Область техники, к которой относится изобретение
Изобретение относится к цветной металлургии, в частности к автоматизации электрометаллургических процессов получения алюминия.
Уровень техники
Управление положением анодного кожуха электролизера стало особенно актуально при внедрении систем автоматической подачи глинозема (АПГ) в электролизер. Для эффективной работы систем АПГ ее положение относительно шахты электролизера должно находиться в заданных пределах. Так как система АПГ жестко закреплена на анодном кожухе, ее положение относительно шахты электролизера зависит от положения анодного кожуха электролизера. Положение анодного кожуха в свою очередь зависит от работы основных и вспомогательных домкратов. С помощью вспомогательных домкратов анодный кожух перемещается только вверх относительно анода, закрепленного на анодной раме, с помощью основных домкратов анодный кожух перемещается вместе с анодом, обеспечивая работу электролизера в заданных пределах по напряжению. Работой механизмов управляет АСУТП, при увеличении напряжения выше верхней границы анодная рама перемещается вниз, при снижении напряжения ниже нижней границы анодная рама перемещается вверх.
Известен способ, при котором перемещение анодного кожуха осуществляется по мере приближения газосборного колокола к поверхности электролита. Расстояние газосборного колокола до электролита должно быть в пределах 10-12 см («Аноды алюминиевых электролизеров», 2001, Э.Я. Янко, с. 645).
Недостатком данного способа является: отсутствие постоянного контроля за положением анодного кожуха относительно катода; необходимость осуществления физических измерений для принятия решения о целесообразности перемещения; привязка к уровню расплава повышает вероятность ошибочных решений о перемещении анодного кожуха, т.к. вариации расплава в течение суток могут составлять 4 см и более.
Известен способ использования автоматических устройств, позволяющих поднимать анодный кожух один раз в сутки на высоту 2-3 см и только в том случае, если расстояние от низа газосборного колокола до поверхности электролита осталось менее 12 см («Металлургия алюминия», 1999, Ю.В. Борисоглебский, Г.В. Галевский, Н.М. Кулагин, М.Я. Минцис, Г.А. Сиразутдинов, с. 191, 192 и 223). («Электрометаллургия алюминия», 2001, М.Я. Минцис, П.В. Поляков, Г.А. Сиразутдинов, с. 217).
Недостатком данного способа является отсутствие постоянного контроля за положением анодного кожуха относительно катода, необходимого для эффективной эксплуатации систем АПГ (Контроль осуществляется один раз в сутки). Поднятие анодного кожуха единовременно на 2-3 см отрицательно сказывается на ведении технологии анода (протеки, осыпаемость боковой поверхности анода).
Известен «Способ управления положением анодной рубашки (анодного кожуха) электролизера для получения алюминия» (патент SU 618453, МПК С25С 3/20, опубликован 05.08.1978 г.), при котором перемещение анодного кожуха (ПАК) осуществляется автоматически с частотой 1-10 раз в сутки на величину, соответствующую высоте сгорания части анода. Частота перемещения анодного кожуха и время перемещения выбираются в зависимости от конструктивных и режимных параметров электролизеров. Например, для электролизеров с верхним токоподводом средняя скорость сгорания анода составляет Va=17-20 мм/сутки, а скорость перемещения анодного кожуха Vp=26 мм/минуту (0,43 мм/сек). Для компенсации величины сгоревшей части анода выбрана длительность одного перемещения анодного кожуха t=8 сек, тогда П - число перемещений анодного кожуха в сутки определяется: П=Va/(Vp*t)=20/(0.43*8)=6. Следовательно, частота ПАК ЧПАК=24/6=4 ч. Данный способ предполагает по данным теоретической скорости сгорания анода, скорости перемещения анодного кожуха и длительности одного перемещения рассчитать частоту необходимого перемещения анодного кожуха и ввести эту информацию в автоматизированную систему управления положением анодного кожуха (ПАК). Также способ характеризуется тем, что периодически необходимо проводить измерение положения подошвы анода относительно положения анодного кожуха и при необходимости отключать от автоматического управления.
Недостатком данного способа является отсутствие контроля за положением анодного кожуха относительно катода, необходимого для эффективной эксплуатации систем АПГ.
