Предлагаемое изобретение относится к области литья и обработки металлов давлением. Способ может быть использован для производства сложных фасонных деталей из любых металлов, включая тугоплавкие и химически активные. Способ позволяет производить детали с высокими прочностными свойствами, включая производство композиционных изделий.
[1]. В качестве аналога предлагаемого изобретения принято изобретение "Способ штамповки и импульсной обработки жидкого металла. - "Импульсной объемной штамповки" (RU 2194595, С2 7B22D 18/02, 03.2000). Получение расплава производится в проплавляемой заготовке, который затем перемещается в штамп, а штамп, в свою очередь, движется навстречу к заготовке до полного соприкосновения, после этого на расплав воздействуют газовым давлением, давлением прессования и ковки через пуансон. Данный аналог позволяет обрабатывать любые металлы, включая тугоплавкие и химически активные.
[2]. Наиболее близким техническим решением, в качестве прототипа, является изобретение "Способ и устройство жидкой штамповки для литья химически активных металлов с использованием метода индукционного удержания расплава" (RU 2353470, С2 B22D 18/02, 07.2004).
Задачей предлагаемого изобретения является повышение эффективности использования и расширение технических возможностей за счет получения монолитных или композиционных деталей наиболее сложной формы с мелкозернистой или аморфной структурой, имеющих высокие физико-механические свойства.
Поставленная задача достигается тем, что известный способ жидкой ковки заключается в том, что расплав металла получают путем плавления заготовки за счет электромагнитного поля индуктора с удержанием боковой поверхности расплава на пуансоне и последующим его перемещением с высокой скоростью в штамп, где производится кристаллизация расплава в объеме детали под избыточным давлением пуансона, отличающийся тем, что на тело детали помимо действия пуансона воздействуют дополнительным импульсом давления, создаваемым ударной волной, возникающей при соударении твердого тела, внедряющего в металл дополнительный пуансон - иглу, двигающуюся с большей скоростью и создающую более высокое давление на металл, что позволяет процесс литья под давлением перевести на стадию кристаллизации металла под давлением, на тело детали в штампе действует дополнительный импульс давления, создаваемый ударной волной, возникающей при детонации взрывчатого вещества, находящегося при непосредственном контакте с иглой, внедряемой в тело детали, что позволяет процесс кристаллизации металла под давлением перевести на стадию обработки металла давлением, разгон штампа, пуансона и иглы может осуществляться под действием ударной волны, создаваемой взрывчатым веществом, что позволяет производить деталь с измененным фазовым составом. Способ может осуществлять процесс импульсной объемной штамповки, позволяя на первой стадии при движении и заполнении расплавом штампа, переохлаждать его на заданную величину, а на второй стадии сжимать металл в штампе до заданной величины, в результате чего деталь формируется из мелкозернистой структуры, с фазовым составом не характерным для обычной обработки металла давлением. Устройство жидкой ковки содержит муфты сцепления, штоки, штамп, пуансон, трубы, скользящую раму, датчики слежения, вакуумную камеру плавления, иглу, боек, индуктор, переплавляемую заготовку, установленную на пуансон, после получения расплава пуансон перемещает расплав в камеру прессования штампа, а штамп перемещается на встречу пуансона, разгоняемые газовым давлением отличающееся тем, что дополнительное давление на тело детали в штампе создается за счет разгоняемого бойка ударяемого по игле, внедряемой в металл. Штамп может разгоняться под собственным весом за счет отключения муфты сцепления от штока, а в момент столкновения штампа и пуансона рамы фиксируются на штоках с помощью муфт сцепления, момент сцепления определяется датчиками слежения, вертикально перемещающийся штамп и пуансон герметизируются с помощью гофрированных труб, которые крепятся к вакуумной камере, позволяя перемещаться механизмам и удерживать вакуум внутри камеры плавления. Игл, внедряемых в тело детали, может быть несколько, которые приводиться в действие за счет удара бойка или взрывчатого вещества, накладываемого на иглу, расплавление переплавляемой заготовки достигается за счет одновременного плавления индуктора и электронного луча, производимого электронной пушкой или электронными пушками), установленной на вакуумной камере, в полость штампа перед ковкой устанавливается арматура из металла или неметалла, которая после заполнения расплавом под действием иглы объединяется в композиционную деталь.
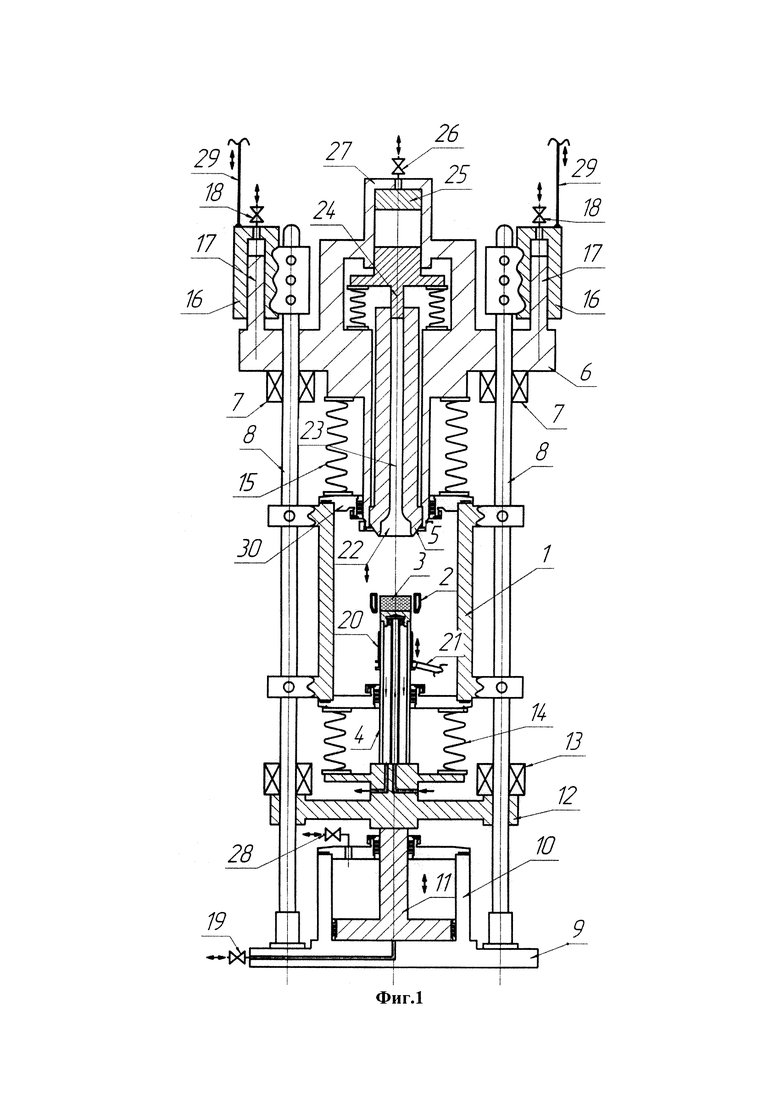
Предложенный способ реализует установка, представленная на фиг. 1. Установка включает камеру плавления 1, где размещен охлаждаемый индуктор 2, в который установлена переплавляемая заготовка 3 на охлаждаемом пуансоне 4. Индуктор может быть одновитковым или многовитковым, а так же с раздельным питанием витков. Плавление переплавляемой заготовки индуктором происходит с боковой плоскости до момента расплавления всего объема заготовки. Индуктор охватывает расплав металла таким образом, что способен за счет электромагнитного поля удержать его боковую поверхность.
