ИСПРАШИВАНИЕ ПРИОРИТЕТА
По настоящей заявке испрашивается приоритет на основании заявки на патент Японии №2018-135941, поданной 19 июля 2018, по которой дополнительно испрашивается приоритет на основании заявки на патент Японии №2017-155640, поданной 10 августа 2017, содержание которых включено посредством ссылок в настоящую заявку.
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к способу изготовления элементов конструкции из сплава на основе Ni(никеля) и, в частности, к способу изготовления элемента конструкции из сплава на основе Ni, обладающего отличными механическими свойствами при высокой температуре, с возможностью использования в качестве высокотемпературного элемента конструкции, такого как элемент конструкции турбины.
ОПИСАНИЕ ПРЕДШЕСТВУЮЩЕГО УРОВНЯ ТЕХНИКИ
В настоящее время одним из основных направлений развития технологии в области турбин (например, газовых турбин и паровых турбин) для воздушных судов и тепловых электростанций становится достижение более высокой температуры основной текучей среды с целью повышения термической эффективности. Поэтому повышение механических характеристик элементов конструкции турбин при высоких температурах является важной технической проблемой. Высокотемпературные элементы конструкции турбины (например, лопатки ротора турбины, лопатки статора турбины, роторные диски, элементы конструкции камеры сгорания и элементы конструкции паровых котлов), работающие в самых жестких условиях эксплуатации, постоянно подвергаются действию центробежной силы вращения и вибрации во время работы турбины, а также температурных напряжений, сопровождающих ее пуск/останов. Поэтому повышение механических характеристик (например, характеристик ползучести, характеристик при растяжении и усталостных характеристик) приобретает существенное значение.
Для достижения самых различных требуемых механических характеристик в качестве материала высокотемпературных элементов конструкции турбин широко используют материалы сплавов на основе Ni, упрочняемых в результате выпадения. В частности, в случаях когда высокотемпературные характеристики приобретают важное значение, используется материал сплава на основе Ni, упрочняемый в результате упрочнения, с высокой степенью выпадения, имеющий повышенное содержание γ'-фазы (элементов, образующих гамма-фазу, например, Ni3(Аl,Ti)-фазу), выпавшей в γ(гамма)-фазе (в матрице). Примером такого материала сплава на основе Ni, упрочняемого в результате выпадения, с высокой степенью выпадения является материал сплава на основе Ni с выпадением, составляющим, по меньшей мере, 30 об. % γ'-фазы.
В качестве основных способов изготовления элементов конструкции турбин, таких как лопатки ротора турбины и лопатки статора турбины, с учетом характеристик ползучести используют известные из уровня техники способы точного литья (в частности, способ однонаправленного отвердевания и способ отвердевания с образованием монокристалла). В то же время в качестве способов изготовления дисков турбин и элементов конструкции камеры сгорания с учетом характеристик при растяжении и усталостных характеристик зачастую используют способ горячей ковки.
Однако недостатком материала сплава на основе Ni, упрочняемого в результате выпадения, является то, что при дополнительном повышении объемного содержания γ'-фазы для дальнейшего повышения высокотемпературных характеристик высокотемпературных элементов конструкции происходит снижение технологичности при формовании, вызывающее снижение выхода годных высокотемпературных элементов (то есть повышение издержек производства). Поэтому наряду с исследованиями, направленными на повышение характеристик высокотемпературных элементов конструкции, проводят также самые различные исследования по разработке технологии стабильного изготовления высокотемпературных элементов конструкции.
Например, в заявке №JPH9-302450 (JP1997-302450) А (соответствующей патенту США №5759305) раскрыт способ изготовления изделий из суперсплава на основе Ni, имеющего контролируемый размер зерна, с использованием ковочной заготовки. Способ включает в себя следующие этапы: этап подготовки заготовки из суперсплава на основе Ni, имеющего температуру рекристаллизации, температуру растворения γ'-фазы и микроструктуру, содержащую смесь γ-фазы и γ'-фазы, причем содержание γ'-фазы в суперсплаве на основе Ni составляет, по меньшей мере, 30 об. %; этап горячей ковки заготовки из суперсплава в штампах при температуре не ниже приблизительно 1600°F (871°С), но ниже температуры растворения γ'-фазы, и скорости деформирования, составляющей приблизительно 0,03-10/с, позволяющей получить обработанную деталь из суперсплава, подвергнутую горячей ковке в штампах; этап изотермической ковки этой обработанной детали из суперсплава, подвергнутой горячей ковке в штампах, позволяющей получить готовое изделие; этап термической обработки этого готового изделия при температуре, превышающей температуру растворения, обеспечивающей получение практически однородной микроструктуры зерна по стандарту ASTM 6-8; и этап охлаждения изделия от температуры термической обработки, превышающей температуру растворения.
В соответствии с заявкой №JPH9-302450 (JP1997-302450) А (соответствующей патенту США №5759305) представляется возможным изготовление кованого изделия с высоким выходом годных без растрескивания, даже при использовании материала сплава на основе Ni с относительно большим объемным содержанием γ'-фазы. Однако недостатком технического решения, предложенного в этой заявке №JPH9-302450 (JP1997-302450) А (соответствующей патенту США №5759305), является необходимость проведения этапов горячей ковки со сверхпластической деформацией при низкой скорости деформирования и последующей изотермической ковки, требующего специального производственного оборудования и вызывающего удлинение производственного цикла изделия (что в результате приводит к высоким затратам на оборудование и высоким издержкам производства).
Важнейшим требованием, предъявляемым к промышленным изделиям, является снижение издержек производства, и поэтому одна из первоочередных задач заключается в создании технологии изготовления изделий, имеющих невысокую стоимость.
Например, в патенте Японии №JP 5869624 В раскрыт способ изготовления изделия из размягченного сплава на основе Ni, в котором температура растворения γ'-фазы составляет не менее 1050°С. Способ включает в себя: этап подготовки исходного материала, заключающийся в подготовке исходного материала для сплава на основе Ni, используемого на последующем этапе размягчающей обработки, и этап размягчающей обработки, заключающийся в размягчении исходного материала для сплава на основе Ni, обеспечивающем повышение технологичности. Этап размягчающей обработки выполняют в диапазоне температур ниже, чем температура растворения γ'-фазы. Этап размягчающей обработки включает в себя первый подэтап, заключающийся в проведении горячей ковки исходного материала для сплава на основе Ni при температуре ниже, чем температура растворения γ'-фазы, и второй подэтап, заключающийся в проведении медленного охлаждения подвергнутого ковке материала от температуры ниже, чем температура растворения γ'-фазы со скоростью охлаждения не выше 100°С/ч, обеспечивающего получение размягченного сплава на основе Ni, содержащего не менее 20 об. % некогерентной γ'-фазы, выпавшей на границах зерен γ-фазы (являющейся матрицей сплава на основе Ni). Техническое решение, предложенное в патенте Японии №JP 5869624 В, представляется эпохальной технологией, позволяющей обеспечить возможность обработки и формования материала сплава на основе Ni, упрочняемого в результате выпадения, с высокой степенью выпадения, имеющего невысокую стоимость.
Однако при производстве материала сплава на основе Ni, упрочняемого в результате выпадения, со сверхвысокой степенью выпадения, содержащего не менее 45 об. % γ'-фазы (например, материала сплава на основе Ni, в котором количество выпавшей γ'-фазы составляет 45-80 об. %), на этапе горячей ковки, выполняемой при температуре ниже температуры растворения γ'-фазы (то есть в диапазоне температур сосуществования двух фаз - γ-фазы и γ'-фазы) в случае использования ковочного оборудования, известного из уровня техники, вследствие понижения температуры производственного процесса (вызывающего нежелательное выпадение γ'-фазы) наблюдается снижение выхода годной продукции.
В свете современных тенденций в сфере рационального использования энергии и глобальной защиты окружающей среды можно ожидать достижения дальнейшего прогресса в повышении температуры основной текучей среды для повышения тепловой эффективности турбин и повышении выходной мощности турбин за счет увеличения длины лопаток турбин. Это означает все большее ужесточение условий эксплуатации высокотемпературных элементов конструкции турбины и необходимость дальнейшего повышения механических характеристик высокотемпературных элементов конструкции турбины. В то же время, как указано выше, одна из первоочередных задач заключается в снижении издержек производства промышленных изделий.
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
С учетом изложенных выше обстоятельств задачей настоящего изобретения является создание способа изготовления элемента конструкции из сплава на основе Ni с использованием материала сплава на основе Ni, упрочняемого в результате выпадения, с высокой степенью выпадения, позволяющего достичь более высокого выхода годной продукции, чем когда-либо прежде (то есть более низких, чем когда-либо прежде, издержек производства).
В соответствии с одним объектом настоящего изобретения предлагается способ изготовления элемента конструкции из сплава на основе Ni, имеющего химический состав, при котором равновесное количество γ'-фазы, выпавшей при 700°С в γ-фазы матрицы, составляет 30-80 об. %. Способ изготовления содержит: этап приготовления порошка сплава, заключающийся в приготовлении порошка сплава на основе Ni, имеющего указанный химический состав; этап формирования заготовки из исходного вещества, заключающийся в формировании заготовки из исходного вещества, в котором средний диаметр зерен γ-фазы составляет не более, чем 50 мкм, с использованием порошка сплава на основе Ni; и этап размягчающей термической обработки, заключающийся в нагреве заготовки из исходного вещества до температуры, равной или более высокой, чем температура растворения γ'-фазы , но более низкой, чем температура плавления γ-фазы , для растворения γ'-фазы в γ-фазе, и последующем медленном охлаждении нагретой заготовки из исходного вещества от этой температуры до температуры, по меньшей мере, на 50°С ниже, чем температура растворения γ'-фазы при скорости охлаждения не выше, чем 100°С/ч, обеспечивающем получение размягченной заготовки, содержащей, по меньшей мере, 20 об. % γ'-фазы, выпавшей на границах зерен γ-фазы со средним диаметром зерен, составляющим не более, чем 50 мкм.
