Предлагаемое изобретение относится к области литейного производства и может быть использовано для литья любых металлов, включая тугоплавкие и химически активные.
В качестве аналога предлагаемого изобретения принят способ электронно-лучевого переплава с холодным подом [1]. В этом способе исходный материал в виде шихты, губки, порошка или гранул перемещается с определенной скоростью из шихтового бункера в охлаждаемый тигель. В тигле происходит плавление металла и образующийся жидкий металл каплями или (при достаточной мощности электронного луча) непрерывной струей стекает в скользящий охлаждаемый кристаллизатор, образуя слиток нужного размера. Такой метод переплава может быть также назван электронно-лучевой переплав с промежуточной емкостью. По назначению и схеме осуществления он полностью идентичен широко используемому в промышленности плазменному переплаву. Однако в отличие от плазменного переплава здесь возможна более глубокая очистка металла от газовых примесей, когда расплав в вакууме удерживается в течение достаточно большого времени, необходимого для рафинирования металла.
Наиболее близким техническим решением в качестве прототипа является плазменный или электронно-лучевой способ плавки в плоский кристаллизатор [2]. Плавление в плоский кристаллизатор разработано американской фирмой "Frankel", где печь работает за счет того, что шихта заполняет кристаллизатор, включая скрап с габаритными размерами до 0,6×7,0 м. Кристаллизатор передвигается на колесах внутри камеры под плазменной горелкой мощностью 600 кВт, которая может поворачиваться и перемещаться вверх и вниз. После сплавления определенной порции шихты добавляется вторая, пока слиток достигает нужной толщины. Полученный слиток в дальнейшем идет на вакуумно-дуговой переплав. Печи данной конструкции с электронно-лучевым нагревом выпускает российская фирма "Гиредмет".
Основным преимуществом метода плавления в плоский кристаллизатор является возможность получения плоских слитков, основным недостатком является сложность оборудования, в котором используется движущийся кристаллизатор, малая глубина проплавления шихты и малая возможность усреднения химического состава.
Задачей предлагаемого изобретения является повышение эффективности использования и расширение технических возможностей за счет снижения энергозатрат, сокращения производственного цикла, уменьшения массы металла при плавлении, уменьшения габаритов оборудования.
Поставленная задача достигается тем, что способ зонной плавки в квадратный кристаллизатор заключается в том, что осуществляют загрузку металлической шихты в кристаллизатор и ее плавление электронным лучом или плазмой путем сканирования ее поверхности с образованием расплава металла и получение слитка, при этом используют непрессованную или прессованную в брикет металлическую шихту, которую переплавляют двусторонним переплавом, при этом при использовании прессованной в брикет металлической шихты плавление одной стороны осуществляют за счет попеременного перемещения зоны нагрева от одной стороны квадрата к его противоположной стороне, а при использовании непрессованной металлической шихты - за счет постоянного перемещения зоны нагрева от центра по квадратной спирали к периметру кристаллизатора, причем плавление одной стороны осуществляют на глубину большей половины от высоты производимого слитка, при окончании плавления с одной стороны полученный слиток поворачивают и укладывают проплавленной частью на днище кристаллизатора, а затем повторяют плавление второй половины по той же схеме, по которой производилась плавка первой половины. Для увеличения глубины переплава, выравнивания химического состава и снижения потерь легирующих компонентов на переплавляемую ванну накладываются внешние силы воздействия, заставляющие расплав двигаться в заданном направлении.
