Изобретение относится к технологическому оборудованию для изготовления электрических машин и может быть использовано в электрической промышленности для производства самотормозящихся асинхронных электродвигателей.
Известно устройство для изготовления ротора самотормозящегося асинхронного электродвигателя (Рященцев Н.П., Швец С.А. Самотормозящийся асинхронный двигатель с конусным ротором. Новосибирск, «Наука», 1974), представляющее собой специальный пресс с делительным приспособлением, обеспечивающим постепенное изменение диаметра штампа, необходимое для получения листов различных размеров с целью получения заданной конусности ротора. Однако такой пресс сложен в изготовлении, требует делительного приспособления, а при сборке электродвигателя требуется статор с такой же конической расточкой внутреннего диаметра.
Известно также устройство для изготовления ротора самотормозящегося асинхронного электродвигателя, содержащее тонкостенный стакан, вокруг которого расположен источник магнитного поля (АС №1729, 1926 г.).
Однако ротор, изготовленный при помощи этого устройства, обладает только радиальной анизотропией, а осевое усилие в электродвигателе с таким ротором достигается за счет осевого смещения ротора относительно статора, что усложняет технологию изготовления.
Наиболее близким к заявляемому изобретению по технической сущности и достигаемому техническому результату и принятым авторами за прототип является устройство для изготовления ротора самотормозящегося асинхронного электродвигателя, представляющее собой тонкостенный стакан, вокруг которого расположен источник магнитного поля, выполненный в виде статора электрической машины переменного тока с внутренним коническим отверстием, обеспечивающее осевую магнитную анизотропию, за счет использования вращающегося магнитного поля с переменной осевой интенсивностью (АС №640398, 1978 г.).
Данное устройство позволяет получить осевую анизотропию магнитных свойств ротора, необходимую для создания осевого электромагнитного усилия в самотормозящемся асинхронном электродвигателе.
Недостатком данного устройства является сложность расширения степени магнитной анизотропии при изготовлении и получения при этом требуемого монотонного изменения величины осевой магнитной анизотропии, от которой зависят величина осевого электромагнитного усилия, время пуска и торможения самотормозящихся электродвигателей. Это в конечном итоге сужает область применения самотормозящихся асинхронных электродвигателей для разных приводных систем, изготовленных данным устройством.
Задачей является разработка устройства для изготовления ротора, позволяющего расширить область применения при упрощении технологии изготовлении и уменьшении себестоимости изготовления.
Техническим результатом является возможность изменения степени и получения требуемой величины осевой магнитной анизотропии.
Технический результат достигается тем, что устройство для изготовления ротора самотормозящегося асинхронного электродвигателя содержит стакан, который одновременно является пресс-формой и выполнен толстостенным с подвижным дном, состоящим из полого цилиндра и подвижного дна, выполненного в виде диска, входящего в цилиндр по внутреннему диаметру, а внутри пресс-формы симметрично относительно продольной оси размещена вставка из электротехнической стали, изготовленная в форме полого тонкостенного усеченного конуса, чья высота равна длине активной части изготовленного ротора, а диаметр основания, находящийся внизу, равен внутреннему диаметру полого цилиндра пресс-формы.
