Изобретение относится к производству пружин, изготавливаемых горячей навивкой.
Известна линия для производства пружин горячей навивкой (варианты) (патент РФ на полезную модель №116378, опубл. 27.05.2012), содержащая единый технологический модуль, включающий устройство нагрева прутков, устройство формирования концов прутков, устройства навивки и закалки пружин, печь для отпуска, охлаждающее устройство, агрегат технологического обжатия пружин с контролем их силовых характеристик, установку шлифовки торцов опорных витков и установку дробеструйной обработки. При этом единый технологический модуль содержит функционально и кинематически связанные устройство нагрева прутков, устройство формирования концов прутков, устройство навивки пружин и их непрерывно-последовательной закалки.
Недостатком данной линии является низкая производительность изготовления пружин, так как в едином технологическом модуле неразрывно связаны две операции - нагрева прутка и навивки пружины. При этом происходит следующее: передний конец прутка, нагреваемого для навивки пружины, при выходе из индуктора входит в зацеп оправки, на которую навивается пружина, и навивка пружины производится со скоростью перемещения прутка через индуктор. Увеличение скорости навивки невозможно, потому что в этом случае происходит «недогрев» прутка, и нужная структура для последующей закалки пружины не сможет образоваться.
Также известна линия для производства пружин горячей навивкой (варианты), выбранная в качестве прототипа (патент РФ на полезную модель №145346, опубл. 20.09.2014), содержащая дополнительно устройство, которое с одной стороны осуществляет разделение процессов нагрева прутка и навивки, с другой стороны сохраняет все стабилизационные характеристики, необходимые для качественного осуществления процесса навивки.
В соответствии с описанием указанной полезной модели процесс изготовления пружины разделяется на три ступени. Нагрев прутка на всю длину при непрерывно-последовательном перемещении прутка через нагреватель (индуктор), размещение всего прутка в разделительном устройстве, сохраняющем температуру нагрева для стабилизации процессов, и захват прутка и навивка пружины на оправку с повышенной скоростью. При этом навивка пружины начинается только после размещения прутка на всю длину в разделительном устройстве, так как это позволяет вести навивку со скоростями, значительно большими, чем скорость нагрева, увеличивая в несколько раз производительность навивки пружин. Навиваемая с повышенной скоростью пружина перемещается непрерывно последовательно вместе с оправкой в закалочное устройство с выдерживанием временной паузы между моментом формирования витка и началом закалки и закаливается в закалочном устройстве.
Однако указанная линия также не обладает достаточной производительностью и не обеспечивает качество изготавливаемых пружин с требуемой структурой и повышенными характеристиками, поскольку острые кромки, выступающие за пределы диаметра прутка пружины, служат концентраторами напряжения, способствующими образованию закалочных трещин.
Техническим результатом заявляемого изобретения является повышение производительности процесса изготовления и качества пружин
Указанный технический результат достигается несколькими вариантами компоновки линий для изготовления пружин горячей навивкой.
По первому варианту технический результат достигается с помощью линии для изготовления пружин горячей навивкой, содержащей установку отбраковки прутков, установку мерной резки прутков, устройство нагрева прутков, устройство навивки пружин из прутков, устройство непрерывно-последовательной закалки пружин, печь для отпуска пружин, охлаждающее устройство, устройство формирования опорных витков пружин, установку шлифовки торцов опорных витков пружин, установку дробеструйной обработки пружин, пресс многократного обжатия, пост контроля геометрических и силовых характеристик пружин, установку окраски пружин, линия содержит установку для снятия фасок на прутках для устранения концентратора напряжений, предотвращения образований закалочных трещин и исключения ручной слесарной операции; линия может быть снабжена термостатом, расположенным после устройства нагрева прутков и предназначенным для выравнивания температуры прутка по всей длине с целью навивки пружин с требуемой структурой и повышенными характеристиками качества; линия может содержать механизм клеймения пружин, расположенный после термостата, для идентификации пружин.
По второму варианту технический результат достигается с помощью линии для изготовления пружин горячей навивкой, содержащей установку отбраковки прутков, установку мерной резки прутков, устройство нагрева прутков, устройство навивки пружин из прутков, устройство непрерывно-последовательной закалки пружин, печь для отпуска пружин, охлаждающее устройство, установку шлифовки торцов опорных витков пружин, установку дробеструйной обработки пружин, пресс многократного обжатия, пост контроля геометрических и силовых характеристик пружин, установку окраски пружин, линия содержит установку для снятия фасок на прутках для устранения концентратора напряжений, предотвращения образований закалочных трещин и исключения ручной слесарной операции, линия может быть снабжена термостатом, расположенным после устройства нагрева прутков, предназначенным для выравнивания температуры прутка по всей длине с целью навивки пружин с требуемой структурой и повышенными характеристиками качества, линия может содержать механизм клеймения пружин, расположенный после термостата, для идентификации пружин.