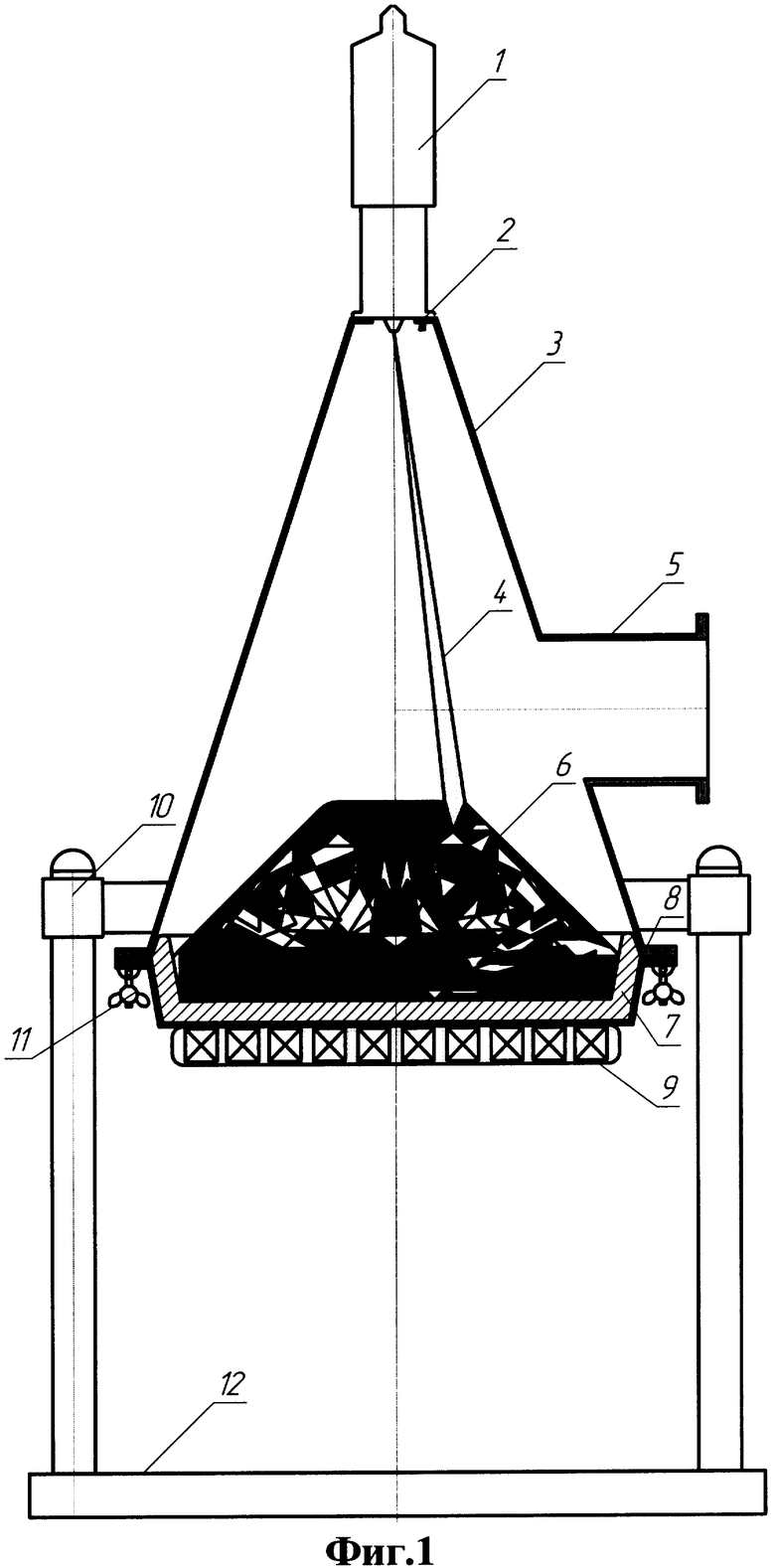
Предложенный способ осуществляется с помощью установки, изображенной на фиг.1. Установка содержит электронно-лучевую пушку 1, корпус которой расположен вертикально по оси корпуса плавильной камеры 3, представляющей из себя правильную пирамиду с квадратным основанием, в качестве которого служит медный охлаждаемый кристаллизатор 7. Кристаллизатор 7 и камера 3 крепятся с помощью болтовых приспособлений 11 через уплотнительную вакуумную резину 8. В кристаллизатор 7 загружается непрессованная или прессованная в брикет шихта 6, после установки кристаллизатора на корпусе в камере плавления создается вакуум через патрубок 5. При достижении требуемой глубины вакуума производится плавление шихты за счет электронного луча 4, если шихта не прессована, то она загружается в кристаллизатор определенным весом, будучи уложенной, также в виде пирамиды или конуса. При этом плавление этой пирамиды будет начинаться с вершины, где луч будет перемещаться по поверхности все увеличивающегося квадрата, пока его контур не достигнет периметра кристаллизатора. То есть свободно загруженную шихту предварительно необходимо осадить до высоты, когда луч сможет сканировать квадрат в обычном режиме. Брикетированная шихта начинает переплавляться от одной стороны квадрата к противоположной с такой скоростью, чтобы производить рафинированный металл от легких, тяжелых и газовых включений.