В данном устройстве возможность изменения и получения требуемой осевой анизотропии ротора реализуется применением вставки из электротехнической стали в форме полого тонкостенного усеченного конуса, имеющей малое магнитное сопротивление, которая разделяет в пресс-форме две гомогенные массы с разными магнитными свойствами и формирует необходимое монотонное изменение в осевом направлении магнитного сопротивления ротора за счет угла α (угол, образованный между внутренней стенкой пресс-формы и стенкой вставки усеченного тонкостенного конуса), который зависит от геометрического размера верхнего диаметра вставки Dв (так как диаметр основания Do остается величиной постоянной и равен внутреннему диаметру пресс-формы), или заменой на вставку с другим геометрическим размером верхнего диаметра вставки Dв с требуемым углом α (фиг. 3, фиг. 4). Монотонное изменение в осевом направлении магнитного сопротивления ротора происходит за счет того, что магнитный поток пересекает области в радиальном направлении с разным магнитным сопротивлением, которые монотонно изменяются с разной скоростью в осевом направлении согласно зависимости (1):

где Rµ1i - магнитное сопротивление на i-м участке магнитопровода ротора, состоящего из связующего вещества и магнитного материала с уменьшенной магнитной проницаемостью µ1;
Rµвi - магнитное сопротивление материала вставки в форе пустотелого конуса на i-м участке (практически оно будет равно нулю, так как магнитная проницаемость материала, из которого изготовлена вставка, намного больше, чем магнитная проницаемость в областях с материалами µ1 и µ2);
Rµ2i - магнитное сопротивление на i-м участке магнитопровода ротора, состоящего из связующего вещества и магнитного материала с увеличенной магнитной проницаемостью µ2.
Кроме этого, данное устройство для изготовления ротора самотормозящегося асинхронного электродвигателя дает возможность, при необходимости, дополнительного изменения степени осевой магнитной анизотропии ротора за счет использования для приготовления гомогенных смесей ферромагнитных порошков с разными магнитными свойствами (µ1 и µ2) и замены их на ферромагнитные порошки с иными магнитными свойствами. При этом, чем больше расхождение используемых ферромагнитных порошков с разными магнитными свойствами (µ1 и µ2), тем больше расхождение Rµ1i и Rµ2i и соответственно будет получено большее дополнительное увеличение степени магнитной осевой анизотропии.
