касательной, так и по искривленной траектории, включая разворот траектории к месту возникновения луча. Данная особенность позволяет производить сотовые пустотелые детали с замкнутыми полостями для этого в заданный момент времени и в заданных координатах пространства нужно изгибать траекторию падения луча и вещества под заданным углом. При этом ванна расплава может наплавляться не только сверху тела детали, но и с боку и снизу, то есть ванна может наплавляться на теле детали по горизонтали сверху, по вертикали сбоку и по горизонтали снизу. Замкнутые полости, имея форму близкую к оболочке шара, требуют наплавления ванны и нанесения вещества с разных направлений пространства. Возможность способа направлять траекторию вещества и луча в нужное место пространства, невзирая на действие сил гравитации, под действием электромагнитных полей без использования механизмов, дает большие технологические преимущества. Вторая электромагнитная воронка 8 и второй электромагнитный контур 9 закреплены с электромагнитной воронкой 6 и электромагнитным контуром 7 и перемещаются на стационарном расстоянии. Эта особенность позволяет очень точно согласовать место наплавления ванны расплава лучом и траекторию падения в нее гранул. Для подогрева гранул 1 и разогрева ванны 3, можно использовать дополнительный луч 2, направленный в электромагнитную воронку 6 или на траекторию движения вещества. Проходя через траекторию вещества и ось воронки, луч подогревает поверхность гранул и ванну расплава. Данное устройство особенно эффективно при создании нового аддитивного оборудования использующего метод одновременного управления лучом и веществом за счет электромагнитного поля.
При необходимости возможно применять наклон детали в пространстве или наклон оси вращения детали. Основные схемы осаждения, показанные на Фиг. 2, могут сочетаться в различных комбинациях при создании различных модификаций оборудования.
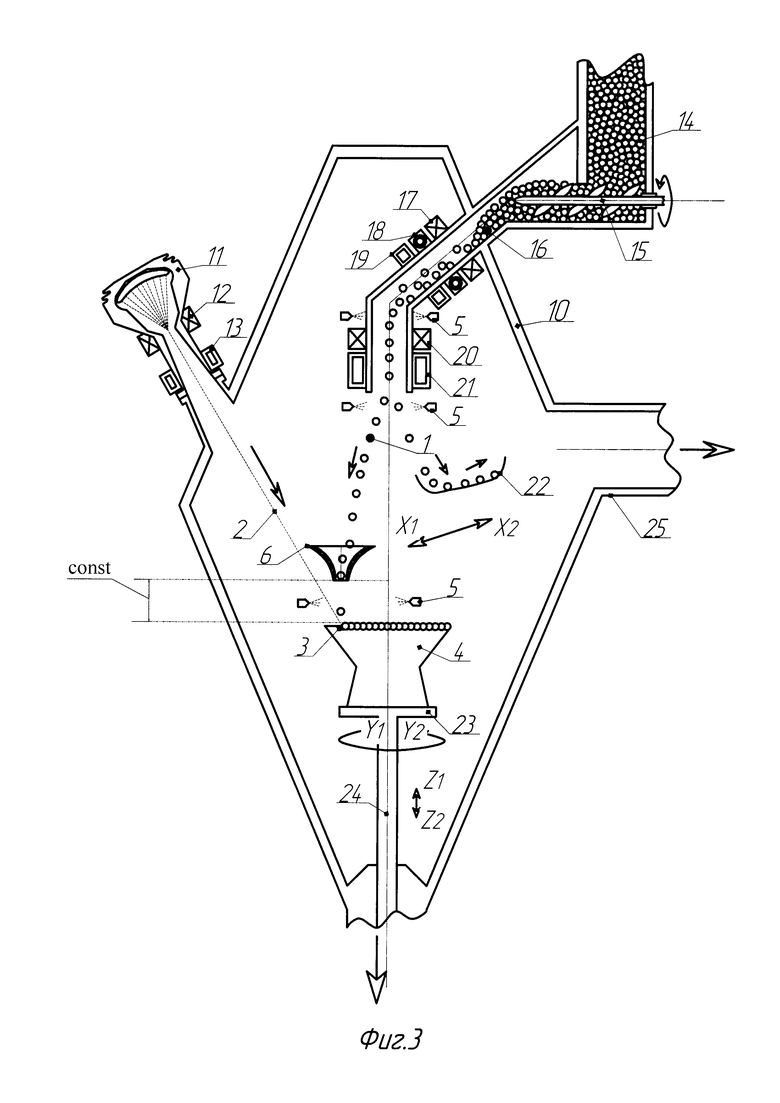
Для осуществления заявляемого способа аддитивного изготовления деталей на основе электродинамики предлагается устройство, изображенное на Фиг. 3.