При стандартном режиме плавления глубина проплава металла с одной стороны должна достигать чуть глубже половины от высоты производимого сляба. После переплава одной стороны сляб переворачивается и проплавляется с другой стороны. При этом необходимо начинать плавление с той же стороны квадрата, с которой оно было начато при первом переплаве. Тем самым, обеспечивается возможность перемещения нежелательных включений и примесей к стороне, на которой процесс плавления завершается. После плавления данный край может подрезаться водяной резкой и использоваться для повторного переплава.
Для расширения технологических возможностей электронно-лучевого оборудования, а также для снижения последующего передела производимой продукции установка со стороны днища кристаллизатора укомплектована электромагнитным или вибрационным устройством 9 для перемешивания ванны металла. Как известно, электронный луч не оказывает механического воздействия на ванну металла, что с одной стороны позволяет рафинировать металл от всевозможных примесей, но с другой стороны не позволяет наиболее полно выравнивать химический состав различных сплавов. Для устранения данного недостатка служит устройство 9, которое позволяет перемешивать ванну расплава металла. Как видно на фиг.1, расстояние от ванны расплава до устройства 9, через днище кристаллизатора 7 минимальное, поэтому появляется возможность воздействия на расплав металла с наименьшими энергетическими затратами и с наименьшей эффективностью, не оказывая влияния или оказывая небольшое влияние на плавящий луч 4. Так, например, если использовать для перемешивания расплава обычную механическую вибрацию, допустим за счет пневмоударника, который, ударяя снизу по кристаллизатору, движется за лучом, то последний не будет оказывать отклоняющего действия на луч, в то же время будет оказывать действие на расплав металла. При использовании электромагнитного перемешивания на луч будет оказываться определенное воздействие, отклоняющее его траекторию, но за счет специальной автоматизированной системы управления данное отклонение можно будет учесть и скорректировать, управляя лучом при его выходе из пушки.
Корпус установки 3 удерживается над плоскостью пола за счет опорных четырех стоек 10, которые установлены на опорной плите 12. Пространство между плитой и днищем кристаллизатора подбирается определенной величины, для того чтобы обеспечить загрузку-выгрузку кристаллизатора с металлом.
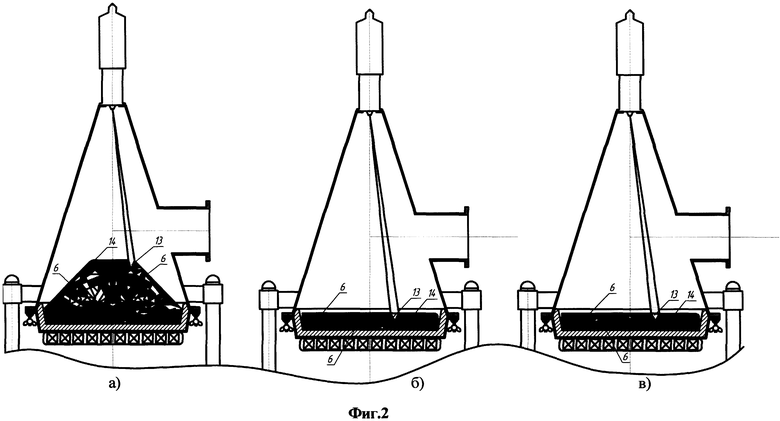
На фиг.2 изображена схема работы печи. На фиг.2а показана пирамидальная загрузка шихты без подпрессовки 6, плавление которой осуществляется за счет сплавления вершины электронным лучом или плазмой по квадратной спирали, где зона расплава 13 сканируется от центра к периметру, образуя за собой переплавленную зону металла 14. На фиг.2б показан переплав прессованной шихты 6, где зона расплава 13 сканирует плоскость шихты и образует переплавленную часть слитка 14. На фиг.2в показан переплав шихты с другой стороны сляба.