Сущность устройства поясняется чертежами:
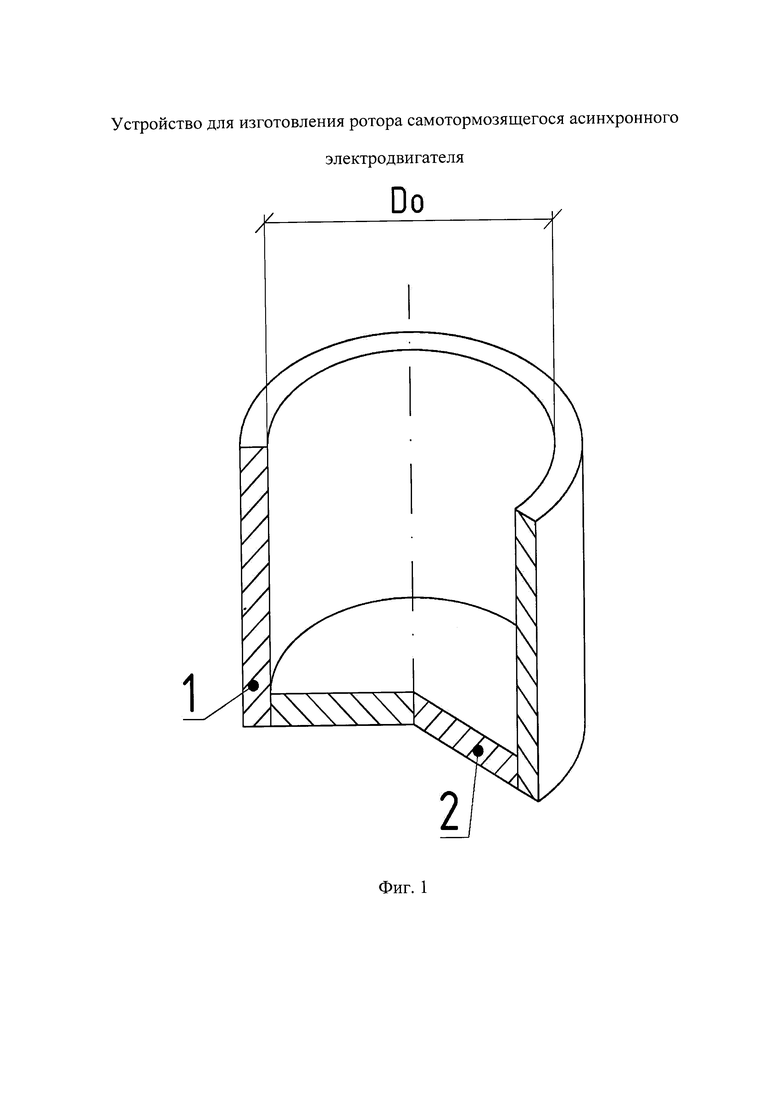
на фиг. 1 показана пресс-форма в аксонометрии с разрезом;
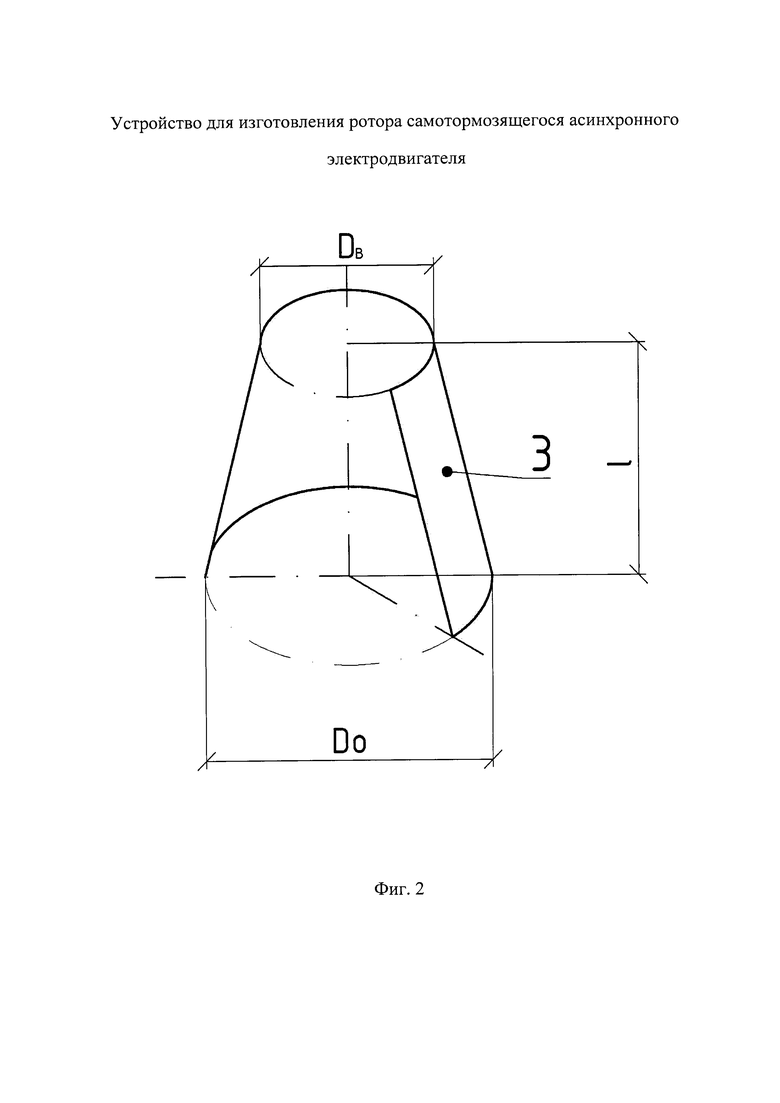
на фиг. 2 показана вставка в форме полого тонкостенного усеченного конуса в аксонометрии с разрезом;
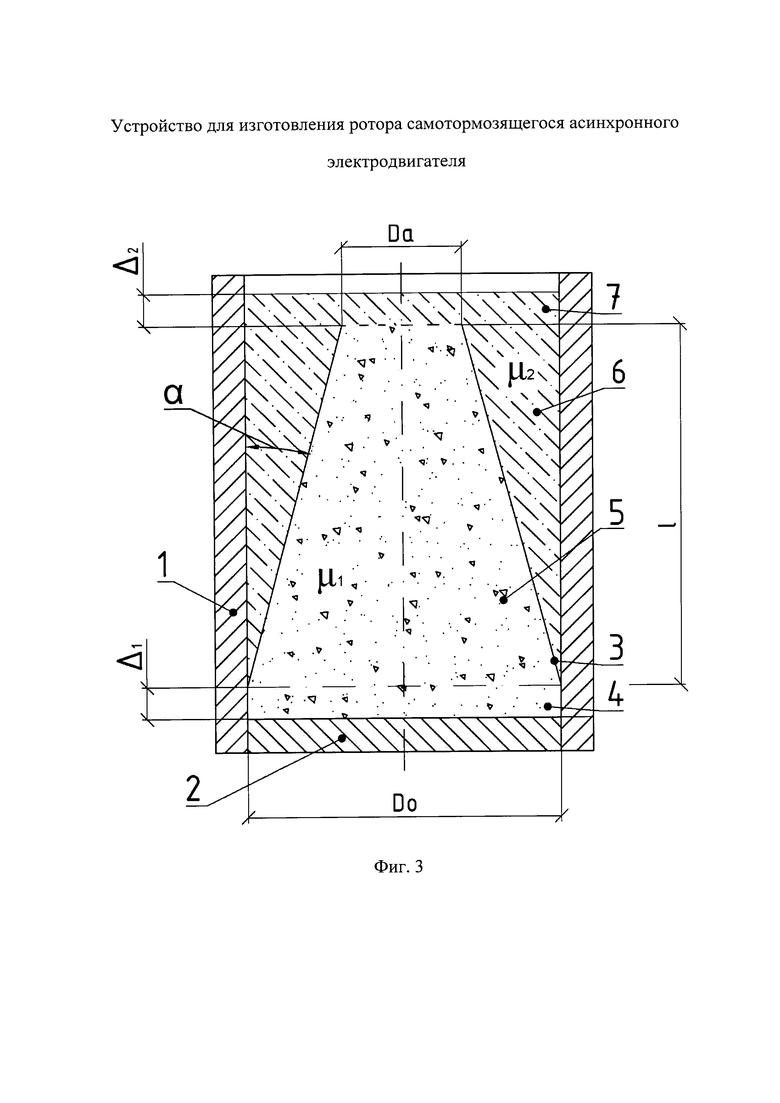
на фиг. 3 изображено устройство для изготовления ротора самотормозящегося асинхронного электродвигателя с ротором до прессования в разрезе;
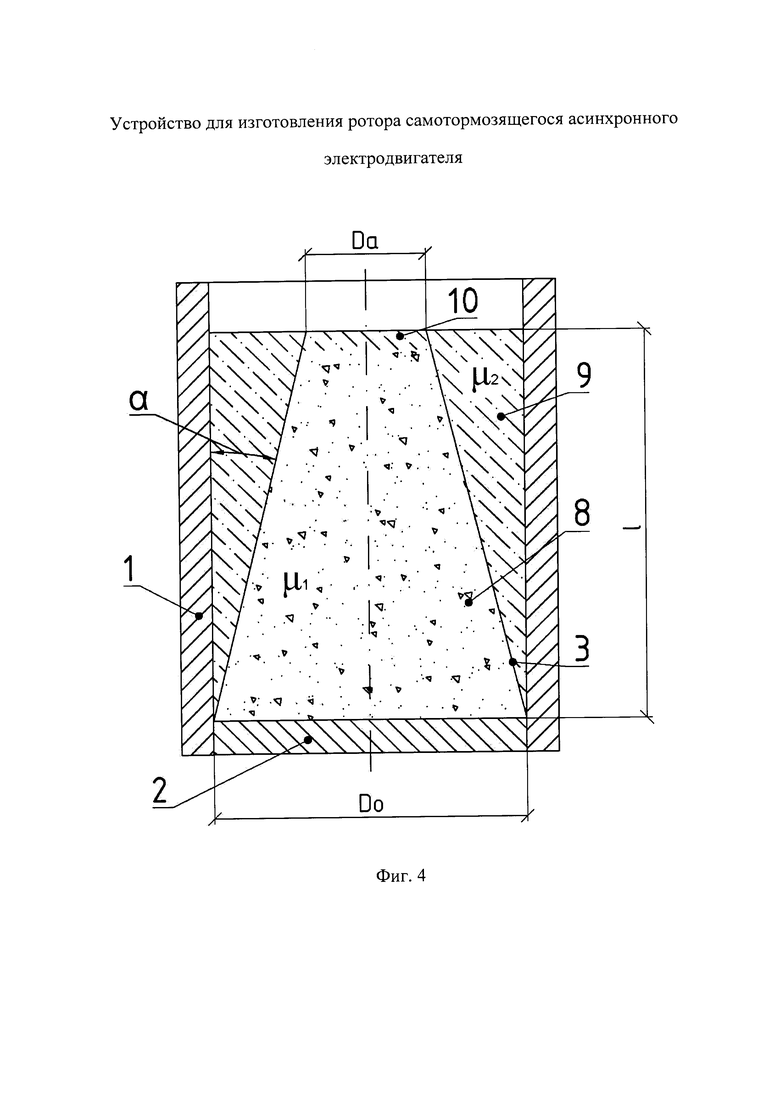
на фиг. 4 изображено устройство для изготовления ротора самотормозящегося асинхронного электродвигателя с ротором после прессования в разрезе.
Устройство для изготовления ротора самотормозящегося асинхронного электродвигателя содержит сборную пресс-форму, выполненную в форме толстостенного стакана, состоящую из полого цилиндра 1 и подвижного дна 2, выполненного в форме диска, входящего в полый цилиндр 1 по внутреннему диаметру основания Do (фиг. 1, фиг. 3, фиг. 4). Внутри пресс-формы симметрично относительно продольной оси расположена вставка 3 из электротехнической стали, выполненная в форме полого