В рассмотренный выше способ изготовления элемента конструкции из сплава на основе Ni могут быть внесены следующие изменения и дополнения.
(i) Указанный химический состав может включать в себя: Cr (хром) - 5-25 мас. %; Со (кобальт) - более 0 мас. % и не более 30 мас. %; Аl (алюминий) - 1-8 мас. %; Ti (титан), Nb (ниобий) и Ta (тантал) в суммарном количестве - 1-10 мас. %; Fe (железо) - не более 10 мас. %; Мо (молибден) - не более 10 мас. %; W (вольфрам) - не более 8 мас. %; Zr (цирконий) - не более 0,1 мас. %; В (бор) - не более 0,1 мас/%; С (углерод) -не более 0,2 мас. %; Hf (гафний) - не более 2 мас. %; Re (рений) - не более 5 мас. %; О (кислород) - 0,003-0,05 мас. %; и остальное - Ni (никель) и неизбежные примеси.
(ii) Порошок сплава на основе Ni может иметь средний диаметр частиц, составляющий 5-250 мкм.
(iii) Этап приготовления порошка сплава может включать в себя: подэтап атомизации для формирования порошка сплава на основе Ni.
(iv) Этап формирования заготовки из исходного вещества может включать в себя процесс горячего изостатического прессования с использованием порошка сплава на основе Ni.
(v) Температура растворения γ'-фазы может составлять не менее, чем 1110°С.
(vi) Элемент конструкции из сплава на основе Ni может иметь химический состав, в котором равновесное количество γ'-фазы, выпавшей при 700°С, составляет 45-80 об. %.
(vii) Размягченная заготовка может иметь твердость по Виккерсу, составляющую при комнатной температуре не более, чем 370 Hv.
(viii) Способ изготовления может включать в себя следующие дополнительные этапы, выполняемые вслед за этапом размягчающей термической обработки: этап обработки с формованием, заключающийся в формировании обработанной формованной заготовки требуемой формы в результате горячей обработки, полугорячей обработки, холодной обработки и/или механической обработки размягченной заготовки; и этап термической обработки с образованием твердого раствора и старящей термической обработки, заключающийся в проведении термической обработки обработанной формованной заготовке с образованием твердого раствора, обеспечивающей уменьшение количества γ'-фазы, выпавшей на границах зерен γ-фазы, до не более, чем 10 об. %, и последующей старящей термической обработки этой обработанной формованной заготовки, обеспечивающей выпадение не менее, чем 30 об. % γ'-фазы внутри зерен γ-фазы.
Преимущества изобретения
В соответствии с настоящим изобретением предложен способ изготовления элемента конструкции из сплава на основе Ni с использованием материала сплава на основе Ni, упрочняемого в результате выпадения, с высокой степенью выпадения, позволяющий достичь более низких, чем когда-либо прежде, издержек производства.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
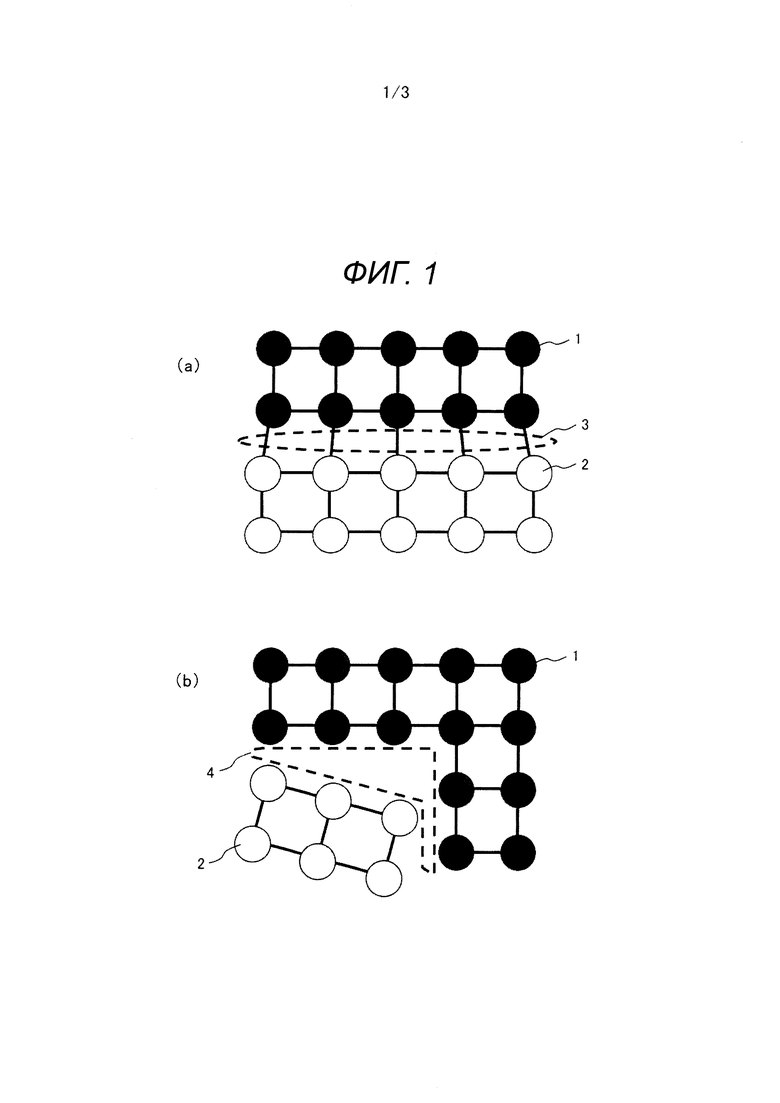
Фиг. 1 - схематические иллюстрации взаимного расположения γ-фазы и γ'-фазы в материале сплава на основе Ni, упрочняемого в результате выпадения: (а) в случае выпадения γ'-фазы внутри зерен γ-фазы, и (b) в случае выпадения γ'-фазы на границах зерен γ-фазы;
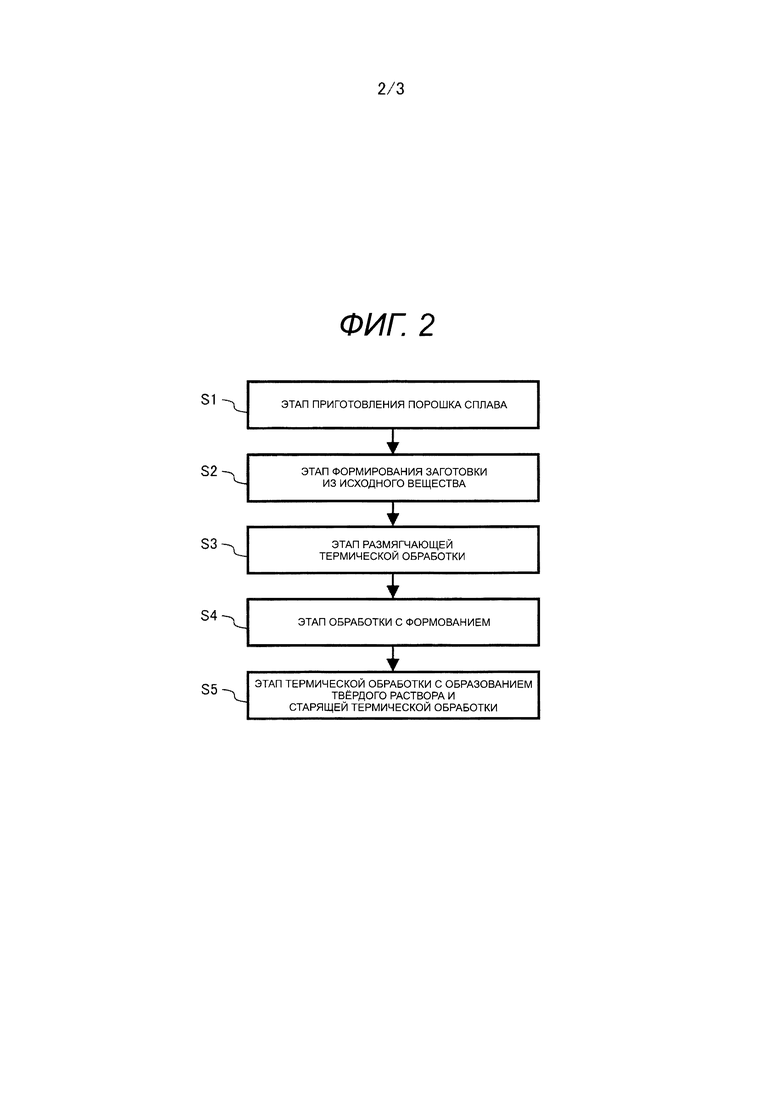
фиг. 2 - типичная блок-схема этапов способа изготовления элемента конструкции из сплава на основе Ni в соответствии с настоящим изобретением; и
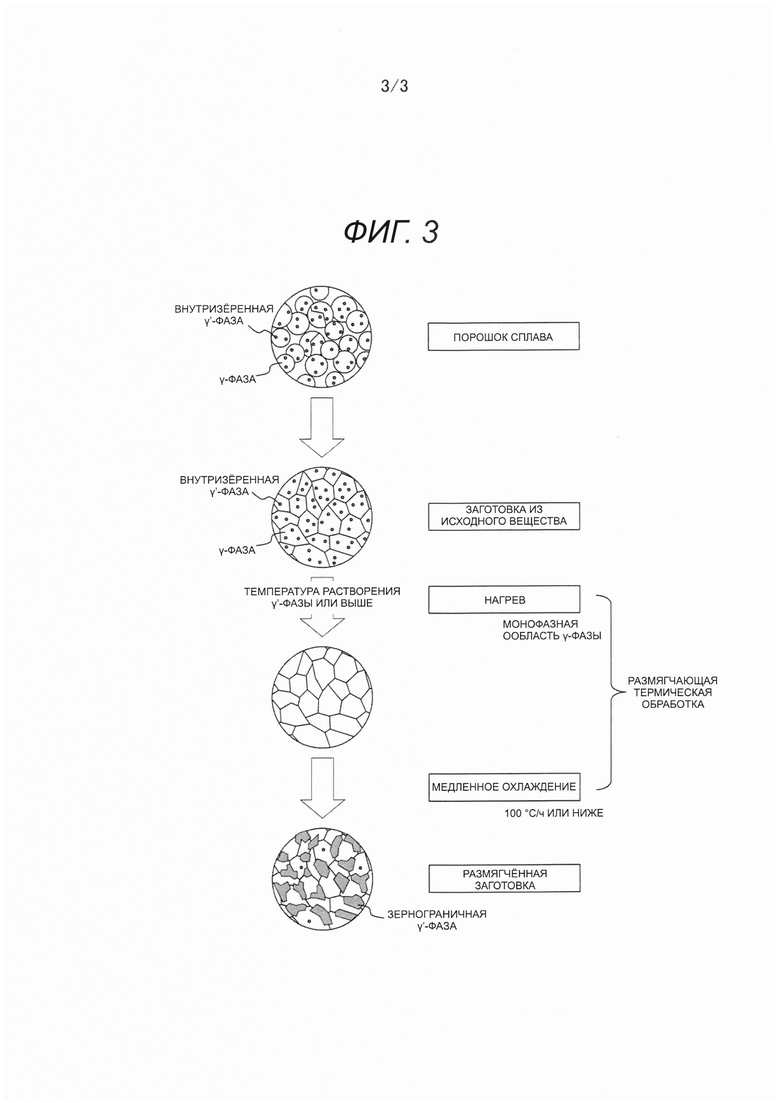
фиг. 3 - схематическая иллюстрация процесса изменения микроструктуры материала сплава на основе Ni, используемого в способе изготовления в соответствии с настоящим изобретением.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Основная идея изобретения
В основе настоящего изобретения лежит механизм упрочнения в результате выпадения/размягчения в материале сплава на основе Ni с выпадением γ'-фазы, описываемом в патенте Японии №JP 5869624 В. На фиг. 1 представлены схематические иллюстрации взаимного расположения γ-фазы и γ'-фазы в материале сплава на основе Ni, упрочняемого в результате выпадения: (а) в случае выпадения γ'-фазы внутри зерен γ-фазы и (b) в случае выпадения γ'-фазы на границах зерен γ-фазы.