По третьему варианту технический результат достигается с помощью линии для изготовления пружин горячей навивкой, содержащей установку отбраковки прутков, устройство нагрева прутков, устройство навивки пружин из прутков, устройство непрерывно-последовательной закалки пружин, печь для отпуска пружин, охлаждающее устройство, устройство формирования опорных витков пружин, установку шлифовки торцов опорных витков пружин, установку дробеструйной обработки пружин, пресс многократного обжатия, пост контроля геометрических и силовых характеристик пружин, установку окраски пружин, линия содержит установку для снятия фасок на прутках для устранения концентратора напряжений, предотвращения образований закалочных трещин и исключения ручной слесарной операции, линия может быть снабжена термостатом, расположенным после устройства нагрева прутков, предназначенным для выравнивания температуры прутка по всей длине с целью навивки пружин с требуемой структурой и повышенными характеристиками качества, линия может содержать механизм клеймения пружин, расположенный после термостата, для идентификации пружин.
По четвертому варианту технический результат достигается с помощью линии для изготовления пружин горячей навивкой, содержащей установку отбраковки прутков, устройство нагрева прутков, устройство навивки пружин из прутков, устройство непрерывно-последовательной закалки пружин, печь для отпуска пружин, охлаждающее устройство, установку шлифовки торцов опорных витков пружин, установку дробеструйной обработки пружин, пресс многократного обжатия, пост контроля геометрических и силовых характеристик пружин, установку окраски пружин, линия содержит установку для снятия фасок на прутках для устранения концентратора напряжений, предотвращения образований закалочных трещин и исключения ручной слесарной операции, линия может быть снабжена термостатом, расположенным после устройства нагрева прутков, предназначенным для выравнивания температуры прутка по всей длине с целью навивки пружин с требуемой структурой и повышенными характеристиками качества, линия может содержать механизм клеймения пружин, расположенный после термостата, для идентификации пружин.
По пятому варианту технический результат достигается с помощью линии для изготовления пружин горячей навивкой, содержащей установку отбраковки прутков, установку мерной резки прутков, устройство нагрева прутков, устройство навивки пружин из прутков, устройство непрерывно-последовательной закалки пружин, печь для отпуска пружин, охлаждающее устройство, установку дробеструйной обработки пружин, пресс многократного обжатия, пост контроля геометрических и силовых характеристик пружин, установку окраски пружин, линия содержит установку для снятия фасок на прутках для устранения концентратора напряжений, предотвращения образований закалочных трещин и исключения ручной слесарной операции, линия может быть снабжена термостатом, расположенным после устройства нагрева прутков, предназначенным для выравнивания температуры прутка по всей длине с целью навивки пружин с требуемой структурой и повышенными характеристиками качества, линия может содержать механизм клеймения пружин, расположенный после термостата, для идентификации пружин.
По шестому варианту технический результат достигается с помощью линии для изготовления пружин горячей навивкой, содержащей установку отбраковки прутков, устройство нагрева прутков, устройство навивки пружин из прутков, устройство непрерывно-последовательной закалки пружин, печь для отпуска пружин, охлаждающее устройство, установку дробеструйной обработки пружин, пресс многократного обжатия, пост контроля геометрических и силовых характеристик пружин, установку окраски пружин, линия содержит установку для снятия фасок на прутках для устранения концентратора напряжений, предотвращения образований закалочных трещин и исключения ручной слесарной операции, линия может быть снабжена термостатом, расположенным после устройства нагрева прутков, предназначенным для выравнивания температуры прутка по всей длине с целью навивки пружин с требуемой структурой и повышенными характеристиками качества, линия может содержать механизм клеймения пружин, расположенный после термостата, для идентификации пружин.