тонкостенного усеченного конуса, чья высота равна длине активной части изготовленного ротора l, а диаметр основания Do, находящийся внизу, равен внутреннему диаметру пресс-формы (фиг. 2, фиг. 3, фиг. 4). Вставка 3, выполненная в форме полого тонкостенного усеченного конуса, изготовлена из электротехнической стали с большой магнитной проницаемостью. На фиг. 3 и фиг. 4 изображен угол α - угол образованный между внутренней стенкой полого цилиндра 1 пресс-формы и стенкой вставки 3, выполненная в форме полого тонкостенного усеченного конуса.
На фиг. 2, фиг. 3 и фиг. 4 изображен верхний диаметр Dв вставки 3, в форме полого тонкостенного усеченного конуса. Смесь 4, 5 состоящая из ферромагнитного порошка, имеющего уменьшенную магнитную проницаемость µ1, с жидким связующим веществом (например, эпоксидной смолой), расположена внутри вставки 3, и ограничена снизу подвижным дном 2 пресс-формы (фиг. 3). Смесь 6, 7 состоящая из ферромагнитного порошка, имеющего увеличенную магнитную проницаемость µ2, с жидким связующим веществом, расположена между полым цилиндром 1 пресс-формы и вставкой 3 в форме полого тонкостенного усеченного конуса.
Устройство работает следующим образом.