Устройство содержит вакуумную камеру 10, где размещается электронно-лучевая пушка 11 с фокусирующей электромагнитной линзой 12 и отклоняющей электромагнитной линзой 13 луча 2, который в заданных координатах на верхней плоскости тела 4 детали в зоне построения наплавляет ванну расплава 3. Куда поступает порошок, в виде сферических гранул 1, падая с определенной скоростью из загрузочного бункера 14. Гранулы из бункера выталкиваются шнеком 15, который может вращаться с заданной скоростью. Регулируя скорость вращения можно обеспечить в секунду определенный объем подачи гранул. Подачу гранул возможно обеспечить различными механизмами, например подавая их из бункера за счет вибролотка, по типу песочных часов, где в узкой части можно установить магнитный затвор, который может тормозить поток вещества или ускорять, а так же возможно применить другие схемы подачи. Гранулы, направленные из накопителя, попадают в распределитель 16, в виде трубы. Для того, чтобы из бункера поступал порошок в определенном количестве с определенной скоростью, на распределителе установлены индукционные электромагнитные катушки 17, 18, 19. Катушки имеют различную схему намотки, например, катушка 17 имеет намотку вокруг оси трубы, что позволяет фокусировать гранулы по центру трубы. Вторая катушка 18 поперек оси, что позволяет отклонять гранулы по сечению трубы. Третья катушка 19 намотана под углом к оси трубы, что позволяет распределять гранулы, под углом к сечению трубы. Вследствие взаимодействия индуктированного тока в металле гранул с вызвавшем его полем катушек возникают механические силы, оказывающие давление на металл гранул, распределяющие их по заданным траекториям в объеме трубопровода.
Поступление гранул в зону действия индукционных катушек, вызывает изменение напряженности поля в электромагнитном контуре, которое фиксируется приборами, за счет этого возможно определить примерное количество и скорость поступающего порошка. Напряженность поля катушки и скорость вращения привода шнека за счет определенной программы могут управляться компьютером через коммутатор с использованием обратной связи. Когда сигнал снимается с индукционной катушки о поступлении в нее определенного количества вещества, он поступает на коммутатор и далее на компьютер, который согласно программе определяет соответствие количества поступающего порошка по заданной программе. После сравнения сигнал поступает через коммутатор на устройства управления скоростью вращения шнека и напряженностью поля катушек, добиваясь заданного поступления объема вещества в распределитель. После этого в соответствии с программой устанавливается стабилизированный по скорости, направлению и количеству поток гранул, поступая в зону действия фокусирующего индуктора 20 и отклоняющего индуктора 21.
При выходе из распределителя 16 установлены датчики 5, которые более точно считывают все параметры характеризующие движение и тепловое состояние гранул, собранная информация через коммутатор поступает на компьютер, обрабатывается, и сигнал управления снова через коммутатор подается на фокусирующий индуктор 20 и отклоняющий индуктор 21. Под действием сигнала управления фокусирующий индуктор 20 может ускорить или замедлить гранулы, сфокусировать по оси траекторию и изменить температуру, а отклоняющий индуктор 21 направляет гранулы в электромагнитную воронку 6 или электромагнитный уловитель 22, из которого гранулы могут снова попадать в бункер 14. Данная схема позволяет точно регулировать количество, скорость, траекторию, температуру и другие параметры гранул поступающих в электромагнитную воронку 6. Механизм перемещает воронку по оси X на определенном отрезке прямой линии, получая в определенный момент сигнал с компьютера о координатах. Перед и после электромагнитной воронки 6 установлены датчики слежения 5, которые фиксируют координаты гранул в пространстве до момента осаждения в ванну расплава. Информация о гранулах фиксируется датчиками 5 с определенной частотой в секунду, от места падения из бункера до места осаждения в ванну расплава. Информация обрабатывается компьютерной программой, которая вносит коррективы с той же частотой через сигналы управления на все устройства, влияющие на аддитивный процесс изготовления детали. Луч 2 управляется в соответствие с программой по аналогичной схеме, через фокусирующую электромагнитную линзу 12 и отклоняющую электромагнитную линзу 13. Поворот стола 23 осуществляет изменение координат по оси Y в соответствие с программой. Стол установлен на шток 24, который может опускаться или подниматься в соответствии с программой управления, осуществляя изменение координат по оси Z. Осаждение вещества производиться в вакууме, который создается через патрубок 25. При необходимости возможно производить осаждение вещества в любом газе.
