Изобретение относится к порошковой металлургии, в частности к технологии изготовления деталей из ме- .таллических порошков с большой поверхностью прессо вания.
Цель изобретения - расширение технологических возможностей способа за счет получения крупногабаритных деталей.
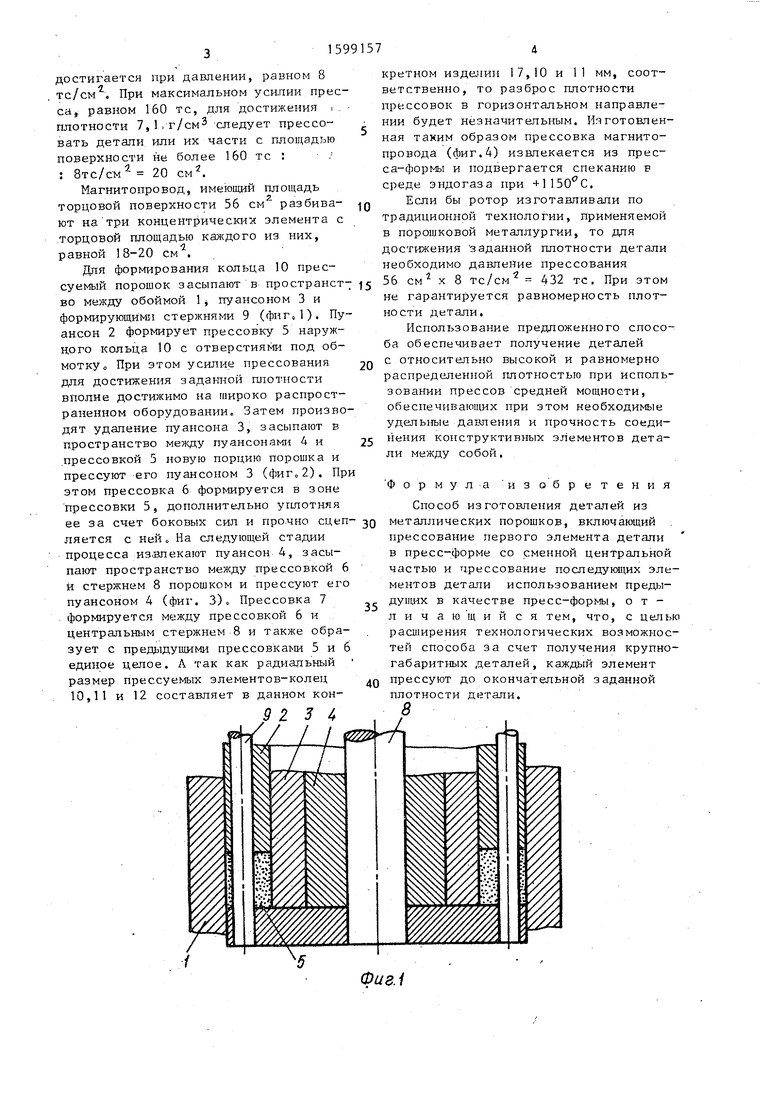
На фиг.1,2 и 3 показаны схемы, иллюстрирующие последовательность изготовления, детал.ей в пресс-форме; на фиг.4 - магнитопровод ротора с разбивкой на конструктивные элементы; на фиг.5 - порошковый ротор электродвигателя в сборе.
Пресс-форма включает обойму 1 концентричные пуансоны 2,3 и 4, которые формируют прессовки 5,6 и 7 соответственно, а также стержень 8, формирующий валовое отверстие и стержни 9, формирующие отверстия для обмотки ротора. Позициям 10,11 и 12 обозначены концентрические элементы, на которые, разбивают изделие, исходя из обеспечения достижимой плотности прессовок.