[3]. Электромагнитное давление на металл (Па) при ярко выраженном поверхностном эффекте проникновения поля в металл выражается формулой:
где Н - амплитуда напряженности магнитной составляющей поля на поверхности металла, А/м. Кусок металла, непрозрачный для поля, испытывает со стороны поля давление, пропорциональное квадрату напряженности магнитного поля у его поверхности, не зависящее от частоты поля. Следовательно, одинаковое силовое воздействие на металл осуществляется при условии одинакового тока в индукторе. Чем выше частота тока, тем большее напряжение необходимо приложить к индуктору, чтобы обеспечить ту же напряженность поля.
По оси пуансона над заготовкой на определенном расстоянии установлен штамп 5 в корпусе верхней подвижной рамы 6, которая удерживается верхними муфтами сцепления 7 на крепежных стойках 8, закрепленных на опорной плите 9. На опорную плиту установлен пневмоцилиндр 10 с поршнем-штоком 11, который толкает нижнюю подвижную раму 12, снабженную нижними муфтами сцепления 13. На нижней раме установлен пуансон 4 и через нее проходит внутрь пуансона водяное охлаждение. В камере плавления 1, жестко закрепленной на крепежных стойках 8, создается вакуум, который удерживается за счет нижнего сильфона 14 и верхнего сильфона 15.
Верхняя подвижная рама может начинать движение вниз под действием силы тяжести, когда верхние муфты сцепления отжимаются от штоков. На верхней раме жестко крепятся силовые цилиндры 16, внутри которых размещены разгонные поршни 17, за счет которых движение верхней рамы можно ускорить, подав в цилиндры газ под высоким давлением, путем открытия ускоряющих клапанов 18. Поршень-шток 11 движется вверх под воздействием газа за счет открытия подъемного клапана 19. После того, как за счет электромагнитного поля индуктора основной объем заготовки будет расплавлен, тигельная втулка 20, скользящая по пуансону за счет рычага 21, поднимается вверх и перекрывает пространство между индуктором и расплавом. Расплав оказывается внутри тигельной втулки, затем пуансон вместе с расплавом и втулкой начинают двигаться вверх, а штамп вниз. Выше верхней плоскости индуктора происходит столкновение тигельной втулки и штампа. Втулка смещается вниз, а пуансон продолжает толкать расплав металла в камеру прессования 22 штампа. В камере прессования расплав сжимается и начинает с большой скоростью заполнять внутреннюю полость детали 23. Когда внутреннее пространство штампа полностью заполняются расплавом игла 24, выполняющая роль верхнего пуансона, начинает движение вниз, осуществляя сжатие расплава и кристаллизующегося металла, деформируя его структуру и обеспечивая дополнительное прижатие плоскости детали к плоскости штампа. Игла начинает движение в импульсном режиме под действием бойка 25, разгоняемого газом за счет открытия верхнего клапана 26. Боек разгоняется в цилиндре 27, жестко закрепленном на верхней раме и, ударяя по игле, передает импульс силы на деталь.
После формирования тела детали и охлаждения металла пуансон 4 опускается вниз под действием газового давления, действующего на шток-поршень, при открытии бокового клапана 28, подъемный клапан 19 при этом открывается для сброса газа из-под поршня.
При открытии верхней крышки 30 на камере плавления возможно с установки снять штамп для извлечения детали. Штамп с деталью возможно извлечь вместе с верхней рамой, поднимая их вверх и снимая с установки за счет тросов 29. Повторная сборка узлов производится в обратной последовательности.