Наиболее близким к заявляемому изобретению является способ управления перемещением анодного кожуха алюминиевого электролизера, предусматривающий автоматическое перемещение анодного кожуха по данным электромеханических датчиков обратной связи, жестко закрепленных на неподвижных элементах конструкции электролизера и приводящимися в действие рычагом, жестко закрепленным на анодном кожухе как подвижном элементе (Патент RU 2213164, МПК С25С 3/20, опубликован 27.09.2003 г.). Сущность известного способа заключается в автоматическом поддержании анодного кожуха в заданном положении.
Недостатком этого способа является: увеличение себестоимости производства алюминия за счет затрат на приобретение электромеханических датчиков, проводов, зажимов, их монтаж и обслуживание; необходимость восстановления заданного положения анодной рубашки после выполнения других операций, например перемещение анодной рубашки и кинематической системы проводов, рычагов, зажимов; отсутствие возможности оперативного изменения заданного положения анодного кожуха по требованиям технологии электролиза.
Раскрытие изобретения
Задачей патентуемого изобретения является повышение срока службы газоходного колокола, снижение трудозатрат.
Техническим результатом предлагаемого способа является уменьшение перехода примесей железа в электролит, снижение частоты анодных эффектов за счет обеспечения постоянного автоматизированного контроля и своевременного перемещения анодного кожуха, обеспечивающее заданное положение систем АПГ относительно катода.
Технический результат изобретения достигается тем, что в способе автоматической стабилизации положения анодного кожуха относительно катода алюминиевого электролизера, включающем периодическое перемещение анодного кожуха относительно анода, закрепленного на анодной раме вверх в автоматическом режиме
а) измеряют текущее значение положения анодного кожуха и сравнивают текущее значение положения анодного кожуха с требуемым по технологии значением положения анодного кожуха, определяя отклонение от требуемого по технологии значением положения анодного кожуха,
б) на основе полученного сравнения постоянно рассчитывают коэффициент фактического положения анодного кожуха, разделив результат отклонения на скорость перемещения анодного кожуха и анодной рамы и суммируя к полученному значению время всех перемещений анодного кожуха и анодной рамы,
в) с заданной по технологии периодичностью определяют необходимость перемещения анодного кожуха, при полученном отрицательном значении коэффициента фактического положения анодного кожуха перемещают анодный кожух на уставку перемещения анодного кожуха или до достижения коэффициента фактического положения анодного кожуха, равного нулю. Коэффициент фактического положения анодного кожуха могут рассчитывать по формуле:
Z=(Y-X)/Vп+A+B, где
Z - коэффициент фактического положения анодного кожуха, сек;
X - требуемое по технологии значение положения анодного кожуха, мм;
Y - измеренное текущее значение положения анодного кожуха, мм;
Vп - скорость перемещения анодного кожуха и анодной рамы (мм/сек);
А - время перемещения анодной рамы, сек;
В - время перемещение анодного кожуха, сек.
Краткое описание чертежей
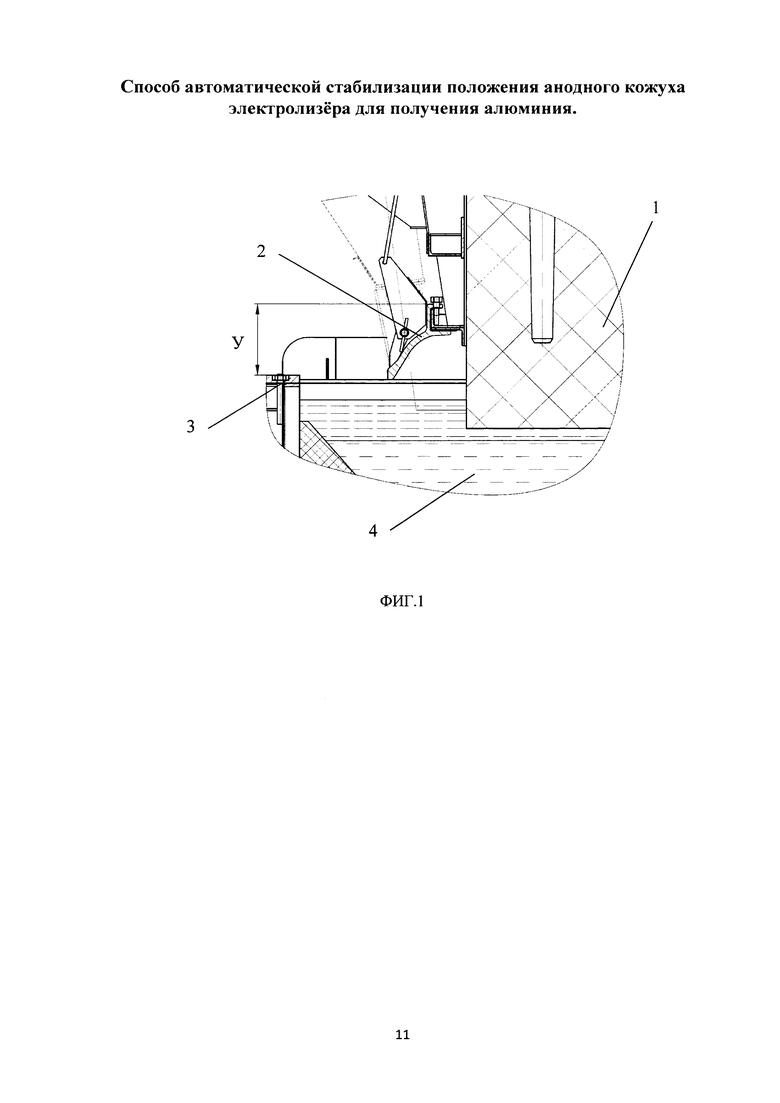
На фиг. 1 показано измеренное текущее значение положения анодного кожуха относительно фланцевого листа катода.