Сопоставительный анализ с прототипом показывает, что заявляемые варианты линий для производства пружин горячей навивкой отличаются от прототипа тем, что линии содержат установку для снятия фасок на прутках для устранения концентратора напряжений, предотвращения образований закалочных трещин и исключения ручной слесарной операции, снабжены термостатом, расположенным после устройства нагрева прутков и предназначенным для выравнивания температуры прутка по всей длине с целью навивки пружин с требуемой структурой и повышенными характеристиками качества, содержат механизм клеймения пружин, расположенный после термостата, для идентификации пружин. Такие отличия от прототипа дают основания утверждать о соответствии предлагаемого технического решения критерию патентоспособности изобретения - «новизна». Сравнение предлагаемого устройства не только с прототипом, но и с другими техническими решениями в данной области техники не позволило выявить в них признаки, аналогичные отличительным признакам предлагаемого технического решения, что позволяет сделать вывод о соответствии условию патентоспособности изобретения - «изобретательский уровень».
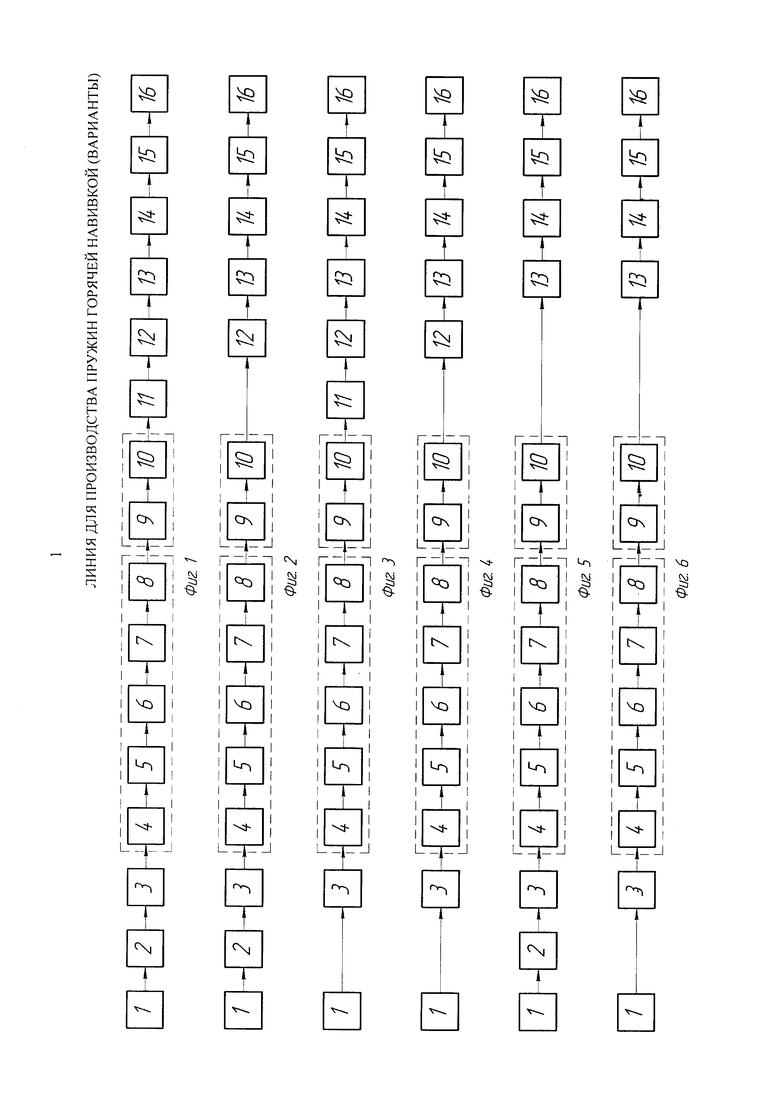
Условные схемы вариантов линий для производства пружин горячей навивкой представлены на соответствующих фигурах: на фиг. 1 представлен первый вариант линии; на фиг. 2 - второй вариант; на фиг. 3 - третий вариант; на фиг. 4 - четвертый вариант; на фиг. 5 - пятый вариант; на фиг. 6 - шестой вариант линии.
Линия для производства пружин горячей навивкой по первому варианту (Фиг. 1) содержит стеллаж установки отбраковки прутков 1, установку для мерной резки прутков 2, установку для снятия фасок 3, устройство поштучной выдачи прутков 4, установку индукционного нагрева 5, термостат 6, механизм клеймения 7, установку для навивки и закалки пружин 8, печь отпуска 9, охлаждающее устройство 10, комплекс плазменной резки 11, установку для шлифовки торцов пружин 12, установку дробенаклепа 13, пресс многократного обжатия 14, пост контроля геометрических и силовых характеристик пружин 15 и линию порошковой окраски пружин 16.
