Изобретение относится к процессу окисления сероводорода в серу в газах различного происхождения, содержащих 0,3-15,0 об. % сероводорода, и может быть использовано на предприятиях газоперерабатывающей, нефтехимической и других отраслей промышленности, в частности, для очистки отходящих газов процесса Клауса, низко-сернистых природных и попутных нефтяных газов, выбросов химических производств, для очистки биогазов.
Технологические и природные газы, содержащие сероводород, как правило, являются многокомпонентными газовыми смесями, и могут содержать H2S 0,1-15 об. %, SO2, сероорганические соединения серы (меркаптаны, COS, CS2), водяной пар до 40 об. %, оксид углерода, диоксид углерода, водород, алифатические и/или ароматические углеводороды, азот. В зависимости от состава газа и требуемой степени очистки возможны различные варианты очистки газов - каталитические, адсорбционные, адсорбционно-каталитические. Основными параметрами, определяющими оптимальную технологию переработки серусодержащих газов, являются состав газов (особенно содержание сероводорода и паров воды) и свойства применяемых катализаторов.
Зарубежные и отечественные специалисты отмечают предпочтительность технологий, основанных на реакции селективного окисления сероводорода в серу для газов различного происхождения, в основу которых положена реакция парциального окисления сероводорода кислородом воздуха в газовой фазе в присутствии твердых гранулированных катализаторов при температурах 200-300°С:

На основе этой реакции известны технологии очистки природных газов в одном реакторе в стационарном слое катализатора при температурах 200-300°С (патент US 6099819, МПК B01D 53/86, B01J 21/06, B01J 23/00, С01В 17/04, опубл. 08.08.2000, патент RU 2142906, МПК С01В 17/04, B01J 23/86, опубл. 20.12.1999), либо технологии очистки природных газов в нескольких последовательных реакторах в присутствии твердого гранулированного катализатора при температуре 200-300°С (патент US 4552746, МПК B01D 53/86, B01J 21/06, С01В 17/04, опубл. 12.11.1985; патент US 4857297, МПК B01D 53/86, B01J 21/06, С01В 17/04, опубл. 15.08.1989; патент US 4886649, МПК B01D 53/86, B01J 23/26, С01В 17/04, опубл. 12.12.1989). В случае содержания сероводорода от 0,5 до 2,5 об. % окисление сероводорода до серы проводят в одну ступень при температурах 200-300°С. В случаях содержания сероводорода более 2,5 об. % (до 15 об. %) процесс проводят в нескольких последовательных реакторах, либо в одном многосекционном реакторе с порционной подачей кислорода в каждый реактор или в секцию, либо в реакторе с псевдоожиженным слоем катализатора.
Но особое значение применение технологии селективного окисления сероводорода имеет в технологиях очистки хвостовых газов процесса Клауса.
На нефтеперабатывающих заводах (НПЗ) сероводород выделяется в результате реакций гидрогенолиза сероорганических соединений в процессах гидроочистки бензиновых, керосиновых, дизельных фракций нефти, сырья каталитического крекинга, а также при гидрокрекинге тяжелого сырья. Основным методом очистки газов от сероводорода является процесс Клауса. Современные уровень технологических решений процесса Клауса позволяет на газоперерабатывающих заводах достигать гарантированную степень извлечения серы 96% на двух каталитических ступенях процесса Клауса и 98% при трех ступенях («Переработка сероводородных газов в элементарную серу», Москва, сб. докладов межд. конф., 2008, 14-16 мая, С.Н. Широков, «Топливо и экология»). Уровень мировых показателей извлечения серы требует не менее 99,5% (Keeping abreast of the regulations, Sulphur, 1994, №231, 35-59). Для достижения современного уровня извлечения серы, установки Клауса оснащают системой доочистки хвостовых газов, на которой считают достаточным достижение выхода серы на уровне 80-85 об. %.
В зависимости от состава перерабатываемого газа, количества каталитических стадий процесса Клауса и активности катализаторов основного процесса, отходящие газы установок Клауса могут содержать: 1-2 об. % H2S, 1 об. % SO2, до 0,4 об. % COS и до 0,3 об. % CS2, паровую серу (1-8 г/м3), и пары воды до 40 об. %.
В настоящее время варианты доочистки хвостовых газов процесса Клауса, основанные на проведении реакции селективного окисления сероводорода в серу, в присутствии гетерогенных оксидных катализаторов, признаны наиболее перспективным (Keeping abreast of the regulations, Sulphur, 1994, №231, p. 35-59). Данные технологии имеют преимущества в том, что они применимы как на новых, так и на существующих установках Клауса, особенно если ведение процесса осуществляется без конденсации воды и образования сточных вод, в таком случае процесс характеризуется низкими капиталовложениями и энергозатратами, а нормы по выбросам достигаются самым дешевым путем.
Процессы такого типа получили широкую известность - процесс Catasulf® фирмы BASF, процесс BSR/Selectox® фирмы Unocal, процесс Modop® фирмы Mobil Oil, процессы Superclaus 99 и Superclaus 99.5. фирмы Jacobs Nederland BV ("Мир серы, N, Р и K», №4, 1994, с. 32).
Известно несколько вариантов процессов Superclaus 99 и Superclaus 99.5.
Известны способы проведения процесса селективного окисления сероводорода предпочтительно в сухом слое катализатора (патент US 4988494, МПК B01J 23/86, С01В 17/04, опубл. 29.01.1991, патент US 6682827, МПК В32В 15/01, С22С 19/03, С23С 14/16, С23С 28/00, С23С 28/002, С23С 30/00, опубл. 26.06.2003, патент RU 2236894, МПК B01D 53/86, С01В 17/04, опубл. 27.09.2004).
Недостатком процесса является необходимость предварительного удаления паров воды перед стадией селективного окисления сероводорода.