Как показано на фиг. 1(a), в случае выпадения γ'-фазы внутри зерен γ-фазы атомы 1, составляющие γ-фазу, и атомы 2, составляющие γ'-фазу, образуют когерентную границу 3 раздела (то есть выпадение γ'-фазы происходит с согласованием по параметру решетки с γ-фазой). Этот тип γ'-фазы именуется как "внутризеренная γ'-фаза" (а также как "когерентная γ'-фаза"). Поскольку внутризеренная γ'-фаза образует с γ-фазой когерентную границу 3, то считается, что эта внутризеренная γ'-фаза позволяет предотвратить миграцию дислокаций внутри γ-фазы, и, следовательно, повысить механическую прочность материала сплава на основе Ni.
В то же время, как показано на фиг. 1(b), в случае выпадения γ'-фазы на границах зерен γ-фазы (то есть между зернами γ-фазы) атомы 1, составляющие γ-фазу, и атомы 2, составляющие γ'-фазу, образуют некогерентную границу 4 раздела (то есть выпадение γ'-фазы происходит без согласования по параметру решетки с γ-фазой). Этот тип γ'-фазы именуется как "зернограничная γ'-фаза" (а также как "межзеренная γ'-фаза" и "некогерентная γ'-фаза"). Поскольку зернограничная γ'-фаза образует с γ-фазой некогерентную границу 4 раздела, то предотвращения миграции дислокаций внутри γ-фазы не происходит. Вследствие этого считается, что зернограничная γ'-фаза не способствует упрочнению материала сплава на основе Ni. Все вышесказанное позволяет сделать вывод о возможности значительного повышения технологичности в случае размягчения заготовки из сплава на основе Ni за счет обеспечения предварительного выпадения зернограничной γ'-фазы вместо внутризеренной γ'-фазы.
При этом в настоящем изобретении осаждения зернограничной γ'-фазы за счет горячей ковки в диапазоне температур сосуществования двух фаз - γ и γ' фазы, как описывается в заявке Японии №JP 5869624 В, не происходит. Настоящее изобретение отличается тем, что сначала из порошка сплава на основе Ni приготавливают заготовку из исходного вещества сплава на основе Ni, состоящего из микрокристаллических зерен (например, имеющих средний диаметр зерен, составляющий не более 50 мкм); а затем эту заготовку из исходного вещества подвергают заданной термической обработке, в результате которой получают размягченную заготовку, содержащую не менее, чем 20 об. % выпавшей зернограничной γ'-фазы. Заготовка из исходного вещества сплава на основе Ni считается одним из ключевых признаков изобретения.
Необходимыми условиями обеспечения выпадения γ'-фазы по существу являются диффузия и переупорядочение атомов, формирующих γ'-фазу. Поэтому считается, что в случае больших размеров зерен γ-фазы, как в литейном материале, γ'-фаза преимущественно выпадает внутри зерен γ-фазы, в которых расстояние диффузии и переупорядочения атомов, как правило, сокращается. При этом даже в литейном материале не исключается выпадение γ'-фазы и на границах зерен γ-фазы.
В то же время при достижении микродисперсного состояния зерен γ-фазы расстояние до границы зерна сокращается, и энергия границ зерен становится выше, чем объемная энергия зерен. Поэтому считается, что диффузия атомов, образующих γ'-фазу, вдоль границы зерен γ-фазы и переупорядочение этих атомов на этой границе становится энергетически более выгодным, чем диффузия атомов, образующих γ'-фазу, в твердой фазе внутрь зерен γ-фазы и переупорядочение этих атомов внутри этих зерен, и процесс такой диффузии и такого переупорядочения приобретает преобладающий характер и легкость.
При этом для стимулирования формирования γ'-фазы на границах зерен γ-фазы важное значение приобретает поддержание зерен γ-фазы в микродисперсном состоянии в диапазоне температур, обеспечивающих легкость диффузии, по меньшей мере, атомов, составляющих γ'-фазу (например, поблизости от температуры растворения γ'-фазы). То есть важное значение приобретает подавление роста зерен γ-фазы в этом диапазоне температур. Поэтому авторами настоящего изобретения были проведены глубокие исследования по разработке способа подавления роста зерен γ-фазы, даже в диапазоне температур не ниже, чем температура растворения γ'-фазы.
В результате была установлена возможность подавления роста зерен γ-фазы за счет приготовления порошка сплава на основе Ni, содержащего заданное контролируемое количество кислородного компонента, и формирования заготовки из исходного вещества сплава на основе Ni с использованием порошка сплава на основе Ni, даже при нагреве этой заготовки до температуры не ниже, чем температура растворения γ'-фазы. Кроме того, была установлена возможность обеспечения предварительного выпадения и роста некогерентной γ'-фазы на границах микрокристаллических зерен γ'-фазы за счет медленного охлаждения заготовки из исходного вещества сплава на основе Ni, состоящего из микрокристаллических зерен, от температуры не ниже, чем температура растворения γ'-фазы. В основу настоящего изобретения положен этот изобретательский замысел.
Ниже приводится описание предпочтительных вариантов осуществления изобретения, сопровождаемое ссылками на прилагаемые чертежи. При этом следует отметить, что изобретение не ограничивается частными вариантами осуществления, описываемыми ниже, и допускается возможность внесения различных изменений и дополнений на основе известных технических решений в случае необходимости.
Способ изготовления элемента конструкции из сплава на основе Ni
На фиг. 2 представлена типичная блок-схема, демонстрирующая этапы способа изготовления элемента конструкции из сплава на основе Ni в соответствии с изобретением. Как показано на фиг. 2, способ изготовления элемента конструкции из сплава на основе Ni в соответствии с изобретением в общих чертах содержит: этап (S1) приготовления порошка сплава, заключающийся в приготовлении порошка сплава на основе Ni, имеющего заданный химический состав; этап (S2) формирования заготовки из исходного вещества, заключающийся в формировании заготовки из исходного вещества с использованием порошка сплава на основе Ni; этап (S3) размягчающей термической обработки, заключающийся в проведении заданной термической обработки, обеспечивающей выпадение не менее 20 об. % зернограничной γ'-фазы; этап (S4) обработки с формованием, заключающийся в формировании обработанной формованной заготовки требуемой формы в результате проведения горячей обработки, полугорячей обработки, холодной обработки и/или механической обработки размягченной заготовки; и этап (S5) термической обработки с образованием твердого раствора и старящей термической обработки, заключающийся в проведении термической обработки обработанной формованной заготовки с образованием твердого раствора, обеспечивающей растворение зернограничной γ'-фазы в γ-фазе, и последующей старящей термической обработки этой заготовки, обеспечивающей выпадение внутризеренной γ'-фазы внутри зерен γ-фазы.
На фиг. 3 представлена схематическая иллюстрация типичного процесса изменения микроструктуры материала сплава на основе Ni, используемого в способе изготовления в соответствии с изобретением. Сначала порошок сплава на основе Ni, приготовленный на этапе приготовления порошка сплава, представляет собой порошок со средним диаметром частиц, составляющим не более, чем 250 мкм, состоящий в основном из γ-фазы, представляющей собой матрицу, и γ'-фазы, выпавшей внутри этой γ-фазы. При этом можно считать, что частицы порошка сплава на основе Ni являются смесью частиц, каждая из которых состоит из монокристаллических зерен γ-фазы, и частиц, каждая из которых состоит из поликристаллических зерен γ-фазы.