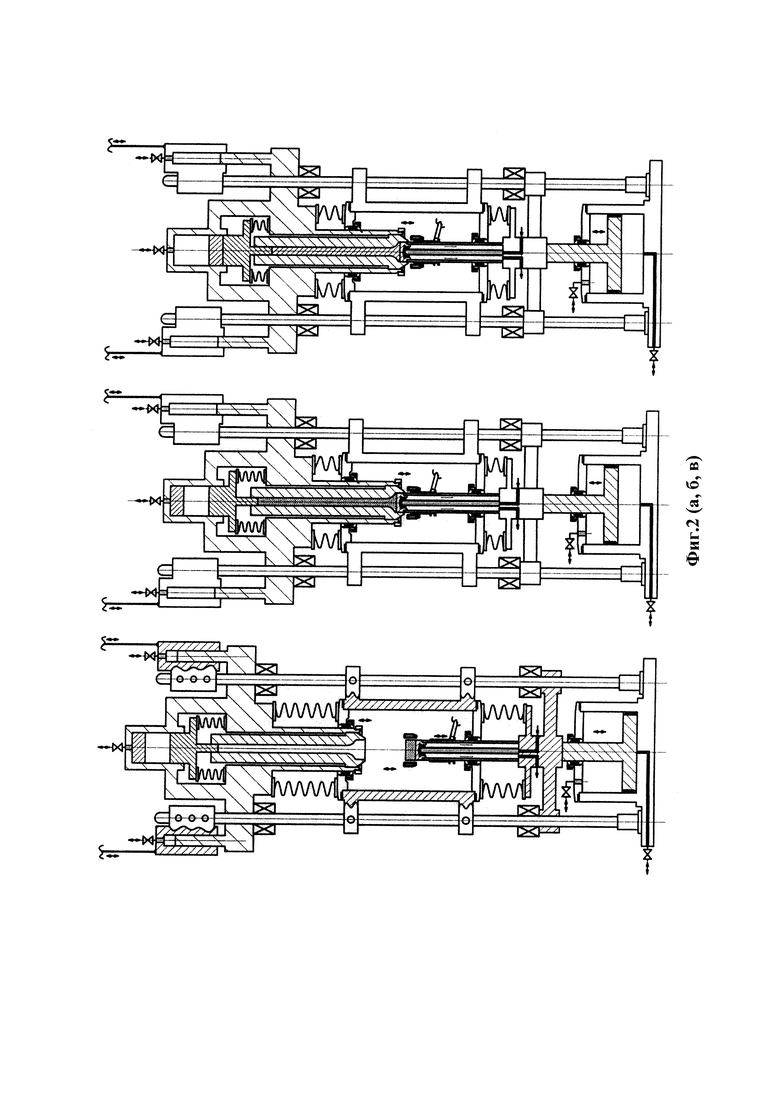
На фиг. 2а показан момент расплавления заготовки, на фиг. 2б - момент заполнения расплавом штампа, который фиксируется датчиками слежения, считывая данные которых по заданной программе АСУ, производится дополнительная обработка металла, показанная на фиг. 2в - момент импульсного внедрения иглы в металл детали.
Способ получил название жидкая ковка, в виду необходимости воздействовать на расплав металла с очень высокой скоростью для заполнения тонкостенных полостей деталей сложной формы, при этом двойное действие ковки необходимо для обработки металла давлением непосредственно в штампе с целью достижения высоких физико-механических свойств детали, достигнуть которые обычными методами литья и деформации не возможно.
Для оценки усилий, действующих при двойной ковке на металл детали, приведем пример расчета, где в качестве материала заготовки используется титан, диаметром 120 мм, высотой 60 мм, массой 3 кг.
Система пуансона, которая движется снизу вверх и, состоящая из охлаждаемого пуансона, нижней рамы, поршня-штока и заготовки, имеет общую массу 600 кг - m1.
Поршень-шток имеет диаметр - 400 мм.
Система штампа, которая движется сверху вниз и, состоящая из штампа, верхней рамы и других механизмов, имеет общую массу 500 кг - m2.
Разгонные поршни имеют диаметр 60 мм, боек диаметром 200 мм имеет массу 10 кг и движется до соударения с иглой, массой 5 кг, проходя расстояние 300 мм.
Игла соприкасается с металлом, диаметром 12 мм, перемещается в металл на 5 мм.
Расплавленная заготовка, выходя из индуктора, перемещается вверх на 150 мм, а штамп перемещается вниз на 500 мм. В качестве детали будет изготавливаться пруток диаметром 12 мм, длиной 4 м, массой 2 кг.
[4] По закону сохранения импульса, импульс замкнутой системы тел сохраняется постоянным. В данном случае, если m1 - масса пуансона в момент столкновения имела скорость V1, то ее импульс m1*V1, а соответственно импульс штампа m2*V2, то полный импульс штампа и пуансона до соударения равен m1*V1+m2*V2. После соударения полный импульс будет равен m1*V'+m2*V', независимо от того, чему равны скорости и массы тел соударения, а так же было ли соударение лобовым или нет. Отсюда следует, что если импульс, например, штампа уменьшается на некоторую величину, то импульс поршня увеличится на эту же величину. При полностью упругом столкновении, и если массы поршня и штампа равны, после соударения, штамп и поршень будут разлетаться в противоположных направлениях, с теми же скоростями. В случае с ковкой металла, необходимо подобрать такой режим, при котором штамп и пуансон начнут расходиться после того, как будет сформирована деталь. То есть, чтобы основная энергия удара пошла на продвижение расплава в полость штампа и на создание давления на кристаллизующийся металл.
Для классического литья под давлением время заполнения формы может быть сокращено до 0,1 сек., а скорость впускного потока может достигать 100 м/сек. Это способствует качественному оформлению рельефа отливок сложной конфигурации. Кроме того, на формирование детали, при классическом литье под давлением, существенное влияние оказывает давление и продолжительность действия подпрессовки после заполнения формы. Подпрессовка осуществляется несколькими пуансонами небольшого диаметра, которые в тело детали вдавливают гидропоршни с относительно небольшой скоростью 0,1÷0,5 мм/сек.
При осуществлении предлагаемого способа необходимо обеспечить более высокую скорость заполнения штампа и обработку металла в штампе импульсным давлением. После прекращения первого импульса давления сразу возможно обеспечить дополнительный импульс давления, который создает в теле детали мелкозернистую или аморфную структуру. Для этого необходимо отслеживать специальными датчиками момент заполнения штампа, которые могут зафиксировать как механическое перемещение расплава, так и гидроудар. В момент окончания действия первого импульсного давления на металл через иглу воздействует второй импульс, который оказывает на металл более сильное давление. Давление, создаваемое под действием иглы может превышать давление от действия поршня на несколько порядков. Для предотвращения расхождения штампа и поршня, необходимо их закрепить на штангах с помощью муфт сцепления и после этого на расплав возможно воздействовать дополнительным импульсным давлением.