Особенности способа
- Данный способ производит сляб квадратной или прямоугольной формы, одной или несколькими пушками или плазматронами, без применения засыпных подающих и вытяжных устройств для металла.
- Навалка шихты может обеспечиваться без ее подпрессовки, повторяя внутренний контур верхней части камеры плавления, то есть в виде пирамиды, при этом способе плавление шихты будет начинаться с ее вершины по квадратной спирали.
- Экономия энергии происходит за счет экранирования жидкой фазы от кристаллизатора, твердой фазой металла их разделяющего.
- На одну действующую пушку с целью максимального захвата переплавляемой площади металла приходится квадрат, который пушка плавит сверху, используя свое максимальное отклонение луча от оси по диагонали, пушка установлена по оси, проходящей через пересечение диагоналей этого квадрата.
- Так как для переплава металла по всей площади квадрата используется только отклонение луча от вертикальной оси, за счет этого конструкция не требует использования механизмов для перемещения металла и различных узлов установки.
- Для полного изготовления сляба используется его переплав в два приема, первый переплав с одной стороны наибольшей площади сляба, а второй переплав производится с другой стороны. За счет этого производится готовое изделие, направляемое непосредственно Заказчику или на обработку металла давлением.
- Конструкция устройства позволяет осуществлять способ плавления металла с его перемешиванием, за счет электромагнитного воздействия, вибрационного воздействия и т.п. воздействий, так как до расплава металла через гарнисаж и кристаллизатор со стороны плоскости его днища очень небольшое расстояние. Электронный луч при воздействии на расплав не перемешивает его, за счет этого с поверхности металла интенсивно испаряются легирующие элементы, с другой стороны слои металла в глубине остаются относительно холодными. Данная особенность не позволяет усреднять химический состав различных сплавов, поэтому с этой целью применяют электродуговой или индукционный переплав. Предлагаемый способ позволяет устранить данный недостаток и позволяет производить качественный металл за один переплав.
- Конструкция устройства для осуществления способа имеет минимальный объем камеры плавления, так как внутренняя конфигурация полости этой камеры занимает пространство только для перемещения луча. Данная особенность позволяет удешевить конструкцию установки, снизить стоимость вакуумной системы и уменьшить время на откачку воздуха из камеры плавления.
- Местом герметизации камеры плавления служит соединение этой камеры и охлаждаемого медного кристаллизатора, что позволяет резко упростить конструкцию установки, снизить в нее натекание и обеспечивает хороший доступ к загрузке-выгрузке.
- Съем кристаллизатора может быть обеспечен за счет стационарных гидро- и пневматических устройств или за счет независимых механизмов, например за счет стандартной электрокары.
- Наблюдение за процессом обеспечивается с помощью кинокамер, установленных в вершине плавильной камеры, которая из себя представляет правильную пирамиду, если печь использует одну пушку.
- Плавильная камера установлена на четырех опорных стойках, подвод механизмов выгрузки кристаллизатора осуществляется с противоположной стороны от вакуумного патрубка, соединенного с общим вакуумным трубопроводом через вакуумный затвор.