Заготовка из исходного вещества, полученная на этапе формирования заготовки из исходного вещества, также в основном состоит из γ-фазы, представляющей собой матрицу, и внутризеренной γ'-фазы, выпавшей внутри этой γ-фазы. При этом в зависимости от условий формования заготовки из исходного вещества (например, от температуры формования, скорости охлаждения) на границах зерен γ-фазы может выпадать и зернограничная γ'-фаза.
Затем заготовку из исходного вещества подвергают нагреву до температуры не ниже, чем температура растворения γ'-фазы, но ниже, чем температура плавления γ-фазы. В случае, когда температура нагрева становится не ниже, чем температура растворения γ'-фазы, при тепловом равновесии вся γ'-фаза растворяется в γ-фазе и образуется монофазная γ-фаза. При этом важным в настоящем изобретении является то, что на данном этапе средний диаметр зерен γ-фазы поддерживается на уровне, составляющем не более, чем 50 мкм.
Последующее медленное охлаждение заготовки из исходного вещества от температуры нагрева со скоростью охлаждения не выше, чем 100°С/ч позволяет получить размягченную заготовку, содержащую не менее, чем 20 об. % зернограничной γ'-фазы, имеющей средний диаметр зерен, составляющий не более, чем 50 мкм, выпавшей на границах зерен γ-фазы. При этом вследствие достаточно небольшого количества выпавшей внутризеренной γ'-фазы механизм упрочнения в результате выпадения не работает, что приводит к значительному повышению технологичности размягченной заготовки при формовании.
Затем выполняют не отображенную на фиг. 3 обработку размягченной заготовки с формованием, обеспечивающей получение обработанной формованной заготовки требуемой формы. После этого обработанную формованную заготовку требуемой формы подвергают термической обработке с образованием твердого раствора, обеспечивающей растворение большей части зернограничной γ'-фазы в γ-фазе (например, уменьшение количества выпавшей зернограничной γ'-фазы до не более, чем 10 об. %). Последующая старящая термическая обработка этой обработанной формованной заготовки, обеспечивающая выпадение не менее, чем 30 об. % внутризеренной γ'-фазы внутри зерен γ-фазы, позволяет в конечном счете получить элемент конструкции из сплава на основе Ni, упрочняемого в результате выпадения, с высокой степенью выпадения, имеющий требуемую форму и достаточную степень упрочнения в результате выпадения.
Как указано выше, в техническом решении, описываемом патенте Японии №JP 5869624 В, для изготовления размягченной заготовки с выпавшей некогерентной γ'-фазой (зернограничной γ'-фазой, межзеренной γ'-фазой) при преднамеренно оставленной когерентной γ'-фазой (внутризеренной γ'-фазой) требуется высокая точность регулирования. В то же время в способе изготовления в соответствии с настоящим изобретением при получении размягченной заготовки сначала обеспечивают исчезновение внутризеренной γ'-фазы частицы, а затем - выпадение зернограничной γ'-фазы. Настоящее изобретение позволяет получить размягченную заготовку за счет комбинации не отличающегося особой сложностью проведения этапа S2 формирования заготовки из исходного вещества и не отличающегося особой сложностью проведения этапа S3 размягчающей термической обработки. Поэтому предлагаемый способ является более универсальным, чем техническое решение, рассматриваемое в патенте Японии №JP 5869624 В, и позволяет снизить издержки всего производственного процесса в целом. В частности, изобретение является эффективным при изготовлении элемента конструкции из сплава на основе Ni, упрочняемого в результате выпадения, со сверхвысокой степенью выпадения, содержащего, по меньшей мере, 45 об. % γ'-фазы.
Ниже приводится более подробное описание каждого из вышеупомянутых этапов S1-S5.
Этап S1 приготовления порошка сплава
Этап S1 заключается в приготовлении порошка сплава на основе Ni, имеющего заданный химический состав (в частности, преднамеренно содержащего заданное количество кислородного компонента). Приготовление этого порошка сплава на основе Ni по существу может быть осуществлено в результате использования любого известного из уровня техники способа или технического решения. Например, в результате проведения подэтапа (S1a) изготовления слитка материнского сплава (материнского слитка) за счет смешивания, растворения и отливки исходных материалов для получения заданного химического состава, и подэтапа (S1b) атомизации, заключающегося в формирования порошка сплава из этого слитка материнского сплава.
Регулирование содержания кислорода в предпочтительном варианте выполняют на подэтапе S1b атомизации. В качестве способа атомизации может быть использован любой известный из уровня техники способ или техническое решение, за исключением способа, предназначенного для регулирования содержания кислорода в сплаве на основе Ni. Например, в предпочтительном варианте целесообразно использовать способ газовой атомизации и способ атомизации под действием центробежных сил при одновременном регулировании содержания кислорода (парциального давления кислорода) в атмосфере атомизации.
Содержание (также именуемое как "содержание в процентах") кислородного компонента в порошке сплава на основе Ni в предпочтительном варианте составляет 0,003-0,05 мас. % (30-500 млн-1), в более предпочтительном варианте - 0,005-0,04 мас. %, а в еще более предпочтительном - 0,007-0,02 мас. %. В случае когда содержание кислорода составляет менее, чем 0,003 мас. %, наблюдается недостаточное подавление роста зерен γ-фазы, а в случае когда содержание кислорода превышает 0,05 мас. % - снижение механической прочности и пластичности элемента конструкции из сплава на основе Ni со временем. При этом считается, что атомы кислорода растворяются внутри частиц порошка, или формируют зародыши кристаллизации оксидов на поверхности или внутри частиц порошка.
С точки зрения упрочнения в результате выпадения с высокой степенью выпадения и эффективности образования частиц некогерентной γ'-фазы в предпочтительном варианте химического состава сплава на основе Ni температура растворения γ'-фазы, составляет не менее, чем 1000°С, в более предпочтительном варианте - не менее, чем 1050°С, а в еще более предпочтительном варианте - не менее, чем 1110°С. Подробное описание остальных компонентов химического состава приводится ниже.
Средний диаметр частиц порошка сплава на основе Ni в предпочтительном варианте составляет 5-250 мкм; в более предпочтительном варианте - 10-150 мкм, а в еще более предпочтительном варианте 10-50 мкм. Уменьшение среднего диаметра частиц порошка сплава до менее, чем 5 мкм вызывает снижение технологичности на следующем этапе S2 и приводит к объединению частиц порошка между собой, затрудняющему регулирование среднего диаметра зерен γ-фазы в заготовке из исходного вещества на этом следующем этапе S2. Увеличение среднего диаметра частиц порошка сплава до более, чем 250 мкм также затрудняет регулирование среднего диаметра зерен γ-фазы в заготовке из исходного вещества. При этом измерение среднего диаметра частиц порошка сплава на основе Ni может осуществляться, например, с использованием лазерного дифракционного гранулометра.
При этом, как указано выше, считается, что каждая из частиц порошка сплава на основе Ni представляет собой смесь частиц, каждая из которых состоит из одного монокристаллического зерна γ-фазы, и частиц, каждая из которых состоит из поликристаллических зерен γ-фазы. Таким образом, в предпочтительном варианте средний диаметр частиц γ-фазы в порошке сплава составляет 5-50 мкм.
Этап S2 формирования заготовки из исходного вещества
Этап S2 заключается в формировании заготовки из исходного вещества со средним диаметром зерен, составляющим не более 50 мкм, с использованием порошка сплава на основе Ni, приготовленного на предыдущем этапе S1. При этом способ или техническое решение, используемое на этом этапе, ничем, кроме обеспечения формирования заготовки большой плотности с невысокой стоимостью, не ограничивается, и можно использовать любой известный из уровня техники способ или техническое решение. Например, возможно использование способа горячего изостатического прессования (способа HIP). Может быть также использован способ аддитивной технологии с использованием металлических порошков (способ AM). При этом с точки зрения низких издержек производства предпочтительным является неиспользование способа горячей ковки со сверхпластической деформацией при низкой скорости деформирования, описываемого, например, в заявке №JPH9-302450.
Полученная заготовка из исходного вещества, как показано на фиг. 3, в основном состоит из γ-фазы, являющейся матрицей, и внутризеренной γ'-фазы, выпавшей внутри зерен этой γ-фазы. Кроме того, возможно выпадение небольшого количества зернограничной γ'-фазы на границах зерен γ-фазы. Измерение среднего диаметра зерен в заготовке из исходного вещества может быть выполнено по результатам исследования микроструктуры и анализа изображений, например, с помощью программы ImageJ, написанной сотрудниками Национальных институтов здоровья (NIH).
Этап S3 размягчающей термической обработки
На этапе S3 заготовку из исходного вещества сплава на основе Ni, приготовленную на предыдущем этапе S2, подвергают нагреву до температуры не ниже температуры растворения γ'-фазы, обеспечивающему растворение γ'-фазы в γ-фазе, и последующему медленному охлаждению от этой температуры, обеспечивающему образование и разрастание зернограничной γ'-фазы, и таким образом изготавливают размягченную заготовку. Для максимально возможного подавления нежелательного укрупнения зерен γ-фазы при изготовлении этой заготовки в предпочтительном варианте медленное охлаждение начинают при температуре, не достигающей температуры перехода γ-фазы в твердое состояние, в более предпочтительном варианте - при температуре не более, чем на 25°С выше температуры растворения γ'-фазы, а в еще более предпочтительном варианте - не более, чем на 20°С выше температуры растворения γ'-фазы.