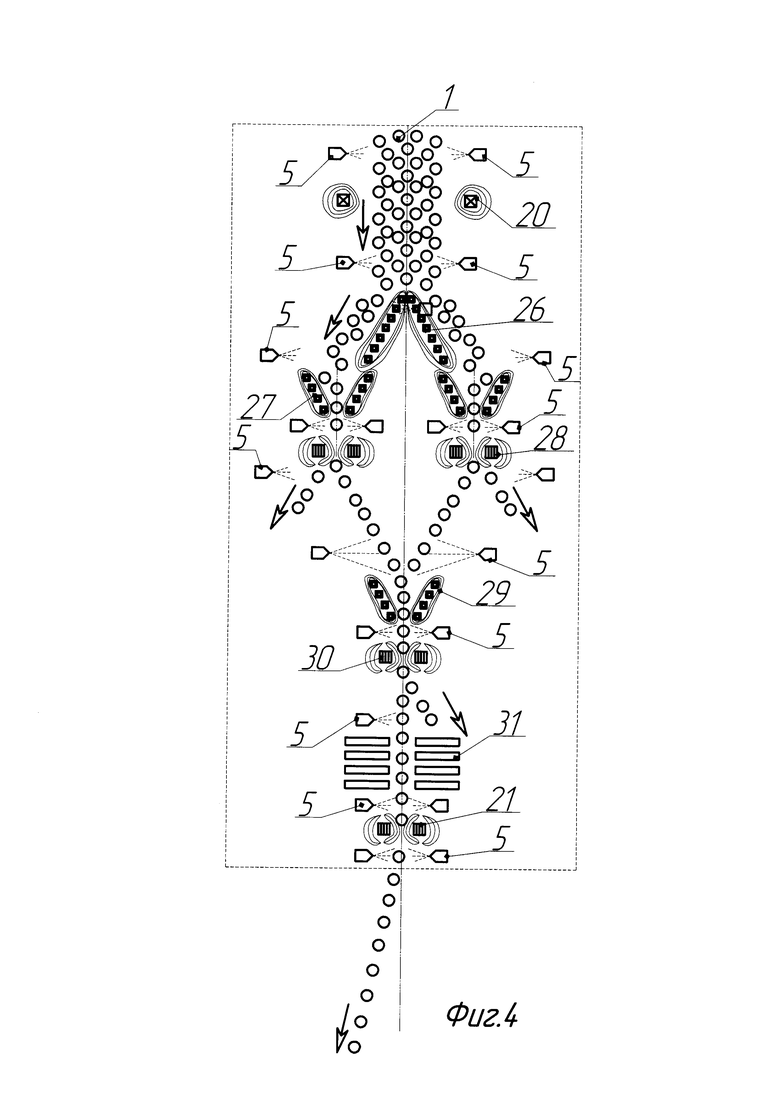
Для большей точности определения и управления гранулами можно прибегнуть к использованию большего количества фокусирующих, отклоняющих, тормозящих, ускоряющих и сортирующих вещество устройств. На Фиг. 4 показан пример подобного устройства, где на участке между фокусирующим индуктором 20 и отклоняющим индуктором 21 установлены устройства, позволяющие более точно влиять на траекторию и другие параметры гранул 1. Этот комплекс устройств более точно определяет различные параметры гранул. Гранулы, входя и выходя из фокусирующего индуктора 20, считываются по необходимым параметрам датчиками 5 и далее направляются на индуктор-рассекатель 26, который делит поток на несколько потоков гранул, улавливаемых окружными воронками 27, которые установлены вокруг рассекателя. Перед окружными воронками и после их датчики определяют параметры каждого потока гранул, позволяя более точно отслеживать отдельные параметры потоков. Далее каждый поток попадает во вторые отклоняющие индуктора 28, которые сортируют гранулы, направляя одну часть в бункер, а другую часть в ванну расплава. Чем больше установлено окружных воронок с отклоняющими индукторами, тем более точно можно регулировать процесс подачи вещества на формирование тела детали. После отклоняющих индукторов заданное количество гранул поступает в собирающий индуктор 29, после которого установлен третий отклоняющий индуктор 30, задача которого более точно отсортировать количество гранул поступающих на изготовление детали.
Окончательный отсортированный поток гранул поступает в ускорительно-замедлительный индуктор 31, где гранула приобретает заданную скорость полета и на выходе попадает в отклоняющий индуктор 21.
Данный пример, показывает, что система, собранная из фокусирующего и отклоняющего индуктора 20 и 21, может быть более сложной за счет ввода дополнительных подобных устройств. Но данное усложнение позволяет многократно повысить точность отслеживания и перемещения веществ в электромагнитном поле. На Фиг. 4 показано, что каждое устройство снабжено датчиками 5, количество которых на этом участке увеличено с двух до десяти. Количество индукторов управления и датчиков слежения для конкретной аддитивной машины подбирается исходя из экономических соображений и решаемой задачи по точности изготовления детали. Эти устройства позволяют при падении в ванну расплава превратить поток гранул как в сплошную линию заданного сечения подобную сплошной проволоке, так и прерывистую линию из гранул, где задана площадь и длина сплошных участков состоящих из гранул, а так же расстояния между участками гранул.
Вышеперечисленные схемы управления предназначены для металлов и неметаллов, где в грануле, возможно, навести токи, вокруг которых возникает электромагнитное поле. Для управления потоком гранул из неметаллов, где это сделать сложно, необходимо применять схему, которая так же позволяет управлять их траекторией в электромагнитном поле. Для этого необходимо чтобы нейтральная гранула приобрела положительный или отрицательный заряд. Неметаллическая частица в виде гранулы может быть заряжена за счет, трения, облучения или за счет прямого подвода к частице электронов или протонов.
