Изобретение относится к технологическому оборудованию для изготовления электрических машин и может быть использовано в электрической промышленности для производства самотормозящихся асинхронных электродвигателей.
Известно устройство для изготовления ротора самотормозящегося асинхронного электродвигателя (Рященцев Н.П., Швец С.А. Самотормозящийся асинхронный двигатель с конусным ротором. Новосибирск, Наука, 1974), представляющее собой специальный пресс с делительным приспособлением, обеспечивающим постепенное изменение диаметра штампа, необходимое для изготовления листов различных размеров с целью получения заданной конусности ротора. Однако такой пресс сложен в изготовлении, требует делительного приспособления, а при сборке электродвигателя требуется статор с такой же конической расточкой внутреннего диаметра.
Известно устройство для изготовления ротора самотормозящегося асинхронного электродвигателя, представляющее собой тонкостенный стакан, вокруг которого расположен источник магнитного поля, выполненный в виде статора электрической машины переменного тока с внутренним коническим отверстием, обеспечивающее осевую магнитную анизотропию за счет использования вращающегося магнитного поля с переменной осевой интенсивностью (А.С. №640398, 1978 г.).
Недостатком данного устройства является сложность технологии изготовления источника магнитного поля, выполненного в виде статора электрической машины переменного тока с внутренним коническим отверстием, обеспечивающего осевую магнитную анизотропию (для изготовления магнитопровода статора необходим специальный пресс с делительным приспособлением, обеспечивающим постепенное изменение диаметра штампа для получения листов различных размеров, которые отвечают заданной конусности).
Наиболее близким к заявляемому изобретению по технической сущности и достигаемому техническому результату и принятым авторами за прототип является устройство для изготовления ротора самотормозящегося асинхронного электродвигателя (Положительное решение от 05.05.2016 г. по заявке №2015110288 от 23.03.2015 г.), содержащее стакан, при этом стакан одновременно является пресс-формой и выполнен толстостенным с подвижным дном, состоящим из полого цилиндра и подвижного дна, выполненного в виде диска, входящего в цилиндр по внутреннему диаметру, а внутри пресс-формы симметрично относительно продольной оси размещена вставка из электротехнической стали, изготовленная в форме полого тонкостенного усеченного конуса, чья высота равна длине активной части изготовленного ротора, а диаметр основания, находящийся внизу, равен внутреннему диаметру полого цилиндра пресс-формы.
В данном устройстве возможность изменения и получения требуемой осевой анизотропии ротора реализуется применением вставки из электротехнической стали в форме полого тонкостенного усеченного конуса, имеющей малое магнитное сопротивление, которая разделяет в пресс-форме две гомогенные массы с разными магнитными свойствами и формирует необходимое монотонное изменение в осевом направлении магнитного сопротивления ротора.
Недостатком данного устройства является наличие вставки из электротехнической стали в теле изготовленного магнитопровода ротора, которая увеличивает магнитное сопротивление на границах μ1 - вставка - μ2, что приводит к дополнительному падению магнитного напряжения в этих местах, уменьшению рабочего магнитного потока Ф электродвигателя и соответственно ухудшению его эксплуатационных характеристик. Помимо этого необходимость изготовления вставки из электротехнической стали и придания ей формы усеченного конуса со строгой симметрией для каждого изготавливаемого ротора самотормозящегося асинхронного электродвигателя ведет к получению неизбежных отходов и соответственно к повышению стоимостных показателей и усложнению технологии изготовления.
Кроме этого, во время работы устройства достаточно сложно симметрично расположить внутри пресс-формы, относительно продольной оси вставку на смеси высотой Δ1 из-за отсутствия фиксации ее положения. Строгое симметричное расположение внутри пресс-формы, относительно продольной оси, вставки необходимо для обеспечения магнитной симметрии в радиальном направлении ротора после его изготовления. Увеличение магнитной асимметрии в радиальном направлении ротора ведет к ухудшению его эксплуатационных характеристик, а именно к повышенным значениям шума и вибрации, проявляющимся при его работе.