Экономически оправданная дости: - -- мая плотность прессовок составит 7 Г г/см , что составляет чуть более 91% от идеальной плотности. Эта плотность
ел
достигается при давлении, равном 8 тс/см, При максимальном усилии пресса равном 160 тс, для достижения , плотности 7,1.т/смЗ следует прессовать детали, или их части с площадью поверхности не более 160 тс : S 8тс/см 20 см.
Магнитопровод, имеющий площадь торцовой поверхности 56 см разбивают на три концентрически- элемента с .торцовой площадью каждого из них, равной 18-20 см .
Для формирования кольца 10 прессуемый порошок засыпают в пространст во между обоймой 1j пуансоном 3 и формирующими стержнями 9 (фиг,1). Пуансон 2 формирует прессов ку 5 наружного кольца 10 с отверстиями под об- моткУо При этом усилие прессования для достижения задат-юй плотности вполне достижимо на широко распространенном оборудовании. Затем произвдят удаление пуансона 3, засыпают в пространство между пуансонами 4 и
прессовкой 5 новую порцию порошка и
прессуют его пуансоном 3 (). П этом прессовка 6 формируется в зоне прессовки 5, дополнительно уплотняя ее за счет боковых сил и прочно сце ляется с ней о На следующей стадии процесса из.влекают пуансон 4, засыпают пространство между прессовкой и стержнем 8 порошком и прессуют ег пуансоном 4 (фиг. 3) Прессовка 7 формируется между прессовкой 6 и центральным стержнем 8 и также образует с предыдущими прессовками 5 и единое целое. Л так как радиальный размер прессуемых элементов-колец 10,11 и 12 составляет в данном кон9234
//II
0
15 20 25
кретном изделии 17,10 и 11 мм, соответственно, то разброс плотности прессовок в горизонтальном направлении будет незначительным. Изготовленная таким образом прессовка магнито- провода (фиг.4) извлекается из пресса-формы и подвергается спеканию в среде эндогаза при +1150 С,
Если бы ротор изготавливали по традиционной технологии, применяемо в порошковой металлургии, то для достижения заданной плотности детали необходимо давление прессования 56 см X 8 тс/см 432 тс. При этом не гарантируется равномерность плотности детали.
Использование предложенного способа обеспечивает получение деталей с относительно высокой и равномерно распределенной плотностью при использовании прессов средней мощности, обеспечивающих при этом необходимые удельные давления и прочность соединения конструктивных элементов дета
.
Формула изобретения