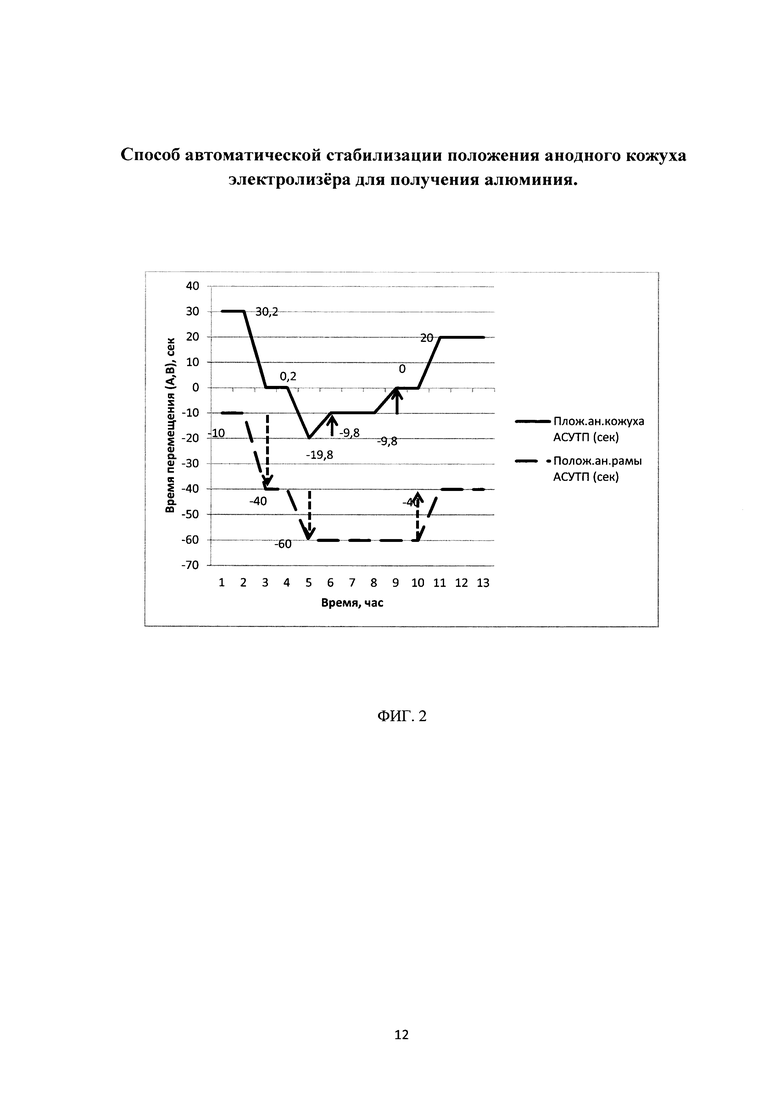
На фиг. 2 показан график работы способа в течение 13 часов.