При этом, в случае, когда температура перехода γ-фазы в твердое состояние ниже, чем "температура растворения γ'-фазы +25°С" или "температура растворения γ'-фазы +20°С", то очевидно, что предпочтительной является "температура, не достигающая температуры перехода γ-фазы в твердое состояние".
Кроме того, на этапе S3 не исключается возможность неполного исчезновения внутризеренной γ'-фазы и сохранения некоторого остаточного количества этой фазы. Например, допускается сохранение остаточного количества внутризеренной γ'-фазы, составляющего не более, чем 5 об. %, как не вызывающего значительного снижения технологичности при формовании на последующем этапе формования. В предпочтительном варианте остаточное количество внутризеренной γ'-фазы составляет не более, чем 3 об. %, а в еще более предпочтительном варианте - не более, чем 1 об. %.
В соответствии со способом, раскрытым в патенте Японии №JP 5869624 В, при нагреве кованого исходного материала сплава на основе Ni, полученного в результате процессов растворения, отливки и ковки, до температуры не ниже, чем температура растворения γ'-фазы, происходит исчезновение γ'-фазы, подавляющей миграцию границ зерен γ-фазы, приводящее к быстрому укрупнению зерен γ-фазы. В результате, даже при проведении медленного охлаждения после нагрева, как на этапе S3 настоящего изобретения, дальнейшего прогресса в выпадении и росте зернограничной γ'-фазы практически не наблюдается.
В то же время в соответствии с настоящим изобретением порошок сплава на основе Ni, приготовленный на этапе S1 приготовления порошка сплава, содержит больше кислорода в составе сплава, чем в сплавах на основе Ni, известных из уровня техники. То есть в результате регулирования состава порошка сплава на основе Ni обеспечивают большое содержание кислородных компонентов. При этом считается, что в заготовке из исходного вещества, сформированной с использованием такого порошка сплава, на этапе формирования этой заготовки происходит химическое объединение содержащихся в ней атомов кислорода с атомами металла сплава и формирование локальных оксидов.
Считается, что сформированные таким образом оксиды подавляют миграцию границ зерен γ-фазы (то есть подавляют рост зерен γ-фазы). То есть считается, что укрупнение зерен γ-фазы подавляется даже при исчезновении γ'-фазы на этапе S3.
Чем ниже становится скорость охлаждения в процессе медленного охлаждения, тем более высокую интенсивность приобретает выпадение и рост зернограничной γ'-фазы. В предпочтительном варианте скорость охлаждения составляет не более, чем 100°С/ч, в более предпочтительном варианте - не более, чем 50°С/ч, а в еще более предпочтительном варианте - не более, чем 10°С/ч. При скорости охлаждения выше, чем 100°С/ч, наблюдается преимущественное выпадение внутризеренной γ'-фазы, не позволяющее достичь функционального эффекта настоящего изобретения.
В случае относительно низкой температуры растворения γ'-фазы, составляющей 1000-1110°С, температура окончания процесса медленного охлаждения в предпочтительном варианте не менее, чем на 50°С ниже, чем температура растворения γ'-фазы; в более предпочтительном варианте не менее, чем на 100°С ниже, чем температура растворения γ'-фазы, а в еще более предпочтительном варианте не менее, чем на 150°С ниже, чем температура растворения γ'-фазы. В случае относительно высокой температуры растворения γ'-фазы, составляющей более, чем 1110°С, температура окончания процесса медленного охлаждения в предпочтительном варианте не менее, чем на 100°С ниже, чем температура растворения γ'-фазы, в более предпочтительном варианте не менее, чем на 150°С ниже, чем температура растворения γ'-фазы, а в еще более предпочтительном варианте не менее, чем на 200°С ниже, чем температура растворения γ'-фазы. То есть в предпочтительном варианте процесс медленного охлаждения выполняют до температуры, составляющей 1000-800°С. Процесс охлаждения от температуры окончания процесса медленного охлаждения для подавления выпадения внутризеренной γ'-фазы (например, до количества, составляющего не более, чем 5 об. %) в предпочтительном варианте выполняют при высокой скорости охлаждения. Например, в предпочтительном варианте - с использованием водяного или газового охлаждения.
Как указано выше, механизм упрочнения материала сплава на основе Ni, упрочняемого в результате выпадения, обеспечивает упрочнение за счет формирования когерентной границы раздела между γ-фазой и γ'-фазой, а некогерентная граница раздела не способствует упрочнению. То есть уменьшение количества внутризеренной γ'-фазы (когерентной γ'-фазы) и увеличение количества зернограничной γ'-фазы (межзеренной γ'-фазы, некогерентный γ'-фазы) позволяет получить размягченную заготовку с высокой технологичностью при формовании.
В частности, для обеспечения высокой технологичности при формовании в предпочтительном варианте остаточное количество внутризеренной γ'-фазы составляет не более, чем 5 об. %, а количество выпавшей зернограничной γ'-фазы - не менее, чем 20 об. %. В более предпочтительном варианте количество выпавшей зернограничной γ'-фазы составляет не менее, чем 30 об. %. Измерение количества выпавшей γ'-фазы может быть выполнено по результатам исследования микроструктуры и анализа изображений (например, с помощью программы ImageJ).
В качестве показателя технологичности при формовании может быть принята твердость по Виккерсу (Hv) размягченной заготовки при комнатной температуре. На этапе S3 можно получить размягченную заготовку сплава на основе Ni, имеющую твердость по Виккерсу при комнатной температуре, составляющую не более, чем 370 Hv, даже при использовании материала сплава на основе Ni, упрочняемого в результате выпадения, со сверхвысокой степенью выпадения, в котором равновесное количество γ'-фазы, выпавшей при 700°С составляет не менее, чем 50 об. %. Для повышения технологичности при формовании в более предпочтительном варианте твердость по Виккерсу при комнатной температуре составляет не более, чем 350 Hv, а в еще более предпочтительном варианте - не более, чем 330 Hv.
Этап S4 обработки с формованием
На этапе S4 размягченную заготовку из сплава на основе Ni, приготовленную на предыдущем этапе S3, подвергают обработке с формованием, обеспечивающей получение обработанной формованной заготовки требуемой формы. При этом способ обработки с формованием ничем особо не ограничивается. Возможно применение любого известного из уровня техники недорогого способа пластической обработки (например, горячей, полугорячей или холодной пластической обработки) и способа механической обработки (например, резания). Кроме того, может быть также использована сварка в твердой фазе, такая как сварка трением с перемешиванием.
То есть размягченная заготовка, приготовленная на этапе S3, имеет твердость по Виккерсу при комнатной температуре, составляющую не более, чем 370 Hv. Поэтому при обработке с формованием отсутствует необходимость в использовании дорогого способа обработки, такого как способ сверхпластической обработки с использованием оборудования для изотермической ковки. Легкость проведения обработки с формованием на этапе S4 обеспечивает возможность снижения затрат на оборудование и издержек производства, а также повышения выхода годной продукции (то есть снижения издержек производства элемента конструкции из сплава на основе Ni).
Этап S5 термической обработки с образованием твердого раствора и старящей термической обработки
На этапе S5 обработанную формованную заготовку сплава на основе Ni, приготовленную на предыдущем этапе S4, подвергают термической обработке с образованием твердого раствора, обеспечивающей растворение зернограничной γ'-фазы в γ-фазе, и последующей старящей термической обработки, обеспечивающей повторное выпадение внутризеренной γ'-фазы внутри зерен γ-фазы. Условия термической обработки с образованием твердого раствора и старящей термической обработки ничем особо не ограничиваются. Возможно использование любых условий, соответствующих условиям эксплуатации элемента конструкции из сплава на основе Ni.
При этом на этапе S5 не исключается возможность неполного исчезновения зернограничной γ'-фазы и сохранения некоторого остаточного количества этой фазы. Например, в случае возможности обеспечения количества выпавшей внутризеренной γ'-фазы, достаточного для достижения механической прочности, требуемой для элемента конструкции из сплава на основе Ni (составляющего, например, не менее, чем 30 об. %), допускается сохранение остаточного количества выпавшей зернограничной γ'-фазы, составляющей не более, чем 10 об. %. То есть термическая обработка с образованием твердого раствора и старящая термическая обработка на этапе S5 заключается в проведении термической обработки с образованием твердого раствора, обеспечивающей уменьшение количества зернограничной γ'-фазы до уровня составляющего не более, чем 10 об. %, и последующей старящей термической обработки, обеспечивающей выпадение не менее, чем 30 об. % внутризеренной γ'-фазы. Кроме того, небольшое количество остаточной зернограничной γ'-фазы позволяет обеспечить дополнительный функциональный эффект, состоящий в повышении пластичности и ударной вязкости элемента конструкции из сплава на основе Ni в соответствии с изобретением.
Выполнение этого этапа S5 позволяет получить элемент конструкции из сплава на основе Ni, упрочняемого в результате выпадения, с высокой степенью выпадения, имеющий требуемые механические характеристики. Полученный элемент конструкции из сплава на основе Ni может быть использован преимущественно в качестве высокотемпературного элемента конструкции турбины следующего поколения (например, лопатки ротора турбины, лопатки статора турбины, роторного диска, элемента конструкции камеры сгорания и элемента конструкции парового котла).
Химический состав элемента конструкции из сплава на основе Ni
Ниже приводится описание химического состава материала сплава на основе Ni, используемого в изобретении. Материал сплава на основе Ni имеет химический состав, при котором равновесное количество γ'-фазы, выпавшей при 700°С в γ-фазе матрицы, составляет 30-80 об. %. В частности, в предпочтительном варианте химический состав материала этого сплава включает в себя: Сr (хром) - 5-25 мас. %; Со (кобальт) -более 0 мас. % и не более 30 мас. %; Аl (алюминий) - 1-8 мас. %; Ti (титан), Nb (ниобий) и Ta (тантал) в суммарном количестве - 1-10 мас. %; Fe (железо) - не более 10 мас. %; Мо (молибден) - не более 10 мас. %; W (вольфрам) - не более 8 мас. %; Zr (цирконий) - не более 0,1 мас. %; В (бор) - не более 0,1 мас/%; С (углерод) - не более 0,2 мас. %; Hf (гафний) - не более 2 мас. %»; Re (рений) - не более 5 мас. %; О (кислород) - 0,003-0,05 мас. %; и остальное - Ni (никель) и неизбежные примеси. Ниже рассматривается каждый из компонентов этого состава.