- Максимальное количество плавильных камер установки зависит от времени общего цикла работ камеры, деленного на время работы пушки. Так, например, при полном цикле четыре часа и времени работы пушки в один час максимальное количество камер, работающих от одного источника плавления, будет равно четырем. За счет данного нововведения общая стоимость оборудования снижается, так как четырехкамерная установка использует только один источник плавления, при этом производительность установки возрастает в четыре раза по сравнению с установкой, работающей от подобного источника, но имеющего одну плавильную камеру. Данная установка не требует шлюзовых камер для загрузки-выгрузки металла, преследующих цель не открывать плавильную камеру, что позволяет значительно повысить надежность работы всей печи. Кроме того, многокамерная система является дублирующей в случае выхода из строя пушки или плавильной камеры.
- Подпрессовка шихты перед ее загрузкой в кристаллизатор позволяет снизить время ее плавления, также снизить потери на испарение легирующих элементов.
- Возможность перемешивания расплава увеличивает глубину проплавления слитка и скорость переплава всей шихты с одновременным хорошим выравниванием химического состава по всему сечению слитка.
- При плавлении данным способом рафинирование металла обеспечивается за счет зонного плавления без перемешивания, от одной стороны квадрата к противоположной. Если смотреть на квадрат сверху, зона плавления по нему двигается в виде узкой сканирующей полосы. За счет данного плавления по сечению сляба создаются своеобразные условия перехода жидкой фазы в твердую и наоборот. Так как наиболее нагретые слои металла находятся вверху, то в сечении жидкая фаза представляет из себя V-образную форму, при этом все легкие включения поднимаются вверх, и если не диссоциируют под действием луча на газовые составляющие, то движутся вместе с фронтом жидкого металла в сторону сканирования.
При этом тяжелые включения в расплаве падают на днище сляба, при очистке металла от тяжелых включений подбирается такой режим плавки, когда луч полностью проплавляет всю толщину квадрата. После плавления переплав с обратной стороны не производится, но данная сторона фрезеруется на определенную глубину с целью удаления возможных тяжелых включений, которые будут находиться на этой стороне. Сляб также фрезеруется с того торца, к которому продвигался сканирующий луч, тем самым металл будет полностью очищен от легких и тяжелых включений и пригоден для применения в авиационных деталях. Фрезерование обратной стороны позволяет избежать дополнительного переплава и придает слябу товарный вид. Произведенные отходы за счет данной операции идут на повторный перепав.
Для получения особо чистых металлов данным способом производится сканирование квадрата с двух сторон при скоростных режимах, используемых при классическом зонном переплаве. Особо чистые металлы могут сканироваться несколько раз с каждой стороны.
Экономическая целесообразность проекта
Сравнение идет с печью, которая использует четыре пушки по 300 кВт и выпускает слиток ⌀ 200, длиной 1,5 м, общей массой 210 кг (при загрузке титана 220 кг). Объем печи 10 м3. Время откачки 1,5 часа, плавки 1 час, охлаждения 1,5 часа, т.е. полный цикл работы печи занимает 4 часа. Дополнительное время занимает выгрузка-загрузка, которая составляет 1,5 часа. Кроме того, через 250 часов работы печи требуется очистка камеры от испаряющихся металлов, т.е. общее время подготовки печи в данном случае значительно больше. Стоимость подобной печи 1 млн. €.
По предлагаемому изобретению можно будет построить эл. лучевую печь с одной пушкой в одной камере на 300 кВт, при этом примем, что всего камер будет две. Для данной компановки печи потребуется две пушки и один источник на 300 кВт, который будет включаться на один час, через каждые 1,25 часа. То есть этого источника могло бы хватить на 4-камерную печь. Стоимость двух пушек и одного источника составят 200 тыс. €. Вакуумная система для пирамидальной камеры требует малой мощности, следовательно, ее полная стоимость будет не более 54 тыс. €.
Корпус печи предположительно будет объемом 1 м3, стоимость его составит примерно 10 тыс. €, двух корпусов 20 тыс. €.
Кристаллизатор плоский медный охлаждаемый будет примерно стоить 15 тыс. €, два кристаллизатора соответственно 30 тыс. €.