Линия для производства пружин горячей навивкой по второму варианту (Фиг. 2) содержит стеллаж установки отбраковки прутков 1, установку для мерной резки прутков 2, установку для снятия фасок 3, устройство поштучной выдачи прутков 4, установку индукционного нагрева 5, термостат 6, механизм клеймения 7, установку для навивки и закалки пружин 8, печь отпуска 9, охлаждающее устройство 10, установку для шлифовки торцов пружин 12, установку дробенаклепа 13, пресс многократного обжатия 14, пост контроля геометрических и силовых характеристик пружин 15 и линию порошковой окраски пружин 16.
Линия для производства пружин горячей навивкой по третьему варианту (Фиг. 3) содержит стеллаж установки отбраковки прутков 1, установку для снятия фасок 3, устройство поштучной выдачи прутков 4, установку индукционного нагрева 5, термостат 6, механизм клеймения 7, установку для навивки и закалки пружин 8, печь отпуска 9, охлаждающее устройство 10, комплекс плазменной резки 11, установку для шлифовки торцов пружин 12, установку дробенаклепа 13, пресс многократного обжатия 14, пост контроля геометрических и силовых характеристик пружин 15 и линию порошковой окраски пружин 16.
Линия для производства пружин горячей навивкой по четвертому варианту (Фиг. 4) содержит стеллаж установки отбраковки прутков 1, установку для снятия фасок 3, устройство поштучной выдачи прутков 4, установку индукционного нагрева 5, термостат 6, механизм клеймения 7, установку для навивки и закалки пружин 8, печь отпуска 9, охлаждающее устройство 10, установку для шлифовки торцов пружин 12, установку дробенаклепа 13, пресс многократного обжатия 14, пост контроля геометрических и силовых характеристик пружин 15 и линию порошковой окраски пружин 16.
Линия для производства пружин горячей навивкой по пятому варианту (Фиг. 5) содержит стеллаж установки отбраковки прутков 1, установку для мерной резки прутков 2, установку для снятия фасок 3, устройство поштучной выдачи прутков 4, установку индукционного нагрева 5, термостат 6, механизм клеймения 7, установку для навивки и закалки пружин 8, печь отпуска 9, охлаждающее устройство 10, установку дробенаклепа 13, пресс многократного обжатия 14, пост контроля геометрических и силовых характеристик пружин 15 и линию порошковой окраски пружин 16.
Линия для производства пружин горячей навивкой по шестому варианту (Фиг. 6) содержит стеллаж установки отбраковки прутков 1, установку для снятия фасок 3, устройство поштучной выдачи прутков 4, установку индукционного нагрева 5, термостат 6, механизм клеймения 7, установку для навивки и закалки пружин 8, печь отпуска 9, охлаждающее устройство 10, установку дробенаклепа 13, пресс многократного обжатия 14, пост контроля геометрических и силовых характеристик пружин 15 и линию порошковой окраски пружин 16.
Работа линии по первому варианту осуществляется следующим образом.
Прутки из пружинной стали поступают на стеллаж установки отбраковки прутков 1, где производится контроль прутков на отсутствие поверхностных и внутренних дефектов металла. Прутки, признанные годными, поступают на установку для мерной резки прутков 2, затем на установку для снятия фасок 3. Мерные прутки пачкой загружаются на устройство поштучной выдачи прутков 4, затем последовательно проходят через установку индукционного нагрева 5, нагреваясь до температуры 950-1100°C в зависимости от марки стали. Далее для выравнивания температуры заготовки последовательно поступают в термостат 6, затем проходят через механизм клеймения 7 и попадают в установку для навивки и закалки пружин 8. Пруток принудительно прижимается к оправке и начинается навивка пружины. Навиваемая пружина вместе с оправкой непрерывно вертикально опускается в устройство закалки, в котором последовательно по мере опускания навиваемых витков пружины происходит их закалка. Навитая полностью пружина выдерживается в устройстве закалки время. На позиции съема пружина снимается с оправки и направляется в печь отпуска 9. Печь отпуска 9 имеет рабочую температуру 200-550°C, конкретное значение которой определяется маркой стали. После отпуска пружины охлаждаются в охлаждающем устройстве 10. После охлаждения пружина поступает на робото-технический комплекс плазменной резки 11 для формирования опорных витков, далее пружина поступает на установку 12 для шлифовки торцов пружин, где производится шлифовка опорных витков с обеспечением рабочей длины пружины. После чего пружина поступает на установку дробенаклепа 13, затем она поступает на пресс многократного обжатия 14, далее на пост контроля геометрических и силовых характеристик пружин 15 и линию порошковой окраски пружин 16.
Работа линии по второму варианту осуществляется следующим образом.
Прутки из пружинной стали поступают на стеллаж установки отбраковки пружин 1, где производится контроль прутков на отсутствие поверхностных и внутренних дефектов металла. Прутки, признанные годными, поступают на установку мерной резки прутков 2, затем на установку для снятия фасок 3. Мерные прутки пачкой загружаются на устройство поштучной выдачи прутков 4, затем последовательно проходят через установку индукционного нагрева 5, нагреваясь до температуры 950-1100°C, в зависимости от марки стали. Далее для выравнивания температуры заготовки последовательно поступают в термостат 6, затем проходят через механизм клеймения 7 и попадают в установку для навивки и закалки пружин 8. Пруток принудительно прижимается к оправке и начинается навивка пружины. Навиваемая пружина вместе с оправкой непрерывно вертикально опускается в устройство закалки, в котором последовательно по мере опускания навиваемых витков пружины происходит их закалка. Навитая полностью пружина выдерживается в устройстве закалки время. На позиции съема пружина снимается с оправки и направляется в печь отпуска 9. Печь отпуска 9 имеет рабочую температуру 200-550°C, конкретное значение которой определяется маркой стали. После отпуска пружины охлаждаются в охлаждающем устройстве 10. После охлаждения пружина поступает на установку 12 для шлифовки торцов пружин, где производится шлифовка опорных витков с обеспечением рабочей длины пружины. После чего пружина поступает на установку дробенаклепа 13, затем она поступает на пресс многократного обжатия 14, далее на пост контроля геометрических и силовых характеристик пружин 15 и линию порошковой окраски пружин 16.
Работа линии по третьему варианту осуществляется следующим образом.
Мерные прутки из пружинной стали поступают на стеллаж установки отбраковки пружин 1, где производится контроль прутков на отсутствие поверхностных и внутренних дефектов металла. Прутки, признанные годными, на установку для снятия фасок 3. Мерные прутки пачкой загружаются на устройство поштучной выдачи прутков 4, затем последовательно проходят через установку индукционного нагрева 5, нагреваясь до температуры 950-1100°C в зависимости от марки стали. Далее для выравнивания температуры заготовки последовательно поступают в термостат 6, затем проходят через механизм клеймения 7 и попадают в установку для навивки и закалки пружин 8. Пруток принудительно прижимается к оправке и начинается навивка пружины. Навиваемая пружина вместе с оправкой непрерывно вертикально опускается в устройство закалки, в котором последовательно по мере опускания навиваемых витков пружины происходит их закалка. Навитая полностью пружина выдерживается в устройстве закалки время. На позиции съема пружина снимается с оправки и направляется в печь отпуска 9. Печь отпуска 9 имеет рабочую температуру 200-550°C, конкретное значение которой определяется маркой стали. После отпуска пружины охлаждаются в охлаждающем устройстве 10. После охлаждения пружина поступает на робототехнический комплекс плазменной резки 11 для формирования опорных витков, далее пружина поступает на установку 12 для шлифовки торцов пружин, где производится шлифовка опорных витков с обеспечением рабочей длины пружины. После чего пружина поступает на установку дробенаклепа 13, затем она поступает на пресс многократного обжатия 14, далее на пост контроля геометрических и силовых характеристик пружин 15 и линию порошковой окраски пружин 16.
Работа линии по четвертому варианту осуществляется следующим образом.
Мерные прутки из пружинной стали поступают на стеллаж установки отбраковки пружин 1, где производится контроль прутков на отсутствие поверхностных и внутренних дефектов металла. Прутки, признанные годными, поступают на установку для снятия фасок 3. Мерные прутки пачкой загружаются на устройство поштучной выдачи прутков 4, затем последовательно проходят через установку индукционного нагрева 5, нагреваясь до температуры 950-1100°C в зависимости от марки стали. Далее для выравнивания температуры заготовки последовательно поступают в термостат 6, затем проходят через механизм клеймения 7 и попадают в установку для навивки и закалки пружин 8. Пруток принудительно прижимается к оправке и начинается навивка пружины. Навиваемая пружина вместе с оправкой непрерывно вертикально опускается в устройство закалки, в котором последовательно по мере опускания навиваемых витков пружины происходит их закалка. Навитая полностью пружина выдерживается в устройстве закалки время. На позиции съема пружина снимается с оправки и направляется в печь отпуска 9. Печь отпуска 9 имеет рабочую температуру 200-550°C, конкретное значение которой определяется маркой стали. После отпуска пружины охлаждаются в охлаждающем устройстве 10. После охлаждения пружина поступает на установку 12 для шлифовки торцов пружин, где производится шлифовка опорных витков с обеспечением рабочей длины пружины. После чего пружина поступает на установку дробенаклепа 13, затем она поступает на пресс многократного обжатия 14, далее на пост контроля геометрических и силовых характеристик пружин 15 и линию порошковой окраски пружин 16.