Известен способ проведения процесса селективного окисления сероводорода, когда стадию селективного окисления сероводорода проводят в инертной жидкой среде при температурах 120-160°С (патент US 5897850, МПК B01D 53/52, B01D 53/86, С01В 17/04, опубл. 27.04.1999).
Недостатками процесса являются технологические трудности проведения жидкофазного окисления, наличие кислых стоков, коррозия оборудования, высокая стоимость технологии.
Известны способы проведения процесса селективного окисления сероводорода, когда стадию селективного окисления сероводорода проводят при температурах ниже точки затвердевания серы и выше точки конденсации серы (патент US 5807410, МПК B01D 53/00, B01D 53/48, B01D 53/50, B01D 53/52, B01D 53/77, B01D 53/86, B01D 8/00, С01В 17/02, С01В 17/04, C10L 3/10, опубл. 15.09.1998, патент ЕР 1555241, МПК С01В 17/04, опубл. 20.07.2005).
Недостатками процессов являются периодичность проведения процесса, высокая стоимость технологии.
Известны способы удаления элементарной серы из газовых потоков после установки Клауса, в которых на первой ступени хвостовые газы проходят стадию гидрирования-гидролиза в отдельном реакторе в присутствии Со-Мо катализатора с целью преобразования всех S-содержащих компонентов в H2S. Полученный газ охлаждается для уменьшения содержания паров воды и предотвращения протекания обратной реакции Клауса. На второй ступени газ, содержащий менее 1 об. % H2S, водород и около 5 об. % H2O, повторно нагревается до 230°С, смешивается с воздухом и поступает в каталитический реактор окисления, где проводят окисление сероводорода до серы в присутствии специального катализатора селективного окисления (патент US 5037629, МПК B01D 53/86, B01J 23/745, B01J 23/86, B01J 35/10, С01В 17/04, C10K 1/34, опубл. 06.08.1991, патент RU 2438764, МПК B01D 53/86, опубл. 10.01.2012; патент RU 2232128, МПК С01В 17/04, B01D 53/86, опубл. 10.07.2004; патент RU 2236894, МПК B01D 53/86, С01В 17/04, опубл. 27.09.2004).
К недостаткам способа относят - необходимость конденсировать воду перед реактором окисления, так как вследствие хорошей растворимости H2S в воде возникают проблемы утилизации кислых вод и коррозии оборудования.
Известен способ удаления элементарной серы из газовых потоков, в котором на первой стадии сероводород и пары серы окисляют до SO2, на второй стадии - восстанавливают все сернистые до сероводорода в присутствии катализатора гидрогенизации/гидрирования, и затем - на третьей стадии проводят селективное окисление сероводорода до серы в присутствии катализатора селективного окисления (патент RU 2438764, МПК B01D 53/86, опубл. 10.01.2012).
Экономически выгодным является процесс селективного окисления сероводорода в отходящих газах процесса Клауса, в котором окисление сероводорода до серы проводят в потоке газа, с контролируемым содержанием сероводорода в пределах 0,8-3,0 об. % (патент US 5897850, МПК B01D 53/52, B01D 53/86, С01В 17/04, опубл. 27.04.1999), предпочтительно содержащем сероводород - менее 1,5 об. % и пары воды - не более 30 об. % при температурах 200-330°С и молярном соотношении О2/H2S в пределах 0,5-1,5. (патент US 5286697, МПК B01D 53/52, B01D 53/86, B01J 21/08, B01J 23/70, B01J 23/74, B01J 23/745, B01J 23/85, B01J 23/86, B01J 27/185, B01J 35/10, С01В 17/04, C10K 1/34, опубл. 15.02.1994, патент US 5352422, МПК B01D 53/52, B01D 53/86, B01J 21/08, B01J 23/70, B01J 23/74, B01J 23/745, B01J 23/85, B01J 23/86, B01J 27/185, B01J 35/10, С01В 17/04, C10K 1/34, опубл. 04.10.1994, патент ЕР 0409353, МПК B01D 53/52, B01D 53/86, B01J 21/08, B01J 23/70, B01J 23/74, B01J 23/745, B01J 23/85, B01J 23/86, B01J 27/185, B01J 35/10, С01В 17/04, C10K 1/34, опубл. 23.01.1991). Этот способ проведения процесса является предпочтительным, поскольку не требует специальной стадии удаления паров воды перед стадией селективного окисления сероводорода.
Предлагаемые способы процессов Superclaus 99 и Superclaus 99.5 позволяют достигать степени извлечения серы 98,8-99,6% (патент RU 2438764, B01D 53/86, опубл. 10.01.2012). Однако, опубликованы данные, что в процессе "Superclaus" реально достигаемая общая степень извлечения серы на промышленных установках составляет 98-98,6% («Oil & Gas Journal, special issue", В. Gene Goar, E. Nasato, May 23, 1994, 51) вместо ожидаемых 99-99,5 («Oil & Gas J", J.A. Lagas, J. Borsboom, 41, 1988, 68, «Нефть, газ за рубежом», Дж. А Лагас, Й. Борсбоом, Г. Хейкооп, №4,1989, с. 105).