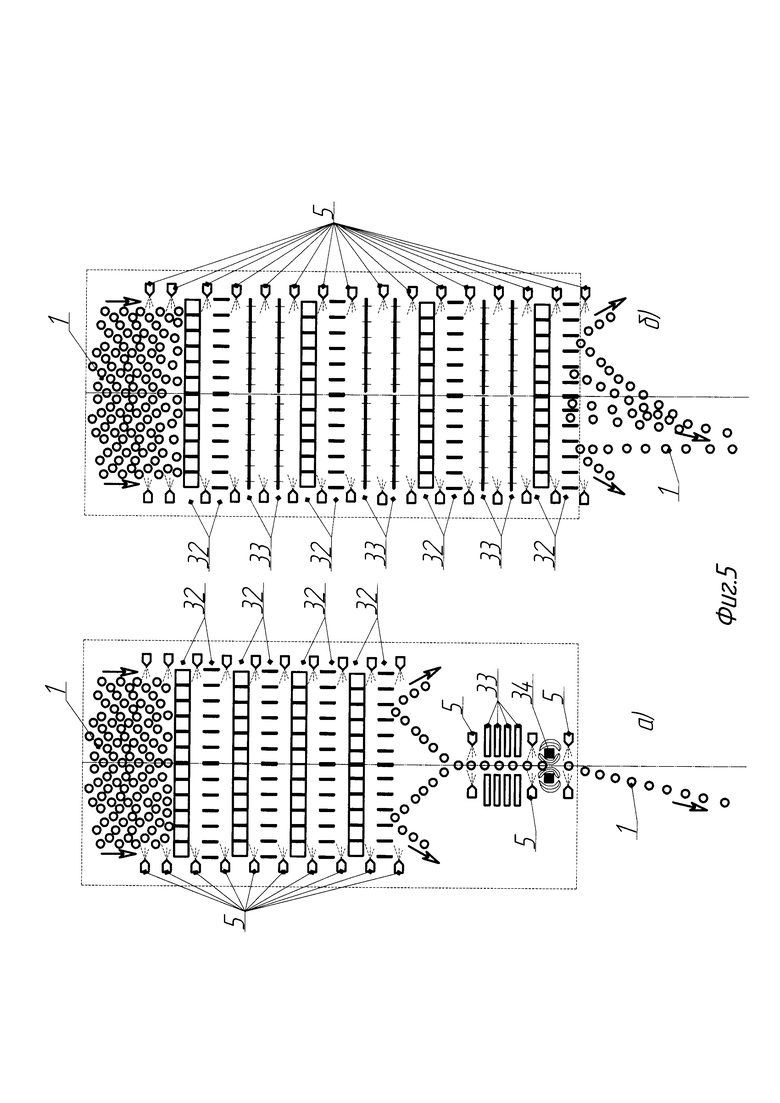
Для управления заряженной частицей можно применить устройство, показанное на Фиг. 5. На Фиг. 5а гранулы 1 падают между вертикальными пластинами отклоняющих конденсаторов 32, которые могут представлять две вертикальные плоскости пластин собранных в сетчатую конструкцию и располагаться рядами, создавая между двумя пластинами различную напряженность. В итоге создается устройство из пластин конденсаторов в виде сетки, которая перекрывает всю площадь, через которую падают гранулы. Гранула, проходя через пластины, может под действием электромагнитного поля отклонять по горизонтали свою траекторию в заданные координаты. На входе и выходе из ряда конденсаторов параметры траектории падения заряженных гранул отслеживают датчики. После выхода из рядной системы вертикальных конденсаторов, которые выполняют функции сортировочного и отклоняющего траекторию устройства, гранулы в определенном количестве направляются в сторону или на осаждение в ванну расплава. После вертикальных отклоняющих конденсаторов поток гранул, собранный со всей площади, поступает в ускоряющий - тормозящий ряд горизонтальных конденсаторов 33, расположенных в центральной части. Горизонтальный конденсатор 33 собран из нескольких кольцевых пластин с отверстием, плоскость которых перпендикулярна траектории падения гранул. Между каждыми двумя пластинами возможно создавать различную напряженность поля, подключая их к различным полюсам, тем самым можно ускорять или замедлять скорость падения гранул. Далее стабилизированный по скорости падения поток гранул проходит через отклоняющую катушку 34, которая направляет гранулы по заданным координатам.
На Фиг. 5б показана схема, использующая для изменения направления траектории и скорости падения гранул только ряды отклоняющих конденсаторов 32, состоящих из вертикальных пластин, чередующихся с рядами тормозяще-ускоряющих горизонтальных конденсаторов 33, состоящих из горизонтальных пластин.
Таким образом, на траекторию движения и скорость перемещения возможно воздействовать, используя как переменное, так и постоянное электромагнитное поле. Схемы устройств, изображенные на Фиг. 4 и Фиг. 5, могут быть различной конфигурации за счет использования различных сочетаний и комбинаций представленных схем.