Изготовление всего проекта и комплект конструкторской документации примем 20 тыс. €.
Сборка, наладка, согласование и командировки также примем 20 тыс. €.
Итого общая стоимость двухкамерной печи составит 344 тыс. €.
В данном случае можно сэкономить, изготовив однокамерную печь, при этом сумма затрат уменьшится на 85 тыс. € (стоимость пушки, кристаллизатора и камеры), но при этом производительность печи в отличие от двухкамерной печи составит только 35%, так как добавится 1,5 часа на выгрузку-очистку-загрузку печи. В двухкамерной печи это время используется в момент работы одной из камер. При использовании трех, а особенно четырехкамерной системы ее эффективность еще более возрастает, так как источник питания практически не простаивает, а время на выгрузку-очистку-загрузку увеличится до 3 или 4,5 часов. Если сравнивать предлагаемую схему печи с классической печью, где используется одна камера, то необходимо отметить низкую надежность работы этой системы, так как в случае поломки одной пушки или ремонта камеры производство будет полностью остановлено.
При использовании предлагаемой печи выплавляется слиток толщиной 100 мм, квадратом 1 м × 1 м, полное сплавление отходов производится за два раза (то есть с одной стороны, а затем с другой). Учитывая малые объемы плавильной камеры, при использовании маломощной вакуумной системы время откачки будет не более 0,5 часа.
Время плавления шихты с одной стороны на этой печи составит 1 час. Время охлаждения слитка 1,5 часа вследствие того, что его масса достигает 450 кг. Камера вторая включается после первой через 1,5 часа (время включения между камерами используется на загрузку-выгрузку и очистку камеры). То есть для полной выплавки одного слитка требуется 4,5 часа. За счет того, что слиток выплавляется в плоский кристаллизатор, испарение с него составит не более 10 кг. По сравнению с выплавкой в скользящий кристаллизатор на классической электронно-лучевой печи с этой массы было бы потеряно 22 кг.
Общая стоимость предлагаемой печи составит 344 тыс. €. Полученный слиток будет иметь габариты 100×1000×1000. Полученный слиток без дополнительной механической обработки может быть направлен сразу на деформацию.
При работе печи в две смены, то есть за 16 часов, будет произведено 10 плавок, так как камеры включаются по порядку через 1,5 часа, будет произведено 5 слитков общей массой 2,25 т. При этом сумма прибыли составит 23,175 тыс. $ в сутки.
Примем, что прибыль с учетом всех налогов будет 10%, следовательно, в сутки чистая прибыль составит 2,3 тыс. $.
В месяц рабочих дней установки 24.
Общая чистая прибыль в месяц составит 55,2 тыс. $.
Ранние затраты на оборудование были приняты 344 тыс. €., следовательно, новое оборудование окупится за 8 месяцев.
При этом в месяц вся система нового оборудования будет производить 54 т слитка.
Для увеличения выпускаемого тоннажа до 100 т в месяц достаточно будет перейти на более плотный график работы, т.е. в 3 смены при 30 рабочих днях или пристроить к данной системе дополнительно две камеры. При их строительстве уже будут разработаны проект и чертежи, определена стоимость пушек и вакуумных камер и т.д.
Если сравнивать на сегодняшний день существующие эл.лучевые печи ("Композит"), то при ее работе 24 дня в месяц тоннаж слитков достигает 10 тонн. В нашем случае четырехкамерная печь, выпуская 100 т по этому же графику, ориентировочно будет стоить (344 тыс. € - двухкамерная, стоимость одной камеры, пушки и кристаллизатора 85 тыс. €) 514 тыс. €. Эл. лучевая печь на "Композит" оценивается в 1 млн. €, следовательно. Для производства массы титана в 100 т подобного оборудования необходимо было бы закупить на сумму 10 млн. €. Зарубежного оборудования на сумму 15 млн. €. При этом не учитываются резко возросшие затраты на специалистов рабочих и служащих, занимаемые площади и т.п. расходы. То есть, по данным расчетам эффективность предлагаемой системы производства слитков достигает:
Совместные российские печи на выплавку 100 т титана в месяц будут стоить 10 млн. €.
