Изобретение относится к деревообрабатывающей промышленности и может быть использовано при изготовлении древесно-стружечных плит.
Известен способ производства древесно-стружечных плит, включающий перемешивание измельченной древесины с синтетическим связующим, холодную подпрессовку и горячее прессование плит (Шварцман Г.М. Производство древесно-стружечных плит / Г.М. Шварцман - М.: Лесная промышленность, 1977. - с. 70-250). В качестве связующего могут быть использованы карбамидоформальдегидные или фенолформальдегидные смолы.
Основным недостатком древесно-стружечных плит, полученных этим способом, является их недостаточная прочность и водостойкость.
Технический результат - создание способа производства древесно-стружечных плит с повышенной прочностью, малыми значениями разбухания по толщине и водопоглощения.
Технический результат достигается тем, что способ изготовления древесно-стружечных плит, заключающийся в перемешивании измельченной древесины с синтетическим связующим, с последующей холодной подпрессовкой и горячим прессованием, согласно изобретению в качестве связующего используют фурановое связующее, включающее фурфуролацетоновой мономер ФА и отвердитель - n-толуолсульфокислоту при следующем соотношении ингредиентов, мас.ч.:
при следующем соотношении компонентов фуранового связующего, мас.ч.:
а горячее прессование древесно-стружечных плит осуществляют при температуре плит пресса 180-220°С.
Фурановое связующее готовят следующим образом. Исходные компоненты смешивают в смесителе с водяной рубашкой, снабженном высокооборотной мешалкой. Компоненты фуранового связующего (фурфуролацетоновый мономер ФА, n-толуолсульфокислота) подаются раздельно в смеситель, где в течение 10…15 мин. происходит смешивание компонентов между собой и образование однородного состава. Дозировку фурфуролацетонового мономера ФА и n-толуолсульфокислоты производят весовым методом. Из смесителя подготовленное фурановое связующее подается в расходную емкость.
Из расходной емкости подготовленное фурановое связующее подается на стадию осмоления древесных частиц в высокооборотном смесителе.
Осмоленные древесные частицы направляются в формирующую машину для формирования древесно-стружечного ковра. Древесно-стружечный ковер подпрессовывается в холодном прессе, затем осуществляется его прессование в горячем прессе при температуре плит пресса 180-220°С.
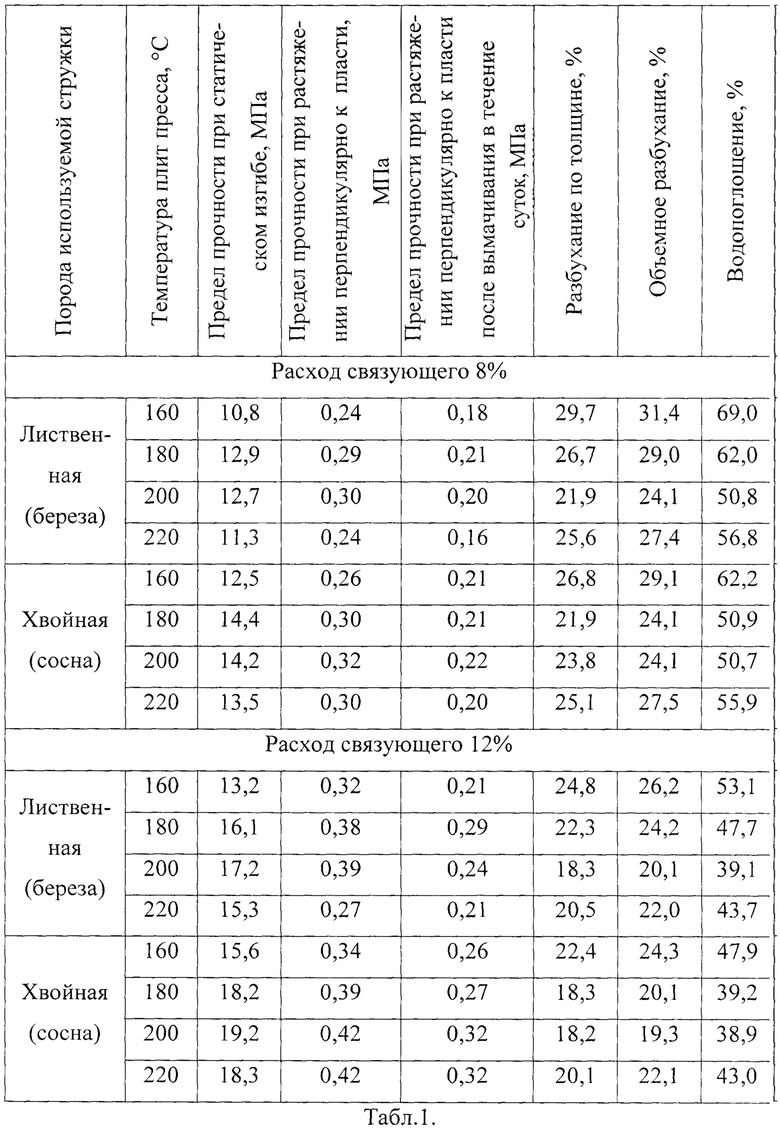
В табл. 1 приведены физико-механические свойства древесно-стружечных плит на основе фенолформальдегидного олигомера СФЖ-3014; в табл. 2 приведены физико-механические свойства древесностружечных плит на основе фуранового связующего.