Работа линии по пятому варианту осуществляется следующим образом.
Прутки из пружинной стали поступают на стеллаж установки отбраковки пружин 1, где производится контроль прутков на отсутствие поверхностных и внутренних дефектов металла. Прутки, признанные годными, поступают на установку мерной резки прутков 2, затем на установку для снятия фасок 3. Мерные прутки пачкой загружаются на устройство поштучной выдачи прутков 4, затем последовательно проходят через установку индукционного нагрева 5, нагреваясь до температуры 950-1100°C, в зависимости от марки стали. Далее для выравнивания температуры заготовки последовательно поступают в термостат 6, затем проходят через механизм клеймения 7 и попадают в установку для навивки и закалки пружин 8. Пруток принудительно прижимается к оправке и начинается навивка пружины. Навиваемая пружина вместе с оправкой непрерывно вертикально опускается в устройство закалки, в котором последовательно по мере опускания навиваемых витков пружины происходит их закалка. Навитая полностью пружина выдерживается в устройстве закалки время. На позиции съема пружина снимается с оправки и направляется в печь отпуска 9. Печь отпуска 9 имеет рабочую температуру 200-550°C, конкретное значение которой определяется маркой стали. После отпуска пружины охлаждаются в охлаждающем устройстве 10. После охлаждения пружина на установку дробенаклепа 13, затем она поступает на пресс многократного обжатия 14, далее на пост контроля геометрических и силовых характеристик пружин 15 и линию порошковой окраски пружин 16.
Работа линии по шестому варианту осуществляется следующим образом.
Мерные прутки из пружинной стали поступают на стеллаж установки отбраковки пружин 1, где производится контроль прутков на отсутствие поверхностных и внутренних дефектов металла. Прутки, признанные годными, поступают на установку для снятия фасок 3. Мерные прутки пачкой загружаются на устройство поштучной выдачи прутков 4, затем последовательно проходят через установку индукционного нагрева 5, нагреваясь до температуры 950-1100°C в зависимости от марки стали. Далее для выравнивания температуры заготовки последовательно поступают в термостат 6, затем проходят через механизм клеймения 7 и попадают в установку для навивки и закалки пружин 8. Пруток принудительно прижимается к оправке и начинается навивка пружины. Навиваемая пружина вместе с оправкой непрерывно вертикально опускается в устройство закалки, в котором последовательно по мере опускания навиваемых витков пружины происходит их закалка. Навитая полностью пружина выдерживается в устройстве закалки время. На позиции съема пружина снимается с оправки и направляется в печь отпуска 9. Печь отпуска 9 имеет рабочую температуру 200-550°C, конкретное значение которой определяется маркой стали. После отпуска пружины охлаждаются в охлаждающем устройстве 10. После охлаждения пружина поступает на установку дробенаклепа 13, затем она поступает на пресс многократного обжатия 14, далее на пост контроля геометрических и силовых характеристик пружин 15 и линию порошковой окраски пружин 16.
Таким образом, за счет использования в предлагаемых линиях для изготовления пружин горячей навивкой установки для снятия фасок на прутках для устранения концентратора напряжений предотвращается образование закалочных трещин, исключается ручная слесарная операция, снабжение линии термостатом, расположенным после устройства нагрева прутков, выравнивает температуры прутка по всей его длине, позволяет навивать пружины с требуемой структурой и повышенным качеством, использование механизма клеймения пружин, расположенного после термостата, служит для идентификации пружин, все эти технические решения повышают производительность процесса изготовления и качество производимых на линиях пружин.