Во внутрь сборной пресс-формы в форме толстостенного стакана, состоящую из полого цилиндра 1 и подвижного дна 2, засыпают смесь 4 высотой Δ1 (фиг. 3). Затем во внутрь пресс-формы на смесь 4 высотой Δ1 помещают симметрично относительно продольной оси вставку 3, изготовленного в форме полого тонкостенного усеченного конуса диаметром основания Dо к подвижному дну 2 и засыпают во внутреннюю полость до верхней границы вставки 3 смесь 5. После этого засыпают смесь 6 в полость между полым цилиндром 1 и вставкой 3 до ее верхней границы, а затем смесь 7 высотой Δ2 - вовнутрь пресс-формы выше верхней границы вставки 3 и прессуют с двух сторон в осевом направлении. При этом высоты засыпаемых слоев смесей 4 и 7 равны между собой Δ1=Δ2, а их величины выбираются с учетом того, чтобы при прессовании не произошло смятия вставки 3.
После окончания процесса прессования вставка 3 формирует спрессованную гомогенную массу 8, состоящую из жидкого связующего вещества с ферромагнитным порошком, имеющим уменьшенную магнитную проницаемость µ1, и спрессованную гомогенную массу 9, состоящую из жидкого связующего вещества с ферромагнитным порошком, имеющим увеличенную магнитную проницаемость µ2, с необходимым углом α и соответственно с требуемой монотонно изменяющейся магнитной асимметрией (фиг. 4).
При этом во внутренней области вставки 3 находится незначительный слой спрессованной гомогенной массы 10, состоящей из жидкого связующего вещества с ферромагнитным порошком, имеющим увеличенную магнитную проницаемость µ2, который фактически не будет оказывать влияние на распределение магнитного сопротивления вдоль оси изготовленного ротора (на большую глубину электромагнитная волна фактически не проникает и затухает раньше).
После процесса полимеризации изготовленный ротор извлекают путем фиксации полого цилиндра 1 и выдавливания его в осевом направлении.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МАГНИТОПРОВОДА РОТОРА САМОТОРМОЗЯЩЕГОСЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ | 2015 |
|
RU2585016C1 |
| Устройство для изготовления ротора самотормозящегося асинхронного электродвигателя | 2016 |
|
RU2631546C1 |
| Устройство для изготовления ротора самотормозящегося асинхронного электродвигателя | 2021 |
|
RU2771938C1 |
| Способ изготовления магнитопроводов аксиальных электрических машин | 2016 |
|
RU2650104C2 |
| САМОТОРМОЗЯЩИЙСЯ АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ СО СДВОЕННЫМ КОРОТКОЗАМКНУТЫМ РОТОРОМ | 2015 |
|
RU2602242C1 |
| САМОТОРМОЗЯЩИЙСЯ АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ СО СДВОЕННЫМ МАССИВНЫМ РОТОРОМ | 2014 |