Компонент Сr растворяется в γ-фазе, а также формирует пленку оксидного покрытия (например, пленку Сr2O3) на поверхности элемента конструкции из сплава на основе Ni в реальных условиях эксплуатации, обеспечивая, таким образом, повышение коррозионной стойкости и стойкости к окислению. Необходимым условием использования этого функционального эффекта применительно к высокотемпературным элементам конструкции турбины является добавление Сr в количестве не менее, чем 5 мас. %. Однако чрезмерное добавление Сr приводит к ускорению образования вредоносной фазы. Поэтому в предпочтительном варианте содержание Сr составляет не более, чем 25 мас. %.
Компонент Со, представляющий собой элемент, подобный Ni, растворяется в γ-фазе взамен Ni. Компонент Со позволяет повысить предел ползучести, а также коррозионную стойкость. Кроме того, этот компонент позволяет также понизить температуру растворения γ'-фазы и, таким образом, повысить высокотемпературную пластичность. Однако чрезмерное добавление Со приводит к ускорению образования вредоносной фазы. Поэтому в предпочтительном варианте содержание Со составляет более 0 мас. % и не более 30 мас. %.
Компонент Аl является необходимым компонентом для формирования γ'-фазы, представляющей собой фазу, упрочняющую сплав на основе Ni в результате выпадения. За счет формирования пленки оксидного покрытия (например, пленки Al2O3) на поверхности элемента конструкции из сплава на основе Ni в реальных условиях эксплуатации компонент Аl также способствует повышению стойкости к окислению и коррозионной стойкости. В соответствии с требуемым количеством выпавшей γ'-фазы содержание Аl в предпочтительном варианте составляет 1-8 мас. %.
Компонент Ti, компонент Nb и компонент Ta, как и компонент Аl, также формируют γ'-фазу и позволяют повысить высокотемпературную прочность. Компоненты Ti и Nb позволяют также повысить коррозионную стойкость. Однако чрезмерное добавление этих компонентов приводит к ускорению образования вредоносной фазы. Поэтому в предпочтительном варианте содержание компонентов Ti, Nb и Та в суммарном количестве составляет 1-10 мас. %.
Замена компонента Fe компонентом Со или компонентом Ni позволяет снизить затраты на материал сплава. Однако чрезмерное добавление Fe приводит к ускорению образования вредоносной фазы. Поэтому в предпочтительном варианте содержание Fe составляет не более, чем 10 мас. %.
Компонент Мо и компонент W при растворении в γ-фазе позволяют повысить высокотемпературную прочность (обеспечивают так называемое упрочнение в результате образования твердого раствора). Поэтому в предпочтительном варианте добавляют, по меньшей мере, один из этих компонентов. Компонент Мо позволяет также повысить коррозионную стойкость. Однако чрезмерное добавление этих компонентов приводит к ускорению образования вредоносной фазы и снижению пластичности и высокотемпературной прочности. Поэтому в предпочтительном варианте содержание Мо составляет не более, чем 10 мас. %, а содержание W - не более, чем 8 мас. %.
Компонент Zr, компонент В и компонент С позволяют обеспечить упрочнение границ зерен γ-фазы (то есть повышение прочности при растяжении в направлении перпендикуляра к границам зерен γ-фазы) и, таким образом, повышение высокотемпературной пластичности и предела ползучести. Однако чрезмерное добавление этих компонентов приводит к снижению технологичности при формовании. Поэтому в предпочтительном варианте содержание Zr составляет не более, чем 0,1 мас. %, содержание В - не более, чем 0,1 мас. %, а содержание С - не более, чем 0,2 мас. %.
Компонент Hf позволяет повысить стойкость к окислению. Однако чрезмерное добавление Hf приводит к ускорению образования вредоносной фазы. Поэтому в предпочтительном варианте содержание Hf составляет не более, чем 2 мас. %.
Компонент Re способствует упрочнению, обеспечиваемому в результате образования твердого раствора, и повышению коррозионной стойкости. Однако чрезмерное добавление Re приводит к ускорению образования вредоносной фазы. Кроме того, Re является дорогостоящим элементом, и поэтому повышение содержания этого элемента приводит к увеличению затрат на материал сплава. Для предотвращения этого недостатка содержание Re в предпочтительном варианте составляет не более, чем 5 мас. %.
Компонент О обычно рассматривается как примесь, содержание которой, как правило, стремятся уменьшить. Однако в настоящем изобретении, как указано выше, компонент О является необходимым компонентом для обеспечения подавления роста зерен γ-фазы и стимулирования формирования некогерентной γ'-фазы. В предпочтительном варианте содержание компонента О составляет 0,003-0,05 мас. %.
Остальные компоненты материала сплава на основе Ni представляют собой компонент Ni и неизбежные примеси, отличные от компонента О. Например, неизбежными примесями являются N (азот), Р (фосфор) и С (сера).
ПРИМЕРЫ
Ниже приводится более подробное описание настоящего изобретения, сопровождаемое ссылками на ряд экспериментов. Однако настоящее изобретение не ограничивается этими экспериментами.
Эксперимент 1
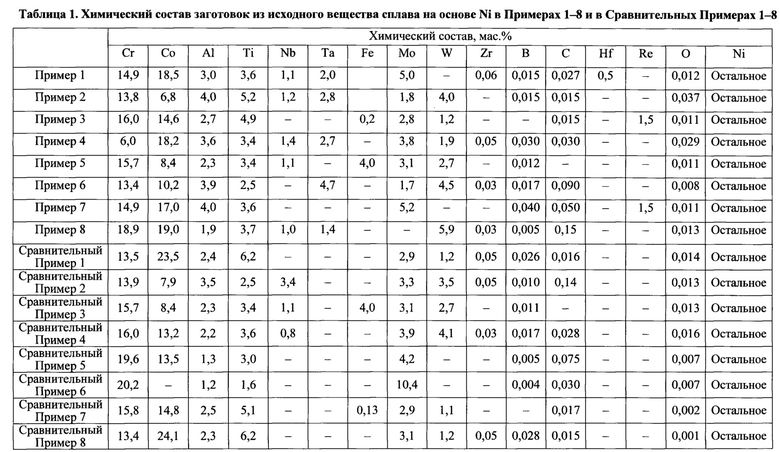
Изготовление заготовок из исходного вещества сплава на основе Ni, соответствующих Примерам 1-8 и Сравнительным Примерам 1-6
Сначала в соответствии с химическим составом, указанным в Примерах 1-8 и Сравнительных Примерах 1-6, приведенных в Таблице 1, в результате смешивания, плавления и отливки исходных материалов были изготовлены материнские слитки (10 кг). Плавление было выполнено способом вакуумно-индукционной плавки. Затем полученные материнские слитки были подвергнуты переплавке, и способом газовой атомизации при одновременном регулировании парциального давления кислорода в атмосфере атомизации был приготовлен порошок сплава на основе Ni.
Полученный порошок сплава на основе Ni был подвергнут классификации и сортировке по диаметру, в результате которой были отобраны частицы сплава с диаметром 10-50 мкм. Порошок сплава из этих отобранных частиц был затем использован в процессе горячего изостатического прессования (HIP) для приготовления формованной заготовки (HIP-формованной заготовки). Процесс HIP проводили при давлении 100 Мпа, температура процесса составила 1160-1200°С, а продолжительность выдержи - 3 часа. Затем полученная НIР -формованная заготовка была подвергнута электроразрядной механической обработке, в результате которой были приготовлены заготовки из исходного вещества сплава на основе Ni в форме цилиндров (диаметром 15 мм).
Символ "-" указывает на преднамеренно исключенный компонент
Остальное - означает Ni и неизбежные примеси, за исключением компонента О
Эксперимент 2
Изготовление заготовок из исходного вещества сплава на основе Ni, соответствующих Сравнительным Примерам 7 и 8
По той же методике, что и в Эксперименте 1, в результате смешивания, плавления и отливки исходных материалов в соответствии с химическим составом, указанным в Сравнительных Примерах 7 и 8, приведенных в Таблице 1, были изготовлены материнские слитки (10 кг). Затем полученные материнские слитки были подвергнуты термической обработке с гомогенизацией, а затем - обработке горячей ковкой (1100-1200°С), в результате которой были приготовлены кованые заготовки в форме цилиндров (диаметром 15 мм). После этого полученные кованые формованные заготовки были подвергнуты повторной термической обработке с гомогенизацией (при температуре 1170-1200°С с продолжительностью выдержки 20 часов), в результате которой были приготовлены заготовки из исходного вещества сплава на основе Ni для сравнительных примеров 7 и 8.
Эксперимент 3
Количественный анализ содержания кислорода в заготовках из исходного вещества сплава на основе Ni
Из заготовок из исходного вещества сплава на основе Ni, приготовленных в Экспериментах 1 и 2, были отобраны пробы, и был выполнен количественный анализ содержания кислорода. В результате, как показано в Таблице 1, подтверждено, что содержание кислорода в каждой из заготовок из исходного вещества сплава на основе Ni в соответствии с Примерами 1-8 и Сравнительными Примерами 1-6, составляет не менее, чем 0,003 мас. %, а содержание кислорода в каждой из заготовок из исходного вещества сплава на основе Ni в соответствии со Сравнительными Примерами 7 и 8 составляет менее, чем 0,003 мас. %.
Эксперимент 4
Изготовление размягченных заготовок из сплава на основе Ni, соответствующих Примерам 1-8 и Сравнительным Примерам 1-8
Заготовки из исходного вещества сплава на основе Ni, полученные в Экспериментах 1 и 2, были подвергнуты размягчающей термической обработке в условиях термической обработки (в состав которых входят температура начала медленного охлаждения и скорость медленного охлаждения в процессе медленного охлаждения), указанных в приводимой ниже Таблице 2, в результате которой были изготовлены размягченные заготовки из сплава на основе Ni в соответствии с Примерами 1-8 и Сравнительными Примерами 1-8. При этом температура окончания процесса медленного охлаждения, за исключением Сравнительных Примеров 3-6, составляла 950°С, а для Сравнительных Примеров 3-6 - 800°С.
Эксперимент 5
Оценка размягченных заготовок из сплава на основе Ni, соответствующих Примерам 1-8 и Сравнительным Примерам 1-8
Размягченные заготовки из сплава на основе Ni, полученные в Эксперименте 4, были подвергнуты исследованию с точки зрения микроструктуры (среднего диаметра зерен γ-фазы и количества выпавшей зернограничной γ'-фазы), измерению твердости по Виккерсу при комнатной температуре и оценке технологичности при формовании (характеристик горячей обработки, характеристик холодной обработки). Технические характеристики и оценочные результаты по размягченным заготовкам из сплава на основе Ni приведены в Таблице 2.
Приведенные в Таблице 2 температура растворения γ'-фазы и равновесное количество γ'-фазы, выпавшей при 700°С, были получены с помощью термодинамических вычислений на основе состава сплава. Средний диаметр зерен γ-фазы и количество выпавшей зернограничной γ'-фазы были получены по результатам исследования микроструктуры размягченных заготовок с помощью электронного микроскопа и анализа изображений (ImageJ). Твердость размягченных заготовок по Виккерсу при комнатной температуре измеряли с помощью микротвердомера Виккерса.
Оценка технологичности при горячей обработке была выполнена по результатам визуальной проверки на наличие трещин после нагрева размягченных заготовок и уменьшения диаметра этих заготовок в результате горячей ковки с использованием ковочной машины до 15 мм. При отсутствии трещин технологичность при горячей обработке оценивалась как "удовлетворительная", а при наличии трещин - как "неудовлетворительная".
Оценка технологичности при холодной обработке была выполнена по результатам визуальной проверки на наличие изломов после обработки размягченных заготовок волочением на волочильном стане при комнатной температуре и уменьшения диаметра этих заготовок до 5 мм. При отсутствии изломов технологичность при холодной обработке оценивалась как "удовлетворительная", а при наличии изломов - как "неудовлетворительная".
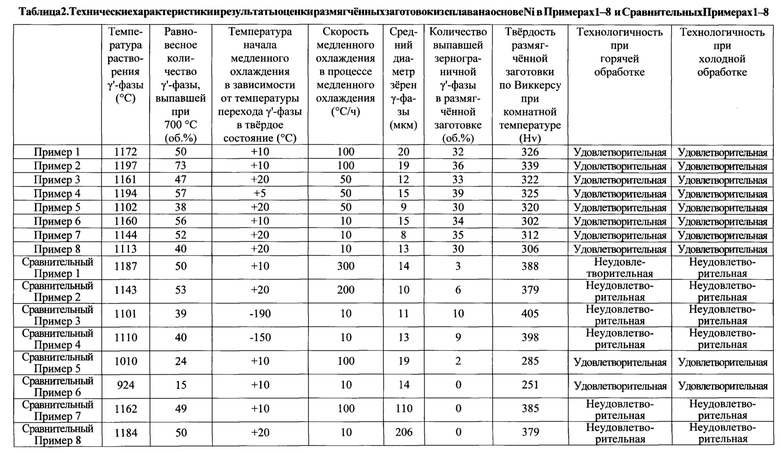
Как показано в Таблице 2, в размягченных заготовках, соответствующих Сравнительным Примерам 1 и 2, в которых скорость охлаждения в процессе медленного охлаждения превышала значения этой скорости в соответствии с настоящим изобретением, количество выпавшей зернограничной γ'-фазы составляло менее, чем 20 об. % (вместо этого были обнаружены укрупненные зерна внутризеренной γ'-фазы), а твердость по Виккерсу при комнатной температуре составляла более, чем 370 Hv. В результате, технологичность, как при горячей обработке, так и при холодной обработке оказалась неудовлетворительной. При слишком высокой скорости охлаждения в процессе медленного охлаждения выпадения и роста зернограничной γ'-фазы практически не происходит. Поэтому подтверждается невозможность обеспечения достаточной технологичности при формовании.
В размягченных заготовках, соответствующих Сравнительным Примерам 3 и 4, в которых температура начала медленного охлаждения в процессе размягчающей термической обработки имела более низкие значения, чем соответствующие значения в настоящем изобретении, температура начала медленного охлаждения была ниже, чем температура растворения у'-фазы, и поэтому происходило уменьшение количества выпавшей зернограничной у'-фазы (вместо этого было обнаружено увеличение выпавшей внутризеренной у'-фазы), а твердость по Виккерсу при комнатной температуре превышала 370 Hv. В результате, технологичность, как при горячей обработке, так и при холодной обработке оказалась неудовлетворительной. При слишком низкой предельной температуре в процессе размягчающей термической обработка (то есть при слишком низкой температуре начала медленного охлаждения) выпадения и роста зернограничной γ'-фазы практически не происходит. Поэтому подтверждается невозможность обеспечения достаточной технологичности при формовании.
В размягченных заготовках, соответствующих Сравнительным Примерам 5 и 6, в которых равновесное количество γ'-фазы, выпавшей при 700°С, имело более низкие значения, чем соответствующие значения в настоящем изобретении, равновесное количество выпавшей γ'-фазы составляло менее, чем 30 об. %. Такие размягченные заготовки не могут быть использованы в материале сплава на основе Ni, упрочняемого в результате выпадения, с высокой степенью выпадения, являющегося объектом настоящего изобретения. Однако вследствие безусловно малого количество выпавшей γ'-фазы особых проблем с технологичностью при формовании не возникает.
В размягченных заготовках, соответствующих Сравнительным Примерам 7 и 8, в которых средний диаметр зерен γ-фазы превышал соответствующие значения в настоящем изобретения, так же, как и в Сравнительных Примерах 1 и 2, количество выпавшей зернограничной γ'-фазы составляло менее, чем 20 об. % (вместо этого были обнаружены укрупненные зерна внутризеренной γ'-фазы), а твердость по Виккерсу при комнатной температуре составляла более, чем 370 Hv. В результате, технологичность, как при горячей обработке, так и при холодной обработке оказалась неудовлетворительной. При недостаточном содержании кислорода в заготовке из исходного вещества в случае нагрева до температуры не ниже температуры растворения γ'-фазы, наблюдается значительное укрупнение зерен γ-фазы. В укрупненных зернах γ-фазы энергия границ зерен становится ниже, и выпадение внутризеренной γ'-фазы приобретает преимущественный характер по сравнению с выпадением зернограничной γ'-фазы. Поэтому подтверждается невозможность обеспечения достаточной технологичности при формовании.
В отличие от Сравнительных Примеров 1-8, в размягченных заготовках, соответствующих Примерам 1-8, в любом материале, подвергнутом испытаниям, количество выпавшей зернограничной γ'-фазы составляло не менее, чем 20 об. %, а твердость по Виккерсу при комнатной температуре - не более, чем 370 Hv. В результате, технологичность, как при горячей обработке, так и при холодной обработке оказалась достаточной, что подтверждает эффективность настоящего изобретения.
Эксперимент 6
Изготовление и оценка элементов конструкции из сплава на основе Ni, соответствующих Примерам 1-8 и Сравнительным Примерам 5 и 6
Обработанные формованные заготовки, соответствующие Примерам 1-8 и Сравнительным Примерам 5 и 6, технологичность которых при формовании оказалась достаточной, были подвергнуты термической обработке с образованием твердого раствора и старящей термической обработке, и, таким образом, были изготовлены элементы конструкции из сплава на основе Ni. Термическая обработка с образованием твердого раствора была проведена при температуре на 20°С выше, чем температура растворения γ'-фазы, а старящая термическая обработка - при температуре 700°С. При этом обработанные формованные заготовки для Сравнительных Примеров 1-4 и 7-8, оценка технологичности которых при формовании оказалась удовлетворительной, изготовлены не были, и поэтому были исключены из этого эксперимента.
Полученные элементы конструкции из сплава на основе Ni, соответствующие Примерам 1-8 и Сравнительным Примерам 5 и 6, были подвергнуты высокотемпературным испытаниям на разрыв при 700°С. Элементы конструкции с прочностью при растяжении не менее, чем 1000 МПа, были оценены как "удовлетворительные", а элементы конструкции с прочностью при растяжении менее, чем 1000 МПа - как "неудовлетворительные". В результате, все элементы конструкции из сплава на основе Ni, соответствующие Примерам 1-8, оказались удовлетворительными, а элементы конструкции из сплава на основе Ni, соответствующие Сравнительным Примерам 5 и 6, - неудовлетворительными
Описанные выше результаты свидетельствуют о возможности создания размягченной заготовки, имеющей отличную технологичность при формовании, за счет применения способа изготовления элемента конструкции из сплава на основе Ni в соответствии с изобретением, даже при использовании материала сплава на основе Ni, упрочняемого в результате выпадения, с высокой степенью выпадения и материала сплава на основе Ni, упрочняемого в результате выпадения, со сверхвысокой степенью выпадения, а также о возможности создания элемента конструкции из сплава на основе Ni, имеющего невысокую стоимость.
Рассмотренные выше варианты осуществления и примеры были приведены в целях обеспечения понимания сущности настоящего изобретения, однако изобретение не ограничивается этими рассмотренными вариантами осуществления и примерами. Например, часть варианта осуществления может быть замещена или дополнена известным уровнем техники. То есть в пределах технической концепции изобретения часть варианта осуществления изобретения может быть объединена с известным уровнем техники и изменена на основе известного уровня техники.
Изобретение относится к области металлургии, а именно к способам изготовления элементов конструкции из сплава на основе никеля, и может быть использовано в конструкциях, работающих при повышенных температурах. Способ изготовления элемента конструкции из сплава на основе Ni, имеющего химический состав, при котором равновесное количество γ'-фазы, выпавшей при 700°С в γ-фазе матрицы, составляет 30-80 об.%, включает приготовление порошка сплава на основе Ni, формирование заготовки из исходного вещества, в котором средний диаметр зерен γ-фазы составляет не более 50 мкм, размягчающую термическую обработку путем нагрева заготовки до температуры, равной или более, чем температура растворения γ'-фазы, но более низкой, чем температура плавления γ-фазы, для растворения γ'-фазы в γ-фазе и последующего медленного охлаждения нагретой заготовки до температуры, по меньшей мере, на 50°С ниже, чем температура растворения γ'-фазы при скорости охлаждения не выше 100°С/ч, обеспечивающую изготовление размягченной заготовки, содержащей, по меньшей мере, 20 об.% γ'-фазы, выпавшей на границах зерен γ-фазы со средним диаметром зерен не более чем 50 мкм. Обеспечивается высокая технологичность при формовании элемента. Изготовленные элементы характеризуются высокими механическими свойствами. 14 з.п. ф-лы, 3 ил., 2 табл., 8 пр.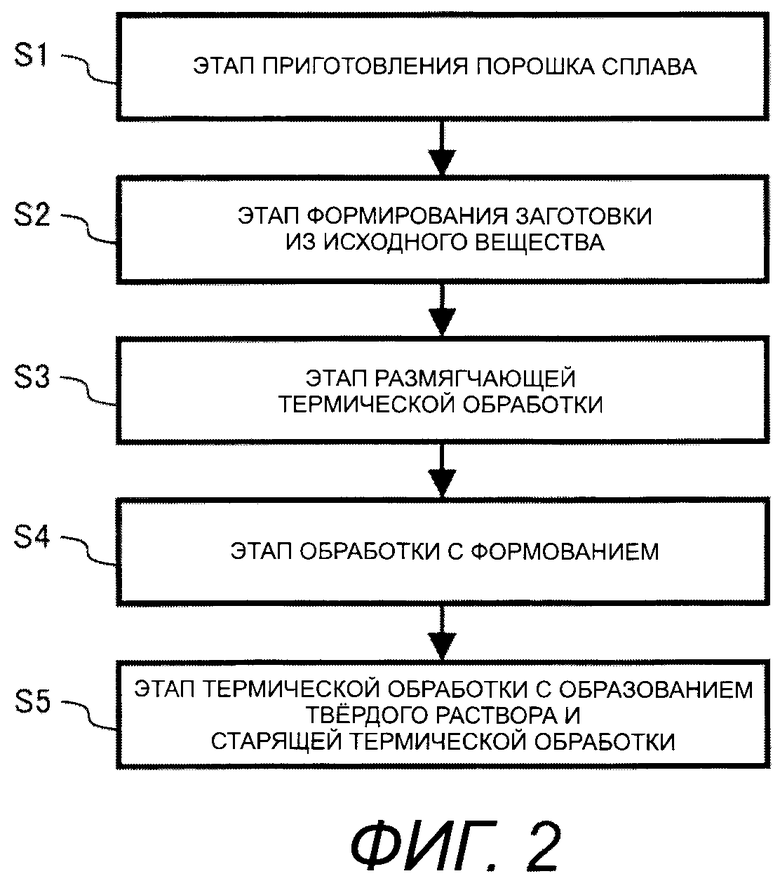
1. Способ изготовления элемента конструкции из сплава на основе Ni, имеющего химический состав, при котором равновесное количество γ'-фазы, выпавшей при 700°С в γ-фазе матрицы, составляет 30-80 об.%, включающий:
этап приготовления порошка сплава, заключающийся в приготовлении порошка сплава на основе Ni, имеющего указанный химический состав;
этап формирования заготовки из порошка сплава на основе Ni, заключающийся в формировании заготовки из порошка сплава на основе Ni, в котором средний диаметр зерен γ-фазы составляет не более 50 мкм; и
этап размягчающей термической обработки, заключающийся в нагреве заготовки из исходного вещества до температуры, равной или более высокой, чем температура растворения γ'-фазы, но более низкой, чем температура плавления γ-фазы, для растворения γ'-фазы в γ-фазе, и последующем медленном охлаждении нагретой заготовки из исходного вещества от этой температуры до температуры, по меньшей мере, на 50°С ниже, чем температура растворения γ'-фазы при скорости охлаждения не выше 100°С/ч, обеспечивающий изготовление размягченной заготовки, содержащей, по меньшей мере, 20 об.% γ'-фазы, выпавшей на границах зерен γ-фазы со средним диаметром зерен, составляющим не более чем 50 мкм.
2. Способ по п. 1, отличающийся тем, что указанный химический состав, мас.%:
Cr - 5-25,
Со - более 0 и не более 30,
Al - 1-8,
Ti, Nb и Та в суммарном количестве - 1-10,
Fe - не более 10,
Мо - не более 10,
W - не более 8,
Zr - не более 0,1,
В - не более 0,1,
С - не более 0,2,
Hf- не более 2,
Re - не более 5,
О - 0,003-0,05, и
остальное - Ni и неизбежные примеси.
3. Способ по п. 1, отличающийся тем, что
порошок сплава на основе Ni имеет средний диаметр частиц, составляющий 5-250 мкм.
4. Способ по п. 1, отличающийся тем, что
этап приготовления порошка сплава включает в себя подэтап атомизации для формирования порошка сплава на основе Ni.
5. Способ по п. 1, отличающийся тем, что
этап формирования заготовки из исходного вещества включает в себя процесс горячего изостатического прессования с использованием порошка сплава на основе Ni.
6. Способ по п. 1, отличающийся тем, что
температура растворения γ'-фазы составляет не менее чем 1110°С.
7. Способ по п. 6, отличающийся тем, что
элемент конструкции из сплава на основе Ni имеет химический состав, в котором равновесное количество γ'-фазы, выпавшей при 700°С, составляет 45-80 об.%.
8. Способ по п. 1, отличающийся тем, что
размягченная заготовка имеет твердость по Виккерсу, составляющую при комнатной температуре не более 370 Hv.
9. Способ по п. 1, отличающийся тем, что дополнительно включает следующие этапы, выполняемые вслед за этапом размягчающей термической обработки:
этап обработки с формованием, заключающийся в формировании обработанной формованной заготовки требуемой формы в результате горячей обработки, полугорячей обработки, холодной обработки и/или механической обработки размягченной заготовки; и
этап термической обработки с образованием твердого раствора и старящей термической обработки, заключающийся в проведении термической обработки обработанной формованной заготовки с образованием твердого раствора, обеспечивающей уменьшение количества γ'-фазы, выпавшей на границах зерен γ-фазы, до не более 10 об.%, и последующей старящей термической обработки этой обработанной формованной заготовки, обеспечивающей выпадение не менее 30 об.% γ'-фазы внутри зерен γ-фазы.
10. Способ по п. 3, отличающийся тем, что
этап приготовления порошка сплава включает в себя подэтап атомизации для формирования порошка сплава на основе Ni.
11. Способ по п. 10, отличающийся тем, что
этап формирования заготовки из исходного вещества включает в себя процесс горячего изостатического прессования с использованием порошка сплава на основе Ni.
12. Способ по п. 10, отличающийся тем, что
температура растворения γ'-фазы составляет не менее чем 1110°С.
13. Способ по п. 12, отличающийся тем, что
элемент конструкции из сплава на основе Ni имеет химический состав, в котором равновесное количество γ' фазы, выпавшей при 700°С, составляет 45-80 об.%.
14. Способ по п. 10, отличающийся тем, что
размягченная заготовка имеет твердость по Виккерсу, составляющую при комнатной температуре не более 370 Hv.
15. Способ по п. 10, отличающийся тем, что дополнительно включает следующие этапы, выполняемые вслед за этапом размягчающей термической обработки:
этап обработки с формованием, заключающийся в формировании обработанной формованной заготовки требуемой формы в результате горячей обработки, полугорячей обработки, холодной обработки и/или механической обработки размягченной заготовки; и
этап термической обработки с образованием твердого раствора и старящей термической обработки, заключающийся в проведении термической обработки обработанной формованной заготовки с образованием твердого раствора, обеспечивающей уменьшение количества γ'-фазы, выпавшей на границах зерен γ-фазы, до не более 10 об.%, и последующей старящей термической обработки этой обработанной формованной заготовки, обеспечивающей выпадение не менее 30 об.% γ'-фазы внутри зерен γ-фазы.
| EP 2963135 A1, 06.01.2016 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛИ ИЗ СУПЕРСПЛАВА НА ОСНОВЕ НИКЕЛЯ И ДЕТАЛЬ, ПОЛУЧЕННАЯ УКАЗАННЫМ СПОСОБОМ | 2010 |
|
RU2531217C2 |
| WO 2016158705 A1, 06.10.2016 | |||
| US 5649280 A1, 15.07.1997 | |||
| ФРИКЦИОННЫЙ СТОПОР ДЛЯ ЗАКРЕПЛЕНИЯ ЯКОРНОЙ ЦЕПИ | 0 |
|
SU234172A1 |

