Область техники, к которой относится изобретение
Настоящее изобретение относится к способу изготовления кольцевого формованного тела, которое используется в качестве заготовки при изготовлении кольцевого изделия, такого как, например, турбинный диск для двигателей самолетов.
Для настоящего изобретения испрашивается приоритет по японской патентной заявке №2013-069205, поданной 28 марта 2013 г. и полностью включенной в настоящее описание посредством ссылки.
Уровень техники
Турбинный диск представляет собой кольцевой элемент, имеющий сквозное отверстие, и предназначен для совместного вращения с множеством лопаток турбины, которые расположены на его наружной кольцевой стороне.
Наружный кольцевой участок турбинного диска подвергается воздействию продуктов сгорания и достигает высокой температуры, равной приблизительно 600-700°С, в то время как внутренний кольцевой участок поддерживается при относительно низкой температуре и, таким образом, во время пуска и остановки двигателя многократно возникают термические напряжения. Соответственно, желательно, чтобы турбинные диски имели превосходные характеристики малоцикловой усталости. Кроме того, необходимо, чтобы турбинные диски имели высокую ползучестойкость, поскольку к наружному кольцевому участку прикладывается центробежная сила из-за вращения дисков с высокой скоростью вокруг оси при высоких температурах. Кроме того, требуется, чтобы турбинные диски имели высокую прочность на растяжение и высокий предел текучести.
Для обеспечения достаточно высокой механической прочности, которая должна соответствовать различным требованиям, описанным выше, кольцевые формованные тела, используемые в турбинных дисках, изготавливаются посредством ковки материала, имеющего высокую жаропрочность и состоящего из жаропрочного сплава (суперсплава) на основе Ni, и резки полученного кольцевого кованого тела, как описывается, например, в Патентных документах 1 и 2. В частности, деформация, придаваемая кольцевому формованному телу и кристаллическим зернам материала, корректируется посредством ковки, в результате чего повышаются прочность на растяжение, усталостная прочность и т.п. В качестве оборудования для выполнения ковки предпочтительно использовать ковочный пресс с гидравлическим управлением, способный точно контролировать скорость ковки, и было установлено, что предпочтительной является ковка по всей поверхности для одновременного формования всего материала с целью получения структуры (кристаллических зерен) кольцевого формованного тела, которая является однородной по окружности.
Между тем, в последние годы предпринимаются попытки увеличить размер турбинных дисков с целью увеличения мощности двигателей самолетов. В случае увеличения размера кольцевого формованного тела из-за увеличения размера турбинных дисков требуется крупногабаритный ковочный пресс с гидравлическим управлением, имеющий мощность несколько десятков тысяч тонн (например, см. Непатентный документ 1).
Однако вышеуказанные крупногабаритные ковочные прессы с гидравлическим управлением являются весьма дорогостоящими, и по всему миру насчитывается очень небольшое количество таких прессов; соответственно, в случае использования такого крупногабаритного ковочного пресса с гидравлическим управлением способность обеспечения поставок кольцевых формованных тел может быть ограничена, и расходы на изготовление изделий останутся высокими. Тенденция к использованию больших турбинных дисков в последнее время достигла такого высокого уровня, что закрытая ковка может быть затруднена даже в случае использования крупногабаритного ковочного пресса с гидравлическим управлением, что может вызвать проблемы с получением предпочтительных механических характеристик в некоторых областях кольцевых формованных тел, подлежащих ковке, и с обеспечением однородности структуры изделия.
С другой стороны, вместо формования кольцевого формованного тела с использованием ковочного пресса можно использовать способ формования кольцевого формованного тела посредством раскатки. В этом случае могут быть уменьшены расходы на оборудование, и упрощается изготовление крупногабаритных кольцевых формованных тел. Однако, обычно анизотропия механических характеристик (прочностных характеристик) в изделиях, получаемых методом раскатки, возникает с большей вероятностью, чем в случае изделий, получаемых ковкой на прессах, и, таким образом, раскатка не пригодна для получения изделий, например турбинных дисков, которые требуют изотропии механических характеристик.
Можно использовать способ, в котором кольцевое формованное тело формуется посредством комбинации ковочного пресса и раскатки; однако в случае использования этого способа может возникнуть проблема, состоящая в необходимости последующего выполнения окончательной ковки после раскатки для получения требуемой однородной и тонкой структуры, что делает процессы изготовления более сложными и увеличивает производственные расходы.
Для решения этой проблемы в Патентном документе 3 описан способ, в котором процесс ковки и процесс раскатки используются в комбинации, и во время процесса ковки горячая ковка выполняется несколько раз, при этом деформация кованого тела в окружном направлении εθ1, деформация кованого тела в направлении εh высоты и соотношение деформаций между значениями εh/εθ1 регулируются до подходящих значений, что обеспечивает изготовление кольцевого формованного тела, имеющего тонкую кристаллическую структуру с исключительной однородностью, с низкой стоимостью.
Процитированные документы
Патентные документы
Патентный документ 1 - JP 07-138719 А.
Патентный документ 2 - JP 62-211333 А.
Патентный документ 3 - JP 2011-255409 А.
Непатентные документы
Непатентный документ 1 - «Year 2002 Research Report - Report Regarding Development of Innovative Members Using Ultra-Large Forging Press Machine», (New Energy and Industrial Technology Development Organization, март 2003 г, стр. 10-11 и стр. 37-41).
Сущность изобретения
Следует отметить, что в последнее время увеличилось производство двигателей самолетов высокой мощности и, таким образом, также повысился спрос на крупногабаритные кольцевые формованные тела. Как следствие, требуется способ производства, с помощью которого можно бесперебойно изготавливать кольцевые формованные тела с однородной структурой в массовом производстве.
Авторы настоящего изобретения изучили способ изготовления кольцевых формованных тел, описанный в Патентном документе 3, в результате чего было установлено, что фактически кольцевое формованное тело может быть получено с тонкими кристаллическими зернами и с одинаковым размером зерна с использованием горячей ковки, в которой деформация кованого тела в окружном направлении εθ1, деформация кованого тела в направлении εh высоты и соотношение деформаций между значениями εh/εθ1 регулируются до подходящих значений; однако при производстве крупногабаритных кольцевых формованных тел большой толщины, к примеру, размер зерен кольцевых формованных тел в некоторых случаях не будет однородным из-за неоднородности рабочих условий и т.п.
Настоящее изобретение было разработано с учетом вышеуказанных обстоятельств, и задача настоящего изобретения состоит в том, чтобы предложить способ изготовления кольцевого формованного тела для производства кольцевых формованных тел, имеющих исключительно высокую механическую прочность, обеспечивая при этом однородность их структуры, при низких затратах.
Решение проблемы
Для решения этих проблем и вышеуказанной задачи согласно одному аспекту настоящего изобретения способ изготовления кольцевого формованного тела включает в себя этап ковки заготовки из сплава для получения кованого тела, имеющего дискообразную форму, и этап раскатки из кольцевого промежуточного тела, подготовленного посредством получения сквозного отверстия в указанном кованом теле, для получения кольцевого формованного тела, и данный способ отличается тем, что этап ковки включает по меньшей мере два этапа горячей ковки. При этом каждый из этапов горячей ковки выполняется при таких условиях, что скорость деформации составляет не более 0,5 с-1, абсолютное значение εθ1 деформации кованого тела в окружном направлении составляет по меньшей мере 0,3, абсолютное значение εh деформации кованого тела в направлении высоты составляет по меньшей мере 0,3, и соотношение εh/εθ1 между абсолютными значениями деформации составляет 0,4-2,5. Согласно способу изготовления кольцевого формованного тела по настоящему изобретению скорость деформации на этапе ковки составляет не более 0,5 с-1. Когда скорость деформации превышает 0,5 с-1, температура внутри кованого тела чрезмерно повышается из-за образующегося тепла (т.е. явления, известного как «тепловыделение»), что ведет к росту кристаллических зерен внутри кованого тела. На этапе раскатки после ковки кристаллические зерна внутри кованого тела не могут измельчаться, поскольку внутрь кованого тела не может передаться достаточная деформация. Согласно настоящему изобретению скорость деформации регулируется в диапазоне 0,5 с-1 или менее и, таким образом, различие между температурой на поверхности кованого тела и температурой внутри кованого тела во время ковки может быть незначительным, что обеспечивает получение более однородной структуры. Для более надежного обеспечения вышеуказанных эффектов скорость деформации предпочтительно должна составлять не более 0,15 с-1.