Помимо этого, в процессе изготовления ротора самотормозящегося асинхронного электродвигателя дополнительную сложность вызывает согласование высот засыпаемых слоев смесей Δ1=Δ2 над и под вставкой, что связано с неоднородностью структуры, плотности, размеров смеси, состоящей из ферромагнитного порошка с жидким связующим веществом.
Задачей является усовершенствование устройства для изготовления ротора самотормозящегося асинхронного электродвигателя, позволяющее улучшить его эксплуатационные характеристики, а также обеспечить снижение себестоимости устройства.
Техническим результатом является улучшение точности позиционирования сменной вставки относительно продольной оси, уменьшение магнитного сопротивления и обеспечение симметрии в радианном направлении ротора.
Технический результат достигается тем, что устройство для изготовления ротора самотормозящегося асинхронного электродвигателя имеет монотонно изменяющуюся магнитную симметрию в радиальном направлении, содержит сборную пресс-форму, состоящую из полого цилиндра, подвижного дна в форме диска, выполненного по внутреннему диаметру полого цилиндра, и вставки, при этом вставка выполнена съемной в форме цилиндра по внутреннему диаметру полого цилиндра пресс-формы с симметричным вдоль продольной оси вставки сквозным отверстием, выполненным в форме усеченного конуса основанием вниз.
Во время работы устройства, так как вставка имеет форму полого цилиндра, она имеет возможность достаточно просто входить во внутрь пресс-формы по ее внутреннему диаметру, что позволяет ей точно позиционироваться стенками полого цилиндра внутри пресс-формы относительно продольной оси и ведет к обеспечению магнитной симметрии в радиальном направлении ротора после его изготовления и, соответственно, к улучшению эксплуатационных характеристик изготовленного ротора, а именно к уменьшению шума и вибрации при его работе. Помимо этого за счет отсутствия в теле изготовленного магнитопровода ротора вставки из электротехнической стали на границе μ1-μ2 уменьшится магнитное сопротивление (после процесса прессования частицы ферромагнитного порошка на границе μ1-μ2 будут более плотно прилегать друг к другу и уменьшится количество границ перехода), что приведет к уменьшению падения магнитного напряжения на границе, увеличению рабочего магнитного потока Ф электродвигателя, и, соответственно, улучшению эксплуатационных характеристик изготовленного ротора.
В данном устройстве снижение себестоимости устройства осуществляется за счет возможности многократного использования сменной вставки для изготовления роторов с одинаковыми размерами и параметрами, а также отсутствия необходимости использования дополнительного оборудования для изготовления электротехнической стали, а затем вставки из нее для каждого ротора, и отсутствия неизбежных потерь дорогостоящей электротехнической стали. Дополнительное уменьшение стоимостных показателей в устройстве происходит за счет того, что вставку можно изготовить из широкого спектра материалов, имеющих низкую себестоимость изготовления (дерево, пластик, металл и т.д.).