Предлагаемая новая печь 514 тыс. €.
Разница в затратах 9 млн 486 тыс. €.
Современные зарубежные печи на тот же объем будут стоить 15 млн. €.
Разница в затратах достигает еще большей величины.
При составлении данных расчетов использовались цены, которые диктовали производители современных печей. Поэтому оценка стоимости предлагаемой системы с использованием многокамерных печей примерно правильная. Даже с учетом особых рисков и неучтенных в этих расчетах затрат данную сумму можно удвоить, но и при этом разница по ценам с существующими печами будет значительная.
ЛИТЕРАТУРА
1. А.А.Андреев. Плавка и литье титановых сплавов. - М.: Из-во "Металлургия". 1994 г., стр.182-184.
2. А.А.Андреев. Плавка и литье титановых сплавов. - М.: Из-во "Металлургия". 1994 г., стр.179-180.
Изобретение относится к области металлургии и может быть использовано для литья любых металлов, включая тугоплавкие и химически активные. В способе осуществляют загрузку металлической шихты в кристаллизатор и ее плавление электронным лучом или плазмой путем сканирования ее поверхности с образованием расплава металла и получение слитка. Используют непрессованную или прессованную в брикет металлическую шихту, которую переплавляют двусторонним переплавом, при этом при использовании прессованной в брикет металлической шихты плавление одной стороны осуществляют за счет попеременного перемещения зоны нагрева от одной стороны квадрата к его противоположной стороне, а при использовании непрессованной металлической шихты - за счет постоянного перемещения зоны нагрева от центра по квадратной спирали к периметру кристаллизатора. Причем плавление одной стороны осуществляют на глубину большей половины от высоты производимого слитка, при окончании плавления с одной стороны полученный слиток поворачивают и укладывают проплавленной частью на днище кристаллизатора, а затем повторяют плавление второй половины по той же схеме, по которой производилась плавка первой половины. Изобретение позволяет снизить энергозатраты, сократить производственный цикл и уменьшить массу металла при плавлении. 1 з.п. ф-лы, 2 ил.
1. Способ зонной плавки в квадратный кристаллизатор, включающий загрузку металлической шихты в кристаллизатор и ее плавление электронным лучом или плазмой путем сканирования ее поверхности с образованием расплава металла и получение слитка, отличающийся тем, что используют непрессованную или прессованную в брикет металлическую шихту, которую переплавляют двусторонним переплавом, при этом при использовании прессованной в брикет металлической шихты плавление одной стороны осуществляют за счет попеременного перемещения зоны нагрева от одной стороны квадрата к его противоположной стороне, а при использовании непрессованной металлической шихты - за счет постоянного перемещения зоны нагрева от центра по квадратной спирали к периметру кристаллизатора, причем плавление одной стороны осуществляют на глубину большей половины от высоты производимого слитка, при окончании плавления с одной стороны полученный слиток поворачивают и укладывают проплавленной частью на днище кристаллизатора, а затем повторяют плавление второй половины по той же схеме, по которой производилась плавка первой половины.
2. Способ по п.1, отличающийся тем, что на переплавляемую ванну металла накладывают внешние силы воздействия, заставляющие расплавленный металла двигаться в заданном направлении.
| АНДРЕЕВ А.А | |||
| Плавка и литье титановых сплавов | |||
| - М., Металлургия, 1994, с.179-180 | |||
| СПОСОБ РАФИНИРОВАНИЯ МЕТАЛЛОВ И СПЛАВОВ МНОГОКРАТНЫМ ЭЛЕКТРОННО-ЛУЧЕВЫМ ПЕРЕПЛАВОМ | 2002 |
|
RU2204617C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 1992 |
|
RU2025520C1 |
| US 6858059 B2, 22.02.2005 | |||
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |

