Изобретение относится к литейному производству, в частности к изготовлению деталей из термопластических материалов методом литья под давлением, и может быть использовано в машиностроении.
Цель изобретения - упрощение конструкции и расширение технологичес1сих возможностей пресс-формы.
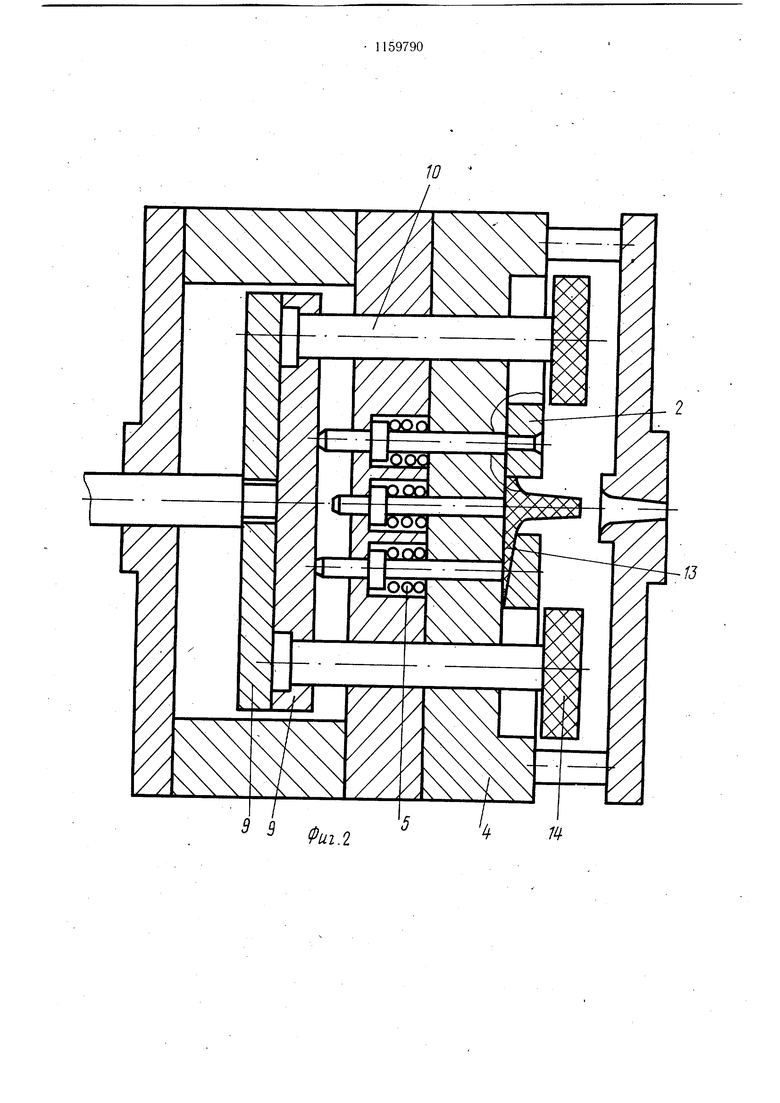
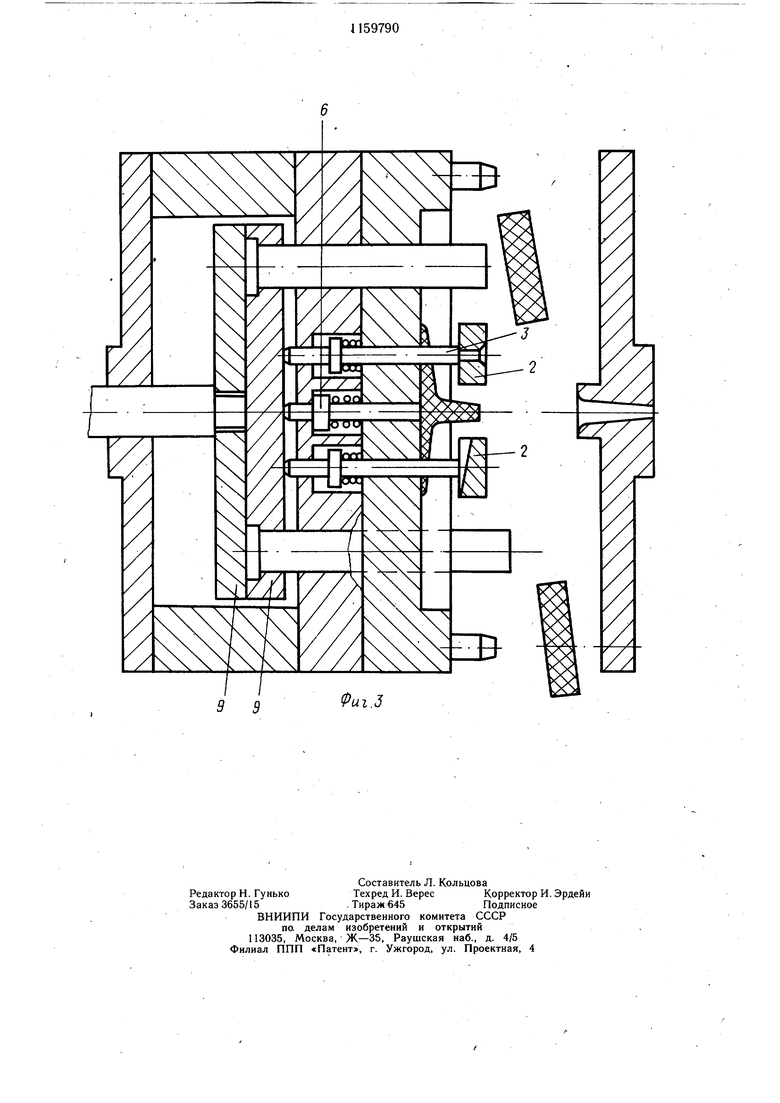
На фиг. 1 изображена пресс-форма в момент заполнения формующих полостей пресс-материалом, разрез; на фиг. 2 - пресс-форма в момент среза деталей от литниковой системы, разрез; на фиг. 3 - то же, в момент отвода планки, выполняющей роль ножа, от литниковой системы, разрез.
Пресс-форма содержит подвижную полуформу 1, механизм среза литниковой системы в виде планки 2, смонтированной в подвижной полуформе 1 с возможностью возвратно-поступательного перемещения и снабженной тягами (толкатели) 3, которые подпружинены относительно плиты матриц 4 с помощью пружин 5 для поджатия планки 2 к плите матриц 4. Толкатели 6 литниковой системы подпружинены относительно плиты матриц и пружинами 7, причем тяги 3 и толкатели 6 установлены в промежуточной плите 8 и выполнены с выступающими за торец промежуточной плиты 8 концами различной длины, которые .установлены с возможностью взаимодействия с плитами 9 выталкивания. Толкатели 10 изделия и контртолкатели 11 установлены между плитами выталкивания в подвижной полуформе 1. Неподвижная полуформа 12 имеет центральный литниковый канал для подвода расплава к впускному литниковому каналу 13, образованному поверхностью плиты матриц 4 и пазом в планке 2, которая размещена в плите матриц 4. Литниковый канал-питатель 13 может быть выполнен туннельного типа, ленточного типа или любой конфигурации в зависимости от получаемого изделия.
Пресс-форма работает следующим образом.
Пресс-материал заполняет формующие полости, происходит полимеризация деталей.
после чего подвижная полуформа 1 перемещается влево от неподвижной полуформы 12. При дальнейшем движении подвижной полуформы 1 (фиг. 2) от системы литейной машины плиты 9 выталкивания совершают дйижение вправо, в результате чего толкатели 10 извлекают из плиты матриц 4 изделия 14. В момент извлечения изделий 14 из плиты матриц 4 происходит срез литниковых каналов-питателей 13 от изделий 14
0 планкой 2, выполняющей роль ножа. Литниковая система при этом удерживается в плите матриц 4 планкой 2 при помощи пружины 5 (фиг. 2). При последующем движении плит 9 выталкивания (фиг. 3) планка 2с помощью тяг 3 совершает поступательное движение вправо, в результате чего между плитой матриц 4 и планкой 2 образуется свободное пространство, которое необходимо для удаления литниковой системы из подвижной полуформы 1.
0 Удаление литниковой системы происходит с помощью толкателей 6 при последующем движении плит 9 выталкивания. В момент смыкания пресс-формы контртолкатели 11 отводят плиты 9 выталкивания в исходное положение, планка 2 с толкателями 6 и тя гами 3 также занимают исходное положение при помощи пружин 5 и 7.
Далее цикл повторяется. Пресс-форма может работать в автоматическом режиме литейной машины.
При формовании крупногабаритных дета лей впускные литниковые каналы могут быть выполнены любого размера, шириной на всю матрицу подвижной полуформы больше 0,3 мм, так как литниковая система подводится к детали под планкой без использования специальных деталей для этой цели. Планка-нож размещается в теле матрицы подвижной полуформы, поэтому при расширении номенклатуры деталей нет необходимости увеличивать габариты пресс; формы по площади разъема, так как литниковая система с впускными литниковыми каналами-питателями постоянная дэтя всех видов деталей (круглых, квадратных и т. д.).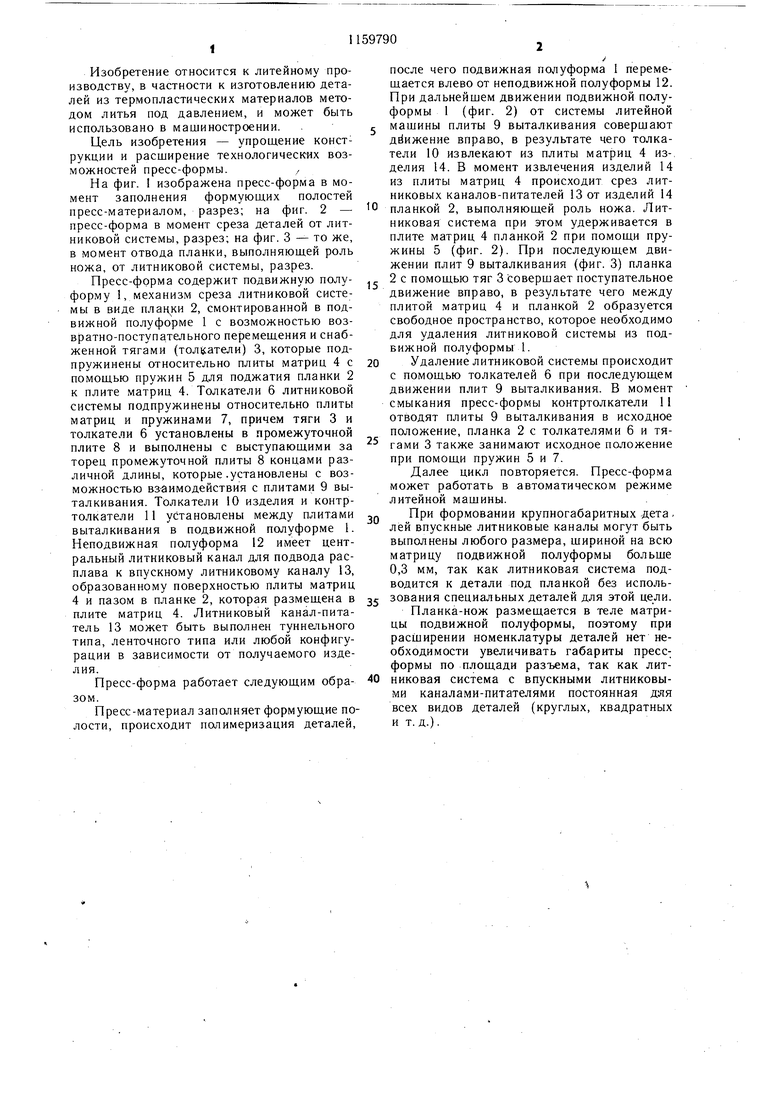
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для литья под давлением | 1983 |
|
SU1079350A1 |
| Пресс-форма для изготовленияВыплАВляЕМыХ МОдЕлЕй | 1979 |
|
SU831284A2 |
| Пресс-форма для литья под давлением | 1985 |
|
SU1310105A1 |
| Пресс-форма для литья под давлением | 1987 |
|
SU1503990A1 |
| Литьевая форма для изготовления полимерных изделий | 1990 |
|
SU1706882A1 |
| Пресс-форма для литья под давлением | 1979 |
|
SU910346A1 |
| Пресс-форма для литья под давлением | 1980 |
|
SU925543A1 |
| Пресс-форма для литья под давлением | 1983 |
|
SU1117121A1 |
| Пресс-форма для литья под давлением | 1987 |
|
SU1574357A1 |
| Литьевая форма | 1989 |
|
SU1757899A1 |
ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ, содержащая неподвижную полуформу, подвижную полуформу с плитой матриц, плиту выталкивания с толкателями изделия, .механизм среза литниковой системы в виде планки, смонтированной в подвижной полуформе с возможностью возвратно-поступательного перемещения и соединенной тягами е промежуточной плитой, и толкатели литниковой системь, отличающаяся тем, что, с целью упрощения конструкции и. расщирения технологических возможностей пресс-формы, планка размещена в плите матриц и выполнена с пазом для образования впускного литникового канала между поверхностями плиты матриц и планки, а тяги планки и толкатели литниковой системы подпружинены относительно плиты матриц и вь1полнены с выступающими за торец промежуточной плиты концами различной длины, которые установлены с возможностью взаимодействия с плитой выталкивания. ш
| 0 |
|
SU200137A1 | |
| Солесос | 1922 |
|
SU29A1 |
| Литьевая пресс-форма для изготовления изделий из полимерных материалов | 1978 |
|
SU701818A1 |
| Солесос | 1922 |
|
SU29A1 |