Скорость деформации определяется следующим выражением:
Выражение 1

На этапе ковки абсолютное значение εθ1 деформации в окружном направлении задается равным по меньшей мере 0,3, и, таким образом, величина деформации в окружном направлении, которая должна передаваться кольцевому промежуточному телу на этапе раскатки, может быть относительно уменьшена. Кроме того, поскольку абсолютное значение εh деформации, которое должно передаваться в направлении высоты, задается равным 0,3 или более, деформация, которая должна передаваться в направлении высоты и которую трудно передать раскаткой, может надежно передаваться в требуемой степени. Таким образом, степень обработки на этапе раскатки может быть уменьшена, при этом устраняется анизотропия прочностных свойств кольцевого формованного тела, и увеличивается изотропия, в результате чего может быть получена тонкая кристаллическая структура, в которой обеспечивается достаточная однородность.
Соотношение εh/εθ1 означает равновесие направлений деформации, подлежащих передаче, и является показателем регулирования изменения относительных положений в материале перед процессом и после него. На последующем этапе раскатки соответствующая цифровая величина неизбежно становится равной «0» или близкой к «0» за счет способа изготовления и, таким образом, весьма важно надлежащим образом задать степень деформации, подлежащей передаче в направлении высоты, на этапе ковки, для устранения анизотропии; однако если соотношение εh/εθ1 меньше 0,4, эффект может оказаться недостаточным. С другой стороны, если соотношение εh/εθ1 превышает 2,5, распределение деформации, подлежащей передаче в направлении высоты, может стать чрезмерным, и пластическое течение может стать нестабильным, в результате чего может ухудшиться осевая симметрия, которая является существенной для обеспечения однородности структуры.
Согласно настоящему изобретению соотношение εh/εθ1 между абсолютными значениями деформации регулируется так, чтобы оно находилось в диапазоне 0,4-2,5, что стабилизирует пластическое течение и обеспечивает осевую симметрию с целью получения однородной структуры.
Согласно способу изготовления кольцевого формованного тела по настоящему изобретению на этапе раскатки горячая прокатка может выполняться таким образом, чтобы абсолютное значение εθ2 деформации, передаваемой кольцевому формованному телу в окружном направлении, составляло по меньшей мере 0,5 и, таким образом, размер зерна в области изделия кольцевого формованного тела может соответствовать по меньшей мере размеру зерна номер 8 согласно ASTM.
В этом случае на этапе раскатки за счет выполнения горячей прокатки, во время которой деформация в кольцевом формованном теле в окружном направлении составляет по абсолютному значению εθ2 0,5 или более, кристаллические зерна в области изделия кольцевого формованного тела, подлежащего обработке и механической обработке с целью получения изделия, надежным образом измельчаются по меньшей мере до размера зерна номер 8 согласно ASTM. Соответственно, может быть увеличена механическая прочность изделия, изготавливаемого из кольцевого формованного тела.
Полагают, что номер размера зерна по ASTM определяется согласно стандартам ASTM E122 Американского общества по испытанию материалов (ASTM).
Кроме того, по способу изготовления кольцевого формованного тела согласно настоящему изобретению различие между размерами зерен в области изделия в сечении кольцевого формованного тела в направлении, включающем в себя ось кольцевого формованного тела, находится в диапазоне ±2 согласно номерам размера зерна по ASTM.
В этом случае из-за разницы в размерах зерна в области изделия в сечении кольцевого формованного тела в диапазоне ±2 согласно номерам размера зерна по ASTM обеспечивается достаточная однородность размера зерна кольцевого формованного тела в радиальном направлении в направлении высоты.
Кроме того, по способу изготовления кольцевого формованного тела согласно настоящему изобретению размер зерна кованого тела на этапе ковки может регулироваться по меньшей мере до размера зерна номер 7 по ASTM.
В этом случае из-за большой величины деформации, передаваемой на этапе ковки, как описано выше, размер зерна кованого тела может уменьшаться по меньшей мере до размера зерна номер 7 по ASTM. В этом случае структура кольцевого формованного тела может быть мелкозернистой, при этом величина деформации, подлежащей передаче на последующем этапе раскатки, будет уменьшаться.
Кроме того, по способу изготовления кольцевого формованного тела согласно настоящему изобретению кольцевое промежуточное тело может быть получено таким образом, чтобы соотношение Т/Н между толщиной Т кольцевого промежуточного тела в радиальном направлении и высотой Н кольцевого промежуточного тела в осевом направлении находилось в диапазоне 0,6-2,3, и кольцевое промежуточное тело может подвергаться обработке с целью раскатки таким образом, чтобы различие между размерами зерен в нескольких эквивалентных положениях кольцевого формованного тела, равномерно расположенных по окружности, составляло ±1,5 согласно номерам размера зерна по ASTM.
В этом случае за счет формования кольцевых промежуточных тел таким образом, чтобы соотношение Т/Н между толщиной Т кольцевого промежуточного тела в радиальном направлении и высотой Н кольцевого промежуточного тела в осевом направлении находилось в диапазоне 0,6-2,3, и раскатки из кольцевого промежуточного тела различие между размерами кристаллических зерен в нескольких взаимно эквивалентных положениях кольцевых промежуточных тел, равномерно расположенных по окружности, может быть в пределах ±1,5 согласно номерам размера зерна по ASTM. В частности, в кольцевом формованном теле, получаемом посредством формования кольцевого промежуточного тела, может быть обеспечена однородность размера зерна в окружном направлении. В частности, известно, что при раскатке, которая является локальным процессом, последовательно выполняемые процессы отличаются от общего случая частичной ковки и, таким образом, осевая симметрия структуры после формования является высокой и, следовательно, отклонение характеристик материала кольцевого формованного тела в окружном направлении является незначительным. В настоящем изобретении посредством задания вышеуказанного соотношения Т/Н для кольцевого промежуточного тела перед раскаткой в вышеуказанном диапазоне согласно данному варианту выполнения, можно дополнительно улучшить форму (круглость) кольцевого формованного тела и улучшить осевую симметрию структуры кольцевого формованного кольца.
Другими словами, поскольку вышеуказанное соотношение Т/Н регулируется в диапазоне 0,6-2,3, может быть обеспечена стабильность раскатки, что является существенным для обеспечения однородности структуры. В частности, в области, в которой соотношение Т/Н ниже 0,6, площадь контакта между обоими валками, используемыми в раскатке (основной валок и прокаточный валок), и материалом увеличивается и, таким образом, степень воздействия из-за процессов высвобождения тепла относительно увеличивается, в результате чего усложняется обеспечение однородности структуры в осевом направлении. Напротив, при увеличении соотношения Т/Н более легко может происходить изгибание. В частности, в области, в которой соотношение Т/Н больше 2,3, вышеуказанная тенденция увеличивается и, таким образом, усложняется получение однородной структуры в окружном направлении.
По способу изготовления кольцевого формованного тела согласно настоящему изобретению заготовка из сплава может быть выполнена из сплава на основе Ni. В этом случае этап ковки предпочтительно выполняется при температуре 950-1075°С или этап раскатки предпочтительно выполняется при температуре 900-1050°С.
Преимущественные эффекты, достигаемые в изобретении
Согласно настоящему изобретению предлагается способ изготовления кольцевого формованного тела, предназначенный для производства кольцевых формованных тел, имеющих исключительно высокую механическую прочность, при надежном обеспечении однородности структуры и низкой стоимости.
Краткое описание чертежей
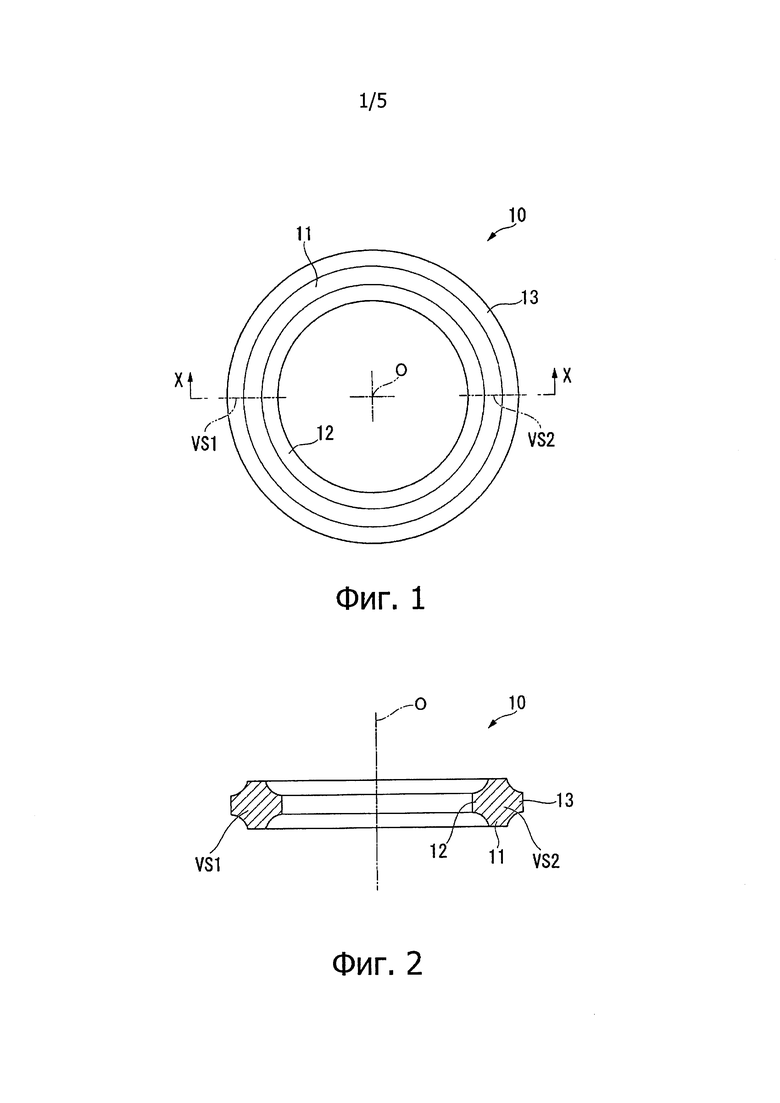
Фиг. 1 - вид сверху варианта выполнения кольцевого формованного тела по настоящему изобретению;
Фиг. 2 - вид в разрезе тела в направлении стрелки Х-Х на Фиг. 1;
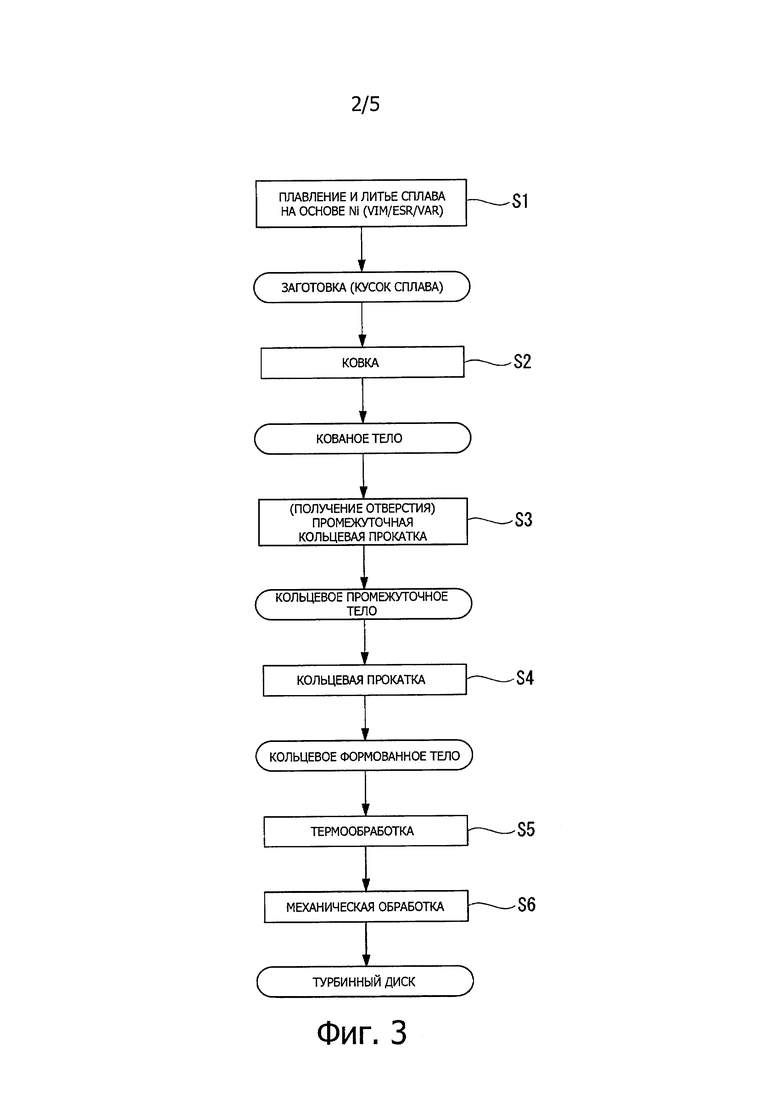
Фиг. 3 - схема последовательных операций одного варианта способа изготовления кольцевого формованного тела и турбинного диска по настоящему изобретению;
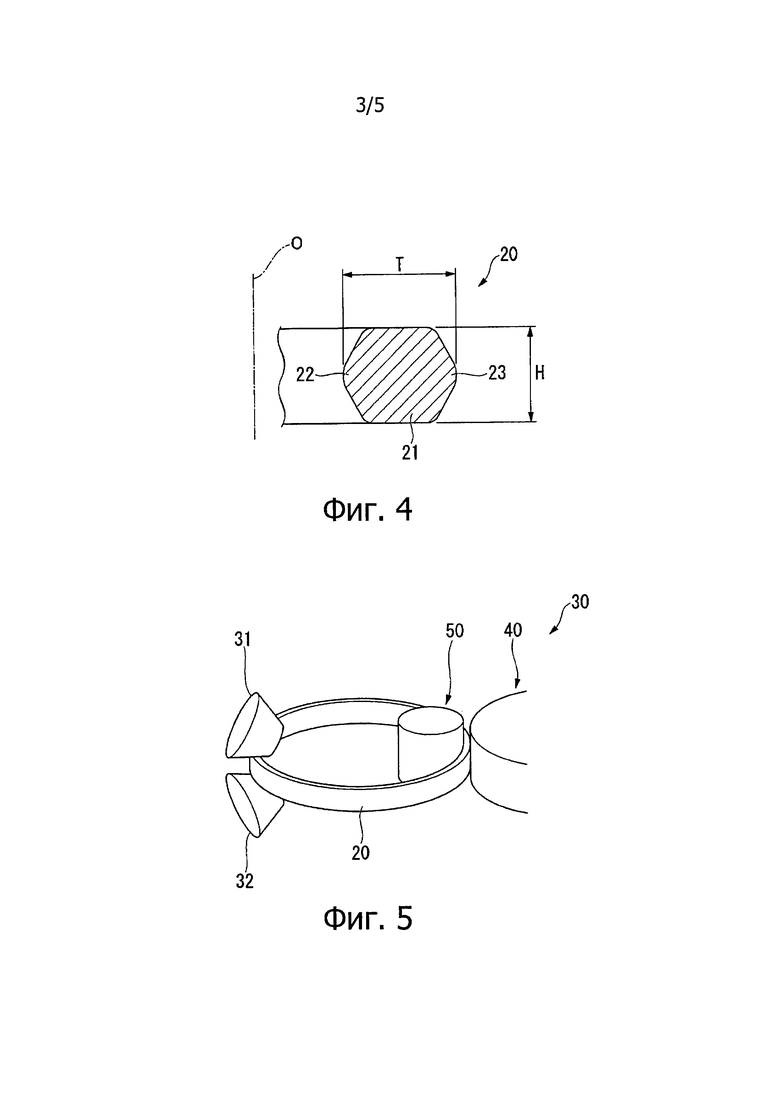
Фиг. 4 - вид в разрезе кольцевого промежуточного тела, используемого в способе изготовления на Фиг. 3;
Фиг. 5 - перспективный вид, иллюстрирующий раскатку, выполняемую по способу изготовления на Фиг. 3;
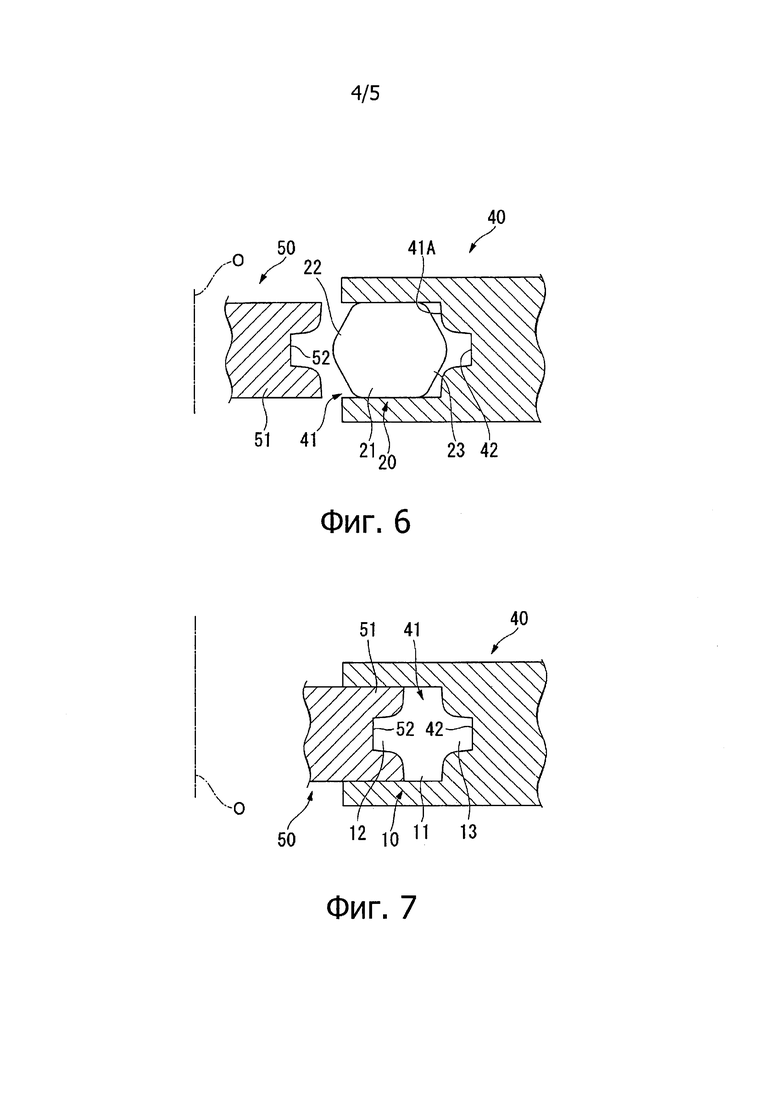
Фиг. 6 - пояснительный вид, показывающий этап раскатки с использованием прокаточного валка и кольцевого валка;
Фиг. 7 - пояснительный вид, показывающий этап раскатки с использованием прокаточного валка и кольцевого валка;
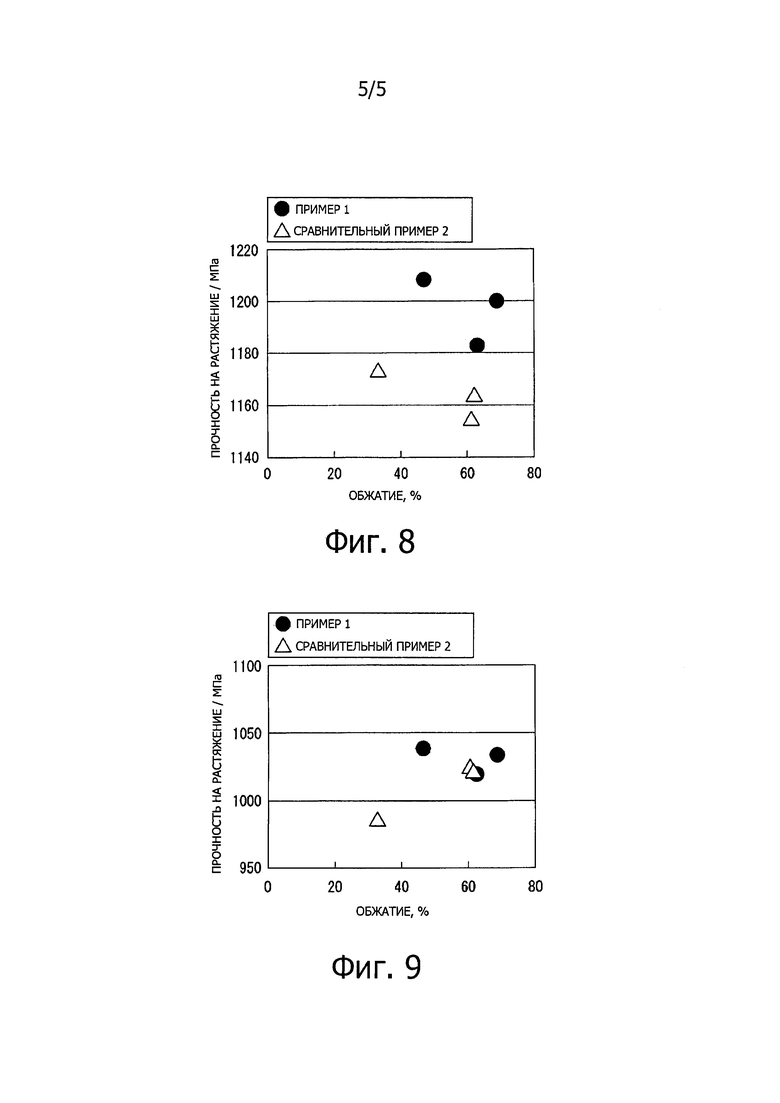
Фиг. 8 - график, показывающий соотношение между прочностью на растяжение и обжатием образцов кольцевого формованного тела по настоящему изобретению;
Фиг. 9 - график, показывающий соотношение между пределом текучести и обжатием образцов кольцевого формованного тела по настоящему изобретению
Описание вариантов осуществления изобретения
Ниже приводится описание вариантов осуществления настоящего изобретения со ссылкой на приложенные чертежи. Кольцевое формованное тело 10 по настоящему изобретению используется в качестве заготовки для формования турбинных дисков двигателей самолетов.
Как показано на Фиг. 1 и 2, кольцевое формованное тело 10 имеет сквозные отверстия и кольцевую форму вокруг оси О, и имеет основной корпус 11, внутренний выступ 12, который выступает от корпуса 11 в радиальном внутреннем направлении, и наружный выступ 13, который выступает от корпуса 11 в радиальном наружном направлении.
Кольцевое формованное тело 10 образовано из жаропрочного сплава (суперсплава) на основе Ni, имеющего исключительную устойчивость к воздействию тепла, и в настоящем варианте выполнения кольцевое формованное тело 10 образовано из сплава на основе Ni «Alloy 718».
Сплав на основе Ni Alloy 718 имеет состав, включающий в себя 50,00-55,00% масс. Ni, 17,0-21,0% масс. Cr, 4,75-5,60% масс. Nb, 2,8-3,3% масс. Мо, 0,65-1,15% масс. Ti, 0,20-0,80% масс. Al и 0,01-0,08% масс. С, остальное - Fe с неизбежными примесями.
В кольцевом формованном теле 10 размер зерна структуры в требуемой области (не показано), подлежащей механической обработке с целью изготовления турбинного диска (т.е. изделия) (далее эта область будет именоваться как «область изделия»), соответствует размеру зерна по меньшей мере номер 8 по ASTM. Кроме того, виртуальные плоскости VS1, VS2, показанные на Фиг. 2, являются поперечными сечениями кольцевого формованного тела 10 в направлении, включающем в себя ось О кольцевого формованного тела 10, т.е. виртуальные плоскости VS1, VS2 занимают взаимно эквивалентные положения, определяемые равномерным разделением кольцевого формованного тела 10 в окружном направлении. Кольцевое формованное тело 10 обеспечивает равномерную структуру, поскольку различие между размерами зерен в структуре области изделия в поперечном сечении виртуальной плоскости VS1 (или VS2) составляет ±2 по номеру размера зерна по ASTM. Различие в размерах кристаллического зерна во взаимно эквивалентных положениях кольцевого формованного тела 10 в окружном направлении, т.е. различия между размером зерна в виртуальной плоскости VS1 и размером зерна в виртуальной плоскости VS2 составляет ±1,5 по номеру размера зерна по ASTM.
Далее со ссылкой на Фиг. 3-7 приводится описание способа изготовления кольцевого формованного тела 10 и способа изготовления турбинного диска.
Этап S1 плавления и литья
Прежде всего, готовят расплавленный металл сплава на основе Ni «Alloy 718» посредством его выплавки. На этом этапе расплавленный сырьевой материал готовят таким образом, что содержание его компонентов соответствует вышеуказанным диапазонам для компонентов сплава на основе Ni «Alloy 718», и получают слиток посредством вакуумно-индукционной плавки (VIM). Далее этот слиток подвергается переплавке посредством электрошлаковой переплавки (ESR) для повторного получения слитка. Кроме того, этот слиток подвергается вакуумно-дуговой переплавке (VAR), и затем выполняют горячую ковку для получения цилиндрической заготовки (заготовки из сплава).
Цилиндрическая заготовка формуется таким образом, чтобы она, к примеру, имела диаметр 7-12 дюймов (в частности, 165-315 мм). Структура полученной заготовки согласно номерам размера зерна по ASTM приблизительно соответствует №6 по ASTM. За счет трехкратного выполнения вышеописанного плавления (тройного плавления) получают исключительно чистую заготовку, в которой сегрегация при затвердевании является незначительной, при этом структура затвердевания контролируется, и наблюдаются лишь весьма незначительные включения.
Этап S2 ковки
Далее заготовка подвергается ковке таким образом, что заготовка сдавливается в направлении оси заготовки для получения кованого тела, имеющего форму диска.
На этом этапе S2 ковки горячая ковка выполняется по меньшей мере дважды, так чтобы абсолютное значение εθ1 деформации кованого тела в окружном направлении составляло 0,3 и выше, абсолютное значение εh деформации в направлении высоты составляло 0,3 и выше, и соотношение εh/εθ1 между абсолютными значениями деформации составляло 0,4-2,5 в состоянии, в котором заготовка была нагрета, например, до температуры 950-1075°С.
Скорость деформации при горячей ковке на этапе S2 ковки задается равной 0,5 с-1 или менее.
В настоящем варианте осуществления горячая ковка на этапе S2 ковки осуществляется с использованием устройства ковочного пресса с гидравлическим управлением. Устройство ковочного пресса с гидравлическим управлением способно регулировать скорость деформации в вышеуказанных диапазонах с высокой точностью посредством гидравлического управления во время ковки.
Следует отметить, что в настоящем варианте осуществления скорость деформации при горячей ковке на этапе S2 ковки задается равной 0,01 с-1 или более.
Кроме того, в настоящем варианте осуществления абсолютное значение εθ1 величины деформации в окружном направлении задается равным 0,3 или более. Абсолютное значение εh величины деформации в направлении высоты вдоль оси поковки должно быть задано больше 0,3.
Высота кованого тела регулируется на этапе S2 ковки, например, приблизительно до 60-500 мм. За счет выполнения вышеописанного этапа ковки кованое тело приобретает достаточную деформацию, и размер зерна кованого тела измельчается до №7 по ASTM или более согласно номерам зерна по ASTM.
Этап S3 изготовления отверстия и промежуточной раскатки
Далее в центре полученного кованого тела с помощью водяного резака выполняют сквозное отверстие, имеющее круглое сечение. Кроме того, при необходимости после образования сквозного отверстия выполняют промежуточную раскатку кольца. Посредством выполнения этапа S3 изготовления отверстия и промежуточной раскатки получают кольцевое промежуточное тело 20.
В настоящем варианте выполнения кольцевое промежуточное тело 20 имеет перпендикулярное окружности сечение по существу многоугольной формы, как показано на Фиг. 4, и включает в себя участок 21 основания, имеющий перпендикулярное окружности сечение по существу многоугольной формы и верхнюю поверхность и нижнюю поверхность, продолжающиеся в направлении по существу перпендикулярном оси О; внутренний выступ 22, выступающий радиально внутрь от участка 21 основания; и наружный выступ 23, выступающий радиально наружу от участка 21 основания.
В частности, высота Н кольцевого промежуточного тела 20 (участка 21 основания) в направлении оси О задается в диапазоне Н=60-500 мм. Кроме того, кольцевое промежуточное тело 20 прессуют таким образом, что соотношение Т/Н между радиальной толщиной Т, которая перпендикулярна оси О, и вышеописанной высотой Н составляет 0,6-2,3.
Этап S4 раскатки
Далее кольцевое промежуточное тело 20 подвергается раскатке. Раскатка выполняется, к примеру, при температуре 900-1050°С.
Как показано на Фиг. 5, в данном варианте осуществления устройство 30 для раскатки включает в себя основной валок 40 с наружной окружной стороны кольцевого промежуточного тела 20; раскаточный валок 50, расположенный в внутренней окружной стороны кольцевого промежуточного тела 20; и пару осевых валков 31, 32, которые контактируют с торцевыми поверхностями (в настоящем варианте осуществления с верхней поверхностью и нижней поверхностью участка 21 основания) кольцевого промежуточного тела 20 в направлении оси О.
Основной валок 40 и раскаточный валок 50 расположены таким образом, что их оси вращения параллельны друг другу и предназначены для захватывания и сжатия кольцевого промежуточного тела 20 с его внутренней окружной стороны и наружной окружной стороны и прокатывания кольцевого промежуточного тела 20 с поворачиванием по окружности кольцевого промежуточного тела 20.
Пара осевых валков 31, 32 предназначена для захватывания и сжатия кольцевого промежуточного тела 20 в направлении оси О и контролирования размера кольцевого промежуточного тела 20 в направлении высоты.
Как показано на Фиг. 6, на наружном окружном участке основного валка 40 предусмотрено углубление 41, в котором может быть расположена часть промежуточного тела 20, и в данном варианте осуществления углубление 41 имеет глубину, достаточную для размещения наружного выступа 23, участка 21 основания и наружного окружного участка внутреннего выступа 22 кольцевого промежуточного тела 20. Кроме того, на дне 41А этого углубленного участка 41 образована первая формовочная канавка 42 для формования наружного выступа 13 кольцевого формованного тела, и она продолжается радиально внутрь по отношению к основному валку (вправо на Фиг. 6). Первая формовочная канавка 42 имеет глубину, эквивалентную высоте выступа 13, подлежащего формованию.
С другой стороны в наружном окружном участке раскаточного валка 50 расположен участок 51, который может входить в зацепление с основным валком 40 внутри углубления 41, при этом на наружной периферийной поверхности участка 51 образована вторая формовочная канавка 52 для формования внутреннего выступа 12 кольцевого формованного тела 10, и она продолжается радиально внутрь по отношению к раскаточному валку 50 (влево на Фиг. 6). Вторая формовочная канавка 52 имеет глубину, эквивалентную высоте внутреннего выступа 12, подлежащего формованию.
Основной валок 40 и раскаточный валок 50, описанные выше, сближаются друг с другом, в результате чего кольцевое промежуточное тело захватывается и сжимается между основным валком 40 и раскаточным валком 50. В частности, основной валок 40 и раскаточный валок 50 сближаются друг с другом, при этом основной валок 40 поворачивается вокруг оси вращения основного валка 40, в результате чего кольцевое промежуточное тело 20 поворачивается вокруг оси О за счет сопротивления терния, возникающего между кольцевым промежуточным телом 20 и основным валком 40.
С другой стороны, раскаточный валок 50 может вращаться вокруг оси вращения раскаточного валка 50 и приводится во вращение за счет сопротивления трения, возникающего между кольцевым промежуточным телом 20 и раскаточным валком 50. Кольцевое промежуточное тело 20 пластически деформируется, когда оно заполняет внутренние стороны углубления 41 и первой формовочной канавки 42 основного валка 40 и внутреннюю сторону второй формовочной канавки 52 раскаточного валка 50, в результате чего формуется кольцевое формовочное тело 10. Во время этого деформирования внутренний выступ 12 кольцевого формованного тела 10 пластически деформируется по форме второй формовочной канавки 52. Кроме того, наружный выступ 13 пластически деформируется по форме первой формовочной канавки 42.
За счет выполнения раскатки вышеуказанным образом кольцевое промежуточное тело 20 пластически деформируется таким образом, что оно растягивается в окружном направлении, и его внутренний диаметр и наружный диаметр увеличиваются, в результате чего получают кольцевое формованное тело, показанное на Фиг. 7.
На этом этапе S4 раскатки абсолютное значение εθ2 деформации кольцевого формованного тела 10 в окружном направлении составляет 0,5 или более. В частности, горячая прокатка выполняется по меньшей мере один или несколько раз для получения общего значения абсолютных значений εθ2 деформации в диапазоне 0,5-1,3.
Этап S5 термообработки/этап S6 механической обработки
Кольцевое формованное тело 10, полученное вышеописанным образом, подвергается регулировке свойств посредством термообработки и формования до окончательной формы посредством резки с целью получения турбинного диска для двигателей самолетов.
Согласно настоящему варианту выполнения способа изготовления кольцевого формованного тела, описанного выше, на этапе S2 ковки для получения кованого тела посредством ковки заготовки скорость деформации составляет 0,5 с-1 или менее, и, таким образом, можно предотвратить чрезмерное повышение температуры внутри кованого тела (явление, именуемое «тепловыделение»), которое может иметь место из-за образующегося тепла. Соответственно, различие между температурой на поверхности кованого тела и температурой внутри кованого тела во время ковки может оставаться незначительной величиной, и, тем самым, может быть выровнена структура кованого тела. Для надежного обеспечения этих эффектов предпочтительно, чтобы скорость деформации на этапе S2 ковки составляла 0,15 с-1 или менее.
Кроме того, из-за высокого значения 0,3 или более, заданного в качестве абсолютного значенияεθ1 деформации в окружном направлении на этапе S2 ковки, степень деформации в окружном направлении, сообщаемой кольцевому промежуточному телу 20 на этапе S4 раскатки, может быть уменьшена. Кроме того, из-за высокого значения 0,3 или более, заданного в качестве абсолютного значения εh деформации в направлении высоты, такая степень деформации в направлении высоты, которой сложно было бы добиться в ином случае, может быть в достаточной мере достигнута на этапе S4 раскатки. Таким образом, степень обработки на этапе S4 раскатки может быть уменьшена, при этом устраняется анизотропия прочностных свойств кольцевого формованного тела 10, в то время как повышается изотропия, в результате чего может быть получена тонкокристаллическая структура, в которой обеспечивается достаточная однородность.
Кроме того, из-за высокого значения 0,4 или более, заданного в качестве соотношения εh/εθ1 между абсолютным значением εθ1 деформации в окружном направлении и абсолютным значением εh деформации в направлении высоты, может быть обеспечена достаточная степень деформации в направлении высоты, в результате чего однородность структуры может быть обеспечена, даже если достаточная деформация в направлении высоты не может быть обеспечена на последующем этапе S4 раскатки. Кроме того, из-за того, что соотношение εh/εθ1 равно 2,5 или менее, распределение деформации в направлении высоты не может быть чрезмерным и, таким образом, пластическое течение становится стабильным, в результате чего может быть обеспечена осевая симметрия пластического течения, что является существенным для обеспечения однородности структуры. Предпочтительно, чтобы соотношение εh/εθ1 между абсолютными значениями деформации составляло 0,6-2,1. Соответственно, может быть улучшена осевая симметрия пластического течения и, таким образом, может более надежно обеспечиваться равномерность структуры.
Кроме того, в данном варианте осуществления из-за того, что абсолютное значение εθ1 величины деформации в окружном направлении равно 0,3 или более, и абсолютное значение εh величины деформации в направлении высоты вдоль оси кованого тела равно 0,3 или более, на этапе S2 ковки можно предотвратить рост кристаллических зерен, который может иметь место из-за повышения температуры внутри кованого тела в результате образования тепла.
Кроме того, поскольку на этапе раскатки выполняется горячая прокатка, во время которой в кольцевом формованном теле 10 в окружном направлении обеспечивается деформация с абсолютным значением εθ2 0,5 или более, кристаллические зерна в области изделия кольцевого формованного тела 10 надежно измельчаются по меньшей мере до номера 8 размера зерна по ASTM. Соответственно, надежно увеличивается механическая прочность изделия, получаемого из кольцевого формованного тела 10. Следует отметить, что εθ2 предпочтительно должно составлять 1,3 или менее. Кроме того, размер зерна кольцевого формованного тела 10 предпочтительно должен соответствовать номеру 8-13 размера зерна по ASTM. Таким образом, может быть надежно увеличена механическая прочность изделия, получаемого из кольцевого формованного тела 10.
Из-за различия в размерах зерна в области изделия в сечении в направлении, включающем в себя ось кольцевого формованного тела 10, которое составляет ±2 согласно номерам размера зерна по ASTM, обеспечивается достаточная равномерность размера зерна кольцевого формованного тела 10 в радиальном направлении и в направлении высоты.
Кроме того, из-за большой величины деформации на этапе ковки, как описано выше, величина зерна кованого тела может быть уменьшена по меньшей мере до номера 7 размера зерна по ASTM. Таким образом, структура кольцевого формованного тела 10 может быть измельчена, в то время как величина деформации на последующем этапе раскатки уменьшается.
Кроме того, поскольку раскатка выполняется после формования кольцевого промежуточного тела 20, так чтобы соотношение Т/Н между радиальной толщиной и высотой Н кольцевого промежуточного тела 20 составляло 0,6-2,3, различие между размерами зерен во взаимно эквивалентных положениях в кольцевом формованном теле 10 в окружном направлении может быть уменьшено в пределах ±1,5 согласно номерам размера зерна по ASTM. Другими словами, для кольцевого формованного тела 10, получаемого посредством формования кольцевого промежуточного тела 20, может быть обеспечена достаточно высокая однородность размеров зерна в окружном направлении.
В частности, известно, что во время раскатки, которая является локальным процессом, последовательно выполняются процессы, отличающиеся от обычной частичной ковки, и, таким образом, осевая симметрия структуры после формования является высокой и, следовательно, отклонение характеристик материала кольцевого формованного тела 10 в окружном направлении является незначительным. Соответственно, за счет выбора вышеуказанного соотношения Т/Н для кольцевого промежуточного тела 20 перед раскаткой в пределах вышеуказанного диапазона, как в данном варианте осуществления, форма (круглость) кольцевого формованного тела 10 может быть дополнительно улучшена, и также может быть улучшена осевая симметрия структуры кольцевого формованного тела 10.
Другими словами, поскольку вышеуказанное соотношение Т/Н контролируется в пределах 0,6-2,3, может быть достигнута стабильность раскатки, что является существенным для обеспечения однородности структуры. В частности, в области, в которой соотношение Т/Н меньше 0,6, площадь контакта вдоль обоих валков, используемых в раскатке (основной валок 40 и прокаточный валок 50), и материала увеличивается и, таким образом, степень влияния высвобождения тепла относительно повышается, в результате чего усложняется получение однородности структуры в окружном направлении. В отличие от этого, когда соотношение Т/Н увеличивается, более легко может возникать изгиб. В частности, в области, в которой соотношение Т/Н больше 2,3, вышеуказанная тенденция увеличивается и, таким образом, усложняется получение однородной структуры в окружном направлении.
Как описано выше, согласно способу изготовления кольцевого формованного тела, которое является настоящим вариантом выполнения, имеется возможность изготовления кольцевых формованных тел, в которых надежным образом и при низких расходах обеспечивается однородность структуры, и механическая прочность является достаточно высокой.
Настоящее изобретение не ограничивается вышеописанным вариантом осуществления и также может быть внедрено посредством различных модификаций и альтернативных вариантов в объеме, который не выходит за рамки концепции настоящего изобретения.
Например, форма кольцевого формованного тела 10 и кольцевого промежуточного тела 20 не ограничивается представленным вариантом осуществления, и конструкция может быть модифицирована необходимым образом, принимая во внимание форму изготавливаемого кольцевого изделия, такого как турбинный диск.
Кольцевое формованное тело 10 и кольцевое промежуточное тело 20 выполнены из сплава на основе Ni Alloy 718, как описано выше; однако материал кольцевого формованного тела 10 и кольцевого промежуточного тела 20 этим не ограничивается, и кольцевое формованное тело 10 и кольцевое промежуточное тело 20 могут быть сформированы из других материалов (например, Waspaloy (зарегистрированный товарный знак) (United Technology Inc.), Alloy 720, сплавы на основе Со и сплавы на основе Fe).
В вышеописанном варианте осуществления расплавленный металл для сплава на основе Ni Alloy 718 получают посредством выплавки, и заготовку получают посредством литья, но настоящее изобретение этим не ограничивается. Как вариант, заготовку можно получать формованием порошка, и полученная заготовка затем подвергается обработке на этапе ковки и этапе раскатки.
Кроме того, в альтернативном варианте заготовка может изготавливаться двойным плавлением (VIM + ESR или VIM + VAR), вместо изготовления заготовки методом тройного плавления.
Настоящий вариант выполнения включает в себя этап изготовления отверстия для образования сквозного отверстия в центре дискообразного кованого тела с помощью водяного резака, но настоящее изобретение этим не ограничивается. Как вариант, сквозное отверстие может быть получено с помощью другого средства, которое не является водяным резаком. Кроме того, в альтернативном варианте сквозное отверстие может быть образовано во время ковки, и, таким образом, этап изготовления отверстия может быть пропущен. Как еще один вариант, отверстие может быть получено во время этапа ковки с помощью водяного резака и т.п.
Кроме того, после формования кольцевого формованного тела 10 на этапе S4 раскатки, как показано на Фиг. 3. и перед выполнением этапа S5 термообработки, как показано на Фиг. 3, могут выполняться дополнительные процессы, такие как частичная ковка, для придания формы кольцевому формованному телу 10 или регулирования его размеров.
В данном варианте осуществления взаимно эквивалентные положения (виртуальные плоскости VS1, VS2) на кольцевом формованном теле 10, определяемые равномерным разделением кольцевого формованного тела 10 на половины в окружном направлении, используются как ссылочные позиции для контроля различий между размером зерна на виртуальной плоскости VS1 и размера зерна на виртуальной плоскости VS2 в пределах ±1,5 согласно номерам размера зерна по ASTM; однако количество виртуальных плоскостей, используемых для сравнения, не ограничивается двумя. Другими словами, поскольку в окружном направлении полностью обеспечивается эквивалентность кольцевого формованного тела 10, различие между размерами зерна во взаимно эквивалентных положениях, определяемых посредством равномерного разделения кольцевого формованного тела 10 на три части в окружном направлении, также может контролироваться в пределах ±1,5 согласно номерам размера зерна по ASTM, вместо определения различия между размерами зерна во взаимно эквивалентных положениях, определяемых посредством равномерного разделения кольцевого формованного тела 10 на две части. Положения в окружном направлении в кольцевом формованном теле 10, в котором взаимно задаются эквивалентные положения, не ограничиваются положениями, описанными выше в данном варианте осуществления.
Примеры
Ниже приводится подробное описание настоящего изобретения со ссылкой на примеры. Однако настоящее изобретение не ограничивается приведенными ниже примерами.
Подготовка образцов
Прежде всего, была выполнена выплавка расплавленного металла для сплава на основе Ni Alloy 718. В частности, плавящийся сырьевой материал был подготовлен так, чтобы он удовлетворял условию в отношении диапазона компонентов сплава на основе Ni Alloy 718, упомянутых в описанном выше варианте осуществления. Было выполнено тройное плавление этого расплавленного металла. В частности, для получения цилиндрической заготовки диаметром 254 мм были выполнены вакуумно-индукционная плавка (VIM), электрошлаковый переплав (ESR) и вакуумно-дуговой переплав (VAR).
После этого, заготовка была подвергнута обработке на этапе ковки для подготовки дискообразного кованого тела. При выполнении ковки дважды была выполнена горячая ковка с нагревом заготовки до 1000°С.
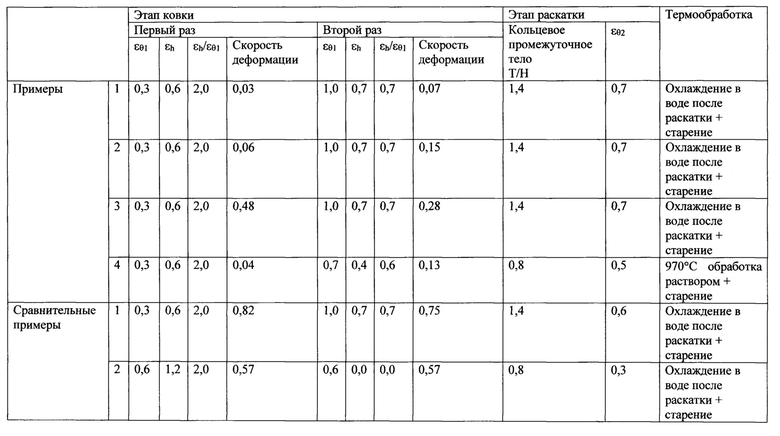
Этап ковки был выполнен в условиях, показанных в таблице 1, со ссылкой на абсолютное значение εθ1 деформации кованого тела в окружном направлении, абсолютное значение εh деформации кованого тела в направлении высоты, соотношение εh/εθ1 между абсолютными значениями напряжения и скорость деформации. После этого в центре кованого тела с помощью водяного резака было образовано сквозное отверстие для получения кольцевого промежуточного тела 20. Кольцевое промежуточное тело 20 было сформовано таким образом, чтобы соотношение Т/Н между толщиной Т и высотой Н соответствовало значению, показанному в таблице 1.
Затем кольцевое промежуточное тело 20 было подвергнуто раскатке. При выполнении раскатки дважды была выполнена горячая прокатка с нагревом кольцевого промежуточного тела 20 до 1000°С. Раскатка была выполнена таким образом, чтобы общая сумма абсолютного значения εθ2 деформации в окружном направлении в кольцевом формованном теле 10 удовлетворяла условиям, приведенным в таблице 1, посредством выполнения двукратной горячей ковки.
Затем кольцевое формованное тело 10 было подвергнуто термообработке. В качестве материала прямого старения был подготовлен материал, который подвергался старению в следующих условиях: 718°С/8 часов + 621°С/8 часов + охлаждение на воздухе (А.С.). В качестве материала старения в растворе был подготовлен материал, который подвергался старению в следующих условиях: 718°С/8 часов + охлаждение на воздухе (А.С.) после обработки раствором при следующих условиях: 970°С/1 час + закалка в воде (W.Q.), выполняемой после раскатки.
Измерение размера зерна
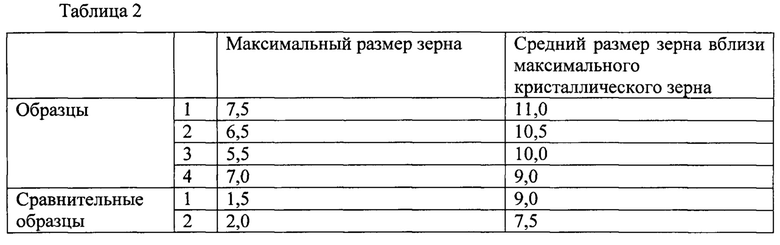
С использованием подготовленного кольцевого формованного тела 10 были выполнены измерение и сравнение максимальных кристаллических зерен в областях изделия в пределах сечений, включающих в себя виртуальные плоскости VS1, VS2, а также средних размеров зерен вблизи максимального кристаллического зерна. В качестве среднего размера зерна вблизи максимального кристаллического зерна был использован средний размер зерна на участке обнаружения максимального кристаллического зерна (исключая максимальное кристаллическое зерно). Результаты приведены в таблице 2.
Испытание на определение характеристик высокотемпературного растяжения От кольцевых формованных тел 10, подготовленных вышеуказанным образом для примера 1 настоящего изобретения и сравнительного примера 3, отбирали образцы для испытаний на растяжение в местах, расположенных в направлении по окружности, в направлении высоты и в радиальном направлении из взаимно эквивалентных мест, включающих в себя виртуальные плоскости VS1, VS2, показанные на Фиг. 1, и, соответственно, были выполнены испытания на высокотемпературное растяжение при 650°С. Испытания были выполнены с помощью испытательных образцов небольшого размера по ASTM Е8 с диаметром параллельных участков 6,35 мм, и в соответствии с ASTM Е21, и были измерены прочность на растяжение, предел текучести (условный предел текучести 0,2%) и обжатие. Для проверки отклонений измеренных значений в направлении по окружности, в направлении высоты и в радиальном направлении были подсчитаны соотношения в направлении высоты и в радиальном направлении, при этом измеренное значение в направлении по окружности было задано в качестве единицы (100%). На Фиг. 8 показано соответствие между прочностью на растяжение и обжатием, и на Фиг. 9 показано соответствие между пределом текучести и обжатием.
В сравнительных образцах 1 и 2, в которых скорость деформации на этапе ковки превышает 0,5 с-1, различие между максимальным размером зерна и средним размером зерна вблизи максимального размера зерна было большим, и было обнаружено, что структура не являлась однородной. Было установлено, что это вызвано локальным ростом кристаллических зерен внутри кованого тела из-за чрезмерного увеличения температуры внутри кованого тела, что обусловлено образованием тепла (т.е. явлением, известным как «тепловыделение»).
В отличие от этого в образцах 1-4 настоящего изобретения, в которых скорости деформации на этапе ковки составляли 0,5 с-1 или менее, различие между максимальным размером зерна и средним размером зерна вблизи максимального размера зерна было небольшим, и было обнаружено, что структура являлась достаточно однородной. Было установлено, что достаточно однородные структуры были получены благодаря небольшому различию между температурой на поверхности и температурой внутри кованого тела во время ковки, которое обеспечивалось регулированием скорости деформации в диапазоне 0,5 с-1 или менее. Следует отметить, что в примерах 1, 2 и 4 по настоящему изобретению, в которых скорости деформации контролировались в диапазоне 0,15 с-1 или менее, структуры были более однородными.
Как показано на Фиг. 8 и 9, в результате испытаний на определение прочности на растяжение при высоких температурах было установлено, что образец 1 настоящего изобретения имел лучшие характеристики по сравнению со сравнительным образцом 2, принимая внимание прочность на растяжение, условный предел текучести 0,2% и обжатие.
В частности, было установлено, что в образце 1 настоящего изобретения изотропия прочностных характеристик увеличивалась, и образец 1 настоящего изобретение имел тонкую структуру кристаллического зерна, в которой была обеспечена достаточная однородность.
Промышленная применимость
Согласно способу изготовления кольцевого формованного тела по настоящему изобретению стабильным образом и с низкими затратами могут изготавливаться кольцевые формованные тела, в которых обеспечивается однородность структуры и механическая прочность является достаточно высокой. Соответственно, способ изготовления кольцевого формованного тела по настоящему изобретению может подходящим образом использоваться в производстве турбинных дисков и подобных компонентов двигателей для самолетов.
Перечень ссылочных номеров
10 - кольцевое формованное тело
20 - кольцевое промежуточное тело
Н - высота кольцевого промежуточного тела в осевом направлении
О - ось
S2 - этап ковки
S4 - этап раскатки
Т - толщина кольцевого промежуточного тела в радиальном направлении
VS1 - виртуальная плоскость (эквивалентное положение)
VS2 - виртуальная плоскость (эквивалентное положение)
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении кольцевого формованного тела. Заготовку из сплава на основе Ni, Co или Fe подвергают ковке с получением тела дискообразной формы. Формованием в данном теле сквозного отверстия получают кольцевое промежуточное тело, которое затем раскатывают. Ковка включает по меньшей мере два этапа горячей ковки. Каждый из этапов выполняют при соблюдении скорости деформации не более 0,5 с-1. Абсолютное значение εθ1 деформации кованого тела в окружном направлении составляет по меньшей мере 0,3. Абсолютное значение εh деформации кованого тела в направлении высоты составляет по меньшей мере 0,3. При этом соотношение εh/εθ1 между абсолютными значениями деформации составляет 0,4-2,5. В результате обеспечивается возможность изготовления кольцевого формованного тела, имеющего тонкую кристаллическую однородную структуру. 7 з.п.ф-лы, 9 ил., 2 табл., 1 пр.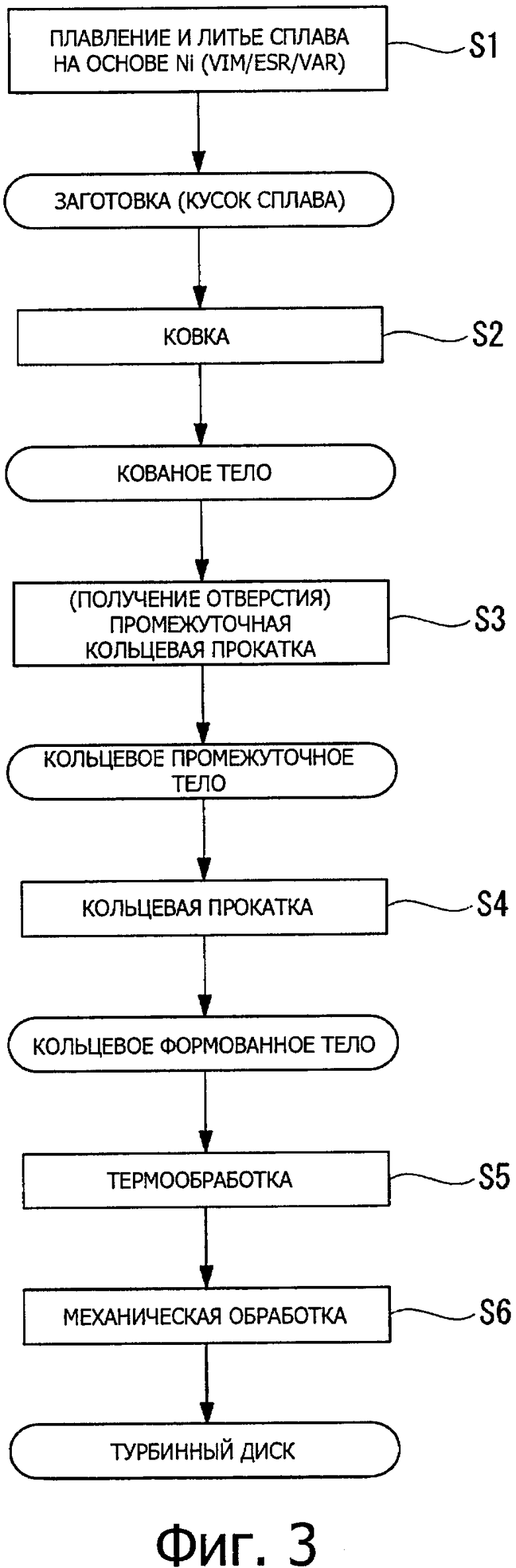
1. Способ изготовления кольцевого формованного тела, включающий этап ковки заготовки из сплава на основе Ni, Со или Fe для получения кованого тела, имеющего дискообразную форму, и этап раскатки кольцевого промежуточного тела, изготовленного путем формования в кованом теле сквозного отверстия, для получения кольцевого формованного тела,
отличающийся тем, что этап ковки включает по меньшей мере два этапа горячей ковки, при этом каждый из этапов горячей ковки выполняют с соблюдением следующих условий: скорость деформации составляет не более 0,5 с-1, абсолютное значение εθ1 деформации кованого тела в окружном направлении составляет по меньшей мере 0,3, абсолютное значение εh деформации кованого тела в направлении высоты составляет по меньшей мере 0,3 и отношение εh/εθ1 между абсолютными значениями деформации составляет 0,4-2,5.
2. Способ изготовления кольцевого формованного тела по п. 1, отличающийся тем, что различие между размерами зерна в сечении кольцевого формованного тела в направлении оси кольцевого формованного тела находится в диапазоне ±2 согласно номерам размера зерна по ASTM.
3. Способ изготовления кольцевого формованного тела по п. 1 или 2, отличающийся тем, что на этапе ковки размер зерна кованого тела соответствует по меньшей мере номеру 7 размера зерна по ASTM.
4. Способ изготовления кольцевого формованного тела по п. 1 или 2, отличающийся тем, что кольцевое промежуточное тело формируют таким образом, что соотношение Т/Н между толщиной Т кольцевого промежуточного тела в радиальном направлении и высотой Н кольцевого промежуточного тела в осевом направлении находится в диапазоне 0,6-2,3, при этом кольцевое промежуточное тело подвергают раскатке таким образом, чтобы различие между размерами зерна в эквивалентных положениях кольцевого формованного тела, равномерно расположенных в окружном направлении, составляет ±1,5 согласно номерам размера зерна по ASTM.
5. Способ изготовления кольцевого формованного тела по п. 1 или 2, отличающийся тем, что на этапе раскатки осуществляю горячую прокатку таким образом, что абсолютное значение εθ2 деформации кольцевого формованного тела в окружном направлении, передаваемое кольцевому формованному телу, составляет 0,5-1,3.
6. Способ изготовления кольцевого формованного тела по п. 1 или 2, отличающийся тем, что заготовка выполнена из сплава на основе Ni.
7. Способ изготовления кольцевого формованного тела по п. 6, отличающийся тем, что этап ковки выполняют при температуре 950-1075°С.
8. Способ изготовления кольцевого формованного тела по п. 6, отличающийся тем, что этап раскатки выполняют при температуре 900-1050°С.
| JP 2011255409 A, 22.12.2011 | |||
| СПОСОБ КОВКИ ЗАГОТОВКИ ИЗ ТИТАНОВОГО СПЛАВА И ЗАГОТОВКА ИЗ ТИТАНОВОГО СПЛАВА ДЛЯ КОВКИ | 2002 |
|
RU2256001C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕЦ | 2005 |
|
RU2286862C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАСКАТНЫХ КОЛЬЦЕВЫХ ЗАГОТОВОК ИЗ ВЫСОКОЛЕГИРОВАННЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2006 |
|
RU2342215C2 |
| US 6059904 A, 09.05.2000. | |||