Последовательность осуществления способа будет следующей: получение расплава за счет индукционного плавления заготовки; удержание расплава на торце пуансона за счет электромагнитного поля индуктора; подъем тигельной втулки, ограждающей расплав от растекания во время подъема пуансона из индуктора; обеспечение движения штампа и пуансона на встречу друг другу до соударения, под действием которого расплав поступает в штамп до полного заполнения, вызывающего гидроудар внутри расплава; сразу после гидроудара воздействие на расплав дополнительным импульсным давлением за счет ударного воздействия иглой на металл в штампе.
Вычислим импульс силы, который испытает расплав металла, если на него падает под собственным весом штамп, массой 500 кг с высоты 0,5 м.
[4] Импульс (количество движения): Р=m*ν,
где m - масса, кг; ν - скорость, м/сек.
Центр масс во время соударения перемещается на 40 мм. Скорость свободного падения штампа в момент соприкосновения с расплавом составит:
V1=√2g*0,5M=3,13 м/сек.
Импульс силы, действующий на штамп и расплав металла, равен изменению импульса:
J=Δр=p1-р2=0-(500 кг)*(3,13 м/сек)=-1565Н*сек.
Прежде чем остановиться, центр масс замедляется от скорости 3,13 м/сек до нуля и проходит расстояние h=40 мм, при этом средняя скорость сжатия расплава будет равна V2=1,57 м/сек, а время соударения составит Δt=h/V2=0,025 сек. При этом сила, действующая на расплав, будет равна:
F=J/Δt=1565Н*сек/0,025 сек=62,6кН.
Диаметр камеры прессования, куда попадает жидкий расплав, равен 120 мм и его площадь составляет S=πR2=π*(6*10-2)2м2=1,13*10-2м2. Следовательно, давление, которое создает штамп, падая на расплав, достигает:
Р=62,6кН/1,13*10-2 м2=55,4*105Па.
То есть достигает 55,4 атмосфер.
Расплав заполнит полость штампа, выполненную в виде прутка диаметром 12 мм, длиной 4 м со средней скоростью 157 м/сек, за время 0,025 сек.
Если штамп начинает падение вниз не только под действием силы тяжести, но и под действием газового давления, равного, например 5 атм. (~5*105Па), который действует на два разгонных поршня диаметром 60 мм общей площадью 2,26*10-2 м2, то дополнительная сила F2 составит:
F2=P*S=5*105Па*2,26*10-2м2=11,3*103Н.
Таким образом, сила, действующая на расплав, возрастет на 18%.
Если давление в разгоняющих поршнях увеличить до 50 атм, то действием силы тяжести можно пренебречь, при этом сила F3, действующая на поршни составит 113 кН. Время разгона массы 500 кг составит:
t3=√m*h/F3
U=√500 кг*0,5 м/113*103Н=0,047 сек.
Скорость штампа во время соприкосновения с металлом будет равна:
V3=0,5 м/0,047 сек=10,6 м/сек.
Импульс силы, действующий на штамп и расплав металла при этом, равен:
J3=500 кг*10,6 м/сек=5300Н*сек.
Средняя скорость соударения V4=5,3 м/сек.
Время соударения Δt4=4*10-2 м/5,3 м/сек=0,0075 сек.
Средняя результирующая сила будет равна:
F4=5300Н*сек/0,0075 сек=707 кН.
Давление при этом достигнет:
Р4=707*103Н/1,13*10-2 м2=799*105 Па
В данном случае, давление достигает 800 атмосфер. При таком высоком давлении металл получает очень высокое ускорение, что способствует хорошему формозаполнению штампа. При таком соударении скорость течения металла в штампе достигает 530 м/сек., время заполнения штампа не превысит 7,5*10-3 сек.
Предлагаемый способ, помимо усилий, создаваемых системой штампа, дополнительно воздействует на расплав за счет ускоренного движения вверх системы пуансона. Если, например, импульс силы, действующий на расплав металла со стороны штампа, равен 5300Н*сек, то со стороны пуансона он должен быть, примерно, тем же. Масса системы штампа равна 600 кг, диаметр поршня-штока 400 мм, давление воздействия на поршень 50 ат., а расстояние до соударения со штампом 150 мм.
Сила F5 действующая на поршень равна:
F5=P5*S5=50*105Па*0,126м2=628 кН.
Время перемещения пуансона:
t5=√600 кг*0,15м/628кН=0,014 сек.
Скорость пуансона будет равна:
V5=0,15 м/0,014сек=10,7 м/сек.
Импульс силы, действующий на расплав равен:
J5=600 кг*10,7м/сек=6420Н*сек.
С учетом силы тяжести импульсы силы штампа и пуансона будут, примерно, равны, поэтому давление на расплав при их столкновении достигнет 1600 ат., а скорость течения расплава в штампе, превысит 1000 м/сек.
Приведенные расчеты показывают возможности предлагаемого способа, использующего импульсное давление. Способ позволяет в очень широком диапазоне подбирать необходимое давление воздействия на расплав металла для получения качественной детали.
[5] Для предотвращения обратного отскока штампа и пуансона, а так же для воздействия на кристаллизующийся металл дополнительным ударным давлением используются муфты сцепления (механические или магнитные), которые закрепляют рамы на крепежных стойках. После окончания действия импульса, проталкивающего расплав в полость штампа, возникает второй импульс (гидроудар). Импульсы, действующие на металл возможно фиксировать специальными сейсмодатчиками, а так же датчиками фиксирующими положение расплава в штампе. На основании показаний этих датчиков определяется момент окончательной ковки металла в штампе, сразу в момент остановки расплава в штампе на металл начинает действовать дополнительное ударное давление через иглу. Период времени от момента заполнения расплавом штампа до момента начала движения иглы находится в пределах от 0,1 сек. до 1*10-9 сек., иными словами этот период времени стремится к нулю. [6] Это дополнительное завершающее давление предназначено окончательно отчеканить плоскость детали по плоскости штампа, а так же предназначено для обеспечения деформации кристаллизующегося металла.