Сущность устройства поясняется чертежами:
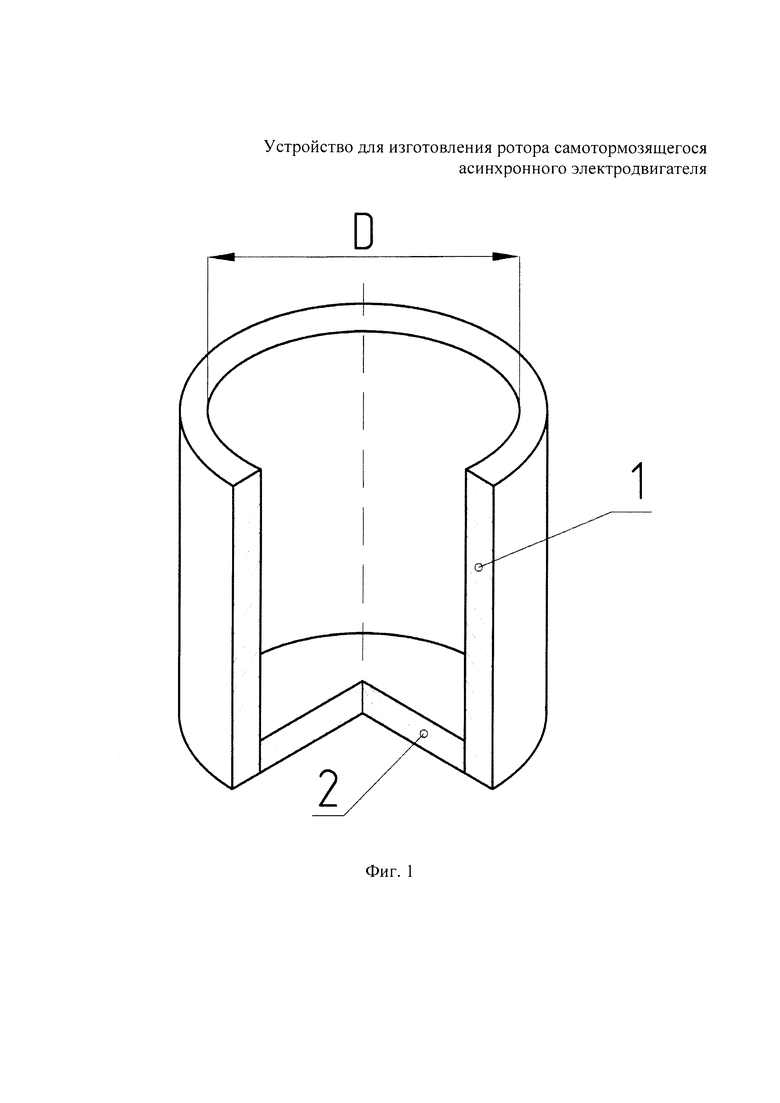
на фиг. 1 показана пресс-форма в изометрии с разрезом;
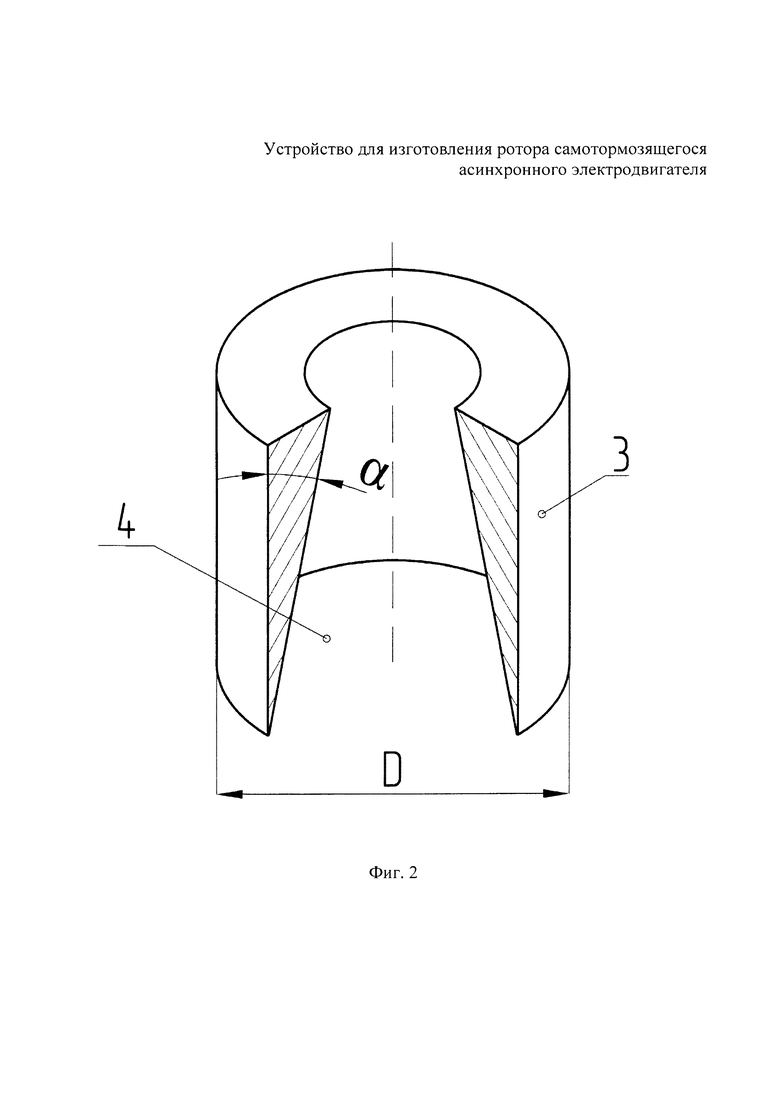
на фиг. 2 показана вставка в форме полого цилиндра со сквозным отверстием, выполненным в форме усеченного конуса основанием вниз, проходящим симметрично вдоль продольной оси цилиндра;
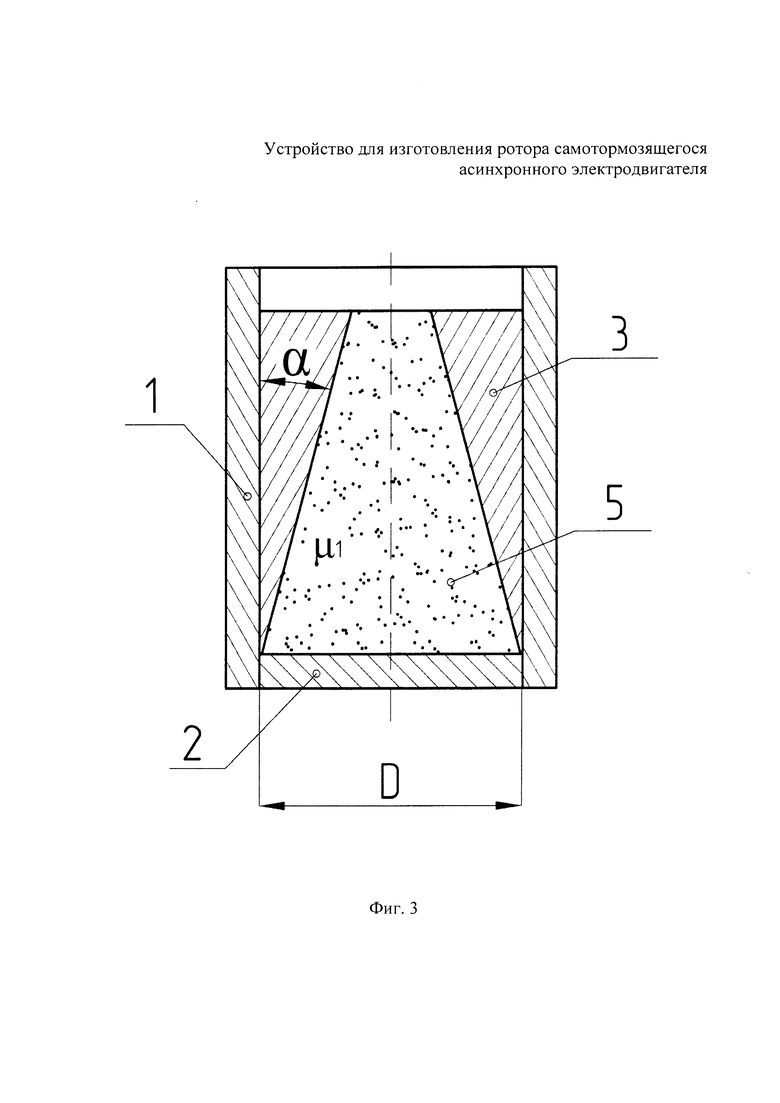
на фиг. 3 изображено устройство для изготовления ротора самотормозящегося асинхронного электродвигателя с вставкой в момент формования в разрезе;