Для проведения селективного окисления сероводорода в отходящих газах процесса Клауса предложено использовать железосодержащие катализаторы, нанесенные на носитель (SiO2) (патент US 5352422, МПК B01D 53/52, B01D 53/86, B01J 21/08, B01J 23/70, B01J 23/74, B01J 23/745, B01J 23/85, B01J 23/86, B01J 27/185, B01J 35/10, С01В 17/04, C10K 1/34, опубл. 04.10.1994, патент US 5286697, МПК B01D 53/52, B01D 53/86, B01J 21/08, B01J 23/70, B01J 23/74, B01J 23/745, B01J 23/85, B01J 23/86, B01J 27/185, B01J 35/10, С01В 17/04, C10K 1/34 опубл. 15.02.1994, патент RU 2070089, МПК B01J 23/86, С01В 17/04, B01J 23/86, B01J 101/42, опубл. 10.12.1996, патент US 5814293, МПК B01D 53/86, B01J 23/04, B01J 23/78, B01J 23/86, С01В 17/04, опубл. 29.09.1998, патент US 6207127, МПК B01J 23/76, С01В 17/04, опубл. 27.03.2001). Предлагаемые катализаторы характеризуются удельной поверхностью 20-350 м2/г, общим объемом пор 0,6-0,7 см3/г, средним радиусом пор 40-500  , содержанием каталитически активного материала (0,1-50 мас. %), низким насыпным весом, и очень низкой механической прочностью. Катализаторы характеризуются отрицательной активностью в реакции Клауса. Каталитически активный материал может содержать соединения железа и хрома в количестве 0,1-40 мас. % (патент US 5352422, МПК B01D 53/52, B01D 53/86, B01J 21/08, B01J 23/70, B01J 23/74, B01J 23/745, B01J 23/85, B01J 23/86, B01J 27/185, B01J 35/10, С01В 17/04, C10K 1/34, опубл. 04.10.1994), либо может содержать соединения железа и хрома, в количестве 0,1-10 мас. %, модифицированные соединениями фосфора (патент US 5286697, МПК B01D 53/52, B01D 53/86, B01J 21/08, B01J 23/70, B01J 23/74, B01J 23/745, B01J 23/85, B01J 23/86, B01J 27/185, B01J 35/10, С01В 17/04, C10K 1/34, опубл. 15.02.1994), либо оксиды железа, хрома, марганца, кобальта и/или никеля в количестве 1-10 мас. %, промотированные соединениями фосфора и/или натрия в количестве 0,05-1,0 мас. %, (патент RU 2070089, МПК B01J 23/86, С01В 17/04, B01J 23/86, B01J 101/42, опубл. 10.12.1996), либо соединения железа и хрома, модифицированные щелочными металлами и соединениями фосфора в количестве 0,1-10 мас. % (патент US 5814293, МПК B01D 53/86, B01J 23/04, B01J 23/78, B01J 23/86, С01В 17/04, опубл. 29.09.1998), либо смесь оксидов железа и цинка в количестве 0,1-50 мас. %, модифицированные хлоридами (патент US 6207127, МПК B01J 23/76, С01В 17/04, опубл. 27.03.2001).
, содержанием каталитически активного материала (0,1-50 мас. %), низким насыпным весом, и очень низкой механической прочностью. Катализаторы характеризуются отрицательной активностью в реакции Клауса. Каталитически активный материал может содержать соединения железа и хрома в количестве 0,1-40 мас. % (патент US 5352422, МПК B01D 53/52, B01D 53/86, B01J 21/08, B01J 23/70, B01J 23/74, B01J 23/745, B01J 23/85, B01J 23/86, B01J 27/185, B01J 35/10, С01В 17/04, C10K 1/34, опубл. 04.10.1994), либо может содержать соединения железа и хрома, в количестве 0,1-10 мас. %, модифицированные соединениями фосфора (патент US 5286697, МПК B01D 53/52, B01D 53/86, B01J 21/08, B01J 23/70, B01J 23/74, B01J 23/745, B01J 23/85, B01J 23/86, B01J 27/185, B01J 35/10, С01В 17/04, C10K 1/34, опубл. 15.02.1994), либо оксиды железа, хрома, марганца, кобальта и/или никеля в количестве 1-10 мас. %, промотированные соединениями фосфора и/или натрия в количестве 0,05-1,0 мас. %, (патент RU 2070089, МПК B01J 23/86, С01В 17/04, B01J 23/86, B01J 101/42, опубл. 10.12.1996), либо соединения железа и хрома, модифицированные щелочными металлами и соединениями фосфора в количестве 0,1-10 мас. % (патент US 5814293, МПК B01D 53/86, B01J 23/04, B01J 23/78, B01J 23/86, С01В 17/04, опубл. 29.09.1998), либо смесь оксидов железа и цинка в количестве 0,1-50 мас. %, модифицированные хлоридами (патент US 6207127, МПК B01J 23/76, С01В 17/04, опубл. 27.03.2001).
Однако, установлено, что железосодержащие катализаторы нанесенного типа в предлагаемых условиях проведения процесса (избытка кислорода по отношению к стехиометрически необходимому - O2/H2S=1,0-1,5) дезактивируются за счет образования поверхностных сульфатов железа, которые менее активны по сравнению с оксидом железа («Deactivation of Claus tail-gas treating Catalysts, Cat. Deact.», Berben P.H., Scholten A., Titulaer M.K., Brahma N., Van der Wal W.J.J. and Geus J.W., 1987, p. 303-319). Кроме того, при наличии в кислом газе ароматических углеводородов (1000 ppmv) наблюдается зауглероживание катализатора. Дезактивирующее влияние оказывают и пары воды, приводящие к резкому снижению прочности за счет гидротермального старения (Ind. Eng. Chem. Res. 2007, 46, 6338-6344).
Проблема эффективной очистки отходящих газов способом селективного окисления сероводорода в серу во многом определяется свойствами применяемого катализатора. Катализатор должен проявлять конверсию сероводорода и селективность на таком уровне, чтобы обеспечивать выход серы в рабочем интервале температур не менее 85%. Кроме того, катализатор должен проявлять высокую устойчивость к дезактивирующим факторам: к сульфидированию, к сульфатированию, к дезактивации углеводородами, а также проявлять термическую и гидротермическую стабильность.