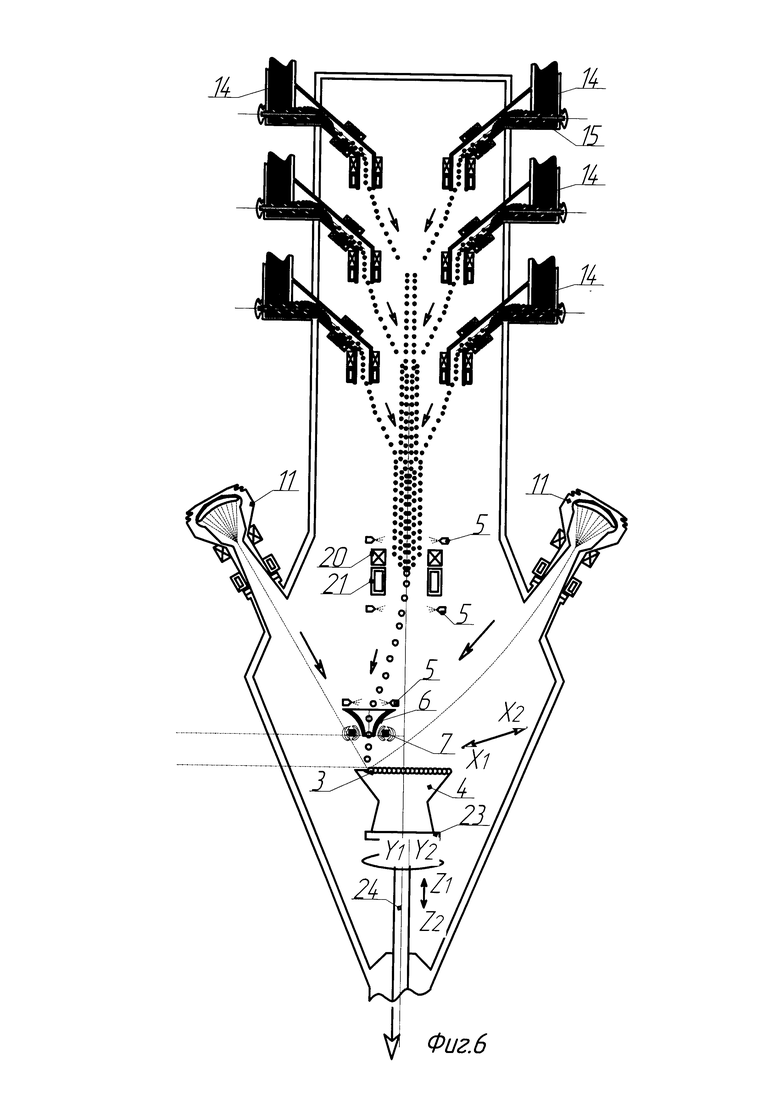
Для того чтобы расширить возможности способа прямого осаждения материала в электромагнитном поле, можно снабдить оборудование сразу несколькими бункерами из которых поступает материал одинаковой или различной фракции и одного или различного химического состава. Использование нескольких источников подачи материала в ванну расплава, позволит повысить точность дозирования, скорость подачи, но главное это позволит создавать композиционные детали, сочетая подачу различных материалов.
На Фиг. 6 показана схема устройства для производства обычных или композиционных деталей. Схема устройства подобна схеме, изображенной на Фиг. 3, но позволяет использовать вещество из различных материалов, где возможно одновременное или последовательное осаждение гранул различной фракции и различного химического состава. Устройство содержит несколько электронно-лучевых пушек 11 несколько загрузочных бункеров 14 с автономной системой регулирования подачи гранул, которые в нужный момент времени и в нужном количестве поступают в заданные координаты на теле детали 4. На Фиг. 6 в качестве примера используется система фокусирующего индуктора 20 и отклоняющего индуктора 21, куда поступают гранулы, которые далее поступают в электромагнитную воронку 6 с отклоняющим электромагнитным контуром 7 и в ванну расплава 3. Ванна может создаваться одним или несколькими лучами в зависимости от сложности детали, скорости и массы осаждаемого материала. Дополнительный луч (или лучи) позволяет на полете к ванне оплавлять или подогревать гранулы до заданной температуры. Дополнительный луч позволяет расплавлять или оплавлять гранулы, осажденные на поверхность детали, расширяя технологические возможности оборудования.
Скорость аддитивного изготовления на установке, показанной на Фиг. 6 можно повысить, если вести формирование детали при осаждении вещества сразу по нескольким радиусам, то есть в различных угловых секторах на площади окружности.
Все воздействия на вещество и луч осуществляются электромагнитными полями, что позволяет контролировать процесс формирования детали с максимально возможной скоростью. Показанные на Фиг. 1÷6 схемы устройства раскрывают принцип действия способа и показывают высокие возможности создания различного по модификации оборудования для изготовления деталей.