Испытания пружин, произведенных на линиях, свидетельствуют о получении повышенного комплекса прочностных и геометрических характеристик пружин. Стендовые и эксплуатационные испытания пружин, произведенных по предлагаемому техническому решению, показали, что пружины имеют повышенную в десятки раз долговечность с практически отсутствующей осадкой.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРУЖИН И ЛИНИЯ ДЛЯ ИХ ПРОИЗВОДСТВА | 2011 |
|
RU2478015C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ВИНТОВЫХ ПРУЖИН | 2010 |
|
RU2501620C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРУЖИН | 2007 |
|
RU2370549C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПРУЖИН ИЗ СТАЛИ | 2015 |
|
RU2635114C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНЫХ ПРУЖИН ИЗ СТАЛИ И УСТРОЙСТВО ЕГО РЕАЛИЗАЦИИ (ВАРИАНТЫ) | 2013 |
|
RU2547989C2 |
| Способ изготовления пружин | 1989 |
|
SU1726537A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПРУЖИН ИЗ СТАЛИ | 2006 |
|
RU2377091C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ПРОИЗВОДСТВА ПРУЖИН ГОРЯЧЕЙ НАВИВКОЙ | 1971 |
|
SU316533A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПРУЖИН ИЗ СТАЛИ | 2006 |
|
RU2336139C2 |
| Способ изготовления пружин с контролируемой мелкодисперсной наноструктурой | 2015 |
|
RU2607864C2 |
Изобретения относятся к производству пружин, изготавливаемых горячей навивкой. Линии содержат установку отбраковки прутков, установку мерной резки прутков, устройство нагрева прутков, устройство навивки пружин из прутков, устройство непрерывно-последовательной закалки пружин, печь для отпуска пружин, охлаждающее устройство, устройство формирования опорных витков пружин, установку шлифовки торцов пружин, установку дробеструйной обработки пружин, пресс многократного обжатия, пост контроля геометрических и силовых характеристик пружин и установку окраски пружин. Использование в предлагаемых линиях установок для снятия фасок на прутках для устранения концентратора напряжений предотвращает образование закалочных трещин, исключает ручную слесарную операцию. Термостаты, расположенные после устройства нагрева прутков, выравнивают температуру прутка по всей его длине, что позволяет навивать пружины с требуемой структурой и повышенным качеством. Механизм клеймения пружин служит для идентификации пружин. Повышается производительность процесса изготовления и качество производимых на линиях пружин. 6 н. и 12 з.п. ф-лы, 6 ил.
1. Линия для изготовления пружин горячей навивкой, содержащая расположенные последовательно установку отбраковки прутков, установку мерной резки прутков, устройство нагрева прутков, устройство навивки пружин из прутков, устройство непрерывно-последовательной закалки пружин, печь для отпуска пружин, охлаждающее устройство, устройство формирования опорных витков пружин, установку шлифовки торцов пружин, установку дробеструйной обработки пружин, пресс многократного обжатия, пост контроля геометрических и силовых характеристик пружин и установку для окраски пружин, отличающаяся тем, что она снабжена установкой для снятия фасок на мерных прутках, предназначенной для устранения концентраторов напряжений, образующих закалочные трещины.
2. Линия по п. 1, отличающаяся тем, что она снабжена термостатом, расположенным после устройства нагрева прутков и предназначенным для выравнивания температуры прутка по всей длине и обеспечивающим навивку с заданной структурой и повышенными характеристиками качества.
3. Линия по п. 1, отличающаяся тем, что она снабжена механизмом клеймения пружин, расположенным после термостата, для идентификации пружин.
4. Линия для изготовления пружин горячей навивкой, содержащая расположенные последовательно установку отбраковки прутков, установку мерной резки прутков, устройство нагрева прутков, устройство навивки пружин из прутков, устройство непрерывно-последовательной закалки пружин, печь для отпуска пружин, охлаждающее устройство, установку шлифовки торцов пружин, установку дробеструйной обработки пружин, пресс многократного обжатия, пост контроля геометрических и силовых характеристик пружин и установку для окраски пружин, отличающаяся тем, что она снабжена установкой для снятия фасок на мерных прутках, предназначенной для устранения концентраторов напряжений, образующих закалочные трещины.
5. Линия по п. 4, отличающаяся тем, что она снабжена термостатом, расположенным после устройства нагрева прутков, предназначенным для выравнивания температуры прутка по всей длине и обеспечивающим навивку пружин с заданной структурой и повышенными характеристиками качества.
6. Линия по п. 4, отличающаяся тем, что она снабжена механизмом клеймения пружин, расположенным после термостата, для идентификации пружин.