[7] При высоких скоростях заполнения штампа, возможно, заполнить расплавом самые сложные формы детали. Если время заполнения штампа металлом находится в пределах 0,1 до 0,001 сек, следовательно время введения иглы в тело детали должно занимать меньший период и находиться соответственно в пределах от 0,01 до 0,0001 сек. После того, как штамп заполнился расплавом и произошел гидроудар, на металл сразу в тот же момент необходимо воздействовать через иглу дополнительным завершающим давлением.
Например, боек диаметром 200 мм, массой 10 кг разгоняется газовым давлением в 100 ат. до соударения с иглой на расстоянии 300 мм. Игла массой 5 кг входит в тело детали на 5 мм. Вычислим импульс силы, действующий на металл. Сила F6, действующая на боек, равна:
F6=P6*S6=100*105Па*0,03 м2=314 кН.
Время перемещения бойка:
t6=√10 кг*0,3м/314кН=0,03 сек.
Скорость бойка будет равна:
V6=0,3 м /0,03 сек=10 м/сек.
При упругом столкновении скорость иглы составит 20 м/сек, так как по закону сохранения импульса ее масса меньше массы бойка в два раза. Импульс силы, действующий на металл детали, равен:
J6=5 кг*20 м/сек=100Н*сек.
На расстоянии 5 мм скорость иглы падает до нуля, поэтому средняя скорость движения иглы в металле 10 м/сек. Следовательно, время соударения (время внедрения иглы в тело детали) составляет 0,0005 сек, а сила, действующая на металл, достигает: 100Н*сек/0,0005 сек=200 кН. При диаметре иглы 12 мм давление на металл достигает:
200кН/113*10-6м2=1,8*109Па.
Эта величина близка к пределу прочности многих высокопрочных сплавов.
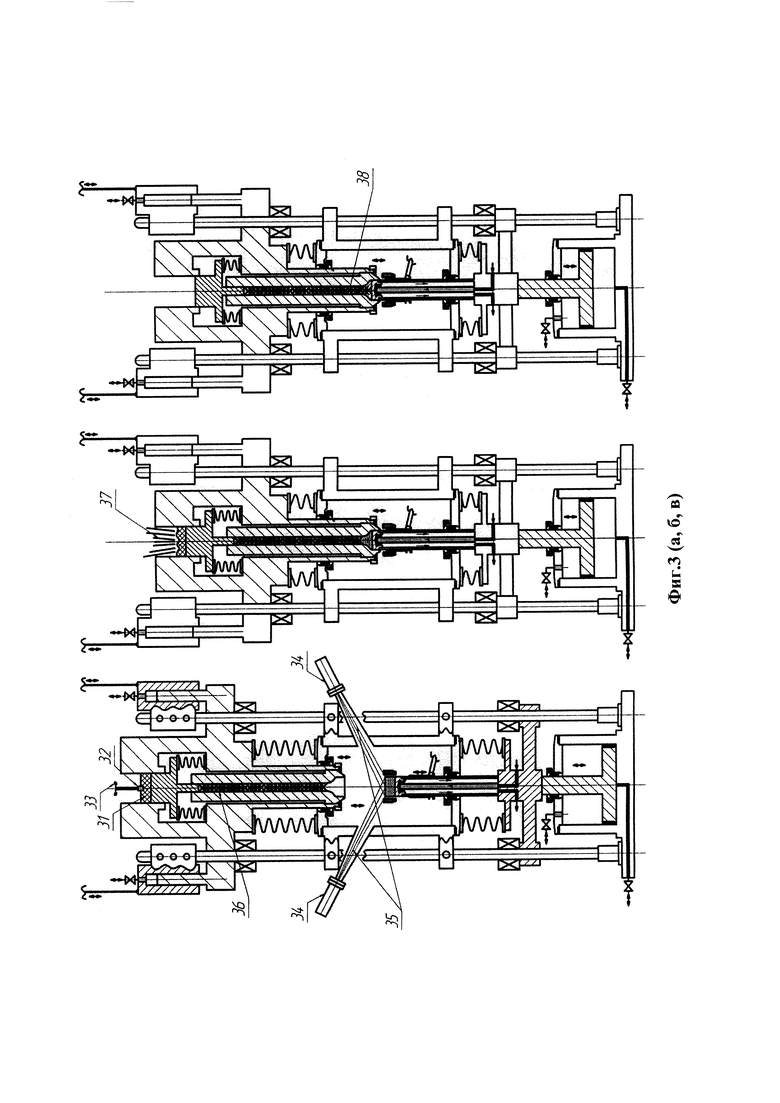
[8] На фиг. 2а, б, в показана принципиальная схема работы устройства, где механизмы при ковке расплава приводится в действие подачей газа на поршни. [9] На фиг. 3а, б, в показано, что скорость и давление возможно усилить за счет воздействия на поршни и особенно на иглу взрывного (детонационного) давления.
Для того чтобы воздействовать через иглу на металл еще большим давлением, возможно, использовать взрывчатые вещества (ВВ), которые размещены непосредственно на игле. ВВ могут через иглу передавать на металл давления, равные нескольким десяткам ГПа. [10] При таких давлениях в металлах могут происходить фазовые переходы и химические реакции. На практике после прохождения ударной волны происходило образование, например, феррита цинка, карбида титана, карбида вольфрама, титаната бария. Таким путем возможно производить детали из сверхпроводящих материалов, а так же производить синтез материалов, содержащих алмаз, карбид или нитрид бора.
[9] Ударные волны возникают при соударении твердых тел или при детонации ВВ.
Скорость движения вещества равна V0. За промежуток времени  ударник пройдет путь
ударник пройдет путь  . Образец под воздействием ударника сократится на длину этого пути
. Образец под воздействием ударника сократится на длину этого пути  и следовательно, его сжатие составит
и следовательно, его сжатие составит  Образец теперь будет вести себя как сжатая пружина, и его свободный правый конец разгрузится так, что свободная поверхность будет двигаться направо со скоростью 2V0, а налево в образце пойдет волна разгрузки со скоростью c0. Продолжительность фазы ускорения составила
Образец теперь будет вести себя как сжатая пружина, и его свободный правый конец разгрузится так, что свободная поверхность будет двигаться направо со скоростью 2V0, а налево в образце пойдет волна разгрузки со скоростью c0. Продолжительность фазы ускорения составила  а величина ударного сжатия ε=V0/c0.