Предлагаемое устройство позволяет с высокой скоростью осуществлять аддитивное изготовление деталей. Например, если гранулы падают с высоты два метра в ванну расплава, они приобретут под действием силы тяжести скорость 6,26 м/сек. Допустим, что с учетом торможения и искривления траектории полета гранул в электромагнитном поле скорость падения снизиться до 4,5 м/сек. Примем, что площадь осаждения материала в ванну расплава составляет 1 мм2, который падает сплошным потоком, следовательно за одну секунду тело детали увеличит свой объем на 4,5 см3. Для осаждения этого объема, за секунду необходимо наплавить соответствующий объем ванны расплава. Допустим, объем ванны будет составлять половину объема осаждаемого вещества 2,25 см3. Если в качестве вещества будет использован титан, то известно, что для расплавления электронным лучом мощностью один МВт, в минуту можно расплавить 12 кг. Следовательно, для создания ванны расплава объемом 2,25 см3 за секунду потребуется мощность луча 50,6 кВт.
Скорость нарастания массы детали из титана в секунду составит 20,25 грамм, в минуту - 1215 грамм, в час - 72,9 кг. Это достаточно высокая скорость аддитивного изготовления детали, которая превосходит скорость изготовления деталей за счет механической обработки.
На данный момент времени современная техника позволяет обрабатывать сигнал компьютером, проходящий через коммутатор с частотой 10000 Гц. Это позволяет очень точно контролировать полет гранулы, выпущенной с двух метров и движущейся со средней скоростью 2,25 м/сек. Время в полете занимает 0,9 сек, следовательно, полет будет отслежен с периодом по времени  , при этом траекторию полета гранулы можно будет зафиксировать в среднем на отрезке длины равном 0,18 мм. Для современного компьютерного оборудования полет гранулы будет практически "застывшим" во времени, что позволяет очень точно производить наведение и корректировку траектории, а следовательно производить более точное и скоростное аддитивное формирование детали с осаждением вещества управляемого магнитным полем.
, при этом траекторию полета гранулы можно будет зафиксировать в среднем на отрезке длины равном 0,18 мм. Для современного компьютерного оборудования полет гранулы будет практически "застывшим" во времени, что позволяет очень точно производить наведение и корректировку траектории, а следовательно производить более точное и скоростное аддитивное формирование детали с осаждением вещества управляемого магнитным полем.
Принцип управления веществом и лучом в вакууме или газовой среде за счет электромагнитных полей открывает для развития аддитивной технологии значительные перспективы, которые не доступны аналогам.
ЛИТЕРАТУРА
[1]. Довбыш В.М., Забеднов П.М., Зеленко М.А. - Статья. Аддитивные технологии и изделия из металла, [Электронный ресурс], Режим доступа: http://nami.ru/uploads/docs/centr_technology_docs/55a62fc89524bAT_metall.pdf
[2]. Кулиш Александр Михайлович, Студент 4курса, кафедра «Лазерные технологии в машиностроении» Московский государственный технический университет им Н.Э. Баумана - Статья. Использование аддитивных технологий для получения деталей машиностроения, Всероссийская научно-техническая конференция студентов Студенческая научная весна 2015: Машиностроительные технологии.
[3]. Григорьянц А.Г., Мисюров A.M. - Возможности и перспективы применения лазерной наплавки. Технология машиностроения, 2005, №10 с. 52-56.
[4]. Фогель А.А. - Индукционный метод удерживания жидких металлов во взвешенном состоянии / Под ред. А.Н. Шамова - 2-е изд., испр. - Л.: Машиностроение, Ленингр. отд-ние, 1989. (стр. 167; 174-181).
[5]. Кабардин О.Ф. - Физика: Справ. Материалы: учеб. пособие для учащихся. - 4-е изд. - М.: Просвещение: АО "Учеб. лит.", 1996. (стр. 3; 5-11).