7. Линия для изготовления пружин горячей навивкой, содержащая расположенные последовательно установку отбраковки мерных прутков, устройство нагрева прутков, устройство навивки пружин из прутков, устройство непрерывно-последовательной закалки пружин, печь для отпуска пружин, охлаждающее устройство, устройство формирования опорных витков пружин, установку шлифовки торцов пружин, установку дробеструйной обработки пружин, пресс многократного обжатия, пост контроля геометрических и силовых характеристик пружин и установку для окраски пружин, отличающаяся тем, что она снабжена установкой для снятия фасок на признанных годными после отбраковки прутках, предназначенной для устранения концентраторов напряжений, образующих закалочные трещины.
8. Линия по п. 7, отличающаяся тем, что она снабжена термостатом, расположенным после устройства нагрева прутков, предназначенным для выравнивания температуры прутка по всей длине и обеспечивающим навивку пружин с заданной структурой и повышенными характеристиками качества.
9. Линия по п. 7, отличающаяся тем, что она снабжена механизмом клеймения пружин, расположенным после термостата, для идентификации пружин.
10. Линия для изготовления пружин горячей навивкой, содержащая расположенные последовательно установку отбраковки мерных прутков, устройство нагрева прутков, устройство навивки пружин из прутков, устройство непрерывно-последовательной закалки пружин, печь для отпуска пружин, охлаждающее устройство, установку шлифовки торцов пружин, установку дробеструйной обработки пружин, пресс многократного обжатия, пост контроля геометрических и силовых характеристик пружин и установку для окраски пружин, отличающаяся тем, что она снабжена установкой для снятия фасок на признанных годными после отбраковки прутках, предназначенной для устранения концентраторов напряжений, образующих закалочные трещины.
11. Линия по п. 10, отличающаяся тем, что она снабжена термостатом, расположенным после устройства нагрева прутков, предназначенным для выравнивания температуры прутка по всей длине и обеспечивающим навивку пружин с заданной структурой и повышенными характеристиками качества.
12. Линия по п. 10, отличающаяся тем, что она снабжена механизмом клеймения пружин, расположенным после термостата, для идентификации пружин.
13. Линия для изготовления пружин горячей навивкой, содержащая расположенные последовательно установку отбраковки прутков, установку мерной резки прутков, устройство нагрева прутков, устройство навивки пружин из прутков, устройство непрерывно-последовательной закалки пружин, печь для отпуска пружин, охлаждающее устройство, установку дробеструйной обработки пружин, пресс многократного обжатия, пост контроля геометрических и силовых характеристик пружин и установку для окраски пружин, отличающаяся тем, что она снабжена установкой для снятия фасок на мерных прутках, предназначенной для устранения концентраторов напряжений, образующих закалочные трещины.
14. Линия по п. 13, отличающаяся тем, что она снабжена термостатом, расположенным после устройства нагрева прутков, предназначенным для выравнивания температуры прутка по всей длине и обеспечивающим навивку пружин с заданной структурой и повышенными характеристиками качества.
15. Линия по п. 13, отличающаяся тем, что она снабжена механизмом клеймения пружин, расположенным после термостата, для идентификации пружин.
16. Линия для изготовления пружин горячей навивкой, содержащая расположенные последовательно установку мерной резки прутков, установку отбраковки мерных прутков, устройство нагрева прутков, устройство навивки пружин из прутков, устройство непрерывно-последовательной закалки пружин, печь для отпуска пружин, охлаждающее устройство, установку дробеструйной обработки пружин, пресс многократного обжатия, пост контроля геометрических и силовых характеристик пружин и установку для окраски пружин, отличающаяся тем, что она снабжена установкой для снятия фасок на признанных годными после отбраковки прутках, предназначенной для устранения концентраторов напряжений, образующих закалочные трещины.
17. Линия по п. 16, отличающаяся тем, что она снабжена термостатом, расположенным после устройства нагрева прутков, предназначенным для выравнивания температуры прутка по всей длине и обеспечивающим навивку пружин с заданной структурой и повышенными характеристиками качества.
18. Линия по п. 16, отличающаяся тем, что она снабжена механизмом клеймения пружин, расположенным после термостата, для идентификации пружин.
| Способ получения пресскомпозиции | 1961 |
|
SU145346A1 |
| Автоматическая линия для изготовления пружин горячей навивкой | 1977 |
|
SU745578A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОНАГРУЖЕННЫХ ПРУЖИН СЖАТИЯ | 2011 |
|
RU2464119C1 |
| EP 0584474 B1, 12.02.1997. | |||