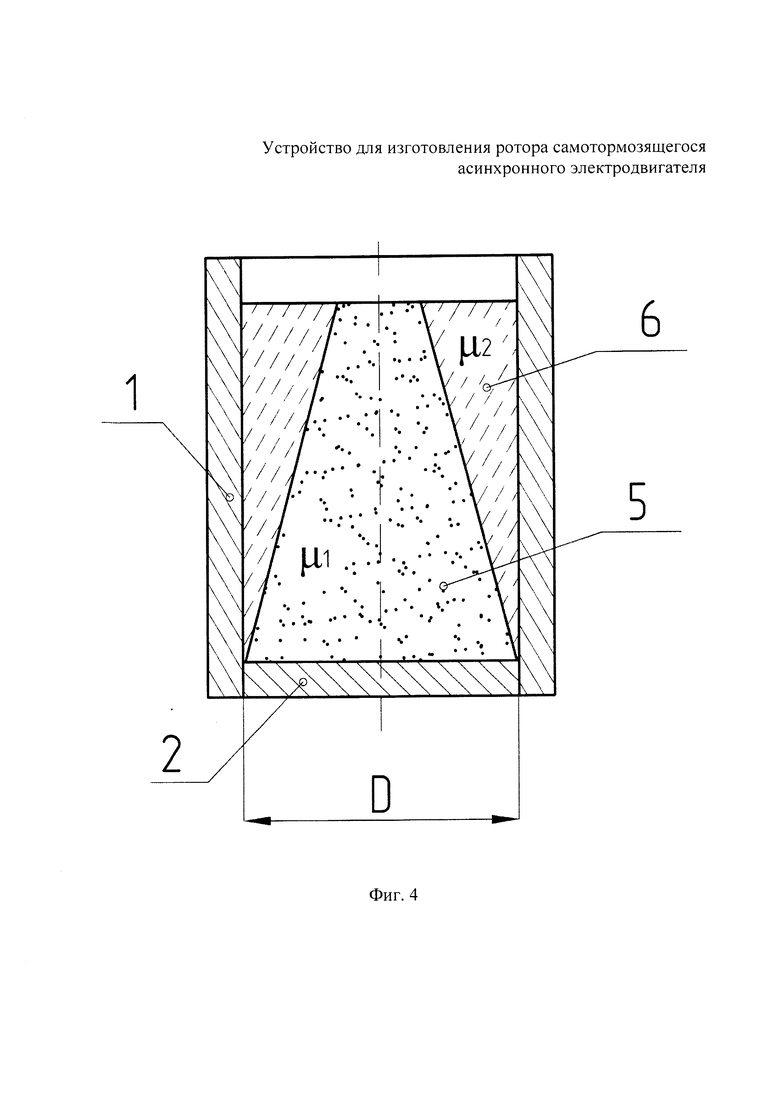
на фиг. 4 изображено устройство для изготовления ротора самотормозящегося асинхронного электродвигателя с ротором после прессования в разрезе.
Устройство для изготовления ротора самотормозящегося асинхронного электродвигателя содержит сборную пресс-форму, выполненную в форме толстостенного стакана, состоящую из полого цилиндра 1 и подвижного дна 2, выполненного в форме диска, входящего в полый цилиндр 1 по внутреннему диаметру D (фиг. 1, фиг. 3, фиг. 4). Внутри пресс-формы симметрично относительно продольной оси расположена вставка 3, которая выполнена в форме полого цилиндра, входящего сверху в полый цилиндр 1 пресс-формы по его внутреннему диаметру D, со сквозным отверстием 4, проходящим симметрично вдоль его продольной оси, выполненным в форме усеченного конуса основанием вниз (фиг. 2, фиг. 3). На фиг. 2 и фиг. 3 изображен угол α - угол, образованный между внешней цилиндрической и внутренней поверхностями вставки 3.