Группа изобретений относится к аддитивному изготовления деталей. Способ включает прямое осаждение потока гранул порошка металла или неметалла из накопительной емкости в ванну расплава на опорном столе для формирования детали, наплавляемой посредством тепловой энергии лазерного или электронного источника нагрева, и кристаллизацию расплава с обеспечением формирования детали. Осаждение гранул порошка ведут под действием сил тяжести и электромагнитных сил с обеспечением приобретения ими положительного или отрицательного заряда в полете, при этом управляют траекторией и скоростью движения гранул порошка в полете посредством электромагнитного поля в соответствии с заданной программой. Предложено также устройство для аддитивного изготовления деталей. Обеспечивается повышение эффективности аддитивного изготовления деталей. 2 н. и 21 з.п. ф-лы, 6 ил.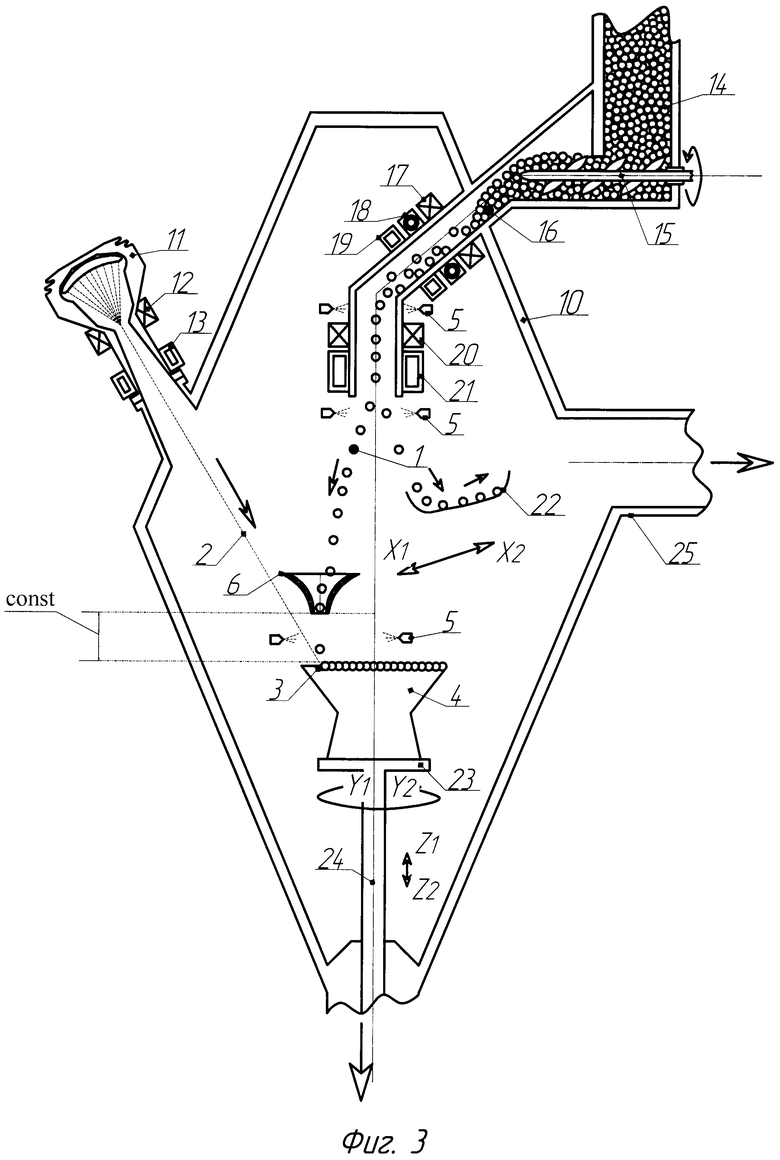
1. Способ аддитивного изготовления деталей, включающий прямое осаждение потока гранул порошка металла или неметалла из накопительной емкости в ванну расплава на опорном столе для формирования детали, наплавляемой посредством тепловой энергии лазерного или электронного источника нагрева, и кристаллизацию расплава с обеспечением формирования детали, отличающийся тем, что осаждение гранул порошка ведут под действием сил тяжести и электромагнитных сил с обеспечением приобретения ими положительного или отрицательного заряда в полете, при этом управляют траекторией и скоростью движения гранул порошка в полете посредством электромагнитного поля в соответствии с заданной программой.
2. Способ по п. 1, отличающийся тем, что осаждение ведут в вакууме, при этом обеспечивают подогрев или оплавление поверхности гранул порошка на подлете к ванне расплава.
3. Способ по п. 1, отличающийся тем, что осаждение ведут с обеспечением переплавки в подлете гранул порошка, при этом наружную часть гранул в ванне расплава кристаллизируют, а внутреннюю - расплавляют, или наоборот.
4. Способ по п. 1, отличающийся тем, что используют переменное или постоянное электромагнитное поле.
5. Способ по п. 1, отличающийся тем, что используют гранулы порошка различного химического состава и диаметра.
6. Устройство для аддитивного изготовления деталей, содержащее лазерный или электронно-лучевой источник нагрева, накопительную емкость для гранул порошка металла или неметалла, установленные в камере опорный стол для формирования детали и датчики слежения, соединенные через коммутатор с компьютером, отличающееся тем, что оно содержит связанный с накопительной емкостью распределитель для направления гранул порошка в наплавляемую упомянутым источником нагрева ванну расплава на упомянутом опорном столе, индукционные электромагнитные катушки, установленные на распределителе с возможностью управления траекторией движения гранул порошка в распределителе, электромагнитные устройства, установленные с возможностью управления траекторией и скоростью движения гранул порошка в полете от распределителя к ванне расплава на упомянутом опорном столе и обеспечения в полете положительного или отрицательного заряда гранул порошка, при этом накопительная емкость снабжена шнеком, скорость вращения которого регулирует объем и скорость подачи потока гранул, датчики слежения выполнены с возможностью отслеживания координат траектории движения гранул в потоке с заданной частотой, а опорный стол выполнен с возможностью вращения и перемещения вдоль оси вращения, причем электромагнитные устройства и шнек накопительной емкости выполнены с возможностью управления по заданной программе после обработки компьютером сигналов датчиков слежения.