а величина ударного сжатия ε=V0/c0.
Например, определим, какого значения достигнет упругое напряжение стального стержня при ударе его телом, летящим со скоростью V0=20 м/сек. Модуль упругости стали Е=210000 Н/мм, ударное сжатие составит ε=-0,4%, упругое напряжение σ=εЕ=840 Н/мм2. Возникающие при таком не очень сильном ударе волны могут достигать интенсивности, превосходящей предел упругости.
[9] У веществ могут происходить обусловленные действием ударных волн трансформации кристаллических решеток, образование дислокаций и точечных дефектов с последующим формированием двойников при повышении давления, а при очень высоких динамических давлениях происходят фазовые переходы.
Согласно Хольцману и Кауану, деформация на фронте ударной волны равна:

Например, если ударная волна интенсивностью 10 ГПа распространяется в железе, то данному давлению соответствует сжатие 5% первоначального объема, т.е. V1=0,95*V0. Этому сжатию, согласно уравнению (1), отвечает пластическая деформация ε=-3,4%, где скорость растяжения материала составляет 
Размеры кристаллов, возникших после ударно-волнового нагружения, существенно меньше, чем при деформации, осуществленной традиционными методами, соответственно более высокими оказываются твердость и прочность материала.
Под действием ударных волн ряд веществ испытывают одно или несколько фазовых превращений. При давлении 13 ГПа в железе наступает превращение α→β - переход. При давлениях, превышающих 20 ГПа в титане, было установлено скачкообразное увеличение прочности, которое обусловлено α→β - превращением Ti. При взрывном прессовании, благодаря нагреву металла достигается его сжатие при меньшем количестве взрывчатого вещества. Максимальная плотность получается выше, что дает возможность уменьшить отрицательное влияние волны разгрузки.
[9] На Кривой Гюгонио представлено, что нагретый порошок уже при небольших давлениях сближается с кривой для твердого тела. К тому же увеличение внутренней энергии при горячем прессовании меньше, чем при холодном. Предлагаемый способ будет достигать высокой эффективности за счет того, что в штампе идет обработка нагретого металла или расплава, который деформируясь за счет ударных волн приобретает особую структуру, имеющую высокую удельную прочность.
На фиг. 3а показан вариант устройства, где игла внедряется в тело детали под действием ударной волны взрывчатого вещества (ВВ). Взрывчатое вещество 31 размещается на верхнем торце иглы, детонатор 32 запускает ударную волну под действием электроподвода 33, где момент взрыва определяется по компьютерной программе, контролируемой показаниями датчиков слежения. [10] Величины импульсов давления зависят от размера d ВВ, что определяет протяженность участка напора детонации и равен отрезку времени, в течение которого каждая точка испытывает одинаковое давление. Чем толще слой ВВ, тем дольше будет сохраняться неизменное давление в каждой точке поверхности и тем большим будет импульс давления, хотя сама величина этого давления не зависит от толщины слоя ВВ. В теории упругости показано, что напряжение σ в направлении распространения волны определяется выражением:
где  - начальная плотность материала;
- начальная плотность материала;
 - скорость частиц;
- скорость частиц;
 - скорость волны.
- скорость волны.
[11] Предлагаемый способ для промышленности может практически осуществить способ импульсной объемной штамповки, теоретически разработанный в 1994 году.
Основу данной технологии составляет способность расплавов оставаться в жидком состоянии ниже теоретической температуры плавления, что доказано и обосновано теорией получения аморфных металлов, на базе которой можно рассчитать требуемую в данном случае величину переохлаждения расплава; другая часть технологии строится на способности переохлажденных расплавов под действием давления с высокой скоростью переходить в твердое состояние.
[11] Для того, чтобы металл перешел в твердую фазу от воздействия на него давления, и не перешел в расплав, после снятия этого давления, требуется, чтобы количестве теплоты Qp, потерянное расплавом металл за время транспортирования его в штамп и нахождения в штампе в процессе его сжатия и окончательного заполнения полостей штампа превышало количество теплоты Qkp,, выделенное металлом за время его кристаллизации.
Из этого условия можно рассчитать степень переохлаждения расплава δT, по достижении которой время кристаллизации будет стремиться к нулю:
Q=с*m*δT;
Q=m*qk;
δТ=qk/c,
где с - удельная теплоемкость металла;
m - масса кристаллизуемого металла;
qk - удельная теплота кристаллизации металла.
Так, например, для Ti температура переохлаждения δT, при которой время кристаллизации δT→0, составляет:
δT=qk/c=(392 кДж/кг)/(0,53 кДж/(кг⋅°С))=739°С.
Количество теплоты рассеяния Qp, теряемое жидкой фазой металла, вычисляется по формуле:
Qp=A⋅qr⋅δt,
где А - площадь поверхности охлаждаемой подложки, соприкасающейся с расплавом металла, м2;
qr - удельный тепловой поток, Вт/м2;
δt - время соприкосновения жидкой фазы металла и подложки, сек.
δt=α⋅ΔT,
где α - коэффициент контактной теплопередачи;
ΔT - разность температур между расплавом и подложкой.
Другим важнейшим параметром, определяющим возможность реализации процесса ИОШ и влияющим на фазовые превращения в металлах, является давление.
Повышение температуры затвердевания с увеличением давления наблюдается у тех металлов, которые в твердом состоянии занимают меньший объем, чем в жидком. Для перевода жидкого металла в твердое состояние требуется воздействие на расплав давления такой величины Р, которое сжимает расплав до плотности ξ, соответствующей твердофазному состоянию около температуры плавления Ts.
Так, например, для перевода расплавленного Ti в твердую фазу вблизи его температуры плавления необходимо сжатие на ξ=1%.
Требуемую величину сжатия расплава можно определить согласно теории сжатия ударными волнами:
ξ=(νв/С0)⋅100%,
где νв - скорость сжатия вещества;
С0 - скорость распространения продольной волны в веществе.
Отсюда можно рассчитать требуемую скорость столкновения расплава со стенками полостей штампа:
νв=ξ⋅С0/100%.
Так, например, для перевода расплава Ti, находящегося при температуре плавления Ts, в твердое состояние, необходимо сжать металл за счет соударения расплава и штампа со скоростью νв=27 м/сек.
Время сжатия тела ударным давлением составляет:
где  - длина тела.
- длина тела.
При  для Ti имеем δtc=7,4⋅10-4 сек.
для Ti имеем δtc=7,4⋅10-4 сек.
Из приведенного примера следует, что время приложения давления Р к расплаву столь короткое, что успевают сформироваться кристаллы только очень малых размеров. Более того, межкристаллическое пространство, образуемое за счет уменьшения объема металла при переходе его в кристалл, непрерывно заполняется путем его принудительного сжатия.
На фиг. 3а показан момент расплавления металла, на фиг. 3б показана ковка металла, под действием которой идет заполнение штампа и сразу после этого идет ударная волна под действием детонации взрывчатого вещества, установленного на игле, на фиг. 3в показан завершающий момент ковки под действием внедрения иглы в тело детали.
На фиг. 3 показано устройство, которое на практике может осуществить процесс импульсной объемной штамповки (ИОШ) за счет которого, возможно, производить детали, имеющие очень высокую удельную прочность. Используя ВВ, возможно на расплав, заполнивший штамп, через иглу накладывать импульс давления, превышающий 30 ГПа. Под действием таких давлений идет деформация металла непосредственно в штампе, который может сжиматься на 5% и более. [3] Дополнительный эффект достигается при использовании электронно-лучевого подогрева заготовки, за счет электронно-лучевых пушек (ЭЛЛ), установленных на вакуумный корпус и изображенных на фиг. 3а.
Как известно, индукционный нагрев не позволяет плавать металл с температурой плавления выше ~2000°С. На фиг. 3а показаны электроннолучевые пушки 34, которые электронным лучом 35 плавят заготовку совместно с индуктором. Выбор электронно-лучевого плавления связан с тем, что он производится в глубоком вакууме, если, например, вместо него использовать плазму, работающую в газе, то будет нарушаться технологический процесс формирования детали, так как газ будет препятствовать заполнению полости штампа. Используя электронно-лучевое и индукционное плавление одновременно, возможно плавить такие металлы как ниобий, молибден, тантал, вольфрам, а так же их тугоплавкие сплавы и соединения. В данном исполнении, установка позволит производить из тугоплавких металлов, например, ракетные сопла, турбинные лопатки или обшивки для ракет. Эффект от внедрения способа может быть усилен за счет производства композиционных деталей. На фиг. 3а в полости штампа размещена арматура 36, которая может быть сделана из углерод-углеродных волокон, нитиевидных углеродных кристаллов, волокон оксида кремния, нитрида бора или просто металлической арматуры. Высокие давления при ковке позволяют расплаву полностью заполнить все полости штампа совместно с арматурой (фиг. 3б), где показаны отходящие газы 37 ВВ от детонации. Дополнительная ковка за счет иглы (фиг. 3в) позволяет объединить в монолит кристаллизирующийся расплав и вещество арматуры, на выходе производя композиционную деталь 38.
Таким образом, предлагаемый способ позволяет создавать детали из композиций металлов и неметаллов, так называемую металлокерамику.
В связи с вышеизложенным, способ может быть полезен при производстве особо сложных и дорогих деталей для гражданской и военной продукции
ЛИТЕРАТУРА
[1]. Волков А.Е. Патент РФ, RU 2194595. - Способ штамповки и импульсной обработки жидкого металла. - "Импульсной объемной штамповки", С2 7B22D 18/02, 10.03.2000 г.
[2]. Волков А.Е. Патент №2353470. - Способ и устройство жидкой штамповки для литья химически активных металлов с использованием метода индукционного удержания расплава, С2 B22D 18/02, 02.07.2004.
[3]. А.А Фогель. Индукционный метод удержания жидких металлов во взвешенном состоянии. - Ленинград: Изд-во "Машиностроение". 1989 г., стр. 6÷7, стр. 61÷64.
[4]. Д. Джанколи. Физика. - М.: Изд-во "Мир". 1989 г., стр. 302÷341.
[5]. М.Б. Беккер. Литье под давлением. - М.: Изд-во "Машиностроение". 1990 г., стр. 14÷17.
[6]. A.M. Глезер. Нанокристаллы, закаленные из расплава. - М.: Изд-во "Физматлит". 2012 г., стр. 192÷193.
[7]. Д.Д. Гилман. Металлические стекла. - М.: Из-во "Металлургия". 1984 г., стр. 22÷62.
[8]. А.А. Кудинов. Гидрогазодинамика. - М.: Из-во "Инфра-М". 2013 г., стр. 183÷193.
[9]. Р. Прюммер. Обработка порошкообразных материалов взрывом. - М.: Изд-во "Мир". 1990 г., стр.
[10]. Фрэнк У. Уилсон. Высокоскоростное деформирование металлов. - М.: Изд-во "Машиностроение". 1966 г., стр.
[11]. А.Е. Волков. Разработка технологии, оснастки и оборудования импульсной объемной штамповки, автореферат диссертации на соискание ученой степени кандидата технических наук. - Москва, 1994 г.
Изобретение относится к области литья и обработки металлов давлением для производства сложных фасонных деталей из любых металлов, включая тугоплавкие и химически активные. Способ жидкой ковки заключается в том, что расплав металла получают путем плавления заготовки за счет электромагнитного поля индуктора с удержанием боковой поверхности расплава на пуансоне и последующим его перемещением с высокой скоростью в штамп, который движется навстречу пуансону до соударения, под действием которого расплав поступает в штамп до полного заполнения, вызывающего гидроудар внутри расплава, с помощью датчиков отслеживают как механическое перемещение расплава внутри штампа, так и гидроудар внутри расплава, сразу после гидроудара, время которого фиксируют указанные датчики, на тело детали внутри штампа воздействуют дополнительным импульсным давлением за счет ударного воздействия иглой на металл в штампе, причем игла выполняет роль дополнительного верхнего пуансона, движущегося вниз, осуществляя сжатие расплава и кристаллизующегося металла, деформируя его структуру и обеспечивая дополнительное прижатие плоскости детали к плоскости штампа. Устройство жидкой ковки содержит муфты сцепления, штоки, штамп, пуансон, трубы, скользящую раму, датчики слежения, вакуумную камеру плавления, иглу, боек, индуктор, переплавляемую заготовку, установленную на пуансон, после получения расплава пуансон перемещает расплав в камеру прессования штампа, а штамп перемещается навстречу пуансону, разгоняемые газовым давлением, дополнительное давление на тело детали в штампе создается за счет разгоняемого бойка, ударяющегого по игле, внедряемой в металл. Изобретение обеспечивает повышение эффективности использования и расширение технических возможностей за счет получения монолитных или композиционных деталей наиболее сложной формы с мелкозернистой или аморфной структурой, имеющих высокие физико-механические свойства. 2 н. и 8 з.п. ф-лы, 3 ил.
1. Способ жидкой ковки, заключающийся в том, что расплав металла получают путем плавления заготовки за счет электромагнитного поля индуктора с удержанием боковой поверхности расплава на пуансоне и последующим его перемещением с высокой скоростью в штамп, который движется навстречу пуансону до соударения, под действием которого расплав поступает в штамп до полного заполнения, вызывающего гидроудар внутри расплава, отличающийся тем, что
с помощью датчиков отслеживают как механическое перемещение расплава внутри штампа, так и гидроудар внутри расплава,
сразу после гидроудара, время которого фиксируют указанные датчики, на тело детали внутри штампа воздействуют дополнительным импульсным давлением за счет ударного воздействия иглой на металл в штампе,
причем игла выполняет роль дополнительного верхнего пуансона, движущегося вниз, осуществляя сжатие расплава и кристаллизующегося металла, деформируя его структуру и обеспечивая дополнительное прижатие плоскости детали к плоскости штампа.
2. Способ по п. 1, отличающийся тем, что на тело детали в штампе действует дополнительный импульс давления, создаваемый ударной волной, возникающей при детонации взрывчатого вещества, находящегося при непосредственном контакте с иглой, внедряемой в тело детали, что позволяет процесс кристаллизации металла под давлением перевести на стадию обработки металла давлением.
3. Способ по п. 1, отличающийся тем, что разгон штампа, пуансона и иглы может осуществляться под действием ударной волны, создаваемой взрывчатым веществом, что позволяет производить деталь с измененным фазовым составом.
4. Способ по п. 1, отличающийся тем, что может осуществлять процесс импульсной объемной штамповки, позволяя на первой стадии при движении и заполнении расплавом штампа переохлаждать его на заданную величину, а на второй стадии сжимать металл в штампе до заданной величины, в результате чего деталь формируется из мелкозернистой структуры с фазовым составом, не характерным для обычной обработки металла давлением.
5. Устройство жидкой ковки, содержащее муфты сцепления, штоки, штамп, пуансон, трубы, скользящую раму, датчики слежения, вакуумную камеру плавления, иглу, боек, индуктор, переплавляемую заготовку, установленную на пуансон, после получения расплава пуансон перемещает расплав в камеру прессования штампа, а штамп перемещается навстречу пуансону, разгоняемые газовым давлением, отличающееся тем, что дополнительное давление на тело детали в штампе создается за счет разгоняемого бойка, ударяющего по игле, внедряемой в металл.
6. Устройство по п. 5, отличающееся тем, что штамп может разгоняться под собственным весом за счет отключения муфты сцепления от штока, а в момент столкновения штампа и пуансона рамы фиксируются на штоках с помощью муфт сцепления, момент сцепления определяется датчиками слежения.
7. Устройство по п. 5, отличающееся тем, что вертикально перемещающийся штамп и пуансон герметизируются с помощью гофрированных труб, которые крепятся к вакуумной камере, позволяя перемещаться механизмам и удерживать вакуум внутри камеры плавления.
8. Устройство по п. 5, отличающееся тем, что игл, внедряемых в тело детали, может быть несколько, которые приводятся в действие за счет удара бойка или взрывчатого вещества, накладываемого на иглу.
9. Устройство по п. 5, отличающееся тем, что расплавление переплавляемой заготовки достигается за счет одновременного плавления индуктора и электронного луча, производимого электронной пушкой (или электронными пушками), установленной на вакуумной камере.
10. Устройство по п. 5, отличающееся тем, что в полость штампа перед ковкой устанавливается арматура из металла или неметалла, которая после заполнения расплавом под действием иглы объединяется в композиционную деталь.
| СПОСОБ И УСТРОЙСТВО ИМПУЛЬСНОЙ ОБЪЕМНОЙ ШТАМПОВКИ МЕТАЛЛОВ С ИСПОЛЬЗОВАНИЕМ МЕТОДА ИНДУКЦИОННОГО УДЕРЖАНИЯ РАСПЛАВА | 2011 |
|
RU2555278C2 |
| СПОСОБ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1992 |
|
RU2033893C1 |
| СПОСОБ ШТАМПОВКИ ЖИДКОГО ВЕЩЕСТВА | 1999 |
|
RU2198065C2 |
| СПОСОБ И УСТРОЙСТВО ЖИДКОЙ ШТАМПОВКИ ДЛЯ ЛИТЬЯ ХИМИЧЕСКИ АКТИВНЫХ МЕТАЛЛОВ С ИСПОЛЬЗОВАНИЕМ МЕТОДА ИНДУКЦИОННОГО УДЕРЖАНИЯ РАСПЛАВА | 2004 |
|
RU2353470C2 |
| US 4580617 A, 08.04.1986 | |||
| US 4254817 A, 10.03.1981. | |||