Способ изготовления деталей из металлических порошков, включающий прессование первого элемента детали в пресс-форме со сменной центральной частью и прессование последукяцих элементов детали использованием преды- дупшх в качестве пресс-формы, о т - л и ч а ю щ и и с я тем, что, с целью расширения технологических возможностей способа за счет получения крупногабаритных деталей, каждый элемент прессуют до окончательной заданной плотности детали.
В
ФигЛ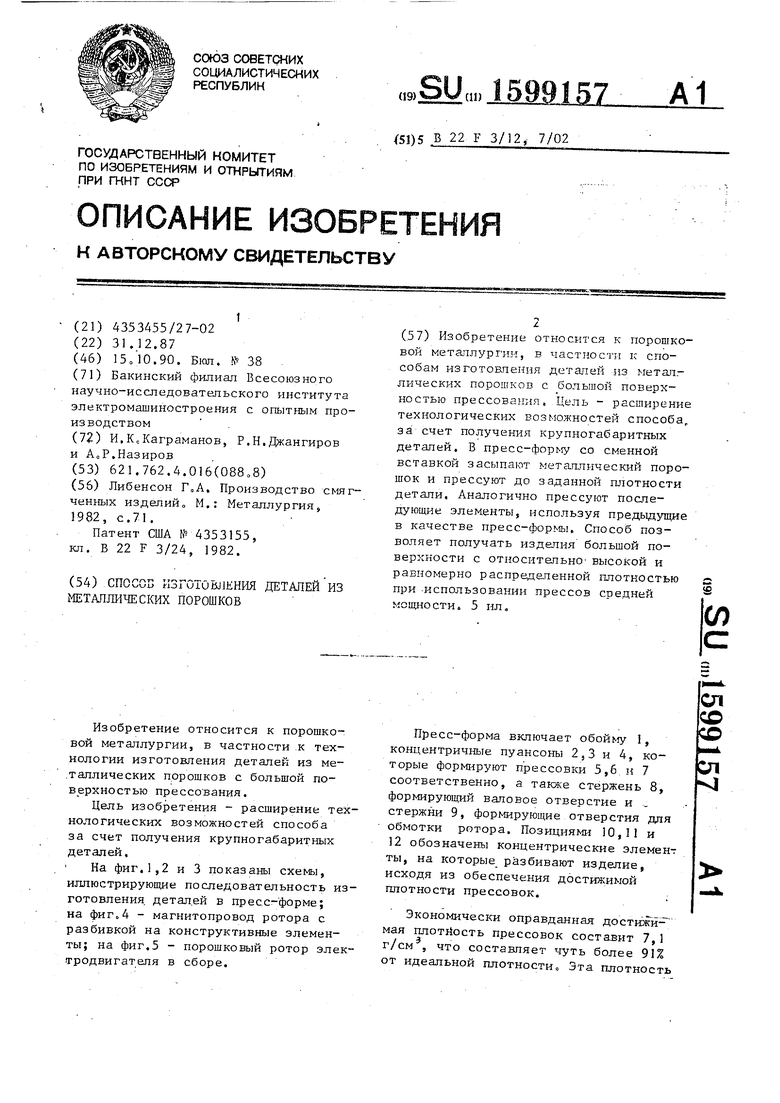
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРЕССОВАНИЯ ТОНКОСТЕННЫХ ИЗДЕЛИЙ СЛОЖНОЙ КОНФИГУРАЦИИ | 2007 |
|
RU2364468C1 |
| СПОСОБ ПРЕССОВАНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2225280C2 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ПРЕССОВАНИЯ РАСХОДУЕМОГО ЭЛЕКТРОДА | 1991 |
|
RU2030253C1 |
| СПОСОБ ИМПУЛЬСНОГО ПРЕССОВАНИЯ ТВЕРДЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2083328C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ КЕРАМИЧЕСКОГО ПОРОШКА | 1999 |
|
RU2165336C2 |
| Способ прессования изделий из порошка | 1987 |
|
SU1519842A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ МЕЛКОДИСПЕРСНЫХ ПОРОШКОВ НА ОСНОВЕ АЛЮМИНИЯ | 2006 |
|
RU2354498C2 |
| СПОСОБ ПРЕССОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ИЗ ПОРОШКА И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2264277C1 |
| Способ прессования трубчатых заготовок из порошка и устройство для его осуществления | 1982 |
|
SU1016071A1 |
| Способ прессования изделий из порошка | 1990 |
|
SU1726128A1 |
Изобретение относится к порошковой металлургии, в частности к способам изготовления деталей из металлических порошков с большой поверхностью прессования. Цель - расширение технологических возможностей способа за счет получения крупногабаритных деталей. В пресс-форму со сменной вставкой засыпают металлический порошок и прессуют до заданной плотности детали. Аналогично прессуют последующие элементы, используя предыдущие в качестве пресс-формы. Способ позволяет получать изделия большой поверхности с относительно высокой и равномерной плотностью при использовании прессов средней мощности. 5 ил.
Фиг.З
Фиг:4
Фиг.5
Редактор А.Долинич
Составитель И.Поименова Техред Л.Олийнык Корректор С.Черни
Заказ 3109
Тираж 645
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушсквя наб., д. 4/5
««- ™.-.,--и--ч------------------------г------ --
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
Подписное
| Либенсон Г.А | |||
| Производство смягченных изделий., М.: Металлургия, 1982, с.71 | |||
| Патент США № 4353155, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