|
RU2551893C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАГНИТОПРОВОДОВ АКСИАЛЬНЫХ ЭЛЕКТРИЧЕСКИХ МАШИН | 2014 |
|
RU2567868C1 |
| Самотормозящийся асинхронный электродвигатель со сдвоенным короткозамкнутым ротором для привода поточных линий | 2017 |
|
RU2655654C1 |
| Самотормозящийся винтовой домкрат с аксиальным электродвигателем | 2018 |
|
RU2710305C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО РАДИОПОГЛОЩАЮЩЕГО МАТЕРИАЛА И РАДИОПОГЛОЩАЮЩИЙ МАТЕРИАЛ, ПОЛУЧЕННЫЙ ЭТИМ СПОСОБОМ | 2010 |
|
RU2423761C1 |
Изобретение относится к электротехнике, а именно к технологическому оборудованию для изготовления роторов самотормозящихся асинхронных электродвигателей. Устройство для изготовления ротора самотормозящегося асинхронного электродвигателя содержит стакан, являющийся пресс-формой и выполненный толстостенным с подвижным дном, состоящий из полого цилиндра и диска, входящего в цилиндр по внутреннему диаметру, а внутри пресс-формы симметрично относительно продольной оси размещена вставка из электротехнической стали, изготовленная в форме полого тонкостенного усеченного конуса, чья высота равна длине активной части изготовленного ротора, а диаметр основания, находящегося внизу, равен внутреннему диаметру полого цилиндра пресс-формы. Техническим результатом является возможность изготовления ротора с осевой магнитной анизотропией заданной величины. 4 ил. 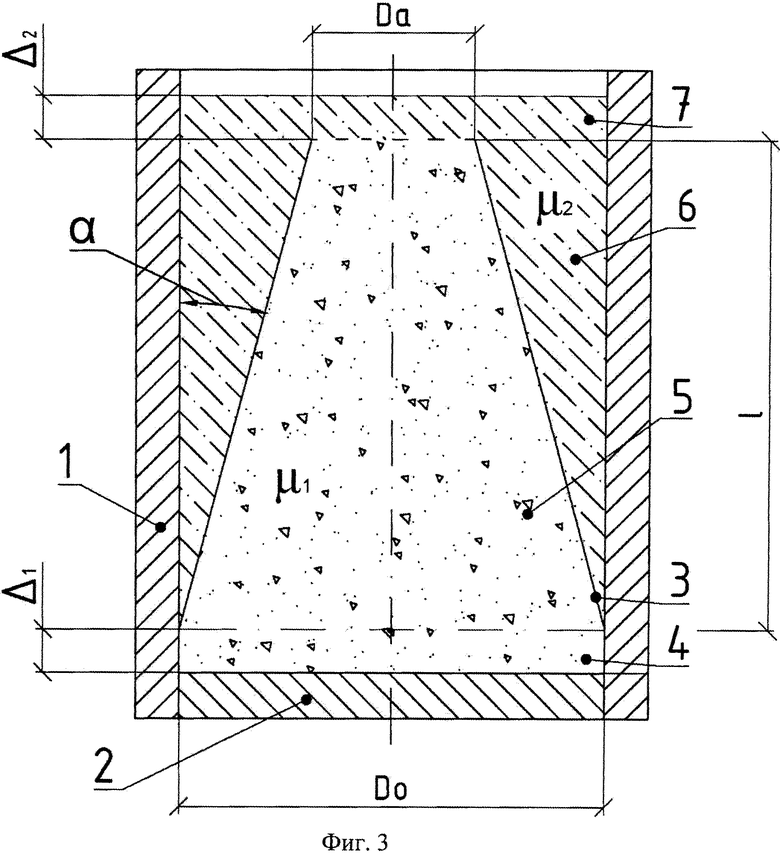
Устройство для изготовления ротора самотормозящегося асинхронного электродвигателя, содержащее стакан, отличающееся тем, что стакан одновременно является пресс-формой и выполнен толстостенным с подвижным дном, состоящим из полого цилиндра и подвижного дна, выполненного в виде диска, входящего в цилиндр по внутреннему диаметру, а внутри пресс-формы симметрично относительно продольной оси размещена вставка из электротехнической стали, изготовленная в форме полого тонкостенного усеченного конуса, чья высота равна длине активной части изготовленного ротора, а диаметр основания, находящийся внизу, равен внутреннему диаметру полого цилиндра пресс-формы.
| Устройство для прессования двухслойных деталей для металлических порошков | 1958 |
|
SU123708A1 |
| ВСЕСОЮЗНАЯ П'аГ8^йТйОчГШ'1"Н | 0 |
|
SU377201A1 |
| Устройство для заполнения пресс-формы порошком при получении многослойных изделий | 1980 |
|
SU889280A1 |
| ОДНОКЛАВИШНАЯ ПИШУЩАЯ МАШИНА | 1925 |
|
SU4376A1 |
| Способ изготовления двухслойного ротора асинхронной электрической машины | 1980 |
|
SU966817A1 |
| Способ изготовления ротора гистерезисного двигателя | 1986 |
|
SU1457088A1 |