Осуществление изобретения
В заявляемом способе управления положением анодного кожуха задают требуемое по технологии значение (X) положения анодного кожуха 1 от верха газосборного колокола (ГСК) 2 до фланцевого листа 3 катода 4 (например, «Цель ГСК-фланец=460 мм), затем измеряют текущее значение (Y) положения анодного кожуха 1 от верха ГСК 2 до фланцевого листа 3 (например, ГСК-фланец=473 мм), рассчитывается отклонение измеренного текущего значения положения анодного кожуха от требуемого по технологии значения положения анодного кожуха (473-460=13 мм). Зная скорость перемещения анодного кожуха и анодной рамы (Vп=0.43 мм/сек), в режиме реального времени рассчитывается коэффициент фактического положения анодного кожуха (Y-X)/Vп (Полож.ан.кожуха=13/0,43=30,2 сек), суммируя к полученному значению время всех перемещений анодного кожуха (ПАК), вызванных как работой основных (перемещение анодной рамы А), так и вспомогательных (перемещение анодного кожуха В) домкратов, движение вверх - положительное значение, вниз - отрицательное значение. Далее с заданной по технологии частотой (например, частота перемещения анодного кожуха =3 ч) производят анализ целесообразности перемещения анодного кожуха, если в этот момент коэффициент фактического положения анодного кожуха имеет положительный знак, значит анодный кожух находится выше требуемого по технологии значения и перемещение анодного кожуха не осуществляется, если знак отрицательный, значит анодный кожух находится ниже заданного по технологии значения положения анодного кожуха и осуществляется перемещение анодного кожуха вверх до положения анодного кожуха, равному нулю (X=Y), или на уставку перемещения анодного кожуха (Например, максимальная уставка ПАК=10 сек).
Рассмотрим пример управления положением анодного кожуха электролизера.
В таблице 1 для примера представлены параметры, необходимые для управления положения анодного кожуха.
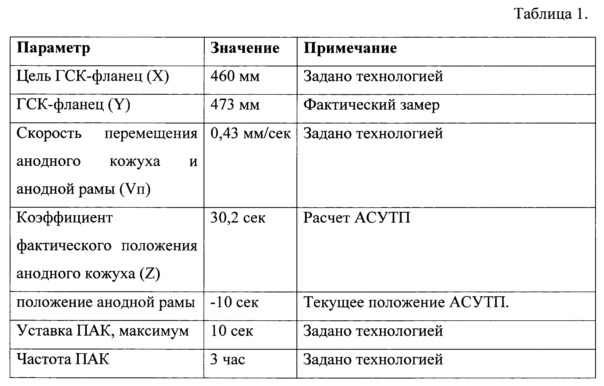
По данным таблицы 1 АСУТП рассчитывает отклонение текущего положения ГСК-фланец от требуемого по технологии значения положения анодного кожуха (13 мм), зная скорость перемещения домкратов (перемещения анодного кожуха и анодной рамы) рассчитывает время, необходимое для перемещения анодного кожуха в требуемое по технологии положение анодного кожуха, и присваивает его текущему положению анодного кожуха (30,2 сек) для дальнейшего достижения Цели ГСК-фланец.
В таблице 2 представлен пример работы способа в течение 13 часов.
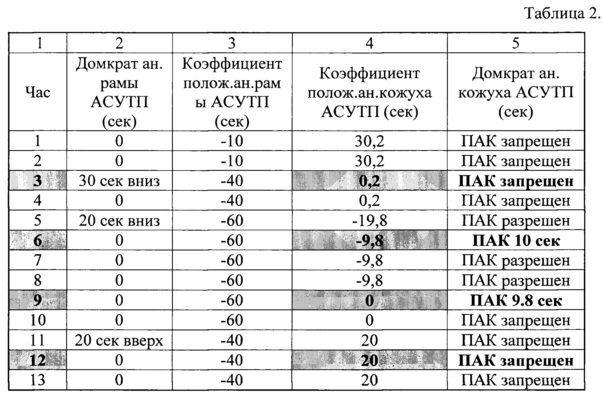
Рассмотрим таблицу 2. В связи с тем, что заданная частота ПАК составляет 3 ч, следовательно, определение необходимости перемещения анодного кожуха (ПАК) в нашем случае АСУТП будет производить в 3, 6, 9 и 12 ч (выделено цветом в столбце 1). Перемещения анодной рамы системой АСУТП отражено в столбце 2. Коэффициент положения анодной рамы отражен в столбце 3. Коэффициент положения анодного кожуха отражен в столбце 4. Перемещение анодного кожуха отражено в столбце 5.
Первые изменения положения анодной рамы произошли на третий час, а именно анодная рама переместилась вниз 30 сек (Фиг. 2 пунктирная стрелка вниз в 3 ч), следовательно, коэффициент положения анодного кожуха стал 30,2-30=0,2 сек (Фиг. 2). В соответствии с частотой ПАК 3 ч АСУТП определяет необходимость ПАК, коэффициент положения анодного кожуха имеет положительный знак (0,2 сек), следовательно, ПАК запрещен. В 5 ч АСУТП перемещает анодную раму еще 20 секунд вниз (Фиг. 2 пунктирная стрелка вниз в 5 ч), коэффициент положения анодного кожуха принимает значение «-19,8 сек». В 6 ч коэффициент положения анодного кожуха имеет отрицательное значение (-19,8 сек), АСУТП произвела ПАК 10 сек, (Фиг. 2 6 ч стрелка вверх), коэффициент положения анодного кожуха изменился на -9,8 сек (Фиг. 2). В 9 ч АСУТП производит ПАК 9,8 сек до достижения коэффициента положения анодного кожуха, равного нулю (Фиг. 2 9 ч стрелка вверх). В 11 ч АСУТП перемещает анодную раму вверх на 20 сек (Фиг. 2 пунктирная стрелка вверх в 11 ч), коэффициент положения анодной рамы принимает значение «-40 сек». В 12 ч АСУТП установило запрет ПАК, т.к. коэффициент положения анодного кожуха имеет положительное значение «+20 сек».
Из представленного примера видно как АСУТП в режиме реального времени управляет положением анодного кожуха относительно требуемого по технологии значения положения анодного кожуха.
Заявляемый способ учитывает все перемещения анодного кожуха, как перемещение анодного кожуха вместе с анодом под действием основных домкратов, так и перемещение анодного кожуха относительно анода под действием вспомогательных домкратов, а также положение анодного кожуха относительно катода и поддерживает его на заданном уровне, что в свою очередь повышает эффективность работы систем АПГ, срок службы газоходного колокола, уменьшает переход примесей железа в электролит, снижает частоту анодных эффектов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АВТОМАТИЧЕСКОЙ СТАБИЛИЗАЦИИ ПОЛОЖЕНИЯ АНОДНОГО КОЖУХА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2213164C2 |
| СПОСОБ УПРАВЛЕНИЯ ЭЛЕКТРОЛИЗЕРАМИ ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2189403C2 |
| СПОСОБ УПРАВЛЕНИЯ АЛЮМИНИЕВЫМ ЭЛЕКТРОЛИЗЕРОМ | 1992 |
|
RU2038426C1 |
| УСТРОЙСТВО ДЛЯ СБОРА И УДАЛЕНИЯ ГАЗОВ ИЗ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ СОДЕРБЕРГА | 2015 |
|
RU2610651C1 |
| СИСТЕМА АВТОМАТИЧЕСКОЙ ПОДАЧИ СЫРЬЯ В ЭЛЕКТРОЛИЗЕРЫ С САМООБЖИГАЮЩИМИСЯ АНОДАМИ | 2012 |
|
RU2506350C1 |
| УСТРОЙСТВО АВТОМАТИЗИРОВАННОГО ПИТАНИЯ ЭЛЕКТРОЛИЗЕРОВ С ВЕРХНИМ ТОКОПОДВОДОМ | 2001 |
|
RU2190702C1 |
| УСТРОЙСТВО ДЛЯ СБОРА И УДАЛЕНИЯ ГАЗОВ ИЗ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА СОДЕРБЕРГА | 2010 |
|
RU2443804C1 |
| АНОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1994 |
|
RU2080419C1 |
| УСТРОЙСТВО ДЛЯ СБОРА И УДАЛЕНИЯ ГАЗОВ ИЗ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ СОДЕРБЕРГА | 2013 |
|
RU2526352C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО КОНТРОЛЯ КРИОЛИТОВОГО ОТНОШЕНИЯ | 2013 |
|
RU2540248C2 |