Наиболее близким по техническому решению к заявленному изобретению является катализатор и процесс селективного окисления сероводорода кислородом в присутствии 0-30 об. % водяного пара, в интервале температур 200-300°С при объемной скорости газового потока 900-4000 час-1, обеспечивающий выход серы не менее 85% в указанных условиях эксплуатации (патент RU 2288888, МПК С01В 17/04, B01D 53/86, B01J 27/18, B01J 37/04, B01J 37/08, опубл. 10.12.2006). Катализатор для процесса включает соединения железа и модифицирующую добавку, в качестве которой используют кислородосодержащие соединения фосфора, в частности ортофосфорную кислоту и имеет следующий состав, мас. % в пересчете на оксиды: Fe2O3 83-89, Р2О5 11-17. Катализатор не чувствителен к воде, ее не нужно конденсировать. Однако данный катализатор характеризуется не оптимизированной текстурой: имеет высокий насыпной вес, низкий суммарный объем пор, малую удельную поверхность.
В основу предлагаемого изобретения положена задача разработки процесса окисления сероводорода на железосодержащих катализаторах с оптимизированной текстурой в многокомпонентных газовых смесях, содержащих H2S 0,3-15 об. %, SO2, водяной пар до 40 об. %, оксид углерода, диоксид углерода, водород, углеводороды, азот; при соотношении O2/H2S в пределах 0,15-5,0.
Поставленная задача решается с помощью процесса окисления сероводорода путем пропускания газовой смеси, включающей сероводород и кислород над железосодержащим катализатором. Окисление проводят в присутствии катализаторов, содержащих силикаты и/или алюмосиликаты в количестве 1,0-40,0 мас. % и кислородсодержащие соединения фосфора и/или бора и катализатор имеет следующий состав, в пересчете на оксид, мас. %:
или катализатор имеет следующий состав, в пересчете на оксид, мас. %:
по крайней мере одно соединение дополнительного металла, выбранного из группы: кобальт, марганец, цинк, хром, медь, никель, титан, молибден, вольфрам, ванадий, в пересчете на оксид 0,1-30,0 мас. %:
Предпочтительно проводят процесс селективного окисления сероводорода в элементарную серу при температуре 180-300°С, с последующим отделением образовавшейся серы.
Предпочтительно процесс окисления сероводорода проводят при содержании сероводорода 0,3-15 об. %.
Предпочтительно процесс окисления сероводорода проводят при содержании сероводорода 0,8-1,5 об. %.
Предпочтительно процесс окисления сероводорода проводят при содержании сероводорода 0,3-15 об. % и соотношении 02/H2S в пределах 0,15-5,0.
Предпочтительно процесс окисления сероводорода проводят при соотношении O2/H2S в пределах 0,55-1,0.
Предпочтительно объемная скорость пропускания газовой смеси составляет 700-9000 час-1.
Предпочтительно объемная скорость пропускания газовой смеси составляет 900-1800 час-1.
Предпочтительно процесс окисления сероводорода проводят в присутствии паров воды при содержании паров воды до 40 об. %.
Предпочтительно процесс используют для обессеривания отходящих газов процесса Клауса, очистки биогазов, газов природного происхождения, топливных газов, газов коксовых печей, отходящих газов химических предприятий.
Предпочтительно процесс проводят в третьем и/или четвертом реакторе установки получения серы по процессу Клауса после предварительной стадии восстановления сернистых соединений: SO2, пары серы, меркаптаны, COS, CS2 до сероводорода в присутствии катализатора гидрирования-гидрогенизации при температуре 200-350°С.
Предпочтительно процесс проводят в третьем и/или четвертом реакторе установки получения серы по процессу Клауса при температуре 180-300°С путем пропускания газовой смеси с содержанием сероводорода 0,5-2,5 об. %, SO2 - не более 0,2 об. %, водяного пара 10-40 об. %, при объемной скорости пропускания газовой смеси 900-1800 час-1, при соотношении O2/H2S=0,65-1,0.
Предпочтительно процесс проводят в присутствии катализатора путем пропускания газовой смеси с содержанием сероводорода 0,3-15 об. %, водяного пара до 40 об. % в каскаде последовательно расположенных реакторов, а воздух при этом подают отдельно в каждый реактор в количестве, соответствующем подаче кислорода при соотношении O2/H2S в пределах 0,15-5,0.
Предпочтительно процесс проводят при температуре более 350°С для окисления сероводорода до двуокиси серы при соотношении O2/H2S более 2,0, при объемной скорости пропускания газовой смеси 900-6000 час-1, при содержании паров воды до 30 об. %
Предпочтительно процесс используют для очистки хвостовых газов процесса Клауса, где на первой ступени проводят реакцию полного окисления H2S до SO2, на второй ступени проводят восстановление всех сернистых соединений до H2S, на третьей ступени - селективное окисление в присутствии железосодержащего катализатора, описанного выше.
Для проведения процесса окисления сероводорода при различных способах его проведения и на различных серосодержащих газах предложено использовать варианты железосодержащих катализаторов с оптимизированной текстурой.
Предложенные железосодержащие катализаторы характеризуются оптимизированной текстурой, что позволяет достигать высокой начальной каталитической активности и минимизировать дезактивацию катализаторов за счет отложений серы в порах катализаторов, что увеличивает срок эффективной эксплуатации.
Предложенные железосодержащие катализаторы характеризуются минимальной активностью в реакции Клауса, что позволяет достигать высокой селективности процесса.
Гранулы катализаторов обладают высокой механической прочностью (4 МПа), что важно для сохранения их целостности при транспортировке и загрузки в реактор, а также сводит к минимуму рост гидродинамического сопротивления потоку за счет разрушения гранул во время эксплуатации катализаторов.
Техническим результатом предлагаемого решения является разработка процесса окисления сероводорода, который в зависимости от условий проведения процесса может быть использован в различных технологиях - для обессеривания отходящих газов процесса Клауса, очистки биогазов, газов природного происхождения, топливных газов, газов коксовых печей, отходящих газов химических предприятий.