7. Устройство по п. 6, отличающееся тем, что оно содержит электромагнитную воронку, размещенную на заданном расстоянии от опорного стола и выполненную с возможностью перемещения в пространстве по заданной программе.
8. Устройство по п. 7, отличающееся тем, что электромагнитная воронка выполнена с возможностью регулирования площади сечения потока гранул порошка.
9. Устройство по п. 6, отличающееся тем, что электромагнитные устройства выполнены в виде электромагнитной воронки и установленного после нее отклоняющего контура, обеспечивающего укладку гранул в ванну расплава под любым углом и выполненного с возможностью изменения геометрии траектории движения гранул и изменения направления траектории движения гранул, включая разворот к накопительной емкости.
10. Устройство по п. 6, отличающееся тем, что в качестве датчиков слежения оно содержит датчики, выполняющие функции радара, сканера, пирометра и спектрометра.
11. Устройство по п. 6, отличающееся тем, что оно содержит электромагнитный отклоняющий контур, обеспечивающий укладку гранул в ванну расплава с возможностью изменения направления траектории движения гранул, включая разворот к накопительной емкости.
12. Устройство по п. 9, отличающееся тем, что электромагнитная воронка и отклоняющий контур размещены с возможностью их перемещения в пространстве посредством единого механизма.
13. Устройство по п. 9, отличающееся тем, что оно дополнительно содержит электромагнитные воронку и отклоняющий контур для прохождения через него наплавляющего ванну расплава электронного луча от источника нагрева, выполненные с возможностью их перемещения в пространстве по заданным координатам с помощью единого механизма.
14. Устройство по п. 6, отличающееся тем, что опорный стол установлен с обеспечением наплавления ванны по прямой линии вдоль радиуса вращения и формирования тела детали с осаждением гранул перпендикулярно плоскости вращения, при этом источник нагрева установлен с направлением излучения под углом с ограничением зоны формирования тела в заданном секторе окружности.
15. Устройство по п. 6, отличающееся тем, что оно выполнено с возможностью изготовления деталей из гранул порошка различного химического состава и размера.
16. Устройство по п. 6, отличающееся тем, что источник нагрева выполнен с возможностью фокусировки лучей источника нагрева на заданной высоте формирования детали.
17. Устройство по п. 6, отличающееся тем, что распределитель выполнен в виде вибролотка в форме песочных часов с магнитным затвором.
18. Устройство по п. 6, отличающееся тем, что электромагнитные устройства установлены в размещенном поле накопительной емкости распределителе в виде трубопровода и выполнены в виде электромагнитных катушек с различной схемой намотки для обеспечения стабилизации потока гранул порошка по заданным траекториям в объеме трубопровода.
19. Устройство по п. 6, отличающееся тем, что в качестве электромагнитных устройств оно содержит фокусирующий и отклоняющий индукторы и установленные перед и после них датчики, считывающие параметры, характеризирующие движение и тепловое состояние гранул, причем фокусирующий индуктор выполнен с возможностью фокусировки, замедления, ускорения и изменения температуры потока гранул порошка, а отклоняющий индуктор выполнен с возможностью направления заданного потока гранул порошка в ванну расплава или в накопительный бункер.
20. Устройство по п. 6, отличающееся тем, что оно содержит датчики, выполненные с возможностью фиксации с определенной частотой информации о потоке гранул порошка в полете от накопительной емкости к ванне расплава и луче источника нагрева, при этом устройство выполнено с возможностью обработки полученной информации с помощью компьютера с той же частотой и внесения корректив в управление процессом изготовления детали.
21. Устройство по п. 19, отличающееся тем, что оно содержит установленные между фокусирующим и отклоняющим индуктором и снабженные датчиками слежения фокусирующие, отклоняющие, тормозящие, ускоряющие и сортирующие гранулы порошка электромагнитные устройства, выполненные в виде электромагнитного рассекателя, окружных электромагнитных воронок, собирающего и ускоряющего -замедляющего индуктора.
22. Устройство по п. 6, отличающееся тем, что оно выполнено с возможностью обеспечения положительного или отрицательного заряда гранул порошка посредством трения, облучения или прямого подвода электронов или протонов.
23. Устройство по п. 6, отличающееся тем, что оно содержит сортировочное и управляющее скоростью и траекторией движения гранул порошка устройство, выполненное в виде вертикальных и горизонтальных пластин конденсаторов, собранных в расположенную рядами сетчатую конструкцию, которое снабжено датчиками слежения.
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛАЗЕРНОЙ НАПЛАВКИ | 1999 |
|
RU2228243C2 |
| US 6149072 A, 21.11.2000 | |||
| Сортировочная машина | 1960 |
|
SU139624A1 |
| УСТРОЙСТВО И СПОСОБ ЛАЗЕРНОГО СПЕКАНИЯ | 1994 |
|
RU2132761C1 |