Смесь 5, состоящая из ферромагнитного порошка уменьшенной магнитной проницаемости μ1 с жидким связующим веществом (например, эпоксидной смолой), расположена внутри вставки 3 и ограничена снизу подвижным дном 2 пресс-формы (фиг. 3 и фиг. 4). Смесь 6, состоящая из ферромагнитного порошка увеличенной магнитной проницаемости μ2 с жидким связующим веществом, расположена между полым цилиндром 1 пресс-формы и сформованной в виде усеченного конуса основанием вниз смесью 5 (фиг. 4).
Устройство работает следующим образом.
Внутрь сборной пресс-формы, выполненной в форме толстостенного стакана, состоящей из полого цилиндра 1 и подвижного дна 2, помещают вставку 3, выполненную в форме цилиндра со сквозным отверстием 4, которая входит сверху в полый цилиндр 1 пресс-формы по его внутреннему диаметру D.
Формование смеси 5, состоящей из ферромагнитного порошка уменьшенной магнитной проницаемости μ1 с жидким связующим веществом, которую при необходимости можно предварительно уплотнить, происходит внутри вставки 3 путем засыпки смеси 5 в полость между подвижным дном 2 и сквозным отверстием 4. Далее, при необходимости, эту смесь выдерживают внутри вставки 3 небольшой промежуток времени. Затем вставку 3 вынимают и после этого засыпают смесь 6 в полость между полым цилиндром 1 и сформованной смесью 5 по форме, совпадающей с формой сквозного отверстия 4. Затем проводят прессование и после его окончания получается спрессованная гомогенная масса 5 из жидкого связующего вещества с ферромагнитным порошком уменьшенной магнитной проницаемости μ1 и спрессованная гомогенная масса 6 из жидкого связующего вещества с ферромагнитным порошком увеличенной магнитной проницаемости μ2 с необходимым углом α (который формируется вставкой 3) и с требуемой монотонно изменяющейся магнитной асимметрией (фиг. 4).
После процесса полимеризации изготовленный ротор извлекают путем фиксации полого цилиндра 1 и выдавливания его в осевом направлении.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ РОТОРА САМОТОРМОЗЯЩЕГОСЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ | 2015 |
|
RU2589728C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАГНИТОПРОВОДА РОТОРА САМОТОРМОЗЯЩЕГОСЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ | 2015 |
|
RU2585016C1 |
| Устройство для изготовления ротора самотормозящегося асинхронного электродвигателя | 2021 |
|
RU2771938C1 |
| САМОТОРМОЗЯЩИЙСЯ АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ СО СДВОЕННЫМ КОРОТКОЗАМКНУТЫМ РОТОРОМ | 2015 |
|
RU2602242C1 |
| САМОТОРМОЗЯЩИЙСЯ АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ СО СДВОЕННЫМ МАССИВНЫМ РОТОРОМ | 2014 |
|
RU2551893C1 |