Измерение значения удельной поверхности по азоту проводили на газометре ГХ-1 по ГОСТ 23401 по адсорбции азота методом БЭТ. Прочность катализатора на раздавливание по образующей (МПа) определяли на приборе МП-9С по предельному усилию разрушения, отнесенному к условному сечению гранулы. Измерение распределения пор по размерам проводили методом ртутной порометрии на поромере 2000 фирмы "Carlo Erba" (Италия). Измерение массовых долей компонентов катализаторов проводили на приборе "СПЕКТРОСКАН".
Рентгенографическое исследование образцов проведены на порошковом дифрактометре D8 Advance (фирмы «Bruker») в CuKα - излучении, в следующих режимах: шаг сканирования - 0,10, время накопления сигнала 7 сек/точке, напряжение и ток накала 40 kV и 40 mA, соответственно. Расшифровка полученных дифрактограмм проводилась с использованием базы данных по порошковой дифракции ICDD PDF-2 2006 года.
Измерение каталитической активности проводили на лабораторной установке с использованием кварцевого реактора проточного типа, анализ реакционной смеси проводили хроматографическим методом.
Пример 1.
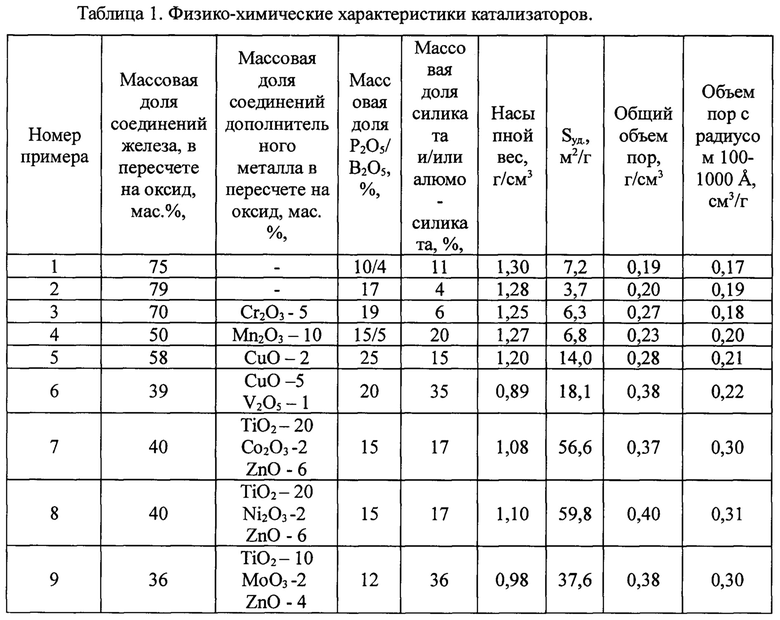
Способ приготовления катализаторов, предлагаемых для использования в процессах окисления сероводорода, основан на смешении соединений железа в виде оксидов, гидроксидов, солей и/или их смесей, алюмосиликатов и/или силикатов, пороструктурирующих добавок с кислородсодержащими соединениями фосфора и/или бора, с дополнительным введением соединений модифицирующих металлов, и последующую экструзию, сушку и термообработку при температурах 300-750°С.
В таблице 1 представлены варианты составов и физико-химические свойства используемых катализаторов в предлагаемом процессе и прототипа.

В таблицах 2-5 представлены данные о каталитических свойствах катализаторов в зависимости от условий проведения процесса.
В зависимости от содержания паров воды сероводородсодержащие газы можно условно разделить на две основные группы - газы, содержащие в составе 10-40 об. % паров воды (например, отходящие газы процесса Клауса) и газы природного происхождения, содержащие в составе менее 7 об. % паров воды.
Пример 2.
Каталитические свойства образца, приготовленного по примеру 1, в условиях очистки отходящих газов процесса Клауса. Состав газа моделирует возможность применения катализатора селективного окисления на четвертой стадии на установке получения серы (УПС) процесса Клауса, когда - на третьей каталитической ступени было предварительно проведено восстановление диоксида серы и паров серы до H2S в присутствии Со-Мо катализатора, при этом в составе газа содержатся преимущественно сероводород (1,1 об. %) и пары воды (30 об. %).
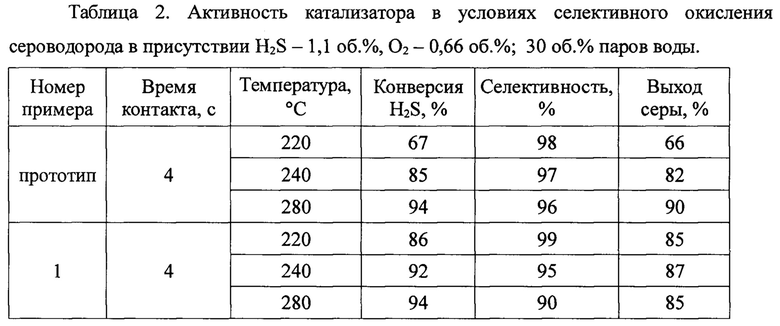
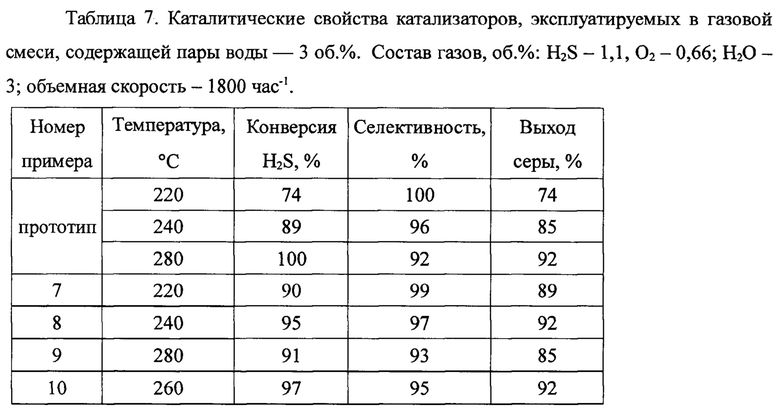
Предлагаемый катализатор проявляет высокие каталитические свойства в присутствии 30 об. % паров воды во всем интервале температур 220-280°С и позволяет достигать выхода серы не ниже 85%. Представленные данные показывают преимущество предлагаемого катализатора по сравнению с прототипом по выходу серы во всем диапазоне температур 220-280°С.
Пример 3.
Каталитические свойства образца, приготовленного по примеру 2, в условиях очистки отходящих газов процесса Клауса. Состав газа моделирует возможность применения катализатора на четвертой каталитической ступени установки получения серы (УПС) процесса Клауса, при этом состав газа отличается низким содержанием сероводорода, включает SO2 и содержит 35-40 об. % паров воды.
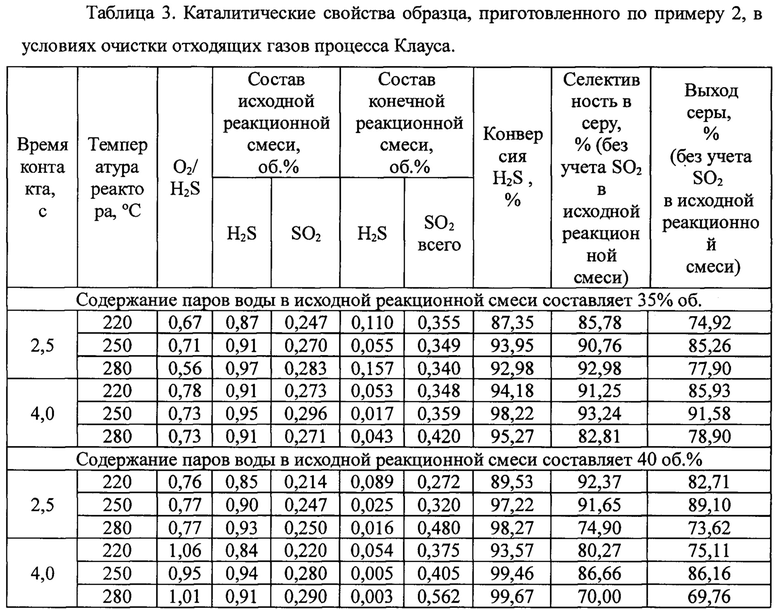
Приведенные данные свидетельствуют о возможности эффективного извлечения серы в присутствии предлагаемого катализатора на четвертой каталитической ступени при времени контакта 4 с в области температур 220-250°С и содержании паров воды до 35 об. %. Увеличение содержания паров воды до 40% приводит к уменьшению температурного интервала, в котором достигается выход серы более 85% за счет резкого снижения селективности при температуре 280°С.
Достоинством предлагаемого процесса является возможность подавать воздух для окисления сероводорода в небольшом избытке по сравнению со стехиометрией, что предотвращает протекание побочных реакций глубокого окисления и упрощает управление процессом в условиях колебания состава и расхода реакционной смеси.
Пример 4.
Каталитические свойства образца, приготовленного по примеру 3, в условиях очистки природных или попутных нефтяных газов. Окисление сероводорода проводят в потоке газа в присутствии углеводородов, водорода, СО и паров воды. Состав газа, об. %: H2S - 1,7, O2 - 5, метан - 20, пропан - 3, пары бензола - 0,4, пары воды - 3-5, водород - 0,5, СО - 1, остальное - азот. Время контакта - 4 с.
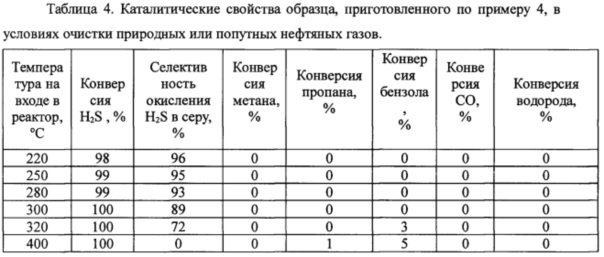
Приведенные данные показывают возможность очистки природного или попутного нефтяного газа от сероводорода в присутствии предлагаемого катализатора в присутствии больших количеств углеводородов, которые при этом не подвергаются окислительным превращениям в области рабочих температур 220-300°С. Это дает возможность использовать предлагаемый катализатор для очистки природного газа от сероводорода в одну стадию с одновременным получением элементарной серы.
Пример 5.
Каталитические свойства образцов, приготовленных по примерам 5 и 6, в условиях очистки природных газов при составе газа на входе в реактор: содержание сероводорода 9 об. % и содержании паров воды 3 об. %. Тест моделирует процесс окисления сероводорода в трех последовательных реакторах с промежуточным удалением серы, при этом в первых двух реакторах для избежания перегревов соотношение O2/H2S задается ниже стехиометрически необходимого, а в третьем реакторе O2/H2S составляет 0,65.
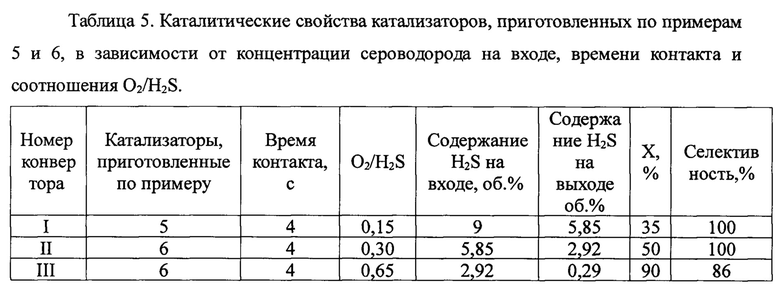
Данные, приведенные в таблице 5, показывают, что газы, содержащие сероводород более 3 об. % возможно перерабатывать в технологиях, включающих несколько последовательных стадий с промежуточным удалением серы. Проведение реакции окисления сероводорода в условиях, когда соотношение O2/H2S<0,5, приводит к снижению конверсии сероводорода, но к достижению высокой селективности (100%), что позволяет эффективно извлекать серу на каждой из стадий.