Для изготовления однослойных образцов древесно-стружечных плит использовалась специальная резаная стружка из древесины березы с отбором фракции 10/2, фенолформальдегидный олигомер СФЖ-3014 и клеевая композиция на основе фурфуролацетонового мономера ФА в смеси с отвердителем - n-толуолсульфокислотой в количестве 5 мас.ч. Изготовление плит проводилось при следующих постоянных факторах:
- толщина плит 16 мм;
- плотность плит 750 кг/м3;
- удельное давление прессования 2 МПа;
- продолжительность выдержки под давлением 8 мин (0,5 мин/1 мм толщины).
Из табл. 2 видно, что при производстве древесно-стружечных плит на основе фуранового связующего при повышенной температуре прессования удается достичь высокой прочности, малых значений разбухания по толщине и водопоглощения.

| название | год | авторы | номер документа |
|---|---|---|---|
| КЛЕЙ ДЛЯ ИЗГОТОВЛЕНИЯ ДРЕВЕСНО-СТРУЖЕЧНЫХ ПЛИТ | 2014 |
|
RU2571908C2 |
| Клей для изготовления древесно-стружечных плит и плит на основе отходов однолетних растений | 2019 |
|
RU2726232C1 |
| Способ изготовления древесностружечных плит | 1989 |
|
SU1759627A1 |
| Клей | 1979 |
|
SU854970A1 |
| КЛЕЙ ДЛЯ ФАНЕРЫ | 2000 |
|
RU2190651C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СОДЕРЖАНИЯ СВОБОДНОГО АЦЕТОНА В КЛЕЕНЫХ ДРЕВЕСНЫХ МАТЕРИАЛАХ НА ОСНОВЕ ФУРАНОВОЙ СМОЛЫ | 2011 |
|
RU2470296C2 |
| Способ изготовления древесностружечных плит | 1982 |
|
SU1027051A1 |
| КЛЕЙ ДЛЯ ФАНЕРЫ | 2017 |
|
RU2665404C1 |
| КЛЕЙ ДЛЯ ФАНЕРЫ | 2004 |
|
RU2287548C2 |
| Пресс-композиция для древесно-стружечных плит | 1984 |
|
SU1344766A1 |
Изобретение относится к деревообрабатывающей промышленности, в частности к изготовлению древесно-стружечных плит. Измельченную древесину перемешивают с синтетическим связующим с последующей холодной подпрессовкой и горячим прессованием. В качестве связующего используют фурановое связующее, включающее фурфуролацетоновый мономер ФА и отвердитель - n-толуолсульфокислоту. Горячее прессование древесно-стружечных плит осуществляют при температуре плит пресса 180-220°С. Повышается прочность, уменьшается разбухание по толщине и водопоглощение древесно-стружечных плит. 2 табл.
Способ изготовления древесно-стружечных плит, заключающийся в перемешивании измельченной древесины с синтетическим связующим с последующей холодной подпрессовкой и горячим прессованием, отличающийся тем, что в качестве связующего используют фурановое связующее, включающее фурфуролацетоновый мономер ФА и отвердитель - n-толуолсульфокислоту при следующем соотношении ингредиентов, мас.ч.:
при следующем соотношении компонентов фуранового связующего, мас.ч.:
а горячее прессование древесно-стружечных плит осуществляют при температуре плит пресса 180-220 °C.
| ШВАРЦМАН Г.М | |||
| Производство древесно-стружечных плит | |||
| М., Лесная промышленность, 1987, с | |||
| Деревянный торцевой шкив | 1922 |
|
SU70A1 |
| КЛЕЙ ДЛЯ ИЗГОТОВЛЕНИЯ ДРЕВЕСНО-СТРУЖЕЧНЫХ ПЛИТ | 2014 |
|
RU2571908C2 |
| КЛЕЙ ДЛЯ ФАНЕРЫ | 2000 |
|
RU2190651C2 |
| US 4376745 A1, 15.03.1983 | |||
| US 4257996 A1, 24.03.1981. | |||