Изобретение относится к способу автоматической стабилизации положения анодного кожуха относительно катода алюминиевого электролизера. Способ включает периодическое перемещение анодного кожуха относительно анода, закрепленного на анодной раме вверх в автоматическом режиме. При этом измеряют текущее значение положения анодного кожуха и сравнивают текущее значение положения анодного кожуха с требуемым по технологии значением положения анодного кожуха, определяя отклонение от требуемого по технологии значением положения анодного кожуха. На основе полученного сравнения постоянно рассчитывают коэффициент фактического положения анодного кожуха, разделив результат отклонения на скорость перемещения анодного кожуха и анодной рамы и суммируя к полученному значению время всех перемещений анодного кожуха и анодной рамы. С заданной по технологии периодичностью определяют необходимость перемещения анодного кожуха. При полученном отрицательном значении коэффициента фактического положения анодного кожуха перемещают анодный кожух на уставку перемещения анодного кожуха или до достижения коэффициента фактического положения анодного кожуха, равного нулю. Обеспечивается повышение эффективности работы систем АПГ, увеличение срока службы газоходного колокола, снижение частоты анодных эффектов и повышение качества алюминия. 1 з.п. ф-лы, 2 ил. , 2 табл.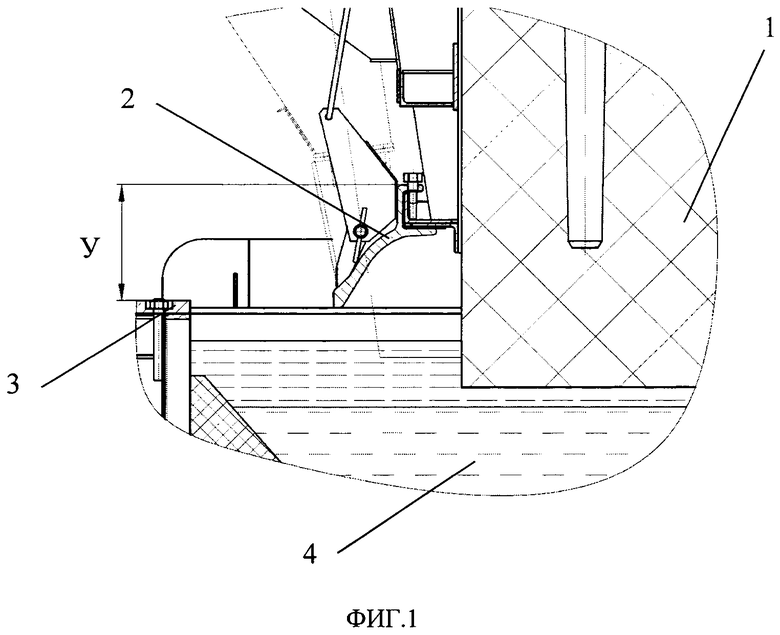
1. Способ автоматического управления положением анодного кожуха относительно катода алюминиевого электролизера, включающий периодическое перемещение анодного кожуха относительно анода, закрепленного на анодной раме вверх в автоматическом режиме, отличающийся тем, что
а) измеряют текущее значение положения анодного кожуха и сравнивают текущее значение положения анодного кожуха с требуемым по технологии значением положения анодного кожуха, определяя отклонение от требуемого по технологии значения положения анодного кожуха,
б) на основе полученного сравнения постоянно рассчитывают коэффициент фактического положения анодного кожуха путем деления результата отклонения на скорость перемещения анодного кожуха и анодной рамы и суммирования с полученным значением времени всех перемещений анодного кожуха и анодной рамы,
в) при полученном отрицательном значении коэффициента фактического положения анодного кожуха перемещают анодный кожух на уставку перемещения анодного кожуха или до достижения коэффициента фактического положения анодного кожуха, равного нулю.
2. Способ по п. 1, отличающийся тем, что коэффициент фактического положения анодного кожуха рассчитывают по формуле:
Z=(Y-X)/Vп+A+B, где
Z - коэффициент фактического положения анодного кожуха, сек;
X - требуемое по технологии значение положения анодного кожуха, мм;
Y - измеренное текущее значение положения анодного кожуха, мм;
Vп - скорость перемещения анодного кожуха и анодной рамы (мм/сек);
А - время перемещения анодной рамы, сек;
В - время перемещения анодного кожуха, сек.
| СПОСОБ АВТОМАТИЧЕСКОЙ СТАБИЛИЗАЦИИ ПОЛОЖЕНИЯ АНОДНОГО КОЖУХА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2213164C2 |
| Способ управления положением анодной рубашки электролизера для получения алюминия | 1976 |
|
SU618453A1 |
| УСТРОЙСТВО для УПРАВЛЕНИЯ ПЕРЕМЕЩЕНИЕМ АНОДА | 0 |
|
SU333212A1 |
| СN 204125543 U, 28.01.2015 | |||
| CN 101054687 A, 17.10.2007 | |||
| Устройство для преобразования кодов с одного языка на другой | 1983 |
|
SU1126971A1 |