Пример 6.
Каталитические свойства образца, приготовленного по примеру 3, в условиях глубокого окисления сероводорода. Состав газа, об. %: H2S - 1,5, O2 - 5, пары воды - 25, остальное - азот.
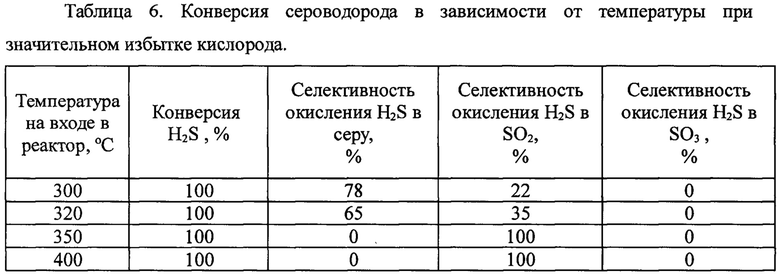
Данные, приведенные в таблице 6, показывают, что при температуре выше 350°С и избытке кислорода по отношению к стехиометрически необходимому количеству, протекает глубокое окисление сероводорода до диоксида серы без образования триоксида серы. Это свойство катализатора позволяет использовать его в технологиях, основанных на реакции глубокого окисления сероводорода.
Пример 7. Каталитические свойства катализаторов в условиях очистки промышленных, природных или попутных нефтяных газов. Процесс проводят в проточном реакторе со стационарным слоем катализатора.
В таблице 7 представлены каталитические свойства катализаторов, приготовленных по примерам 7-10 (см. таблицу 1), эксплуатируемых в газовой смеси, содержащей пары воды - 3 об. %.
Приведенные данные (таблицы 2-7) свидетельствуют о том, что использование железосодержащих катализаторов с оптимизированной текстурой позволяет использовать их в различных процессах окисления сероводорода в зависимости от условий протекания процесса.
Катализатор характеризуется малой чувствительностью к содержанию паров воды, что позволяет перерабатывать газы различного происхождения и технологическое оформление процесса не требует удаления воды перед стадией селективного окисления сероводорода.
Катализатор инертен в отношении реакций глубокого окисления углеводородов, СО и водорода в области температур 200-400°С, что позволяет использовать его для очистки газов различного происхождения от сероводорода.
Катализатор характеризуется малой чувствительностью к изменению соотношения O2/H2S в пределах 0,55-1,0, что предотвращает протекание побочных реакций в интервале температур 200-280°С и позволяет достигать высоких выходов серы; кроме того, эти условия процесса минимизируют дезактивацию катализатора за счет сульфатации и сульфидирования, что увеличивает срок эффективной эксплуатации.
При температуре выше 350°С и избытке кислорода по отношению к стехиометрически необходимому количеству, катализатор окисляет сероводород до диоксида серы без образования триоксида серы. Это свойство катализатора позволяет использовать его в технологиях, основанных на реакции глубокого окисления сероводорода.
Приведенные данные (таблицы 2-7) свидетельствуют о возможности эффективной очистки газов различного происхождения, таких как отходящие газы процесса Клауса, природные газы, попутные нефтяные газы. Газы, содержащие сероводород в высоких концентрациях возможно перерабатывать в технологиях, предусматривающих: переработку в нескольких последовательно включенных реакторах, либо в одном многосекционном реакторе с порционной подачей кислорода в каждый реактор или в секцию. При переработке сильно запыленных газов рекомендуется использовать катализатор в форме колец.
| название | год | авторы | номер документа |
|---|---|---|---|
| Катализатор для селективного окисления сероводорода и способ его применения | 2021 |
|
RU2766555C1 |
| Катализатор для селективного окисления сероводорода (варианты) | 2016 |
|
RU2629193C1 |
| Каталитическая композиция на основе оксидных соединений титана и алюминия и ее применение | 2021 |
|
RU2775472C1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ СЕРЫ ИЗ ГАЗА, СОДЕРЖАЩЕГО СЕРОВОДОРОД | 1999 |
|
RU2232128C2 |
| Способ получения алюмооксидных катализаторов процесса Клауса и применение их на установках получения серы | 2019 |
|
RU2711605C1 |
| Способ переработки сероводородсодержащих газов с получением элементарной серы и установка для его осуществления | 2024 |
|
RU2827896C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЭЛЕМЕНТНОЙ СЕРЫ ИЗ КИСЛОРОДСОДЕРЖАЩЕГО МЕТАЛЛУРГИЧЕСКОГО СЕРНИСТОГО ГАЗА | 2007 |
|
RU2356832C2 |
| СПОСОБ УТИЛИЗАЦИИ СЕРОВОДОРОДА КАТАЛИТИЧЕСКИМ ОКИСЛЕНИЕМ В ЭЛЕМЕНТАРНУЮ СЕРУ | 2013 |
|
RU2552443C2 |
| СПОСОБ ОЧИСТКИ ПОПУТНОГО НЕФТЯНОГО ГАЗА ОТ СЕРОВОДОРОДА | 2013 |
|
RU2552445C2 |
| СПОСОБ ОЧИСТКИ ГАЗОВЫХ ПОТОКОВ ОТ СЕРОВОДОРОДА | 2012 |
|
RU2535041C2 |
Изобретение относится к очистке газов и может быть использовано для обессеривания газов различного происхождения, содержащих 0,3-15,0 об.% сероводорода: отходящих газов процесса Клауса, биогазов, природного происхождения, топливных, коксовых печей, выбросов химических производств. Процесс окисления сероводорода проводят путем пропускания газовой смеси, включающей сероводород и кислород, над катализатором. Катализатор имеет следующий состав, в пересчете на оксид, мас.%: Fe2O3 (36,0-85,0); P2O5/B2O5 (14,0-25,0), силикаты и/или алюмосиликаты (1,0-40,0). Дополнительно катализатор может содержать по крайней мере одно соединение металла, выбранного из группы: кобальт, марганец, цинк, хром, медь, никель, титан, молибден, вольфрам, ванадий, в пересчете на оксид 0,1-30,0 мас.%. Обеспечивается повышение эффективности процесса извлечения серы из газов различного происхождения за счет использования катализатора, характеризующегося малой чувствительностью к содержанию паров воды и к изменению соотношения O2/H2S, инертностью в отношении реакций глубокого окисления при температурах 200-400°С. 14 з.п. ф-лы, 7 табл., 7 пр.