| Способ изготовления магнитопроводов аксиальных электрических машин | 2016 |
|
RU2650104C2 |
| Самотормозящийся асинхронный электродвигатель со сдвоенным короткозамкнутым ротором для привода поточных линий | 2017 |
|
RU2655654C1 |
| Самотормозящийся асинхронный электродвигатель со сдвоенным короткозамкнутым ротором для привода поточных линий | 2017 |
|
RU2661641C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАГНИТОПРОВОДОВ АКСИАЛЬНЫХ ЭЛЕКТРИЧЕСКИХ МАШИН | 2014 |
|
RU2567868C1 |
| Малоинерционный ротор электрической машины | 1980 |
|
SU951559A1 |
Изобретение относится к оборудованию для изготовления электрических машин. Устройство для изготовления ротора самотормозящегося асинхронного электродвигателя, имеющего монотонно изменяющуюся магнитную симметрию в радиальном направлении, содержит сборную пресс-форму, состоящую из полого цилиндра, подвижного дна в форме диска, выполненного по внутреннему диаметру полого цилиндра, и вставки. Вставка выполнена съемной в форме цилиндра по внутреннему диаметру полого цилиндра пресс-формы с симметричным вдоль продольной оси вставки сквозным отверстием, выполненным в форме усеченного конуса основанием вниз. Обеспечивается улучшение точности позиционирования сменной вставки относительно продольной оси, уменьшение магнитного сопротивления и обеспечение магнитной симметрии в радиальном направлении ротора. 4 ил.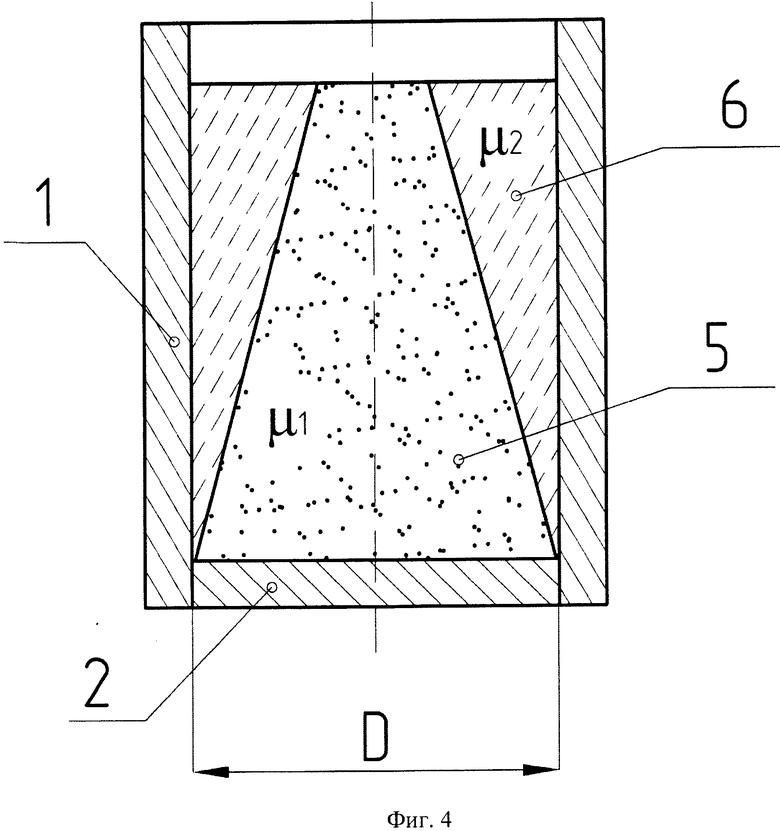
Устройство для изготовления ротора самотормозящегося асинхронного электродвигателя, имеющего монотонно изменяющуюся магнитную симметрию в радиальном направлении, содержащее сборную пресс-форму, состоящую из полого цилиндра, подвижного дна в форме диска, выполненного по внутреннему диаметру полого цилиндра, и вставки, отличающееся тем, что вставка выполнена съемной в форме цилиндра по внутреннему диаметру полого цилиндра пресс-формы с симметричным вдоль продольной оси вставки сквозным отверстием, выполненным в форме усеченного конуса основанием вниз.
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ РОТОРА САМОТОРМОЗЯЩЕГОСЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ | 2015 |
|
RU2589728C1 |
| Устройство для изготовления ротора самотормозящегося асинхронного электродвигателя | 1977 |
|
SU640398A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАГНИТОПРОВОДА РОТОРА САМОТОРМОЗЯЩЕГОСЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ | 2015 |
|
RU2585016C1 |
| Способ изготовления деталей из металлических порошков | 1987 |
|
SU1599157A1 |
| СЕЛЬСКОХОЗЯЙСТВЕННАЯ РАБОЧАЯ МАШИНА И СПОСОБ СОДЕЙСТВИЯ РУЛЕВОМУ УПРАВЛЕНИЮ | 2016 |
|
RU2701289C2 |
| US 4353155 A1, 12.10.1982. | |||