1. Процесс окисления сероводорода путем пропускания газовой смеси, включающей сероводород и кислород, над железосодержащим катализатором, отличающийся тем, что окисление проводят в присутствии катализаторов, содержащих силикаты и/или алюмосиликаты в количестве 1,0-40,0 мас.%, и кислородсодержащие соединения фосфора и/или бора, и катализатор имеет следующий состав в пересчете на оксид, мас.%:
или катализатор имеет следующий состав, в пересчете на оксид, мас.%:
по крайней мере одно соединение дополнительного металла, выбранного из группы: кобальт, марганец, цинк, хром, медь, никель, титан, молибден, вольфрам, ванадий, в пересчете на оксид 0,1-30,0 мас.%,
2. Процесс по п. 1, отличающийся тем, что проводят селективное окисление сероводорода в элементарную серу при температуре 180-300°C с последующим отделением образовавшейся серы.
3. Процесс по п. 2, отличающийся тем, что окисление сероводорода проводят при содержании сероводорода 0,3-15 об.%.
4. Процесс по п. 3, отличающийся тем, что окисление сероводорода проводят при содержании сероводорода 0,8-1,5 об.%.
5. Процесс по п. 3, отличающийся тем, что окисление сероводорода проводят при содержании сероводорода 0,3-15 об.% и соотношении O2/H2S в пределах 0,15-5,0.
6. Процесс по п. 5, отличающийся тем, что окисление сероводорода проводят при соотношении O2/H2S в пределах 0,55-1,0.
7. Процесс по п. 2, отличающийся тем, что объемная скорость пропускания газовой смеси составляет 700-9000 час-1.
8. Процесс по п. 7, отличающийся тем, что объемная скорость пропускания газовой смеси составляет 900-1800 час-1.
9. Процесс по п. 2, отличающийся тем, что окисление сероводорода проводят в присутствии паров воды при содержании паров воды до 40 об.%.
10. Процесс по любому из пп. 2-9, отличающийся тем, что его используют для обессеривания отходящих газов процесса Клауса, очистки биогазов, газов природного происхождения, топливных газов, газов коксовых печей, отходящих газов химических предприятий.
11. Процесс по любому из пп. 2-9, отличающийся тем, что процесс проводят в третьем и/или четвертом реакторе установки получения серы по процессу Клауса после предварительной стадии восстановления сернистых соединений: SO2, пары серы, меркаптаны, COS, CS2 до сероводорода в присутствии катализатора гидрирования-гидрогенизации при температуре 200-350°C.
12. Процесс по любому из пп. 2-9, отличающийся тем, что процесс проводят в третьем и/или четвертом реакторе установки получения серы по процессу Клауса при температуре 180-300°C путем пропускания газовой смеси с содержанием сероводорода 0,5-2,5 об.%, SO2 - не более 0,2 об.%, водяного пара 10-40 об.%, при объемной скорости пропускания газовой смеси 900-1800 час-1, при соотношении O2/H2S=0,65-1,0.
13. Процесс по любому из пп. 2-9, отличающийся тем, что процесс проводят в присутствии катализатора путем пропускания газовой смеси с содержанием сероводорода 0,3-15 об.%, водяного пара до 40 об.% в каскаде последовательно расположенных реакторов, а воздух при этом подают отдельно в каждый реактор в количестве, соответствующем подаче кислорода при соотношении О2/H2S в пределах 0,15-5,0.
14. Процесс по п. 1, отличающийся тем, что его проводят при температуре более 350°C для окисления сероводорода до двуокиси серы при соотношении O2/H2S более 2,0, при объемной скорости пропускания газовой смеси 900-6000 час-1, при содержании паров воды до 30 об.%.
15. Процесс по п. 14, отличающийся тем, что его используют для очистки хвостовых газов процесса Клауса, где на первой ступени проводят реакцию полного окисления H2S до SO2, на второй ступени проводят восстановление всех сернистых соединений до H2S, на третьей ступени - селективное окисление в присутствии катализатора по любому из пп. 2-9.
| КАТАЛИЗАТОР ДЛЯ СЕЛЕКТИВНОГО ОКИСЛЕНИЯ СЕРОВОДОРОДА, СПОСОБ ЕГО ПОЛУЧЕНИЯ И СПОСОБ СЕЛЕКТИВНОГО ОКИСЛЕНИЯ СЕРОВОДОРОДА ДО ЭЛЕМЕНТАРНОЙ СЕРЫ | 2005 |
|
RU2288888C1 |
| СПОСОБ ОЧИСТКИ ГАЗОВЫХ ПОТОКОВ ОТ СЕРОВОДОРОДА | 2012 |
|
RU2535041C2 |
| RU 2059428 C1, 10.05.1996 | |||
| US 4532119 A, 30.07.1985 | |||
| US 6267874 B1, 31.07.2001. | |||

